
如何在进玉增加自己的后处理
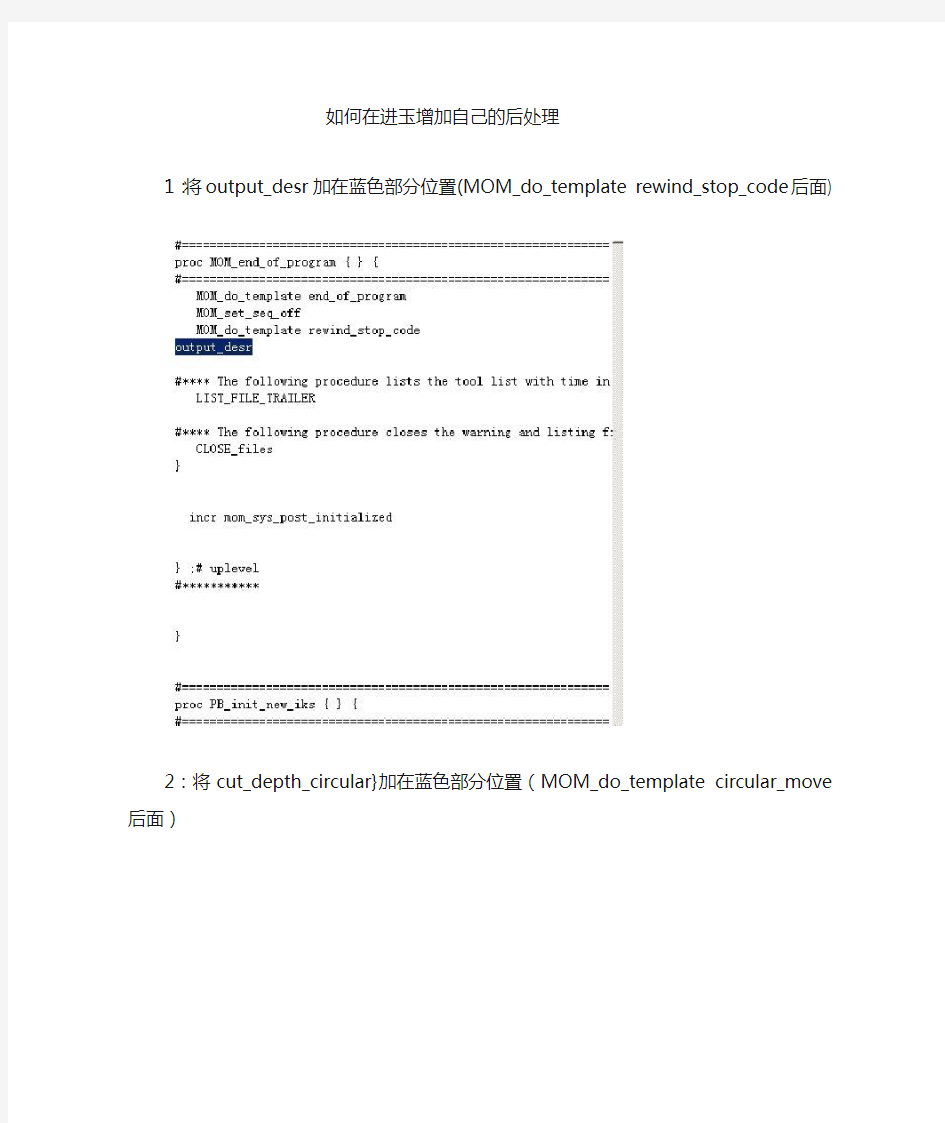
1:将output_desr加在蓝色部分位置(MOM_do_template rewind_stop_code后面)
2:将cut_depth_circular}加在蓝色部分位置(MOM_do_template circular_move后面)
3:将cut_depth_line}加在蓝色部分位置(MOM_do_template linear_move后面)
4:
将spindle_check
set_value_ju加在蓝色部分位置(PB_CMD_start_of_operation_force_addresses后面)
5: 将prog_head加在蓝色部分位置(PB_CMD_kin_start_of_program后面)
6:
以下全加在后面
#=============================================================
proc MOM_end_of_group { } {
prog_end
}
#=============================================================
############################################################################### ###
#=================================================================
proc prog_head { } {
#=================================================================
global mom_group_name mom_date mom_tool_name
global prev_spind
global tool_name cut_descr cut_stock cut_depth
set tool_name ""
set cut_descr ""
set cut_stock 1
set cut_depth 0
set prev_spind 0
# MOM_output_literal "%"
# MOM_output_literal "( ttp )"
# MOM_output_literal "(PROGRAM NAME: $mom_group_name)"
# MOM_output_literal "(Time: $mom_date)"
# MOM_output_literal "(Cutter Name: $mom_tool_name)"
# MOM_output_literal "T1D1"
# MOM_output_literal "HSCB(0.01)"
# MOM_output_literal "G90G54G00X0.Y0."
}
#================================================================= proc prog_end { } {
#=================================================================
# MOM_output_literal "G91 Z150."
# MOM_output_literal "M05"
# MOM_output_literal "M09"
# MOM_output_literal "M30"
# MOM_output_literal "%"
}
#================================================================= proc spindle_check { } {
#================================================================= global mom_spindle_speed prev_spind
if { $mom_spindle_speed < 1 } {
if { $prev_spind == 0 } {
set mom_spindle_speed 1500
} else {
set mom_spindle_speed $prev_spind
}
}
set prev_spind $mom_spindle_speed
}
#====================================================================
proc set_value_ju { } {
#====================================================================
global tool_name cut_descr cut_stock
global mom_tool_name mom_stock_part
if { $tool_name == "" } {
set tool_name $mom_tool_name
} else {
if { $tool_name != $mom_tool_name } {
set tool_name "操作中刀径不同" }
}
if { $cut_stock == 1 } {
set cut_stock $mom_stock_part
} else {
if { $cut_stock > $mom_stock_part } {
set cut_stock $mom_stock_part
}
}
if { $cut_stock < 0 } {
set cut_descr "光"
} elseif { $cut_stock >= 0 && $cut_stock <= 0.1 } {
set cut_descr "中"
} else {
set cut_descr "粗"
}
}
#======================================================================
proc cut_depth_line { } {
#======================================================================
global cut_depth
global mom_pos
if { $cut_depth > $mom_pos(2) } {
set cut_depth $mom_pos(2)
}
}
#======================================================================
proc cut_depth_circular { } {
#======================================================================
global cut_depth
global mom_pos
if { $cut_depth > $mom_pos(2) } {
set cut_depth $mom_pos(2)
}
}
#======================================================================
proc output_desr { } {
#======================================================================
global tool_name cut_descr cut_stock cut_depth
global mom_group_name mom_machine_time
global mom_output_file_basename mom_output_file_directory mom_sys_output_file_suffix
set desr_file_name "${mom_output_file_directory}${mom_output_file_basename}.${mom_sys_output_file_ suffix}"
MOM_close_output_file $desr_file_name
set desr_file_name "D:\\ju_conf\\temp\\$mom_group_name.xl"
MOM_remove_file $desr_file_name
MOM_open_output_file $desr_file_name
MOM_output_literal "$mom_group_name $tool_name $cut_descr [format %3.2f $cut_stock] [format %4.1f $cut_depth] [format %4.0f $mom_machine_time]"
MOM_close_output_file $desr_file_name
}
一、完整的后处理文件介绍 一个完整的后处理文件通常有:定义字符段、定义字符格式段、定义键值段、定义指令值段、变量定义、程序格式段等部分组成。 下面我们先来看一个比较完整的后处理文件,并把它分为数段,把需要修改的地方做个必要的解释: machine fanucom ——————后处理文件头 ============第一部分是定义字符段=================================== define word TN address letter = "TOOL TYPE:- " address width = 13 field width = 25 end define 具体解释: define word TN ——————————————定义字段; address letter = "TOOL TYPE:- " —————定义字段的返回值,比如在后处理文件里有“MS =C ; TN ToolType ; EM =C”,而在写程式的时候选用的是端铣刀,那么在CNC程式里就会有(TOOL TYPE:- ENDMILL); address width = 13 ———————————定义字符宽度,如上"TOOL TYPE:- ",从T开始算起一共13位,包括空格; field width = 25 ———————————定义返回字的宽度,如上"ENDMILL",如果field width = 2,那"TOOL TYPE:- "就返回EN;如果field width = 25,那"TOOL TYPE:- "就返回ENDMILL。 end define ========================== 第二段是定义字符的格式================================== define format ( / G6 S T M1 M2 L P D E H O ) address width = 1 field width = 2
统赢(WPCAM)系统内定变数一览表 变数宣告内容 0 R 外定误差值(机台最小位移量) 。 A R 外型切断使用补正量 0:与第一刀相同补正量 1:使用割一刀的补正量 。 B R 小孔尺寸设定ex:inti/3(3.0以下为小孔); ex:inti/-3(引入线短于3.0以下为上孔),inc/0.02(小 孔间隙自动放大0.02mm) C R 角落安全距离 。 D I 铜线补正编号 ex:H01,H02 这里是改辅正的H码&D码 E R 切断点强迫过切长度 。 F R 。G I G码输出 。H R 补正辅助码 ex: H110,H109,H111 。I,J R 圆心的X,Y方向座标 。N I NC程式行编号(需自行应用) 。P,Q R U,V轴的绝对座标位置 。R R 圆弧半径值 。T R 工件初始斜度设定值,整体斜度值,单孔斜度 。U,V R 相对于X,Y轴的辅助面(U,V面)相对座标 。W R UV面的绝对(Z)高度 。X,Y R 铜线的X,Y座标值 。Z R 上导具的Z座标值 。27 R 铜线倾斜的斜度输出值 29 R 铜线初始斜度设定 。30 R 上下异形分段裕量:#30=0:(上模滑块)程式面路径面积 <辅助面积,#30=1:(下模滑块)>辅助面积 。31 R 上下异形最大分段长度 。32 R 工件厚度设定值 。33,34 R UV面上圆心的X,Y方向座标值 这里是改上下异形走圆弧的,可以把字母I&J改成K&L 35 R 当@35=2,表示粗割完成,已进入精修程式段 36 R 。37 I 切割型式 0:模孔,1:冲头 38 39 。40 I NC控制器的型式 1:(MITSU)2:(sodick)4:FANUC 8:seibu 16:agie 32:charmill
MASTERCAM的后置处理程序设计 一、前言 数控自动编程分为以自动编程语言和以计算机绘图为基础的自动编程方法,两种方式都是经过刀位计算产生加工刀具路径文件,而不是数控程序。从加工刀具路径文件中提取相关的加工信息,并根据指定数控机床的特点及数控程序格式要求进行分析、判断和处理,最终形成数控机床能直接识别的数控程序,就是数控加工的后置处理(Post Processing)。 Mastercam是美国CNC Software.Inc公司开发的基于微机平台的CAD/CAM软件,侧重于数控加工,其曲线、曲面设计主要针对数控加工编程,它能完成2~5轴数控铣削加工编程、线切割加工编程和车削编程加工,在模具制造业中的应用非常广泛。该系统分为主处理程序和后置处理程序两大部分。主处理程序针对加工对象、加工系统建立三维模型,用图形交互的方法计算刀具运动轨迹,生成加工刀具路径文件(称为NCI文件)。NCI文件是一个用ASCII码编写的文件,包含产生NC程序的全部资料。该系统后置处理程序内定成适应日本FANUC控制器的通用格式,如FANUC 3M、FANUC 6M、FANUC 0—MC控制器等。 MV-610加工中心配置的数控系统是德国西门子SINUMERIK 810D,Mastercam软件生成的NC代码不能直接应用,还需人工做大量的修改,既不方便又易出差错。因此,有必要对MV-610加工中心开发专用的后置处理程序,发挥软件的CAM模块最佳效果。 本文根据Mastercam7.2c的通用后置处理程序,结合MV-610加工中心和SINUMERIK 810D系统的特点,设计出专用的后置处理程序,以便Mastercam生成的NC程序能直接用于加工生产。 二、Mastercam系统通用后置处理程序 Mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。 Mastercam系统后置处理文件的扩展名为PST,称为PST文件,它定义了切削加工参数、NC程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成: 1.注解 程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。如: # mi2-Absolute, or Incremental positioning 0=absolute 1=incremental 表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。 在这一部分里,定义了数控系统编程的所有准备功能G代码格式和辅助功能M代码格式。 2.程序纠错 程序中可以插入文字提示来帮助纠错,并显示在屏幕上。如: # Error messages (错误信息) psuberror # Arc output not allowed "ERROR-WRONG AXIS USED IN AXIS SUBSTITUTION", e 如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。 3.定义变量的数据类型、使用格式和常量赋值 如规定G代码和M代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是A、B和C,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。 4.定义问题 可以根据机床加工需要,插入一个问题给后置处理程序执行。 如定义NC程序的目录,定义启动和退出后置处理程序时的C-Hook程序名。 5.字符串列表
machine fanucom ——————后处理文件头 define word TN ---------------------------- 定义字段; address letter = "TOOL TYPE :- " ----- 定义字段的返回值 address width = 13 定义字符宽度 field width = 25 定义返回字的宽度 end define 结束定义 define format ( / G6 S T M1 M2 L P D E H O ) 第二段是定义字符的格式 address width = 1------------ 定义字符宽度 address width = 1------------ 定义字符宽度 field width = 2 ------------- 定义返回字的宽度exponent width = 0 ---------- 指数的宽度 scale factor = 1 ------------- 比例因子:值乘以1 scale divisor = 1 ------------ 比例因子:值被1 除
tape position = 1----------- 字前留一个空格 print position = 1 -----------打印位置 sign = none----- 用于不需要G代码和进给率 sign = if negative 仅标识负坐标 sign = always 如果需要+ / - 号 not permanent -------- 不需要行号 not modal ------------ 仅当改变时需要重复的字为modal 。(模态)。 通常G 代码和X, Y 和Z 为坐标为modal, 但圆心通常使用的I, J, K 代码通常不是,因此它们为not modal . metric formats --------------- 公制 leading zeros = false --------- 前导0 trailing zeros = true ----------后导0 decimal point = false ------ 不需要小数点 decimal places = 2 -------- 小数点后2
MasterCAM后处理修改特殊技巧一.1 MasterCAM后处理修改特殊技巧: Scrollex EDIT 另外:输出字母的大小写修改方式不知如何更改。 注:若要修改下述相应功能则直接查找红色下划线语句即可。 ①、 MasterCAM后处理输出文件格式设置 sextnc MIN #NC Program Extension for Okuma 上述语句表示输出格式为MIN格式。若没有可以新建。“.Trun”格式表示车床专用。需要的格式修改MIN即可,如MPF,NC,H,TXT等这样就不必每次为输出什么样的格式费神了。我就经常用MPF和NC、H几种格式,为每种格式编制一个后处理或通用一个均比较方便。②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK”格式;若设置值为“1”则输出圆弧格式为“R”。“arctype”控制输出圆弧类型,若为“1”则表示由圆心确定;若为“2”则表示由起点(Start)指向圆心(Center),2=St-Ctr;若为“3”表示由圆心指向起点,3=Ctr-St;若为“4”表示非增量。 arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180 arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St , 4=unsigned inc. ③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不输出,若设置值为“No”则不忽略即输出序列号。 ④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格。 ⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。一般输出语句的格式为: pbld, n, "M6", e(其中pbld为输出开头,n为序列号,“”引号内为直接输出字符,e为结束语句。 下面语句为程序号输出格式: fmt O 4 progno #Program number #fmt ":" 4 progno #Program number #表示注释语句的开始,fmt是格式定义,O表示输出程序开头为O,若开头为PR或P时只需要改O为需要的程序开头即可。这里的4表示程序号长度为4个字节。其它用fmt格式定义的语句也一样,可用此法修改想改的部分即可得到需要的输出结果。比如要求输出的G01变为L格式(即从ISO格式转化为Heidenhain格式) 数据的读入: *progno:从MasterCAM图形中读入程序号 scomm:从MasterCAM图形中读入注释文本 *t:从MasterCAM图形中读入刀具号 *tnote, *toffnote, *tlngnote,
进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。部分控制器使用G92指令确定工件坐标系。对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。 1、增加G54指令(方法一): 采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。其他后处理文件内容有所不同,修改时根据实际情况调整。 选择【File】>【Edit】>【PST】命令,系统弹出读文件窗口,选择Mpfan.PST文件,系统弹出如下图所示编辑器。
单击"查找"按钮,系统弹出查找对话框,输入“G49”,如下图所示: 单击FIND NEXT按钮,查找结果所在行为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e 插入G54指令到当前行,将其修改为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e 输出的NC文件修改前对应位置指令为: N102G0G17G40G49G80G90 修改后变为: N102G0G17G40G49G80G90G54 查找当前行的上一行: pbld, n, *smetric, e 将其整行删除,或加上“#”成为注释行:
慢走丝之统赢操作说明及后处理修改说明 NC程式中出現的補正編號是由變數90的控制,可以將#8更換為#90﹐Variable 90 = H20,abs,modal,integer,init/0.; Offset code :;;Offset Compensation Number #8與#90的區別,(根據客戶需要采用變數控制) #8的補正編號是由系統自動累加1,從H01﹒H02﹒H03﹒﹒﹒﹒H99﹒﹒﹒ #90的補正編號是由DBF檔案資料庫與條件組補正編號控制﹐變動性較#8大﹐可以這選圖元時隨時改變補正編號 #90補正編號可參考WPCAM﹒DBF檔案資料 原Variable D = H10,init/0,not_modal,ex:H01,H02 修改后Variable D = D10,init/0,not_modal,ex01,D02(也可以修改成其他字母代碼 全世界慢走丝,中走丝,快走丝“常用中英词汇表” 慢走丝名 三菱Mitsubishi 牧野Makino 兄弟Brother 日立 Hitachi 西部Seibu 沙迪克Sodlck 法那科,富士通。Fanuc 积柏时Japax 欧安? 夏米尔洽米尔Charmiles 阿奇Agie GF阿奇夏米尔GF Agie-Charmills 庆鸿Chmer 徕通Legend 京美Centech 美新?健升?秀丰?亚特?美溪? 杜芬?联盛?
三光科技Sanguang Technoloies 汉川?三光沙迪克 Sanguang Sodlck 北京阿奇? 中特?宝码?上海通用?安德? 编程系统 Esprit 无中文名你能取一个MasterCam 无中文名Ycut 立先Wpcam 统羸 机台性能: 最大工件尺寸Max workpiece size 最大工件重量Max workpiece weight X和Y轴行程X/Y Travel U,Vl轴行程U,V Treavl Z轴行程Z Travel 机械重量Net Wight 机头移动距离Machine Head movement 电极直径Electrode pipe diameter 加工液容量Fluid capacity 加工液Dielectric fluid 加工电源Input power 最大加工电流Max machineing current 机械高度Machine height 机台尺寸Machine size 机器特性Features 穿线方法Thread type 半自动穿线Semi-auto thread 自动穿线Automatic thread 驱动器Driver 伺服马达Servo motor 光栅尺位置检出装置 Liner scale Positioning 线张力Wire tension 线速Wire feed 垂直度Perpendicularity 锥度Taper 斜度Oblique 过滤方式Filtering element 纯水供液系统Pure water supply unit 离子交换Ionexchange 冷却系统Coolant system 控制轴Axis control 最小设定单位Min setting 最小移动单位Min movment 程序储存Program storage 轴旋转Axis rotating 镜像 Mirror 线径补偿Offset 倍率scale 自动园角 corner path 转角暂停corner pause 加工电源Power supply 放电回路Discharge loop 电流current 停止时间Off time 放电时间On time 辅助电流Auxiliary current 辅助停止时间Auxiliary off time 伺服
PowerMILL后处理修改教程 本教程是偶在实际使用中的PowerMILL后处理文件修改知识的积累,其中有部分修改案例来源于帮助文件,在此仅以文字和图片的形式把他记录下来与初学者共同分享。 By mymould(风影爱人)一、完整的后处理文件介绍 一个完整的后处理文件通常有:定义字符段、定义字符格式段、定义键值段、定义指令值段、变量定义、程序格式段等部分组成。 下面我们先来看一个比较完整的后处理文件,并把它分为数段,把需要修改的地方做个必要的解释:machine fanucom ——————后处理文件头 =========================== 第一部分是定义字符段============================== define word TN address letter = "TOOL TYPE:- " address width = 13 field width = 25 end define 具体解释: define word TN ——————————————定义字段; address letter = "TOOL TYPE:- " —————定义字段的返回值,比如在后处理文件里有“MS =C ; TN ToolType ; EM =C”,而在写程式的时候 选用的是端铣刀,那么在CNC程式里就会有 (TOOL TYPE:- ENDMILL); address width = 13 ———————————定义字符宽度,如上"TOOL TYPE:- ",从T开 始算起一共13位,包括空格; field width = 25 ———————————定义返回字的宽度,如上"ENDMILL",如果field width = 2,那"TOOL TYPE:- "就返回EN;如 果field width = 25,那"TOOL TYPE:- "就返回 ENDMILL。 end define ========================== 第二段是定义字符的格式============================= define format ( / G6 S T M1 M2 L P D E H O ) address width = 1 field width = 2 exponent width = 0 scale factor = 1 scale divisor = 1 tape position = 0 print position = 1 sign = none not permanent not modal metric formats leading zeros = false trailing zeros = true decimal point = false 控制公制尺寸的前导零、后导零,小数点 decimal places = 0 imperial formats leading zeros = false trailing zeros = true decimal point = false 控制英制尺寸的前导零、后导零,小数点 decimal places = 0 end define word order = ( OP N G1 G2 G3 G4 G5 ) word order = ( + G6 G7 X Y Z B C )
第三颗定义DEF文件 Tape Information When the maximum number of blocks or tape length is reached during an execution, the tape will be cut automatically and a warning message will be issued. 1.Maximum no. of blocks in tape < > 2.Maximum tape length (in meters) <60.0> 3.Subroutines in separate files
M A S T E R C A M后处理修改方法必看 集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是 G54。 部分控制器使用G92指令确定工件坐标系。对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。CNC控制器执行G54~ G59指令时,调出相应的参数用于工件加工。采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。 1、增加G54指令(方法一): 采用其他后处理文件(如)可正常输出G54指令。由于后处理文件广泛采用,这里仍以此文件为例进行所有修改。其他后处理文件内容有所不同,修改时根据实际情况调整。 选择【File】>【Edit】>【PST】命令,系统弹出读文件窗口,选择文件,系统弹出如下图所示编辑器。
单击"查找"按钮,系统弹出查找对话框,输入“G49”,如下图所示: 单击FIND NEXT按钮,查找结果所在行为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e 插入G54指令到当前行,将其修改为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e 输出的NC文件修改前对应位置指令为: N102G0G17G40G49G80G90
修改后变为: N102G0G17G40G49G80G90G54 查找当前行的上一行: pbld, n, *smetric, e 将其整行删除,或加上“#”成为注释行: # pbld, n, *smetric, e 修改后G21指令不再出现,某些控制器可不用此指令。注意修改时保持格式一致。G21指令为选择公制单位输入,对应的英制单位输入指令为G20。 2、增加G54指令(方法二):? 单击"查找"按钮,系统弹出查找对话框,输入“force_wcs”,单击"FIND NEXT" 按钮,查找结果所在行为:? force_wcs : no #Force WCS output at every toolchange? 将no改为yes,修改结果为:? force_wcs : yes #Force WCS output at every toolchange? 输出的NC文件修改前对应位置指令为:? 修改后变为:? 前一方法为强制输出固定指令代码,如需使用G55~G59指令时,有所不便。多刀路同时输出时,只在整个程序中出现一次G54指令。后一方法同其他后处理文件产生G54指令的原理相同,多刀路同时输出时,每次换刀都会出现G54指令,也可根据参数自动转换成G55~G59指令。? 输出三轴加工中心程序的FANUC后处理文件为,输出4轴加工中心程序的三菱控制器后处理文件为。? ⑵后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。?
m a s t e r c a m后处理修改 Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT
MasterCAM后处理修改特殊技巧一.1 MasterCAM后处理修改特殊技巧: Scrollex EDIT 另外:输出字母的大小写修改方式不知如何更改。 注:若要修改下述相应功能则直接查找红色下划线语句即可。 ①、 MasterCAM后处理输出文件格式设置 sextnc MIN #NC Program Extension for Okuma 上述语句表示输出格式为MIN格式。若没有可以新建。“.Trun”格式表示车床专用。需要的格式修改MIN即可,如MPF,NC,H,TXT等这样就不必每次为输出什么样的格式费神了。我就经常用 MPF和NC、H几种格式,为每种格式编制一个后处理或通用一个均比较方便。 ②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK”格式;若设置值为“1”则输出圆弧格式为“R”。“arctype”控制输出圆弧类型,若为“1”则表示由圆心确定;若为“2”则表示由起点(Start)指向圆心(Center),2=St-Ctr;若为“3”表示由圆心指向起点,3=Ctr-St;若为“4”表示非增量。 arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180 arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St , 4=unsigned inc. ③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不输出,若设置值为“No”则不忽略即输出序列号。 ④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格。 ⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。一般输出语句的格式为: pbld, n, "M6", e(其中pbld为输出开头,n为序列号,“”引号内为直接输出字符,e为结束语句。 下面语句为程序号输出格式: fmt O 4 progno #Program number #fmt ":" 4 progno #Program number #表示注释语句的开始,fmt是格式定义,O表示输出程序开头为O,若开头为PR或P时只需要改O为需要的程序开头即可。这里的4表示程序号长度为4个字节。其它用fmt格式定义的语句也一样,可用此法修改想改的部分即可得到需要的输出结果。比如要求输出的G01变为L格式(即从ISO格式转化为Heidenhain格式) 数据的读入: *progno:从MasterCAM图形中读入程序号 scomm:从MasterCAM图形中读入注释文本 *t:从MasterCAM图形中读入刀具号 *tnote, *toffnote, *tlngnote, *tldia:从MasterCAM图形中读入刀具直径 date:从MasterCAM图形中读入日期 time:从MasterCAM图形中读入时间 *speed:从MasterCAM图形中读入主轴速度
如何在进玉增加自己的后处理 1:将output_desr加在蓝色部分位置(MOM_do_template rewind_stop_code后面) 2:将cut_depth_circular}加在蓝色部分位置(MOM_do_template circular_move后面)
3:将cut_depth_line}加在蓝色部分位置(MOM_do_template linear_move后面) 4: 将spindle_check set_value_ju加在蓝色部分位置(PB_CMD_start_of_operation_force_addresses后面)
5: 将prog_head加在蓝色部分位置(PB_CMD_kin_start_of_program后面) 6: 以下全加在后面 #============================================================= proc MOM_end_of_group { } { prog_end } #============================================================= ############################################################################### ### #================================================================= proc prog_head { } { #================================================================= global mom_group_name mom_date mom_tool_name global prev_spind global tool_name cut_descr cut_stock cut_depth set tool_name "" set cut_descr "" set cut_stock 1
制作自己的后处理1,开始菜单里打开UG/POST Builder 附件 0.PNG (17.26 KB) 2008-1-14 20:54 1.PNG (130.23 KB) 下面说说UG/POST Builder的界面和一些基本的东西 设定螺旋下刀的方式 增加一个自定义命令,拖到%下一行,如图, 加入以下命令 uplevel #0 { set mom_kin_helical_arc_output_mode LINEAR MOM_reload_kinematics } 完成
加turbo,使后处理速度快5~6倍 再在如图位置增加一个自定义命令 输入以下内容 uplevel #0 { set mom_kin_is_turbo_output "TRUE" MOM_reload_kinematics } 完成
加turbo,使后处理速度快5~6倍 这个命令可以使后处理速度快5~6倍,一个字“快” 加入这个命令后,如果不想自动开油的话要修改下面三个地方,只有加了turbo的才改这三个地方 以下内容需要回复才能看到 自己的自定义设置 如果自己喜欢在每次程式开始时做一次Z轴回零的动作,按以下三个图设置 以下内容需要回复才能看到 2.PNG (16.78 KB) 2008-1-14 21:10 , 阅读权限: 11 3.PNG (19.15 KB) 2008-1-14 21:10 , 阅读权限: 11 自己的自定义设置 有些高速机要在程式开始前加入G05.1Q1,有的又要加其它指令,但不管加什么指令,按以下方法都可以搞定
以下内容需要回复才能看到 在程式尾加入G05.1Q0G49,和程式头的方法一样。 把M02改为M30,点击M02进行修改,方法如图 以下内容需要回复才能看到 在程式头或程式尾加一些强制性输出的指令也可以用以下方法搞定,以加入G05.1Q1为例 增加一个自定义命令,在里面添加如下命令 MOM_output_literal "G05.1Q1" 如果要多加几行指令,只需换行重复以上的动作,只是G05.1Q1要换成其它的指令罢了 以下内容需要回复才能看到 加入刀具信息 在弹出的对话框中输入如下指令 global mom_tool_diameter global mom_tool_corner1_radius global mom_tool_name MOM_output_literal "( $mom_tool_name D=[format "%.2f" $mom_tool_diameter] R=[format "%.2f" $mom_tool_corner1_radius] )" 注意,D和R都可以改成你方便识别的文字,也可以改成汉字,不过要你的机床能识别汉字,%.2f是输出刀具信息的精度,这个意思是小数点后面2位数,2可以改成其它数字,其它地方就不要改了。 以下内容需要回复才能看到 程式尾的做法_加入加工时间 和程式头的做法一样,这里就不详细说明了 这里就说一下加入加工时间 在自定义命令里输入如下指令 global mom_machine_time MOM_output_literal "(TIME: [ format "%.2f" $mom_machine_time] MIN)" 以下内容需要回复才能看到 G02G03走R的方法 如图:victory: 以下内容需要回复才能看到
1、以不同的控制器试着处理几个G代码文件出来,然后和自己机床的代码进 行比较,选一个最接近自己的。 2、打开ductpost\dp-index.html,准备有问题就看帮助。 3、运行:ductpost -w [控制器类型] > [控制器类型].opt ,从而生成OPT文件,这个选最接近你机床的控制器。如:ductpost -w hurco > hurco.opt 。这时就可以 用文本编辑器来打开这个opt文件了: 1、程序头、程序尾的改写: 这个在以下的定义里面: define block tape start ******************** end define define block tape end ******************* end define 你可以根据自己的需要添加,如: define block tape start "%" N ; "G17G90G80G40G49" end define define block tape end N ; "M05" N ; "M30" end define 不过注意这种引号方法优点是简单明了,但控制器只是把它当字符处理,而不 能以模态存在,具体可参见其它说明。 2、是否需要N行号? % :0001 N10G28G91X0Y0Z0 N30T1M6 N40G0G90X-25.Y-40.S800 M3 如这上面的N10、N30、N40,另外行号的起始、增量、最大都可以定义。 如果不想要行号,可修改为以下值: define format ( N ) not permanent end define 3、是否需要Message? N60( MSG, Toolpath Name: ET) N70( MSG, xyzxyz_cut_1 ET) N80( MSG, Output: ET) N90( MSG, UNITS: MILLIMETRES ET) N100( MSG, TOOL COORDINATES: TIP ET) N110( MSG, LOAD TOOL ET) 上面的信息,可修改为你需要的,具体参见帮助。也可选择不输出,如:
A程式是自带后处理出的,B程式是改后的后处理出的。 本人并非专业编程人员,对编程只是知道些皮毛。同事叫我帮忙修改一下MasterCAM9.1的后处理,因为每次都要手工修改,很麻烦,还怕出错。在网上找了好久都找不到关于MasterCAM车床后处理的修改方法,只好自己慢慢研究……最终还是改好了,能正常使用。但我毕竟不是专业人氏,也不知会不会出现意外的情况,希望懂的人可以指正。 声明:此后处理适用MasterCAM 9.1,其它版本请自行研究。如何要使用此后处理,请务必核对程式!凡使用此后处理一切后果自负!(经反馈,两段程式合并一起处理时,会出现换刀指令!如不用刀库的必须注意!) 找到车床的后处理文件MPLFAN.PST(位于Mcam9\Lathe\Posts\),复制一份出来放在同目录,改好自己喜欢的名字,打开修改。以下是修改记录。(黄色底纹是修改过的,注意对比源文件) force_wcs : no #删除程式中的G54,默认是yes。 #去除程式中的M08、M09(冷却液开关) #fstrsel sm09 coolant scoolant #程序名,日期,时间等 # *progno, e #去除程序名 # pbld, n, *smetric, e #去除G21 "(-", progname,".NC", "- ", date, ")", e #程度名和日期,随意更改 #删除程式中的刀具和刀片描述 # ptoolcomment # comment #删除程式中的“G0 T0202(刀具号)” # pbld, n, *sgcode, *toolno, e #以下两段调换顺序,可以调换“G0快速定位”和“主轴转动”的顺序。黄色的第一段输出“快速定位和冷却开关”。 sav_absinc = absinc if home_type > one, absinc = zero pcan1, pbld, n, psccomp, *sgcode, pwcs, pfxout, pyout, pfzout, pfscool, strcantext, e if lcc_cc_pos, plcc_cc_pos #Use sav_xa to position with comp. LCC pcom_movea #Update previous, pcan2 ps_inc_calc #Reset current absinc = sav_absinc #Added for 'css_start_rpm' logic (09/05/01) if css_actv, [ if css_start_rpm, prpm # Direct RPM startup for programmed CSS else, pcssg50, pcss # NO RPM start - just output the CSS ] else, # Direct RPM was programmed
MasterCAM9后处理的修改 MasterCAM系统缺省的后处理文件为MPFAN.PST,适用于FANUC(发那科)数控代码的控制器。其它类型的控制器需选择对应的后处理文件。 由于实际使用需要,用缺省的后处理文件时,输出的NC文件不能直接用于加工。原因是:以下内容需要回复才能看到 ⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。部分控制器使用G92指令确定工件坐标系。对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。 ⑵FANUC.PST后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。 ⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。 ⑷部分控制器不接受NC文件中的注释行。 ⑸删除行号使NC文件进一步缩小。 ⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。 ⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。使用循环指令时可大幅提高计算速度,缩小NC文件长度。 如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。修改方法如下: 1、增加G54指令(方法一): 采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。其他后处理文件内容有所不同,修改时根据实际情况调整。 用MC9自带的编辑软件(路径:C:\Mcam9\Common\Editors\Pfe\ PFE32.EXE)打开FANUC.PST文件(路径:C:\Mcam9\Mill\Posts\ MPFAN.PST) 单击【edit】→【find】按钮,系统弹出查找对话框,输入“G49”。 查找结果所在行为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e 插入G54指令到当前行,将其修改为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e 输出的NC文件修改前对应位置指令为: N102G0G17G40G49G80G90 修改后变为: N102G0G17G40G49G80G90G54 查找当前行的上一行: pbld, n, *smetric, e 将其整行删除,或加上“#”成为注释行: # pbld, n, *smetric, e 修改后G21指令不再出现,某些控制器可不用此指令。注意修改时保持格式一致。G21指令为选择公制单位输入,对应的英制单位输入指令为G20。 2、增加G54指令(方法二): 单击按钮,系统弹出查找对话框,输入“force_wcs”,单击按钮,查找结果所在行为: force_wcs : no #Force WCS output at every toolchange? 将no改为yes,修改结果为: force_wcs : yes #Force WCS output at every toolchange? 输出的NC文件修改前对应位置指令为: N106G0G90X16.Y-14.5A0.S2200M3