折弯系数折弯扣除K因子值的计算方法 一、钣金的计算方法概论 钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。 另一方面,随着计算机技术的出现与普及,为更好地利用计算机超强的分析与计算能力,人们越来越多地采用计算机辅助设计的手段,但是当计算机程序模拟钣金的折弯或展开时也需要一种计算方法以便准确地模拟该过程。虽然仅为完成某次计算而言,每个商店都可以依据其原来的掐指规则定制出特定的程序实现,但是,如今大多数的商用CAD和三维实体造型系统已经提供了更为通用的和强大功能的解决方案。大多数情况下,这些应用软件还可以兼容原有的基于经验的和掐指规则的方法,并提供途径定制具体输入内容到其计算过程中去。SolidWorks也理所当然地成为了提供这种钣金设计能力的佼佼者。 总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。SolidWorks软件在2003版之前只支持折弯补偿算法,但自2003版以后,两种算法均已支持。 为使读者在一般意义上更好地理解在钣金设计的计算过程中的一些基本概念,同时也介绍S olidWorks中的具体实现方法,本文将在以下几方面予以概括与阐述: 1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系 2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法 3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围 二、折弯补偿法 为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。图2是该零件的展开状态。 图1 折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区 域的长度。展平的折弯区域的长度则被表示为“折弯补偿”值(BA)。因此整个零件的长度就表示为方程(1): LT = D1 + D2 + BA(1)
常用鈑金模具材料規格 1. SS41:低碳機械構造用鋼 含C量0.30﹪;不能進行熱處理;硬度不高;塑性好;強度較低;易進行切削加工;可滿足模具中非成形模板對性能的要求適用于模具結構中的打背板;上﹑下托板;上﹑下墊腳;上﹑下模座;墊板;夾板等受力不大的模板和零件。 2. SKD11:冷間加工合金工具鋼 相當于國內的Cr12MoV;是一種高C;高Cr型合金鋼;有極高的硬度和適宜的韌性;有回火硬化效果;是目前耐磨性最好的合金工具鋼;同時添加Mo;V元素;使其兼具耐磨;不彎形;耐沖擊等特性;其正常工作時硬度為HRC58°~64°。適用于受力較大的模具成形模板和零件.如與料片相接觸受力很大的下模板和上打板. (通常上打板熱處理HRC52°;下模板熱處HRC58°。 3. 鎢鋼 硬度很高;熱處理后硬度可達HRC70°;耐磨耗;耐高溫;但脆性很大;受力不均勻時易發生崩裂;且不易進行切銷加工;材料成本和加工成本較高;元素含量: C 0.50~1.50﹪;AL 0.5~1. 0﹪;Cr 0.5~3.0﹪適用于受力很大的沖壓模具零件(如沖沙拉孔的入子)。 4. YK30 (SK3):碳素工具鋼 YK30是SK-3的改良鋼種;且有更佳的強韌性和硬化能;易于加工;且具有一般高碳鋼的高硬度和耐磨性元素含量: C 1.00~1.10﹪;Mn 0.8~1.10﹪;Cr 0.2~0.6﹪ 熱處理后硬度HRC50°;用於局部受力較大的模板(采用一般的鋼板會產生較大的彎形);如模具的上﹑下墊板;夾板;打板等。 5. SKH-9:合金工具鋼 相當于國內的W6Cr4Mo5V2合金工具鋼;硬度較高;熱處理后硬度可達HRC65°;但脆性較大;塑性較差;不易進行切銷加工適用于沖? 3.0以下小孔的沖子材料。 6. A3鋼碳素結構鋼 相當于JIS標準的SS41鋼;在很多時候可于SS41通用。 7. PD20:預硬鋼;不用熱處理便有相當高的硬度 適用于生產批量不大的簡易模具;可節省模具生產的成本。 8. DC53:合金工具鋼 新研發的一種模具材料;性能優于SKD11;可用于模具中受力較大且集中的部分;可有效的提高模具壽命。 9. SKD61 熱間加工合金工具鋼 相當于國內的4Cr5MoSiV;具有高韌性;耐磨性和較佳的防熱熔蝕性;具有回火硬化特性;抗高溫軟化﹑防高溫疲勞性良好。元素含量: C 0.32~0.42﹪;Mo 1.00~1.50﹪;Cr 4.50~5.50﹪
钣金常用工具大全 一、工作平台 工作平台是钣金操作的基础件,主要用于在其上平面进行板料划线、下料、敲平及矫正工作。普通钣金工作平台没有确定的尺寸标准,但常用的台面有以下几种规格:600mm ×1000mm,800mm×1200mm,1500mm×3000mm。台面高度h 约为650~700 mm (有的平台高度可调)。其材料多为铸铁,背面 有加强肋。平板固定在支架上, 便形成工作平台,如图2-1所示。 二、划线工具 1、划针: 划针是用来在板料上划线的基本工具。一般是由中碳钢或高碳钢制成,如图2-2所示,弯头划针用于直头划针划不到的地方。划针长度约为120 mm,直径为4~6 mm。为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15°~20°之间,且具有耐磨性。
划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划线粗细不得超过0.5mm,如图2-3所示。 2、划规: 划规用于划折边线,它可沿板料边缘划等距离引线,如图2-4。
3、圆规: 圆规用来在金属板上划圆或圆弧,并可测量两点间的距离,或直接将钢板尺上的尺寸引到金属板上。圆规尖脚上焊有硬质合金,并经淬火处理。常用圆规如图2-5(a)、(b)、(c)所示 4、样冲: 样冲也叫心冲,由高碳钢制成,长度约90~150mm,尖端磨成30°~40°或60°角
两种,并经淬火处理。样冲主要用来冲圆心或钻孔时冲中心眼,如图2-6所示。 划线盘的结构如图2-7所示,主要用于平台上划线或矫正工件。它是由底座、立柱、夹紧螺母和划针组成。 6、划线工具的应用: 圆弧线的划法
[教学]solidwork钣金规格折弯系数表Solidwork钣金规格/折弯系数表 钣金规格/折弯系数表 钣金规格/折弯系数表存储指定材料的属性。您可以通过一张表将折弯系数、折弯半径或 K 因子与厚度、折弯半径和材料的任何组合相关联。 注: 您还可以使用单独的规格表和折弯系数表。请参阅钣金规格表和折弯系数表概述。您可以通过以下方式访问钣金规格/折弯系数表: 在生成基体法兰时,从基体法兰 PropertyManager 中访问。 在生成基体法兰后,右键单击 FeatureManager 设计树中的钣金,然后选择编辑特征。规格表包含在 SolidWorks 应用程序中,位于以下位置:<安装目录>\lang\<语言>\Sheet Metal Gauge Tables\。 其中包含规格/折弯系数表和规格表。您可以用它们作为模板来生成自己的表。 以下显示了组合的规格/折弯系数表。对于每个规格号(厚度),您都可以从半径和角度范围中进行选择。 使用规格/折弯系数表来指定钣金参数 可以使用钣金规格表指定整个零件的默认值。 应用与规格/折弯系数表值不同的折弯半径值 为添加的特征手工指派折弯半径值 钣金规格表钣金规格表存储指定材料的属性。在生成基体法兰时,可以从PropertyManager 访问钣金规格表。使用钣金规格表可指定: 规格厚度 允许的折弯半径
K-因子 在生成基体法兰之后,在 FeatureManager 设计树中右键单击钣金并选择编辑特征,即可访问钣金规格表。 使用钣金规格/折弯系数表以通过单个表指定厚度和折弯值。请参阅钣金规格/折弯系数表。 指定折弯半径值 可以使用钣金规格表指定整个零件的值。这称为默认值。但您也可以应用与钣金规格表中默认值不同的折弯半径值到特定的特征,例如边线法兰。 控制折弯半径值 如果选择使用默认半径,便可对所有顺流特征使用钣金规格表中的一个一般折弯半径值。 如果选择使用规格表,则使用的折弯半径值不同于钣金规格表中的默认值。如果使用默认半径和使用规格表都不选择,可以键入折弯半径值。 应用与规格表值不同的折弯半径值: 生成基体法兰,并在 PropertyManager 的钣金规格下,选择使用规格表,然后选择一个表添加另一个钣金特征到零件。 在 PropertyManager 中,清除使用默认半径,并选择使用规格表。 在钣金规格表中,为折弯半径选择另一个值。 如果使用不同的钣金规格表折弯半径值来更改默认值,特征将保持其设置值而不会改变。手动指定折弯半径值: 在 PropertyManager 中,清除使用默认半径。 键入折弯半径的值。 K-因子
品名:不锈钢板 代号:SUS,STAINLESS STEEL 常用型号:SUS304(18-8不锈钢,无磁性)SUS301(弹簧不锈钢,轻微磁性) SUS430(有磁性,较易生锈) 抗拉强度:53kgf/mm2以上。 材料厚度:0.1~10.0mm。 10.0mm以上材料较难买到。 材料宽度:最宽5’(1524mm),一般为4’,即1219mm或1250mm,可依需要裁切小于1524mm之任意尺寸。材料长度:可依需要裁切任意尺寸。一般为8’,即2438mm或2500mm。 材料特性:1、金属白色光泽,表面不易生锈,依表面状态可分:雾面、亮面、镜面、拉丝面等。为保护表面,经常贴上PVC保护膜。 2、一般不做表面处理。如要烤漆须经特殊表面处理。 3、不适宜做电镀,可做电解。 4、适宜做冷冻、空调、家电、装饰结构件。 比重:7.95 重量计算:长(m)×宽(m)×厚(mm)×比重=公斤(kg)如: SUS304 2.0×1220×2440重量为:2.0×1.22×2.44×7.95=44.65kg 又如: SUS430 1.0×1000×2000重量为:1×1×2×7.95=15.9kg 注:1、材料厚度一般公差+0,-0.08,亦即板厚2.0mm实测可能只有1.92mm。 2、量测材料厚度应使用测微器(micrometer),不要使用光标卡尺。 品名:冷轧钢板(COLD ROLLING STEEL) 代号:SPCC、CRS (SPCD:抽拉用冷板,SPCE深抽用冷板。) 硬度:HRB 1/2H=74~89 1/4H=65~80 1/8H=50~71 H=89以上 抗拉强度:28kgf/mm以上。 材料厚度:0.25~3.2mm。 3.2mm以上材料必须订制 材料宽度:最宽5’(1524mm),一般为4’即1219mm或1250mm,可依需要裁切小于1524mm之任意尺寸。材料长度:可依需要裁切任意尺寸。一般为8’即2438mm或2500mm。 材料特性:1、铁灰色光泽,表面易刮伤、生锈,加工时须注意保护并快速转序。 2、适宜做电镀(镀五彩锌、镀白锌、镀镍、镀锡…),烤漆、喷粉…等工件。
钣金折弯系数表 铁材及白铁 钣厚系数-2T+K 适用范围 (内尺寸) 0.3 0 -0.60 > 2.3 0.4 0.1 -0.70 > 2.3 0.5 0.15 -0.85 > 2.3 0.6 0.2 -1.00 > 2.4 0.8 0.3 -1.30 > 2.4 1.0 0.4 -1.60 > 3.5 1.2 0.5 -1.90 > 4.0 1.4 0.55 - 2.25 > 4.5 1.5 0.6 - 2.40 > 4.5 1.6 0.6 - 2.60 > 4.5 1.8 0.7 - 2.90 > 5.5 2 0.7 -3.30 > 6.5 2.3 0.8 - 3.80 > 7.5 2.5 0.8 -4.20 > 8.0 2.6 0.8 -4.40 > 8.0 3.0 1.0 -5.00 > 10.0 4.0 1.2 -6.8 > 13.0 4.5 1.3 -7.7 > 13.0 5.0 1.3 -8.7 > 22.0 6.0 1.5 -10.5 > 22.0 6.3 1.2 -11.4 > 2 7.0 6.35 1.2 -11.5 > 2 7.0 10 3.6 -16.4 > 36.0 铝 钣厚系数-2T+K 适用范围 (内尺寸) 0.50 0.25 -0.75 > 2.3 0.60 0.30 -0.90 > 2.4 0.80 0.40 -1.20 > 2.4 1.00 0.50 -1.50 > 3.5 1.20 0.60 -1.80 > 4.0 1.50 0.75 - 2.25 > 4.5 1.60 0.80 - 2.40 > 4.5 2.00 1.00 - 3.00 > 6.5 2.30 1.10 - 3.50 > 7.5 3.00 1.50 - 4.50 > 10.0 4.00 2.00 -6.00 > 13.0 5.00 2.50 -7.50 > 22.0 举个例子,1mm铁板就按0.4,最后两组数字不用看
钣金,有时也作扳金,这个词来源于英文plate metal,一般是将一些金属薄板通过手工或模具冲压使其产生塑性变形,形成所希望的形状和尺寸,并可进一步通过焊接或少量的机械加工形成更复杂的零件,钣金至今为止尚未有一个比较完整的定义,根据国外某专业期刊上的一则定义可以将其定义为:钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。 常用钣金材料 一. 镀锌钢材 镀锌钢材主要是两类:电镀锌板(EG/SECC)与热浸镀锌板(GI)—其差别以后讨论。 二. 不锈钢 1、铁素体型不锈钢:其含Cr量高,具有良好而性及高温抗氧化性能。 2、奥氏体不锈钢:典型牌号如/Cr18Ni9,/Cr18Ni9T1无磁性,耐蚀性能良好,温强度及高温抗氧化性能好,塑性好,冲击韧性好,且无缺口效应,焊接性优良,因而广泛使用。这种钢一般强度不高,屈服强度低,且不能通过热处理强化,但冷压,加工后,可使抗拉强度高,且改善其弹性,但其在高温下冷拉获得的强度易化。不宜用于承受高载荷。 3、马氏体不锈钢: 典型如2Cr13,GX-8,具磁性,消震性优良,导热性好,具高强度和屈服极限,热处理强化后具良好综合机械性能。加含碳量多,焊后需回为处理以消除应力、高温冷却易形成8氏体,因此锻后要缓冷,并应立即进行回火。主要用于承载部件。 三. 马口铁 马口铁(SPTE)为低碳钢电镀锡(Sn)钢材;有人认为由于当时制造罐头用的镀锡薄板是从广东省澳门(英文名Macao可读若马口)进口的,所以叫“马口铁”。也有其他说法,如中国过去用这种镀锡薄板制造煤油灯的灯头,形如马口,所以叫“马口铁”。“马口铁”这个名称不确
最新文件---------------- 仅供参考--------------------已改成-----------word文本 --------------------- 方便更改 1.首先要知道在哪里修改? C:\Program Files\SolidWorks Corp\SolidWorks\lang\chinese-simplified\Sheet Metal Gauge Tables 如果没有刻意动过的话,地址应该在上述位置,当然改过也没有关系,只要找到lang 下面的文件就可以了。 其中这次主要讲解的是红色标记框中的折弯扣除表格。 2.我们了解了要修改的位置之后就需要进行下一步如何修改? 我们打开会发现有这样的一张表格,但是它又代表什么意思呢,换句话说SW是如何根据这个表格来计算的呢?
你会发现,如上面的图中10*10*T1.0的零件,用R1的折弯刀折弯,其展开算法是8+8+K=16.4,其中K=0.4;正好符合了表格中对应的半径=1,角度=90时候的0.40这个值, 3.那么现在我们已经了解到该表格中的数据代表的上面意思就很容易根据各自工厂内部 的折弯扣除量来结算处这个K值,依次将对应的数值填入即可,例如T=1的板,使用R2的折弯刀,折30度的角度,那么我就需要把表格中的绿色框里的数值改掉即可调用。 4.既然现在已经把表格修改完成了,那么接下来怎么投入到SW软件中使用,让其调用 这个表格中的数据呢?
首先你必须在SW的系统选项中选择文件位置—>然后找到“钣金规格表”—>添加“你存好的Excel表的文件夹位置”,添加好后确定退出; 然后如上图绘制好草图轮廓,生成基体法兰薄片
钣金工具大全及使用方 法 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
钣金常用工具大全 一、工作平台 工作平台是钣金操作的基础件,主要用于在其上平面进行板料划线、下料、敲平及矫正工作。普通钣金工作平台没有确定的尺寸标准,但常用的台面有以下几种规格:600mm×1000mm,800mm×1200mm,1500mm×3000mm。台面高度 h 约为650~700 mm (有的平台高度可调)。其材料多为铸铁,背面 有加强肋。平板固定在支架上, 便形成工作平台,如图2-1所示。 二、划线工具 1、划针: 划针是用来在板料上划线的基本工具。一般是由中碳钢或高碳钢制成,如图2-2所示,弯头划针用于直头划针划不到的地方。划针长度约
为120 mm,直径为4~6 mm。为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15°~20°之间,且具有耐磨性。 划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划线粗细不得超过,如图2-3所示。 2、划规: 划规用于划折边线,它可沿板料边缘划等距离引线,如图2-4。
3、圆规: 圆规用来在金属板上划圆或圆弧,并可测量两点间的距离,或直接将钢板尺上的尺寸引到金属板上。圆规尖脚上焊有硬质合金,并经淬火处理。常用圆规如图2-5(a)、(b)、(c)所示
4、样冲: 样冲也叫心冲,由高碳钢制成,长度约90~150mm,尖端磨成30°~40°或60°角两种,并经淬火处理。样冲主要用来冲圆心或钻孔时冲中心眼,如图2-6所示。 划线盘的结构如图2-7所示,主要用于平台上划线或矫正工件。它是由底座、立柱、夹紧螺母和划针组成。
钣金材料分类和钢材牌号 钣金常用材料有:钢板、铝板、不锈钢板及铜板;其中铜板一般仅用于电气连接铜排,基本不用于结构件。 一、钢板(包括带钢)的分类: 1、按厚度分类:(1)薄板(2)中板(3)厚板(4)特厚板 2、按生产方法分类:(1)热轧钢板(2)冷轧钢板 3、按表面特征分类:(1)镀锌板(热镀锌板、电镀锌板)(2)镀锡板(3)复合钢板(4)彩色涂层钢板 4、按用途分类:(1)桥梁钢板(2)锅炉钢板(3)造船钢板(4)装甲钢板(5)汽车钢板(6)屋面钢板(7)结构钢板(8)电工钢板(硅钢片)(9)弹簧钢板(10)其他 二、普通及机械结构用钢板中常见的日本牌号 1、日本钢材(JIS系列)的牌号中普通结构钢主要由三部分组成:第一部分表示材质,如:S(Steel)表示钢,F(Ferrum)表示铁;第二部分表示不同的形状、种类、用途,如P(Plate)表示板,T(Tube)表示管,K(Kogu)表示工具;第三部分表示特征数字,一般为最低抗拉强度。如:SS400——第一个S表示钢(Steel),第二个S表示“结构”(Structure),400为下限抗拉强度400MPa,整体表示抗拉强度为400 MPa的普通结构钢。 2、SPHC——首位S为钢Steel的缩写,P为板Plate的缩写,H为热Heat 的缩写,C商业Commercial的缩写,整体表示一般用热轧钢板及钢带。 3、SPHD——表示冲压用热轧钢板及钢带。 4、SPHE——表示深冲用热轧钢板及钢带。 5、SPCC——表示一般用冷轧碳素钢薄板及钢带,相当于中国Q195-215A 牌号。其中第三个字母C为冷Cold的缩写。需保证抗拉试验时,在牌号末尾加T为SPCCT。 6、SPCD——表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳素结构钢。 7、SPCE——表示深冲用冷轧碳素钢薄板及钢带,相当于中国08AL(5213)深冲钢。需保证非时效性时,在牌号末尾加N为SPCEN。
钣金常用材料 文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)
品名:不锈钢板 代号:SUS,STAINLESS STEEL 常用型号:SUS304(18-8不锈钢,无磁性)SUS301(弹簧不锈钢,轻微磁性) SUS430(有磁性,较易生锈) 抗拉强度:53kgf/mm2以上。 材料厚度:~。以上材料较难买到。 材料宽度:最宽5’(1524mm),一般为4’,即1219mm或1250mm,可依需要裁切小于1524mm之任意尺寸。 材料长度:可依需要裁切任意尺寸。一般为8’,即2438mm或2500mm。 材料特性:1、金属白色光泽,表面不易生锈,依表面状态可分:雾面、亮面、镜面、拉丝面等。为保护表面,经常贴上PVC保护膜。 2、一般不做表面处理。如要烤漆须经特殊表面处理。 3、不适宜做电镀,可做电解。 4、适宜做冷冻、空调、家电、装饰结构件。 比重:
重量计算:长(m)×宽(m)×厚(mm)×比重=公斤(kg)如: SUS304 ×1220×2440重量为:×××= 又如: SUS430 ×1000×2000重量为:1×1×2×= 注:1、材料厚度一般公差+0,-,亦即板厚实测可能只有。 2、量测材料厚度应使用测微器(micrometer),不要使用光标卡尺。 品名:冷轧钢板(COLD ROLLING STEEL) 代号:SPCC、CRS (SPCD:抽拉用冷板,SPCE深抽用冷板。) 硬度:HRB 1/2H=74~89 1/4H=65~80 1/8H=50~71 H=89以上 抗拉强度:28kgf/mm以上。 材料厚度:~3.2mm。 3.2mm以上材料必须订制 材料宽度:最宽5’(1524mm),一般为4’即1219mm或1250mm,可依需要裁切小于1524mm之任意尺寸。 材料长度:可依需要裁切任意尺寸。一般为8’即2438mm或2500mm。 材料特性:1、铁灰色光泽,表面易刮伤、生锈,加工时须注意保护并快速转序。 2、适宜做电镀(镀五彩锌、镀白锌、镀镍、镀锡…),烤漆、喷粉…等工件。比重:。 重量计算:长(m)×宽(m)×厚(mm)×比重=公斤(kg)如: ×1220×2440重量为:×××=46.74kg 又如: ×1000×2000重量为:1×1×2×=15.7kg
日常行车难免会遇到刮刮碰碰,这时就免不了对爱车进行钣喷修复,而钣金作业的质量直接影响到后续的喷涂作业,同时也会影响钢板的使用寿命,那么如何提升钣金作业质量呢?俗话说”工欲善其事必先利其器”, 今天我们先来介绍一下一汽马自达Mazda 4S店的钣金师傅们手中究竟握有哪些“利器”。北京汽修培训班 手动工具 钣金锤 钣金用锤多种多样,不同的锤头、不同的材质应用各不相同,下面我们来一一列举。 整平锤 外板整形的主力。锤头有圆有方,锤面平整略有弧度,用于整平外板。 尖嘴锤
又叫“镐锤”、“鹤嘴锤”,一端锤头细长、呈鹤嘴状,用于精细修复外板上的小凸起。 收缩锤 锤面呈锯齿状,敲到铁板上会留下细小的点痕,可有效控制整平过程中产生的金属延展。 橡胶锤 橡胶制锤头,配合不同重量的锤头可用于金属外板及结构件的整形。 木锤 轻质木质锤头,在外板整平时可有效抑制金属延展。 垫铁
与各种钣金锤配合使用,在敲击时给钢板提供支撑。也可从背面对钢板进行整形。 划针 可在金属板上划出“标记”。在修复筋线之前,先用划针做好标记,这样修复出的筋线就不会“跑偏”了。 打板 用于修复筋线部位,修出来的筋线又直又板。 直尺 看似普普通通的一把直尺,在钣金师傅的手中通过一“靠”一“比”就可以很轻松的判断出钢板表面是否平整。
粗撬棍 利用杠杆原理,可在板件内部由内至外对凹陷进行大致整形。 细撬棍 利用光学原理以及杠杆原理对车辆进行免伤漆修复,“小磕小碰”再也不用进行整套的钣金喷漆了。 柔性锉 通过观察锉削痕迹,可以方便的检查出板件上的凸起部位,便于钣金师傅进行后续整平修复。 动力工具 气动砂带机
钣金常用材料及性能介绍说明 品名:不锈钢板 代号:SUS,STAINLESS STEEL 常用型号:SUS304 (18-8不锈钢,无磁性)SUS301 (弹簧不锈钢,轻微磁性)SUS430 (有磁性,较易生锈)抗拉强度:53kgf/mm2 以上。 材料厚度:~。以上材料较难买到。 材料宽度:最宽5' (1524mm), —般为4 ',艮卩1219mm或1250mm可依需要裁切小于1524mm之任意尺寸。 材料长度:可依需要裁切任意尺寸。一般为8',即卩2438mm或2500mm 材料特性: 1、金属白色光泽,表面不易生锈,依表面状态可分:雾面、亮面、镜面、拉丝面等。为保护表面,经常贴上PVC保护膜。 2、一般不做表面处理。如要烤漆须经特殊表面处理。 3、不适宜做电镀,可做电解。 4、适宜做冷冻、空调、家电、装饰结构件。比重: 重量计算:长(m 乂宽(m 乂厚(mm X比重=公斤(kg)如: SUS304 X 1220 X 2440 重量为:XXX =又如:SUS430 X 1000 X 2000 重量为:1 X 1 X 2 X = 注:1、材料厚度一般公差+0,-,亦即板厚实测可能只有。2 、量测材料厚度应使用测微器(micrometer ),不要使用光标卡尺。 品名:冷轧钢板(COLD ROLLING STEEL) 代号:SPCCCRS (SPCD :抽拉用冷板,SPCE深抽用冷板。)硬度:HRB 1/2H=74 ?89 1/4H=65 ?80 1/8H=50 ?71 H=89 以上抗拉强度:28kgf/mm 以上。 材料厚度:~。以上材料必须订制 材料宽度:最宽5' (1524mm),一般为4 '即1219mm或1250mm可依需要裁切小于1524mm之任意尺寸。 材料长度:可依需要裁切任意尺寸。一般为8'即2438mm或2500mm 材料特性: 1、铁灰色光泽,表面易刮伤、生锈,加工时须注意保护并快速转序。 2 、适宜做电镀(镀五彩锌、镀白锌、 镀镍、镀锡…),烤漆、喷粉…等工件。比重:。 重量计算:长(m)乂宽(nr)乂厚(mr)i X比重=公斤(kg)如: X 1220 X 2440 重量为:XXX =又如:X 1000 X 2000 重量为:1 X 1 X 2X =
折弯系数 中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数 系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数 先说明一下: 1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料 2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的 3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和 即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b展开长度为L料厚为T 则: ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ 4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家, 5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了 6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的 上模R角大小:未知 V槽口尺寸:一般折弯用的V槽口尺寸为板厚的 8倍计算 折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关 4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。 两个办法: 1、根据实际结果和计算值,得出这种材料的中间层位置系数。 2、根据截面密度计算理论值,再修正。 1折弯系数确定的重要性 在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。这不仅影响工艺文件的标准化、合理化, 而且给车间生产带来困难, 并导致产品质量的不稳定。 随着科学技术的不断进步, 计算机应用逐步向C IM S 系统发展。必须首先解决计算机自动计算展开料, 也就是必须首先解决折弯系数的自动确定, 才能谈论计算机辅助编制工艺,
四方法自制成形工具 成形工具是钣金行业常用的工具,Solidworks 自带的成形工具远远不能满足工 厂的需要,下面列举了四种方法自制钣金成形工具。 方法一:以自建模型“成形工具零件”为例(见图1), 1、 单击命令“成形工具”,如图2所示选择“要移除的面”和“停止面”,单击“确定” 2 、 单击“另存为”,选择零件格式为“ Form Tool (*.sldftp)”,零件名称不变,保存至文件夹“ *\成形工具”。 3、 在右侧“任务窗格”里的“设计库”单击“添加文件位置”,如图3,浏览到文件 夹“*\成形工具”,确定,在设计库生成了“成形工具”库。 即生成了一个成形工具,拖放成形工具即可使用。 方法二:同样以自建模型“成形工具零件”为例(见图1), 1、 把成形工具的特征即“要移除的面”外观设为纯红色(R255,G0,B0), 2、 在“停止面”新建草图,把“停止面”转换实体引用建立一个“停止面”轮 廓的草图, 3、 保存零件至“设计库”下的文件夹“forming tools ”,见图3,注意零件格式 仍为“.sldprt ”。 即生成了一个成形工具,拖放成形工具即可使用。 方法三:同样以自建模型“成形工具零件”为例(见图1), 1、单击命令“成形工具”,如图2所示选择“要移除的面”和“停止面”,单击“确定”。 2、保存零件至“设计库”下的文件夹“forming tools ”,见图3,注意零件格式仍为“.sldprt ”。 即生成了一个成形工具,拖放成形工具即可使用。 方法四:对于已有的成形工具,我们可以通过修改调整特征以满足我们的需求。 以设计库成形工具模型“百叶窗”为例(见图4), 1、 右键单击“百叶窗”打开,在特征树中删除多余特征如图5所示 2、 修改模型尺寸 3、 单击命令“成形工具”,如图6所示选择“要移除的面”和“停止面”,单 击“确定”。 4、 单击“另存为”,选择零件格式为“Form Tool (*.sldftp)”,重新命名零件名 称,保存至设计库里百叶窗文件夹下。 即生成了一个成形工具,拖放成形工具即可使用。 以上四种方法的比较见下图:
空调机材料 一、压缩机 1、活塞组 活塞材料常用的有铸铁和铝合金两种,只有少数小型封闭式压缩机用钢。 铸铁的特点是热膨胀系数小、耐磨性好、强度高和价格便宜。因此,在不适用活塞环的小型封闭式压缩机中往往采用铸铁作为活塞材料。常用牌号有HT100、HT150、HT200、HT250。但铸铁密度大,质量重,运行时惯性大,中大型压缩机常不用铸铁作活塞材料。 铝合金质量轻、导热性能好、铸造工艺优良,高速多缸压缩机活塞材料往往采用铝合金。铝合金的不足之处是其热膨胀系数大,因而与气缸的配合间隙变化较大。为了防止高压气体泄露和容易上油,铝合金活塞上需设有活塞环。国内常用铝合金有ZL113。 活塞销承受气体力和惯性力等组成的交变弯曲负荷,而且带有冲击性,因此要求材料表面硬度高、耐磨且内部具有韧性,通常用表面渗碳的低碳钢或表面渗碳的低合金钢,如20钢或20Cr钢,渗碳层厚度随活塞销的壁厚的不同而不同,一般在0.5~1.5mm范围内,淬火及低温回火后的硬度为HRC55~62。活塞销也可用45钢,进行高频感应加热淬火,并经低温回火,其表面硬度可达HRC50~58。 活塞环处于高温、高压和高速的状态下,承受着冲击和磨损。因此,选用材料必须具有足够高的机械强度、耐磨性。目前国内采用最多的是灰铸铁,如HT250和加入少量Cr、Mo、Cu、Mn等合金元素的合金铸铁。 2、连杆 连杆的材料应具有质量轻、强度高和冲击韧性好的特点。在封闭式压缩机使用金属铸铁造成或压铸的铝合金连杆,材料为ZL117和铝硅铜合金,开启式压缩机使用可锻铸铁KT350—10、KT370—12和球墨铸铁QT450—10、QT600—3等。 连杆大头是剖分式,连杆螺钉应用优质合金钢制造,常用的有40Cr、35CrMoA等。 3、曲轴 曲轴是传递动力的部件,她承受着复杂的扭曲和弯曲应力,·必须保证一定的机械强度,主副轴承颈和曲柄销部分是摩擦面,应有较好的耐磨性,同时,还要具有良好的刚性,以减少压缩机在压缩过程中压力引起轴承面间隙的变动。曲轴普遍采用球墨铸铁QT450—10、QT600—3,其特点是具备日足够的强度,在正火处理后硬度可达HBS263~272,抗拉强度在750~800N/mm2,不亚于一般中碳钢,但其伸长率和冲击韧度较低,弹性模量也较低。所以,从综合的力学性能来说球墨铸铁稍次于钢。此外,球墨铸铁耐磨性好,对应于集中的敏感性小,具有良好的吸振性和润油性,铸造加工工艺简单。 4、机体、气缸套和机壳 一般机体的材料采用铸铁,它具有容易成型、切削性能好、价格低廉及有较好的吸振性等优点,只有在特殊的要求的场合,如汽车空调用制冷压缩机要求质量轻时,才有铝合金材料。铸铁的牌号,根据需要可选用HT100~400,通常采用HT200或HT250/。 汽缸套与活塞和活塞环之间存在着剧烈的摩擦,因此对它的要求主要是具有良好的耐磨性,此外,它还承受一定的其他压力,需要有足够的强度。汽缸套的材料通常用铸铁,常用牌号有HT200、Ht250和高磷铸铁。在某些机器中,也有使用球墨铸铁作为气缸套材料的。 全封闭机器中的上下机壳常用热轧钢板和冷轧钢板,经过数道工序的拉伸成形制成,牌号有08AL、08、10。 5、气阀阀片、弹簧和阀座材料 制冷压缩机上使用的阀片材料应具有弹性高、韧性好、耐磨和耐腐蚀等性能,以满足使用寿命长的要求。使用环片阀和网状阀的阀片常用30CrMnSiA或4Crl3Mo和3Crl3合金钢制造;簧片阀和阀片材料则采用瑞典弹簧带钢和T8A、T10A碳素工具钢;在高转速的情况
常用的钣金材料与性能 常用钣金材料 一.镀锌钢材 镀锌钢材主要是两类: 1、电镀锌板(EG) 2、热浸镀锌板(GI)。 表1:电镀锌板与热浸镀锌板比照表 电镀锌板 (EG/SECC)热浸镀锌板 (GI) 母材冷轧退火钢板冷轧全硬钢板 前处理电镀热镀 镀锌量镀厚困难镀薄困难 镀层表面锌厚子吸附表钢材,表面平滑无锌花锌层凝固组织,可有锌花或无锌花 镀层组织纯锌镀层最外层为纯锌,内层为铁锌合金 机械性能与母板相同经退火,有时效硬化;材质软 加工性能同母材,成型性能好可承受简单加工,复杂加工无法胜任 料厚常见料厚均有0.6~1.5mm 耐蚀性镀层薄,差镀层厚,好均可加耐指纹涂层 价格贵便宜 二. 不锈钢 抗大气、酸、碱、盐等介质腐蚀作用的不锈耐酸钢总称。 要达到不锈耐蚀作用,含铬(Cr)量不少于13%;此外可加入镍(Ni)或钼(Mo)等来增加效果。 由于合金种 类及含量不同,种类繁多。 不锈钢特点:耐蚀好,光亮度好,强度高;有一定弹性;昂贵。 不锈钢材料特性: 1、铁素体型不锈钢:其含Cr量高,具有良好而性及高温抗氧化性能。 2、奥氏体不锈钢:典型牌号如/Cr18Ni9,/Cr18Ni9T1无磁性,耐蚀性能良好,温强度及高温 抗氧化性能好,塑性好,冲击韧性好,且无缺口效应,焊接性优良,因而广泛使用。这种钢一般强度不高,屈服强度低,且不能通过热处理强化,但冷压,加工后,可使抗拉强度高,且改善其弹性,但其在高温下冷拉获得的强度易化。不宜用于承受高载荷。 3、马氏全不锈钢: 典型如2Cr13,GX-8,具磁性,消震性优良,导热性好,具高强度和屈服极限,热处理强化后具良好综合机械性能。加含碳量多,焊后需回为处理以消除应力、高温冷却易形成8氏体,因此锻后要缓冷,并应立即进行回火。主要用于承载部件。 例: 10Cr18Ni9 它是一种奥氏体不钢,淬火不能强化,只能消除冷作硬化和获得良好的抗蚀,淬火冷却必须在水是进行,以保证得到最好的抗蚀性;在900℃以下有稳定的抗氧化性。适于各种方法焊接;有晶间腐蚀倾向,零件长期在腐蚀介质、水中及蒸汽介质中工作时可能遭受晶界腐蚀破坏;钢淬火后冷变形塑性高,延伸性能良好,但切削加工性较差。 1Cr18Ni9 它是标准的18-8型奥氏体不锈钢,淬火炒能强化,但此时具有良好的耐蚀性和
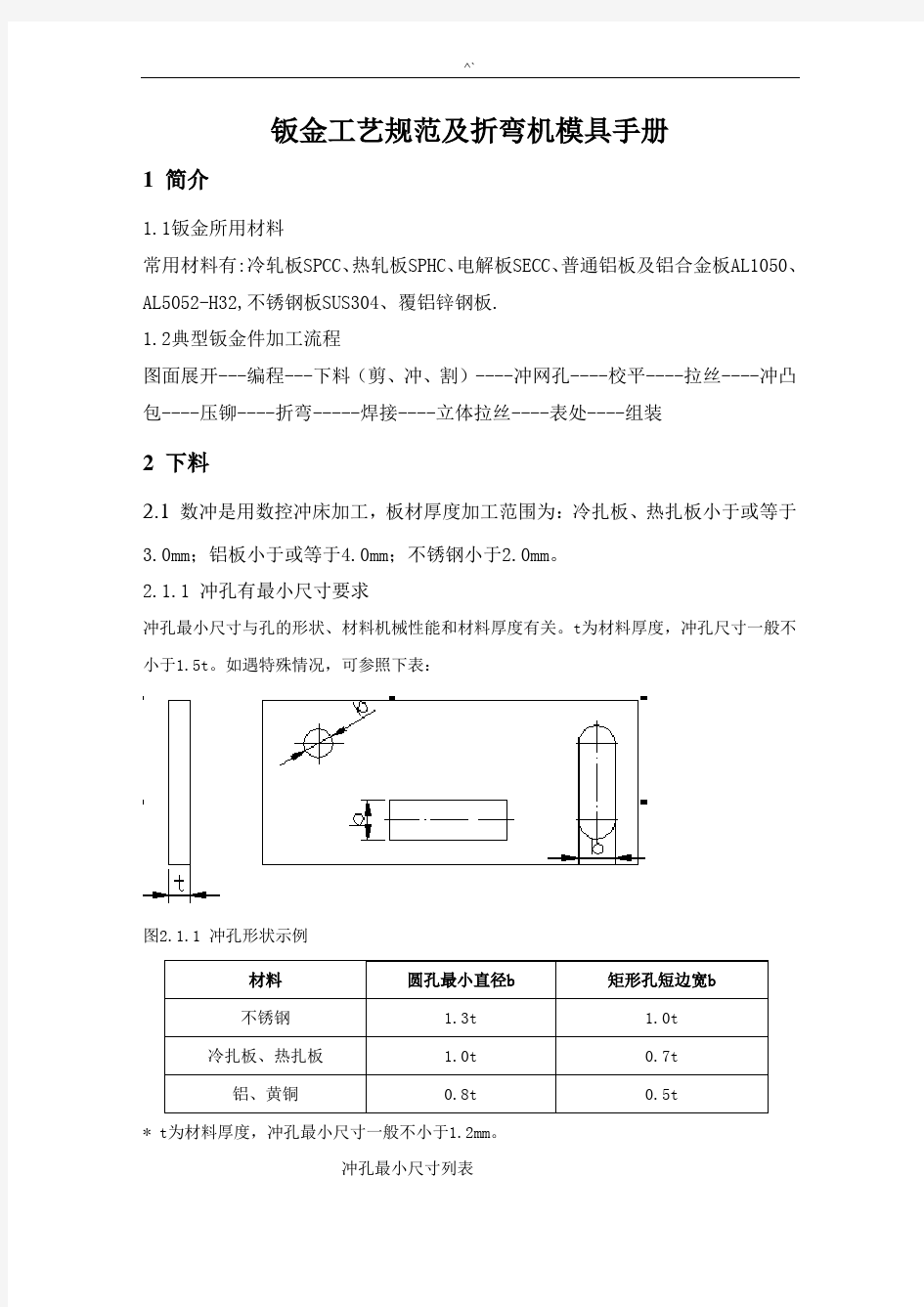
钣金加工工艺介绍 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本规范阐述每一种加工方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的不同,下料的加工工艺性也有所不同。钣金下料方式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于或 等于3.0mm,铝板小于或等于4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1冲孔形状示例 材料圆孔直径b矩形孔短边宽b 高碳钢 1.3t 1.0t 低碳钢、黄铜 1.0t0.7t 铝0.8t0.5t *t为材料厚度,冲孔最小尺寸一般不小于1mm。 *高碳钢、低碳钢对应的公司常用材料牌号列表见第7章附录A。 表1冲孔最小尺寸列表 2.3数冲的孔间距与孔边距 零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.3.1。当冲孔
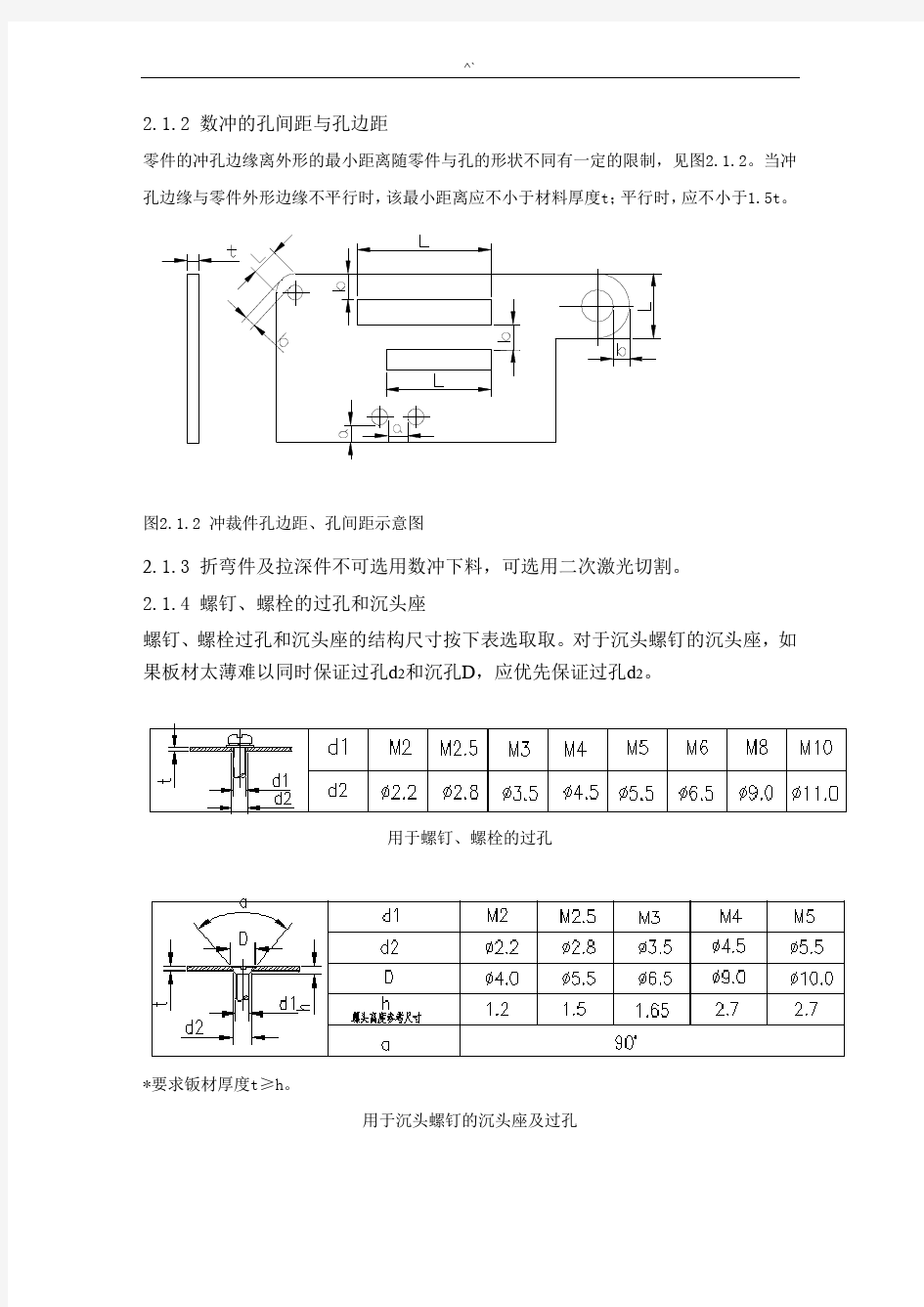
边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。 (图1.4) 图2.3.1冲裁件孔边距、孔间距示意图 2.4折弯件及拉深件冲孔时,其孔壁与直壁之间应保持一定的距离 折弯件或拉深件冲孔时,其孔壁与工件直壁之间应保持一定的距离(图2.4.1) 图2.4.1折弯件、拉伸件孔壁与工件直壁间的距离 2.5螺钉、螺栓的过孔和沉头座 螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。 表2用于螺钉、螺栓的过孔
5.14常用板材 我们通常所说的板材,是指薄钢板(带)。而所谓的薄钢板,通常是指板材厚度小于6mm的钢板,按生产方法它分为热轧板和冷轧板。在家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。 以下仅针对我司产品常用的板材进行简单的介绍。 5.14.1 热轧钢板 以板坯为原料,经加热后粗轧→精轧制成。热轧钢板强度高,韧性好,易于成型,具有良好的可焊接性能。 JIS标准系列主要牌号有SPHC、SPHD、SPHE。其中首位S为钢Steel的缩写;次位P为板Plate的缩写;三位H为热Heat的缩写;四位C表示普通级Common的缩写,D表示冲压级Draw的缩写,E表示深冲级Commercial 的缩写。 热轧钢板按表面处理方式可分为酸洗表面和非酸洗表面。酸洗是指用盐酸将热轧板上的氧化皮清除,得到漂亮光滑的表面。酸洗可以提高表面质量,便于焊接、涂油和上漆。 5.14.2 冷轧钢板 用热轧钢板为原料,经酸洗、去氧化皮后,进行常温轧制而成。冷轧后,材料的硬度强度上升,韧塑指标下降,其表面质量、外观、尺寸精度均优于热轧板。一般冷轧板均需经过连续退火消除冷作硬化及轧制应力而达到相应标准规定的力学性能。 冷轧钢板JIS标准系列主要牌号有SPCC、SPCD、SPCE。其中首位S为钢Steel的缩写;次位P为板Plate 的缩写;三位C为冷Cold的缩写;四位C表示普通级Common的缩写,D表示冲压级Draw的缩写,E表示深冲级Commercial的缩写。 冷轧钢板按表面结构分为麻面—D(Dull)和光亮表面—B(Bright)两种。按热处理可分为退火及平整—S、1/8硬质—8、1/4硬质—4和硬质—1四种。 5.14.3 热镀锌钢板 将冷轧或热轧基板进行一系列前处理后进入溶解的锌槽中,使其表面粘附一层锌而成,俗称白铁皮。其锌层又分为纯锌镀层—Z、锌铁合金镀层—ZF等。根据表面结构可分为正常锌花—Z(镀锌后在通常条件下锌层冷凝而得的锌花);小锌花—X(通过对锌层的控制冷凝而形成的表面,呈现比正常锌花小的细小锌花);光整锌花—G、光整小锌花—GX(经过专门的光整处理得到的表面结构);零锌花—N(采用特定的生产工艺使镀层表面无肉眼可见的锌花)。 热镀锌钢板的表面处理可分为铬酸钝化处理—L、涂油处理—Y、铬酸钝化+涂油处理—LY,为了防止产品在贮存和运输期间产生白锈。 JIS标准系列主要牌号有SGCC、SGHC、SGCD1、 SGCD2 、SGCD3。其中首位S为钢Steel的缩写;次位G 为镀锌Galvanized的缩写;三位C为冷Cold的缩写、HH为热Heat的缩写;四位C表示普通级Common的缩
常用的板金材料 ASTM A463 (马口铁,SPTE); ASTM B103 (磷青铜,PICU); ASTM A666 (奥氏体不锈钢); ASTM A526 (GI料,SGCC); JIS G3313 (EG料,SECC,电镀锌); JIS H0001 (铝及铝合金, AL); JIS G3141 (冷轧碳钢,CRS ,SPCC); 模具材料种类及特性 模钢的性能要求 模具钢的工作条 件 冲床加工大部分是冷作加工, 模具钢一般于冷间使用, 在强压下, 连续作业, 其自身温度会上升, 另一方面又受很大的冲击, 因此冲床用模具钢的工作条件是相当恶劣的。 模具钢的基本性 能 由模具钢的工作条件, 它应有以下的性能: (1)优良的耐摩损性; (2)韧性大, 耐冲击性好; (3)由热处理的变形率(热处理变形)小; (4)淬火性良好; (5)硬度大; (6)对脱碳的抵抗大; (7)热处理简单; (8)价格低;
(9)有市场性。 模钢的种类及特性 工具钢的种类很多, 其中大部分可以作模具钢使用, 我们有必要了解各类工具钢的特性, 选用模具钢时, 才能更经济更理地使用材料。 碳钢(SK系) 碳钢工具用钢, 有SK1 ~SK7共七类, 以经济性与可加工性好, 多用于不太需要耐久性的模具, 其中, SK3常用作模具用钢, 其次是SK5。以下是SK系钢的特性表: 切削用合金工具钢(SKS 系) SKS系(特钢), 有更高的硬度及耐磨性, 淬火性又较SK系提高很多, 特别有韧性需求时, 加入Ni, 并减少碳含量, 使用模具的钢种以SKS2最多, 总的来讲, SKS系钢较SK系有更好的耐磨性, 更高的硬度, 特性如下表: