切削加工技术
1.现代加工技术的发展趋势:追求更高的加工精度、以高速实现高品质加工、微细与
纳米加工快速发展、追求加工智能化、更加注重加工的绿色化
2.切削加工技术正朝着高速、高效、精密、微细、智能、绿色的方向发展
3.切削加工是指采用具有规则形状的刀具从工件表面切除多余材料,从而保证在几
何形状、尺寸精度、表面粗糙度以及表面层质量等方面均符合设计要求的机械加工方法
4.切削用量是指刀具及工件的运动速度以及刀具切入工件内部的深度
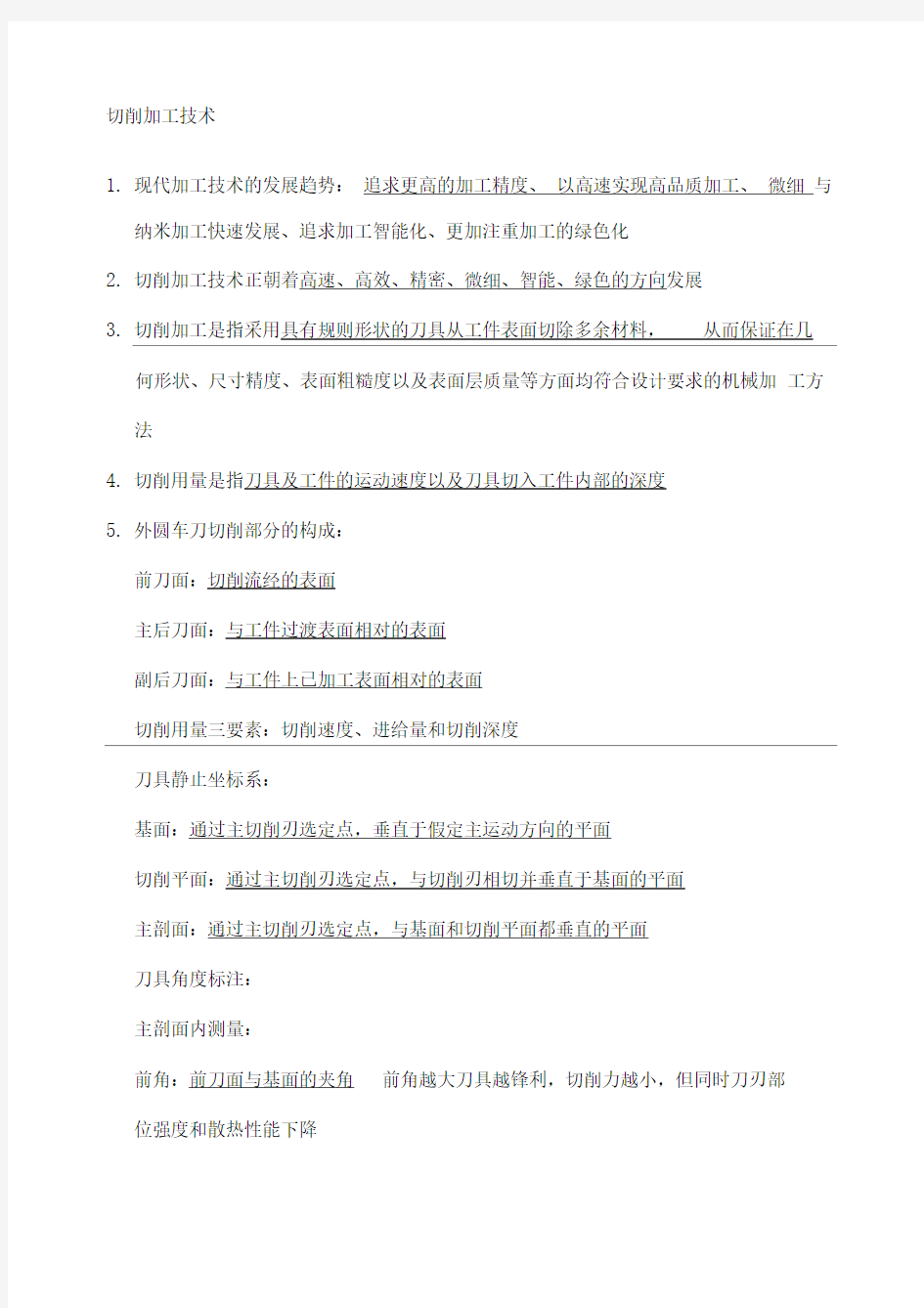
5.外圆车刀切削部分的构成:
前刀面:切削流经的表面
主后刀面:与工件过渡表面相对的表面
副后刀面:与工件上已加工表面相对的表面
切削用量三要素:切削速度、进给量和切削深度
刀具静止坐标系:
基面:通过主切削刃选定点,垂直于假定主运动方向的平面
切削平面:通过主切削刃选定点,与切削刃相切并垂直于基面的平面
主剖面:通过主切削刃选定点,与基面和切削平面都垂直的平面
刀具角度标注:
主剖面内测量:
前角:前刀面与基面的夹角前角越大刀具越锋利,切削力越小,但同时刀刃部
位强度和散热性能下降
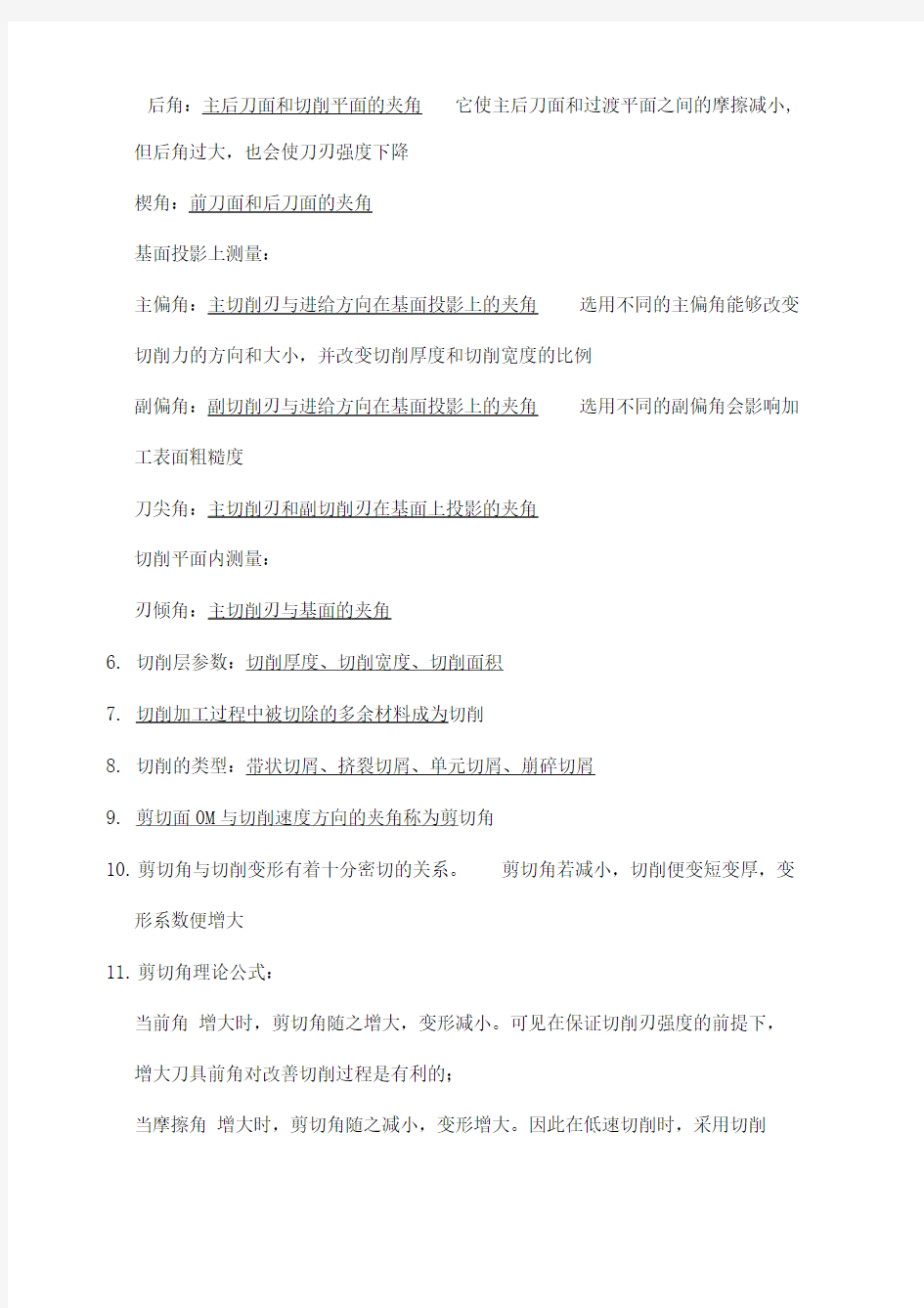
后角:主后刀面和切削平面的夹角它使主后刀面和过渡平面之间的摩擦减小, 但后角过大,也会使刀刃强度下降
楔角:前刀面和后刀面的夹角
基面投影上测量:
主偏角:主切削刃与进给方向在基面投影上的夹角选用不同的主偏角能够改变切削力的方向和大小,并改变切削厚度和切削宽度的比例
副偏角:副切削刃与进给方向在基面投影上的夹角选用不同的副偏角会影响加工表面粗糙度
刀尖角:主切削刃和副切削刃在基面上投影的夹角
切削平面内测量:
刃倾角:主切削刃与基面的夹角
6.切削层参数:切削厚度、切削宽度、切削面积
7.切削加工过程中被切除的多余材料成为切削
8.切削的类型:带状切屑、挤裂切屑、单元切屑、崩碎切屑
9.剪切面0M与切削速度方向的夹角称为剪切角
10.剪切角与切削变形有着十分密切的关系。剪切角若减小,切削便变短变厚,变
形系数便增大
11.剪切角理论公式:
当前角增大时,剪切角随之增大,变形减小。可见在保证切削刃强度的前提下,增大刀具前角对改善切削过程是有利的;
当摩擦角增大时,剪切角随之减小,变形增大。因此在低速切削时,采用切削
液以减小前刀面上的摩擦因数是十分重要的。
12.积屑瘤: ______
属楔块,这个楔块称为积屑瘤减轻前刀面以及后刀面摩擦的作用。但是当积屑瘤破裂脱落时,切屑底部和工件表面带走的积屑瘤碎片,分别对前刀面和后刀面有机械擦伤作用。当积屑瘤从根部完全脱落时,将对刀具表面产生黏结磨损。积屑瘤生成后刀具的实际前角增大,减少了切削变形降低了切削力。
14.鳞刺:在切削一些塑性金属时,若在较低的或中等的切削速度下,使用高速钢、
硬质合金或陶瓷刀具,工件的加工表面上可能会出现鳞片状、有裂口的毛刺,称之为鳞刺。鳞刺形成原因是在较低的切削速度下形成挤裂切屑和单元切屑时,切削与前刀面的摩擦力发生周期性变化,促进切屑在前刀面上周期地停留
15.鳞刺形成的四个阶段:擦拭阶段、导裂阶段、层积阶段、切顶阶段
16.防止鳞刺产生的措施:减小切削厚度;采用润滑性能好的极压切削油,同时适
当降低切削速度;采用硬质合金或高硬度刀具,进行高速切削;若果切削速度提高收到限制,可以采用加热切削或振动切削等措施
17.零件加工表面完整性包含两方面内容:与表面纹理组织有关的部分、与表面层
物理特性有关的部分
18.切削分力:主切削力Fz、切深抗力Fy、进给抗力Fx
19.切削力的测量:机械式、液压式、电测式
压电式测力仪的原理是利用某些非金属材料的压电效应,即当受外力作用时压
电材料表面将产生电荷,电荷的多少仅与所施外力的大小成正比
20.切削力的经验公式:
影响因素:
1工件材料的影响:工件材料的强度、硬度越高,切削力越大:在强度硬度相近
的情况下,材料塑性越大,韧性越大,则切削力也越大
2切削用量的影响:切削力随着切削深度增长一倍约增长一倍,而进给量增长倍切削力增长不足一倍。在中高速下切削力一般随着切削速度增大而下降,在低速范围内,切削力随切削速度的增大而减小,达到最低点后,又逐渐增加,然后达到最高点后再度逐渐减小。这样的规律是有积屑瘤造成的。
3刀具几何参数的影响:前角:前角越小,切入工件越难,切削层变为切削的变形越大,主切削力越大主偏角:对切削力的影响不大,主要是影响切削力的作用方向,即Fy 和Fz 的比值
刃倾角:对主切削力的影响较小,当刃倾角由正变负时,Fy 将增大Fx 将减小
刀尖圆弧半径:在其他条件一定情况下,半径增大,Fz变化不大,Fy增大,Fx
减小
4其他因素:
刀具材料主要通过摩擦系数影响切削力
后刀面磨损越大,切削力越大
刀具的前后刀面刃磨质量越好,切削力越小
使用润滑性能好的切削液
21.切削温度经验公式:
22.切削温度影响因素:
1 切削用量的影响
切削速度切削速度提高后,切削温度上升显着,有时会超过工件材料的熔
点
八、、
进给量进给量增加,切削温度上升,但上升速度缓慢
切削深度切削深度增加,切削温度上升不明显
2刀具几何参数的影响:
前角前角增大,切削变形小,切削温度随前角增加而减小
主偏角主偏角增大,切削刃长度变小,散热条件差,切削温度随主偏角增大而升高
3刀具磨损的影响:
刀具磨损后,切削温度升高
4工件材料的影响:强度极限越高,特别是高温强度越高,导热系数越差,切削温度越高
5切削液的影响:使用切削液可以降低切削温度
23.刀具材料应具备的特性:高硬度和高耐磨性、足够的强度和冲击韧性、高耐热
性、良好的工艺性和经济性
24.常用的刀具材料:工具钢、高速钢、硬质合金、陶瓷、超硬刀具材料(主要使
25.刀具磨损的分类:前刀面磨损(月牙洼磨损)、后刀面磨损、边界磨损
26.刀具磨损的机理:机械磨损(磨料磨损)、黏结磨损、扩散磨损、氧化磨损
27.刀具耐用度:
刀具磨钝标准是刀具磨损程度的某一临界值,当磨损超过该值时,则刀具不得继续使用。可分为生产现场用磨钝标准和刀具耐用度试验用磨钝标准。
刀具耐用度是指一把新刀从开始切削直到磨损量达到磨钝标准为止总的切削时间,或者说刀具两次刃磨之间总的切削时间,一般以T表示
28.刀具耐用度和切削用量经验公式:
29.高速切削定义:通常把切削速度比常规高出5~10倍以上的切削加工叫做高速切
削或超高速切削