1、气刀涂
布工艺的
特点
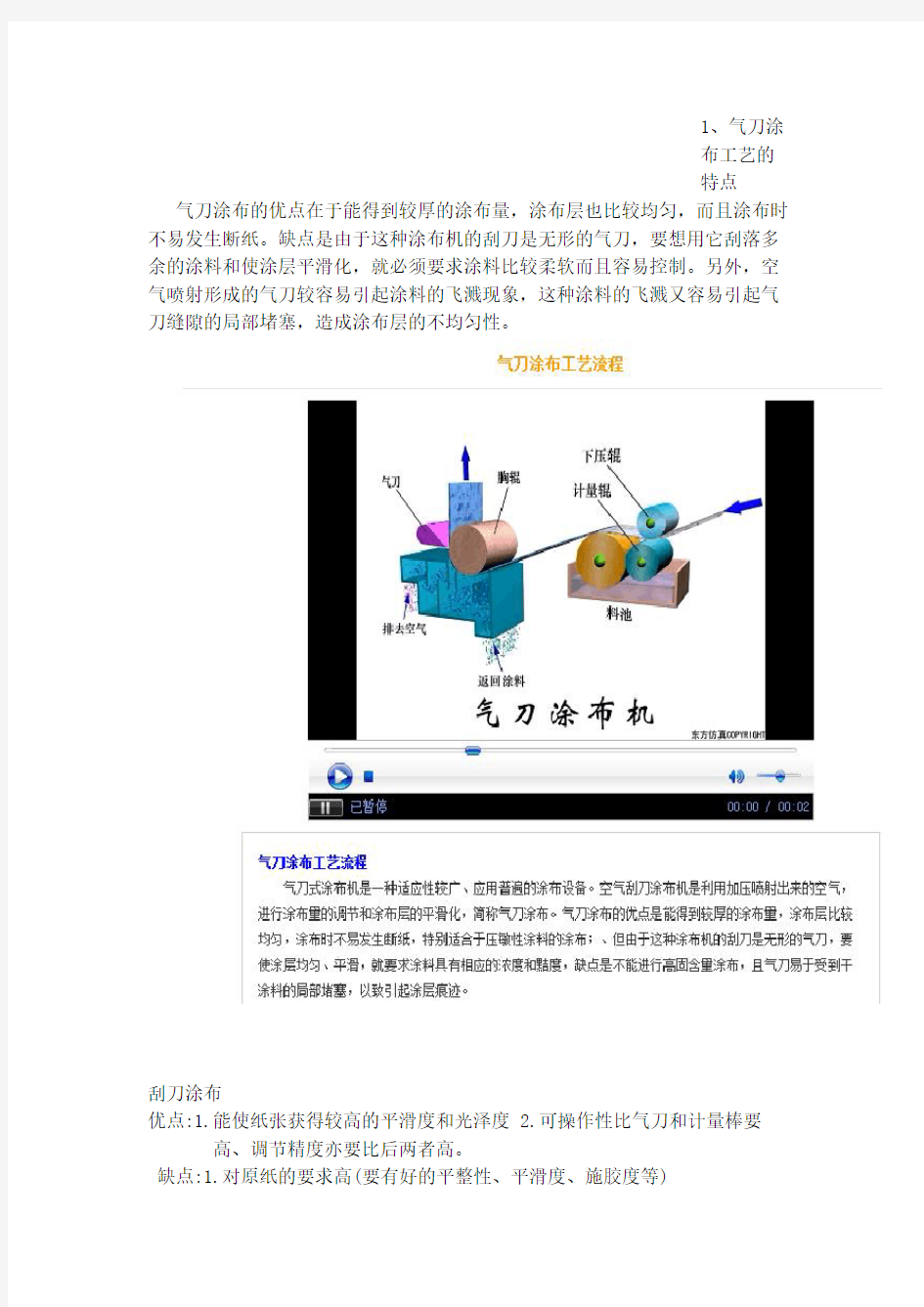
气刀涂布的优点在于能得到较厚的涂布量,涂布层也比较均匀,而且涂布时不易发生断纸。缺点是由于这种涂布机的刮刀是无形的气刀,要想用它刮落多余的涂料和使涂层平滑化,就必须要求涂料比较柔软而且容易控制。另外,空气喷射形成的气刀较容易引起涂料的飞溅现象,这种涂料的飞溅又容易引起气刀缝隙的局部堵塞,造成涂布层的不均匀性。
刮刀涂布
优点:1.能使纸张获得较高的平滑度和光泽度 2.可操作性比气刀和计量棒要
高、调节精度亦要比后两者高。
缺点:1.对原纸的要求高(要有好的平整性、平滑度、施胶度等
)
2.如果是用在面涂的话,对衬涂亦有比高的要求(宏观的粗糙要低,但要
有适当的微粗糙)
3.这笔性能没有气刀和计量棒好
4.容易出刮刀痕
气刀涂布
优点:1.由于是仿形涂布能够提供比已知的任何涂布机都要好遮蔽性能 2.计量方式没有机械接触,不会造成刮刀痕
缺点1.气刀涂布的涂布配方的固含量不能做得太高最高只能到48%,固含量太高会导致涂料粘度太高会造成涂布量难以控制
2.涂料固含量低会花费大量的干燥成本
3.涂料固含量低造成保水性差,涂层在干燥阶段收缩严重,最终影响涂层
的粗糙度 3.涂料流失厉害、水耗高、环保压力大
计量棒涂布优点:
1.对原纸的要求低,能适应比较粗糙的原纸
2.能适应高固含量涂布
3.较好遮蔽性
缺点:1.涂布量可调节范围比刮刀要差,典型值在7-11克
2.如果用沟纹棒的话会在留下很多的棒
3.当需求的涂布量比较低时,计量棒容易磨损。
涂布技术
涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装。目前,国内许多印刷包装机械企业使用涂布复合设备,其涂布种类和刮胶方式比较单一,涂布技术的应用也大受限制。无论那一种涂布复合设备,其关键部分就是涂布头,而涂布头采用何种涂布刮胶方式,会直接影响涂布的质量和效果。
展开
上胶涂布类型及应用
涂布复合设备主要应用于塑料薄膜、纸类、电化铝、布料及皮革等多种卷筒基材的上胶涂布与复合加工。它广泛地应用于各类包装领域,有着广阔的发展前景。涂布复合设备大致分光辊上胶涂布,网纹辊上胶涂布和热熔胶喷挤涂布三种。
光辊上胶涂布
这种上胶涂布通常采用两辊转移涂布。调整其上胶辊和涂布辊之间的间隙,就可以调整涂布量的大小。整个涂布头部分的结构较为复杂,要求上胶辊、涂布辊、牵引辊及刮刀的加工精度和装配精度高,成本也比较高。
由于这种涂布机主要采用高精度的光辊进行上胶涂布,涂布效果较好,涂布量大小除了通过上胶辊和涂布辊之间的间隙来调整,还可通过涂布刮刀的微动调节来灵活控制,涂布精度高。目前在涂布复合设备上的应用也最广。
网纹辊上胶涂布
这种涂布设备主要采用网纹(凹眼)涂布辊来进行上胶涂布。其涂布均匀,而且涂布量比较准确(但涂布量很难调节)。用网纹辊涂布时,涂布量主要与网纹辊的凹眼深度和胶水种类的精度有关。网纹辊的凹眼深度越深,胶从凹眼中转移到基材上去的量相应也越多;反之,网纹辊网凹眼深度越浅,转移到基材上的量也相应减小。与黏度也有很大关系。胶水黏度太大和太小都不利于胶的正常转移。胶水黏度大易转移,太稀则易流淌,使上胶不均匀,易产生纵向或横向流水纹。所以,一旦涂布网纹辊和胶的种类定下来后,就很难调节其涂布量,这也是网纹涂布辊的应用受到限制的主要原因。
热熔胶喷挤涂布
这种涂布设备主要将固态型的胶经加热熔化后,由液压装量将胶经涂布模头直接喷涂在基材上。热熔胶涂布是近十几年来发展起来的新技术,热熔胶涂布不需要烘干设备,耗能低;热熔胶为100%的固态胶成份,不含有毒的有机溶剂。而普通的上胶涂布多采用有毒的有机溶剂(如苯等)来稀释胶,其所造成的有毒气体对操作人员的危害也极其严重。
热熔胶涂布与普通的上胶涂布相比有其独特的优点。热熔胶涂布是一种绿色环保型的涂布技术,它的生产速度快、效率高、成本低,设备占地小,投资回收期短,是经济实惠的投资项目,已广泛用于包装,医药,汽车,服装,电子等行业。热熔胶涂布具有巨大的市场发展前景,该技术在市场上的发展比例将越来越大,并会不断出现新的应用领域。
刮胶方式及应用
涂布过程中往往会上胶不均匀,这就需要有一定的刮胶机构,将胶刮均匀。刮胶机构主要有不锈钢片刮刀、逗号刮刀、刮棒,钢丝刮刀、气流刮刀等。
不锈钢片刮刀
这种刮刀采用不锈钢薄片剪切后,压在刮刀座上并作用在上(涂)胶辊上。由于不锈钢薄片较软,故刮胶不是很均匀,大多数用于网纹辊上的刮胶,也用于光辊上胶涂布的预刮。
逗号式刮刀
此类刮刀常采用强度、硬度较好的圆钢制成刀口。刮胶时该刮刀固定不转动。这种刮刀的强度,硬度高,刃口直线度误差小,可以采用气动和微调机构来调节和控制刮刀位置,涂布量控制和刮胶精度高,使用也极为方便。由于其刮胶很均匀,所以适用于光辊上胶涂布的精确刮胶。
刮棒
这种刮刀常用强度硬度较好的圆棒精加工而成。刮胶时要求圆棒转动。有时刮棒也可直接刮在基材上。刮棒的全跳动误差要求很小,多用于光辊上刮棒式刮胶装置胶涂布的预刮胶。当胶水黏性大时,也可以直接用刮棒刮在基材上,作为该涂布机构的精确刮胶。也可以用于涂布量较厚的一次性刮胶。
钢丝刮刀
这类刮刀在高精度的冷拉圆钢外密绕不锈钢丝精制而成。如果钢丝刮刀在刮胶时由微型直流电动机带动旋转则效果更好。刮胶时钢丝刮刀通常直接作用在基材上。但一般来讲也只用于光辊上胶涂布的预刮胶。后面通常还需要逗号式刮刀的精确刮胶。
气流刮刀
气流刮刀机构通过均匀喷出的气(压)流作用在上胶光辊上,起到刮胶的目的。要求气(压)流在光辊的整个宽度上分布得均匀,这种刮刀多用于刮流动性较好的胶。这种刮刀的刮胶精度也较高,目前广泛地应用于白板纸的涂布刮胶。
涂布技术的发展
从近几年的发展状况分析,涂布技术的未来发展可能呈现下述三个重要特征:
l 刮刀涂布在未来的一段时间内仍将是最主要的涂布方式,并且正朝着高速高固含量的方向发展;
l 计量施胶压榨涂布方式被广泛接受,发展迅猛;
l 新型涂布方式如喷雾涂布和帘式涂布受到普遍关注,预示着美好的发展前景;
然而上述的发展不可能一帆风顺,必须面临许多技术上的挑战。高固含量刮刀涂布会产生诸如刮刀痕、刮刀压力大、刮刀上涂料析出(俗称翻料)和刮刀磨损快等运转性问题;计量施胶压榨涂布涂布必须要面对高速、高固含量和高涂布量涂布所带来的诸多难题。包括涂布辊压区出口的雾溅、涂布面的橘皮纹纸病等;新型涂布方式也要解决常规涂布中不曾遇到的新问题。涂布技术的进步
涂布技术的进步需要颜料、胶粘剂和助剂不断发展相适应,而涂料助剂越发凸现出他们的重要价值。
随着固含量的提高,涂料的粘弹性能越来越重要。涂料中各组分间的相互作用导致了湿涂料结构化,而显示出明显的粘弹性特征。如果涂料的这种结构在剪切作用下可被有效地打破,并且在计量后迅速地恢复,将是有益的。一方面呈现良好的运转性,另一方面涂料胶粘剂迁移少,涂层覆盖性好。但是在很高的固含量下,粘弹性结构并不能消除到理想的水平。结果才产生了上述刮刀涂布和计量施胶压榨涂布可能存在的问题。
随着理论认识和技术的突破,可以明显降低涂料粘弹性的WRRM已开始出现。加入这种WRRM不仅使涂料显示出较低的粘弹性特征,而且有助于在剪切下迅速消除粘弹性,并使涂料在高剪切速率下呈现粘塑性。这样的涂料可以获得更好的刮刀和计量施胶压榨涂布运转性,并且固含量可提高2~3%,而高剪切粘度相同或更低。
在喷雾涂布和帘式涂布需要借助新型涂料助剂来获得好的运转性。例如涂料中需要加入润湿剂来使喷雾涂布的涂料滴铺展和稳定帘式涂布的涂料帘。更重要的是喷雾涂布要求低的涂料粘度,帘式涂布要求适当的涂料伸展粘度等性能也可能需要适合的助剂来配合。
此外涂布助剂也呈现出多功能性的发展趋势。流变性和保水性改性剂具有润滑剂的部分功能,甚至有的公司宣称可以起到抗水剂的功能;新型的润滑剂显示出流变性改性剂的很多特点等。
极片浆料涂布工艺路线的选择 1、极片浆料涂布工艺路线的选择 1.1涂布方法的选择 成功解决极片浆料涂布的关键之一是选择合适的涂布方法。大约有20多种涂布方法可以用于将液体料液涂布于支持体上,而每一种技术有许多专门的配置,所以有许多种涂布型式可供选择。 在研制锂离子电池实验室研究阶段,有用刮棒、刮刀或挤压等自制简单的涂布实验装置进行极片涂布试验,只能涂布出少量样品供实验研究,效果并不太理想,并存在各种各样的问题。 一般选择涂布方法需要从下面几个方面考虑,包括:涂布的层数,湿涂层的厚度,涂布液的流变特性,要求的涂布精度,涂布支持体或基材,涂布的速度等。 如何选择适合极片浆料的涂布方法?除上述因素外,还必须结合极片涂布的具体情况和特点。锂离子电池极片涂布特点是:①双面单层涂布;②浆料湿涂层较厚(100~300μm);③浆料为非牛顿型高粘度流体;④极片涂布精度要求高,和胶片涂布精度相近;⑤涂布支持体为厚度10~20μm的铝箔和铜箔;⑥和胶片涂布速度相比,极片涂布速度不高。 我们首先从涂布层数来考虑选择涂布的技术路线。极片需要在金属箔两面都涂浆料。目前有同时在支持体两面进行涂布的技术,但如果选用同时双面涂布方法,就会使涂布后的干燥和极片传送设备变成极为复杂和难于操作。因此涂布技术路线决定选用单层涂布,另一面在干燥后再进行一次涂布。考虑到极片涂布属于厚涂层涂布。刮棒、刮刀和气刀涂布只适用于较薄涂层的涂布,不适用于极片浆料涂布。在余下的几种涂布方法中,浸涂最为简单,但其涂布厚度受涂布浆料粘度和涂布速度影响,难于进行高精度涂布。 综合考虑极片浆料涂布的各项特殊要求,挤压涂布或辊涂可供选择. 1.2条缝挤压涂布及其涂布窗口 挤压涂布技术是较为先进的技术,可以用于较高粘度流体涂布,能获得较高精度的涂层。
常见的三种精密涂布方式 微型凹版涂布: 涂布辊为网纹辊,直径一般在Φ20mm-Φ50mm之间,所以称为微型凹版涂布,它是一种方向、接触式的涂布方式、即微型涂布辊的旋转方向与料膜的走料方向相反,料膜没有被压辊加压在涂布辊上。传统的凹版涂布方式,不论是直接涂布还是反向涂布,一般都有背压橡胶辊,和与橡胶直径大致相同的网纹辊。由于料膜被压在橡胶辊和网纹辊之间,很有可能在涂布面出现皱纹、裂缝等缺陷,两辊合压接触点由于机械、气压等因素从而对涂布质量产生影响。 而微型凹版涂布是接触式涂布,接触式涂布意味着没有背压橡胶辊,因此,由于背压辊加压产生的一些潜在不利因素就被消除。 优点:1.可以将很薄的涂层涂到很薄的材料上。由于无背压辊,在涂布面没有胶印、褶皱等缺陷。 2.由于没有背压辊,料膜的边缘部也可涂上胶,而不用担心胶液涂到背压辊上而 影响涂布。 3.由于刮刀轻接触网纹辊,刮刀和网辊的磨损都非常小。 4.微凹辊直径小、重量轻,涂布不同涂布量,更换微凹辊比较方便。 5.反向涂布可以获得比较平整的涂布,涂布量均匀分布。 缺点:1.微型凹版涂布的蓄胶槽在涂布时胶液需保持溢满的状态,微凹辊只与溢出来的液相接触,故而无法将蓄胶槽里的胶液完全充分利用,且无法回收利用,因此 造成一定量的浪费,胶液浪费量约为10KG左右。 2.微凹辊若使用完清洗不干净,则容易造成微凹辊生锈,且除锈困难。 3.由于涂布时,在蓄胶槽的胶液是暴露在空气中的,因此涂布时空气中的灰尘及 颗粒物容易掉落进蓄胶槽里,对涂布的质量造成一定的影响。 4.微型凹版涂布的供胶系统比较复杂,清洗以及拆卸比较困难,常常需要1-2个 小时的时间。 微型凹版涂布应用案例:
安徽亚欧益盟能源科技有限公司行文单位传阅 技术部 生产部设备操 作人员 编制审核核准生效日期 涂布工艺规程 1、目的 提供涂布工艺规范,为了保证产品符合要求而必须执行的工艺、操作、检验要求。 2、适应范围 6000F超级电容器单体极片生产 3、职责权限 3.1技术部:负责工艺规程的制定与修改; 3.2生产部:负责按照工艺规范的要求进行生产与检验; 3.3品质部:负责工艺规范执行过程的确认与监督; 4、规程内容 涂布过程中的以整套工艺程序及其技术规定。内容包括:涂布方法、涂布前准备、涂布材料、涂布设备、涂布顺序、涂布操作、涂布工艺参数等。 涂布工艺规程是保证涂布质量的细则文件可保证涂布操作时质量的再显现。 涂布工艺参数 4.1进料的选择 进料种类:浆料铝箔 进料控制: 进料参数 浆料粘度:1700~2200cp 外观:分散均匀,无颗粒状物质 铝箔种类:涂层箔 (符合《铝箔原材料检测标准》)
4.2涂布过程参数 4.2.1温度(参考值,涂布过程中可根据烘干情况进行调整) 温区I II III IV V VI ±5℃90℃100℃105℃110℃90℃85℃ 4.2.2走带速度:3~5m/min(参考),根据涂料及烘干情况进行调整。 4.4.3涂辊/背辊(速比):背辊/涂辊(速比)=1:1.3。 4.4.4留白宽度:双边15mm±0.5mm。 4.4.5涂布面密度:1.63g/dm2(±0.02g/dm2)(烘干后不含铝箔面密度) 面密度计算方法:用0.16dm2取样器在极片上每排均匀取三个小圆极片,一共取样36个,放置高温箱中,设定温度120度,烘烤10分钟。然后取出在电子天平上称取重量并记为m1,用同样的方法测出36个小圆铝箔的重量。并记为m2.然后按公式计算出实际面密度。ρ=(m1-m2)/5760(m1和m2单位为mg) m1为36个小圆极片的总重量m2为36个小圆铝箔的总重量 5、检验标准 检验项目验收标准 外观无划痕、暗斑,皱箔,气泡现象 尺寸双边留白宽度15mm±0.5mm 涂布厚度(单面)165um±5um(含铝箔厚度)涂布厚度(双面)305um±10um(含铝箔厚度) 面密度 1.63g/dm2(±0.02g/dm2)
涂布技术及其应用 摘要:涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装/目前.国内许多印刷包装机械企业使用涂布复合设备.其涂布种类和刮胶方式比较单一.涂布技术的应用也大受限制/本文作者将根据自己多年开发设计涂布机的具体生产实践和经验.介绍有关涂布技术及应用。 关键词:涂布类型;刮胶方式;应用 1 引言 改革开放以来.印刷包装业取得了长足发展.再加上入世以后国际和国内市场的需要.都要求我国的印刷包装机械和包装工艺的质量均要有明显地提高和改善。目前.虽然在全国出现了许多大大小小的印刷包装机械企业.但真正具有较高科技含量的包装机械制造企业较少.许多小型企业甚至根本没有真正的机械设计人员.实在令人担忧/特别是一些涂布复合设备的制造.大多数要求单件订做.更需要机械设计技术较强的涂布机制造企业来生产/无论那一种涂布复合设备.其关键部分就是涂布头.而涂布头采用何种涂布刮胶方式.会直接影响涂布的质量和效果/目前许多企业涂布种类和刮胶方式比较单一.针对这一问题.我们很有必要来探讨涂布复合设备的几种涂布刮胶方法及其应用/ 2 上胶涂布类型及应用 涂布复合设备主要应用于塑料薄膜、纸类、电化铝、布料及皮革等多种卷筒基材的上胶涂布与复合加工。它广泛地应用于各类包装领域.有着广阔的发展前景。涂布复合设备大致分光辊上胶涂布、网纹辊上胶涂布和热熔胶喷挤涂布三种。 2.1光辊上胶涂布 这种上胶涂布通常采用两辊转移涂布/调整其上胶辊和涂布辊之间的间隙.就可以调整涂布量的大小/整个涂布头部分的结构较为复杂.要求上胶辊、涂布辊、牵引辊及刮刀的加工精度和装配精度高.成本也比较高。 由于这种涂布机主要采用高精度的光辊进行上胶涂布.涂布效果较好.涂布量大除了通过上胶辊和涂布辊之间的间隙来调整.还可通过涂布刮刀的微动调节来灵活控制.涂布精度高。目前在涂布复合设备上的应用也最广。 2.2 网纹辊上胶涂布 这种涂布设备主要采用网纹(凹眼)涂布辊来进行上胶涂布"其涂布均匀#而且涂布量比较准确(但涂布量很难调节)。用网纹辊涂布时,涂布量主要与网纹辊的凹眼深度和胶水种类的精度有关"网纹辊的凹眼深度越深,胶从凹眼中转移到基材上去的量相应也越多;反之,网纹辊网凹眼深度越浅#转移到基材上的量也相应减小。与黏度也有很大关系。胶水黏度太大和太小都不利于胶的正常转移。胶水黏度大易转移,太稀则易流淌,使上胶不均匀,易产生纵向或横向流水纹。所以,一旦涂布网纹辊和胶的种类定下来后#就很难调节其涂布量,这也是网纹涂布辊的应用受到限制的主要原因。 2.3热熔胶喷挤涂布 这种涂布设备主要将固态型的胶经加热熔化后,由液压装量将胶经涂布模头直接喷涂在基材上。热熔胶涂布是近十几年来发展起来的新技术#热熔胶涂布不需要烘干设备#耗能低&热熔胶为100%的固态胶成份,不含有毒的有机溶剂。而普通的上胶涂布多采用有毒的有机溶剂(如苯等)来稀释胶,其所造成的有毒气
xx工作原理 【作者单位】: xx星火制浆造纸厂 【DOI】: SCN:31- 1483.0.1993-02-007 【正文快照】: 三、组合式刮刀xx的操作和涂布量控制 (一)组合式刮刀涂布头的结构与软、硬刮刀的应用简况组合式刮刀涂布头的结构: 组合式刮刀涂布头的组成部分见图16。组合式刮刀涂布头的特性和功能: 刮刀涂布常规上是通过刮刀角度的调节进行控制和操作。但组合式刮刀补充了在不改变刮刀角度的情况下。仅改变刮刀加压负荷来控制涂布量的特性。这就有助于防止在改变涂布量时所产生的刮刀条痕或涂布质量问题。这在低定量涂布时尤其重要。 为了改变刮刀顶端的压力负荷,装有刮刀的夹紧梁在导轨上移入或移出。但均不改变刮刀加压托架的位置。上述移动通…056yangyifan 自动涂布机的工作原理2008-03-15 08:53用于网印制版的自动涂布机的工作原理是相同的,但其性能根据不同的机型及不同的生产厂家而不同。丝网涂布机在垂直的机架上都设有能夹紧网框的装置。丝网区的前后是水平的涂布机构,这个涂布机构由涂布槽,以及控制涂布槽角度和压力的机械部件或气动部件组成。 涂布机构两端装在涂布机的垂直支撑臂上,通过皮带、链条或电缆的传动,使涂布机构上下运动,沿丝网的表面涂布。传动机构连接在伺服或变频电机上,使其操作平稳,并能够精确控制涂布机构的位置。
涂布前,将清洁的,绷好网的网版从涂布机前面装入,有的机型也可从侧面装入网版。在为大幅面网框设计的机型中,侧面装版更为常见,因为网框大且笨重,侧面装版,可使抬升量和搬动量小一些。在自动丝网涂布机与其他自动丝网处理设备(如清洁设备、再生设备、干燥装置和显影机)联机运行时,从侧面装版更为便利。 不管网版是如何装上的,一旦网版处于正确的位置,气动夹紧装置或机械式夹紧装置即闭合,将网版锁定。为了操作更为方便,许多机型都有脚踏板控制版夹动作,操作人员可以腾出双手来控制网版。 安装完网版,向自动涂布机灌入相应的感光乳剂后,即可开始涂布。根据控制系统和设备所具有的功能,设备可同时对丝网的两面进行涂布。涂布方式有两种,一是通过多次湿压湿的操作在丝网上涂布感光乳剂;或是在每次涂布之后加上干燥的过程。 涂布技术及其应用 The Coating Technology and Its Application <<轻工机械>>2004年03期季凌斌,彭文华 摘要: 涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装。目前,国内许多印刷包装机械企业使用涂布复合设备,其涂布种类和刮胶方式比较单一,涂布技术的应用也大受限制。本文作者将根据自己多年开发、设计涂布机的具体生产实践和经验,介绍有关涂布技术及应用。 1引言 改革开放以来,印刷包装业取得了长足发展,再加上入世以后国际和国内市场的需要,都要求我国的印刷包装机械和包装工艺的质量均要有明显地提高和改善。目前,虽然在全国出现了许多大大小小的印刷包装机械企业,但真正具有较高科技含量的包装机械制造企业较少,许多小型企业甚至根本没有真正的机械设计人员,实在令人担忧。特别是一些涂布复合设备的制造,大多数要求单件订做,更需要机械设计技术较强的涂布机制造企业宋生产。无论那一种
服装制作工艺流程 1,原材料检查工艺 2,裁剪工艺 3,缝纫制作工艺 4,锁钉工艺 5,后整理工艺 以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。 原材料检查工艺: (1)验色差——检查原辅料色泽级差归类。 (2)查疵点,查污渍——检查辅料的疵点,污渍等。 (3)分幅宽——原辅料门幅按宽窄归类。 (4)查纬斜——检查原料纬纱斜度。 (5)复米——复查每匹原辅料的长度。 (6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。 裁剪工艺: (1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。 (2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。 (3)排料时必须按丝道线排版,排出用料定额。 (4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针 不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺 料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。 (6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸现象及时更换,会导致跑刀,刀口不准等。 (7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常 用打线钉解决这一块,打线钉时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽 费时不容易造成残次。 (8)打号——打号要清晰,不要漏号,错号,丢号等。 (9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更换,注意整洁,无色差,然后分包打捆待发生产线。 缝纫制作工艺 A.上衣类按前后序制作 所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示 1.修边—修剪毛坯裁片,去除画粉等毛边,参照样板的大小修边,注意净板和毛版的区分。 2.打线丁—用白棉纱线在裁片上做出缝制标记.用撞色线为宜。 3.剪省缝—把省缝剪开,线丁里0.5cm为止,也不能过长和偏短。 4.环缝—剪开的省缝用环形针法绕缝,用纤边机嵌缝也可以,不透针透线为宜。 5.缉省缝—根据省的大小,将衣片的正面相对,按照省中缝线对折,省根部位上下层眼刀对准,由省根缉至省尖,在省尖处留线头4cm左右,打结后剪短,或空踏机一段,使上下线自然交织成线圈,收省后省量的大小不变,缉线要顺,直,尖。另还应注意省根处出现亏欠变形6.烫省缝——省缝坐倒熨烫或分开熨烫,烫省时要把缝合片放在布馒头上,烫出立体感,在衣片的正面不可出现皱褶,酒窝的现象。 7.推门——将平面前衣片推烫成立体衣片,最好用版划样推烫。 8 烫衬——熨烫缉好的胸衬。,袖口,下摆衬。 9.压衬——用粘合机将衣片和粘合衬进行热压粘合,一般按照衬布和面料的耐热度粘合度去操作。 10.纳驳头——手工或机扎驳头,驳头按照净样版去做。 11 敷止口牵条——牵条布敷上驳口部位。 12.敷驳口牵条——牵条布敷上驳口部位。 13.拼袋盖里——袋盖里拼接,一般通用1cm做缝。 14.做袋盖——袋盖面和里机缉缝合。 15.翻袋盖——袋盖正面翻出。 16.滚袋口——毛边袋口用滚条包光。
涂布(拉浆)培训资料 一、电池及涂布工序的简单介绍: 1.电池的定义:电池是一种把化学能转化为电能的装置。 2.什么是锂离子蓄电池? 是指以锂离子为反应活性物质的可充式电池,当电池放电到终止电压后能够再充电,以恢复到放电前的状态。 3.锂离子电池工作原理 电极反应如下: 正极:LiCoO 2Li1-x CoO 2 + xLi+ + x e- 负极:6C+ xLi++ x e-Li x C6 总的反应:LiCoO2+6C Li1-X CoO2+LiXC6 锂离子电池的正负极均采用可供锂离子(Li+)自由脱嵌的活性物质,当电池充电时,锂离子从正极进入溶液(电解液)转到负极中去,放电时锂离子又从负极进入溶液转入正极,锂离子进入电极的过程叫做嵌入,从电极出来的过程叫做脱嵌。 4.锂离子蓄电池的优点: a. 电压高(3.6V); b. 体积小; c. 比容量高; d. 使用寿命长(500~1000次) e. 安全性能好 f. 无记忆效应 g. 无污染(不含重金属如:镉、汞,对环境无污染,属绿色环保电池); h. 自放电率低(月自放电5~8%) 5.涂布工序:从配料工序接收浆料,并把浆料均匀的分布在集流体上,烘干成极片,将极片标识转到 下一工序。 6.电池的“三防”:防油、防水、防尘。 7.正、负极片拉浆的三个基本参数:温度、速度、敷料量。 8.如何控制极片的敷料量? 根据正负极浆料的固含量、比重调节拉浆机机头刀具间隙,控制拉浆的厚度,以达到控制。 9.如何头判定拉浆过程中极片的质量好坏。 极片表面平整、光滑、敷料均匀、附着力好、干燥,不脱料、不掉料、缺料、无积尘、无划痕、无气泡的极片为好的极片,有缺陷的为不好的极片。 二、涂布工序及应掌握的简单的品质知识: 1.品质的理念:品质是制造出来的,不是检验出来的。 2.合格品:是一种生产过程符合工艺要求的;能满足客户要求的产品。(下一道工序就是我们的客户) 3.制程检验控制: ①自检,首检,互检 ②巡检 ③专检 ④批检 首检的时间:①每班生产前②工艺变更③设备维修后④更换型号⑤更换原材料 10.品质不良的原因:
THE YASUI SEIKI "Micro Gravure?" COATING METHOD Yasui Seiki Co., (USA) 2333 Industrial Drive, Suite 24A3 Bloomington, IN 47404 Tel: 812-331-0700 Fax: 812-331-2800 Web Site: https://www.doczj.com/doc/949929907.html, E-mail: Coating@https://www.doczj.com/doc/949929907.html, 601 S Liberty Drive Bloomington, IN 47403 TEL: 812-331-0700 FAX: 812-331-1119
Table of Content Introduction (3) What is the Micro Gravure? Method? (3) Micro Gravure? vs. other methods (4) Operation of Micro Gravure? (6) Advantages of Micro Gravure? (8) Summary (9) Figures & Table Figure 1 (3) Figure 2 (4) Figure 3 (5) Figure 4 (5) Figure 5 (7) Table 1 (10)
INTRODUCTION Many different types of coating systems are available, and in use today. Direct or reverse gravure, reverse roll, die coaters, wire bar, knife or blade coaters and many more are known and are widely used. All these techniques and more are offered by many machine manufacturers including Yasui Seiki Company. However, many converters have reported disappointing results with techniques such as the wire bar and reverse roll. Many streaks with a wire bar and ‘orange peel’ with reverse roll, or creases caused by the backing roll of a gravure coater, troublesome changes of gravure roll and backing roll, and many other quality problems or difficulties are often reported. The Micro Gravure? coating method was developed in response to the need for a smooth and uniform thin layer coating technique offering simplicity, reliability and reproducibility of coating . The Micro Gravure? method uses a gravure roll. The Micro Gravure? roll surface is engraved with a pattern or cells which provide a specific coating volume, just as in standard gravure. The Micro Gravure? roll is mounted in bearings and rotates partially submerged in a coating pan. Rotation of the roll picks up the coating, which is doctored (pre-metered) by a flexible steel blade as the roll rotates toward the contact point with the web. (Fig.1) WHAT IS THE “Micro Gravure?” METHOD? Generically described, this Micro Gravure? is a reverse, kiss gravure coating method. Standard gravure can be segregated into several types; direct and reverse are the two of greatest interest to this discussion. (Fig. 2) Typically, both of these types use a backing roll, usually rubber covered, and about the same diameter as the engraved roll. The web is trapped, or nipped, between the engraved roll and the backing roll. In addition to the obvious and frequently encountered problems of web creases or breaks, a nip point introduces a number of mechanical, hydraulic and other stresses which impact coating quality. Micro Gravure? is a kiss coating
QXG 线棒涂布器如何使用,规范使用方法
一、用途
QXG 线棒涂布器适用于在不同底材上制作涂膜的专用器具。该涂布器适用于玻璃板、钢板、铝 板、木板、塑料板、尤其是用于纸张、皮革、纺织品等柔软底材上的制模。 不同涂膜厚度的一致,是在湿膜或干膜上进行准备实验的先决条件。为此,使用精密的涂膜器即 可任意选择涂膜的厚度,又可有限度的消除人为造成的误差,已进行相同条件下的干湿试验,得 到最佳的效果,达到提高产品性能和质量的目的。
二、线棒涂布器规格:
1、涂布器厚度(湿膜)单位:um 10、15、25、50、80、100、120、150、200 2、涂膜宽度:单位 um 0-150
三、结构:
QXG 型线棒涂布器是由 1 压板,2 锁紧螺钉,3 支架,4,手柄,5 棒体等五部分组成。
四、操作和使用:
1、设备和用具: (1) QXG 型线棒涂布器一套 (2)托盘(自备) (2) 汽油、软毛刷、高级卫生纸、刮刀(自备) 2、操作步骤: (1)根据不同干膜的厚度,相应的选择不同规格的棒体。 (2)将选好的棒体放入支架内,推入压板,旋紧紧固螺钉。 (3)把试验之涂料适量地倾倒在试片一端。 (4)手持线棒涂布器,将棒体平放在涂料端上部,均速拉动(粘度不同,速度亦不同,膜厚亦 不一样,根据实践经验,适当的人为加以选择、调整) (5)多余的涂料用刮刀刮入托盘内。 (6)松开旋紧螺钉,取出棒体,将棒体浸泡在汽油或有机溶剂中,用软毛刷将涂料清洗干净后 用卫生纸擦干净放入包装盒内。
同类进口产 品美国 RDS 线棒涂布器 型号介绍
RDS 线棒涂布器型号列表
棒 号 3 4 5 6 7 8 9 10 11 湿膜厚度(微 棒 米) 7 9 11.5 14 16 18 20.5 23 25 号 12 14 16 18 20 22 24 26 28 湿膜厚度(微 棒 米) 27.5 32 36.5 41 46 50 55 59.5 64 号 30 32 34 36 38 40 42 44 46 湿膜厚度(微 棒 米) 68.5 73 78 82 87 91.5 96 100 105 号 48 50 55 60 65 70 75
湿膜厚度(微米)
110 114 126 137 149 160 171
湿膜厚度=每平方米的涂布量 g/(密度 X 固含量%) 注意:以上公式仅供参考,实际受产品延展率、粘度、刮色棒类型、底材等多种因素影响,而会有所 不同。
更多线棒涂布器品牌、型号请上南北潮商城查看。百度一下 南北潮商城 即可快速了解。 正品实价南北潮商城 ,做业内最受信任的仪器商城。
微型网线辊—涂布领域的领航者 点击:4507 日期:2011-12-5 16:21:46 目前,在涂布领域有很多种涂布方法,比如直接凹版涂布、反向凹版涂布、逆向辊涂布、模头挤出涂布、钢丝刮棒涂布、刀涂等等。但是现在很多客户反应,钢丝刮棒及逆向辊等涂布方法产生了些令人失望的涂布效果,比如由钢丝刮棒产生的条纹现象,由逆涂辊或凹涂的压辊产生的“橘皮”现象,以及其它一些比较棘手的质量问题。微型凹版涂布方式正是为克服以上涂布缺陷而开发的。微型凹版涂布可以获得平滑、均匀的稳定涂层,这种涂布方式简单可靠,具有很好的重复稳定性。 微型网纹版涂布是相对于传统的凹版涂布方式而言的。传统的凹版涂布,涂布辊为网纹辊,直径一般在Φ150mm~Φ300mm之间,胶辊作为背压辊,将料膜压在涂布辊上,涂布辊的旋转方向与料膜走料方向一致。微型凹版涂布,涂布辊也是网纹辊,直径一般在Φ20mm~Φ50mm之间,所以称为微型凹版涂布(micro gravure),它是一种反向、接触式涂布方式,即微型涂布辊的旋转方向与料膜的走料方向相反,料膜没有被压辊加压在涂布辊上。图1为微型凹版涂布的原理图。
微型网纹辊涂布方式传统网纹辊、凹版辊涂布方式 一. 传统凹版涂布方式与微型凹版涂布方式的比较 1.微凹涂布是接触型涂布方式(kiss) 传动的凹版涂布方式,不论是直接涂布还是反向涂布,一般都有背压橡胶辊,和与橡胶辊直径大致相同的网纹辊。由于料膜被压在胶辊和网纹辊之间,很有可能在涂布面出现皱纹、裂缝等缺陷,两辊合压接触点由于机械、气压等因素而对涂布质量产生影响。而微型凹版涂布是接触式涂布,接触式涂布意味着没有背压橡胶辊,因此,由于背压
设备生产制造工艺流程图 主要部件制造要求和生产工艺见生产流程图: 1)箱形主梁工艺流程图 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区打磨 锈线线气割 割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊到要弧声光保直部电除渣平求自波拍隔度先焊内杂直动片板用接腔物 焊手 检验装配点焊四条主缝焊接清理校正 内焊装成用Φ清磨修修振腔缝配箱埋HJ431 除光正正动检质下形弧直焊焊拱旁消验量盖主自流渣疤度弯除板梁动反应 焊接力自检打钢印专检待装配 操专质 作检量 者,控 代填制 号写表
2)小车架工艺流和 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区磨 锈线线气割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊 到要弧声光保直部电除渣 平求自波拍隔度先焊内杂 直动片板用接腔物 焊手 检验装配点焊主缝焊接清理校正 内焊清磨修修振应腔缝除光正正动力检质焊焊拱旁消验量渣疤度弯除 自检划线整体加工清理 A表A表 行车行车 适用适用 自检打钢印专检待装配 操专质
作检量 者,控 代填制 号写表 3)车轮组装配工艺流程图 清洗检测润滑装配 煤清轮确尺轴部 油洗孔认寸承位 或轴等各及等加 洗承部种公工润 涤,位规差作滑 剂轴格剂 自检打钢印专检待装配 操 作 者 代 号 4)小车装配工艺流程图 准备清洗检测润滑 场按领煤清轴确尺轴加最注 地技取于油洗及认寸承油后油 清术各或轴孔各及内减 理文件洗承等件公、速件涤齿部规差齿箱 剂轮位格面内 装配自检空载运行检测标识入库 螺手起行噪 钉工升走音 松盘机机震 紧动构构动
涂布纸(coated paper)是在原纸上涂上一层涂料(coating color),使纸张具有良好的光学性质及印刷性能等。其主要用途有:印刷杂志、书籍等出版用纸和商标、包装、商品目录等印刷用纸,两者的比例约为1:3。涂布纸大至可分为:铜版纸、涂布纸、轻量涂布纸,除此之外还有烙光涂布纸等特殊涂布纸原纸(Base paper) 涂布纸的制造,简单的说是指在原纸之上涂上涂料,经过干燥后再用压光机使得它的表面平滑化,因此原纸与涂料是左右涂布纸品质的重要因素。以一个涂布量为20g/m2的涂布层为例,假设涂料的干比重为1.5,则涂布层之厚度仅约0.0013公分,在如此薄的厚度下,原纸的品质确实占有重要的地位。假使涂布的速度慢时,因为吸水后的原纸纸匹,到达干燥部门不能失去强度,所以必须适度的上胶与保持湿纸的强度。反过来说涂布速度快时,则纸张必须具备一定的强度来抵抗高速涂布所带来的机械力,同时均一的吸水性也是非常的重要。除此之外,涂布用原纸还必须具备下列的性质:尺寸安定性好,不会因水分变化而有太大变化。对涂料的吸附性强。原纸必须不会弯曲,否则会引起涂料条痕而导致纸张断裂。不可有皱纹、破洞等瑕疵。涂布加工时,纸卷必须卷紧,以免发生断纸。原纸性质中会影响涂布主要有:均一性、平滑度、表面吸收性、表面强度、表面情形、化学适性、两面性及纸面光学性等,因此,一张纸的好坏,在于原纸的状况好坏与否。
涂料(Coating color) 涂料配制是制造涂布纸最基本的技术,对产品用途具有关键性的影响,所以涂料须满足涂布作业的操作性及印刷适性等,并按这些条件进行设计制造;即涂料的设计与生产何种涂布纸有关。以数量来看,仍以普通涂布纸为主,但以技术层次而言,则希望拥有铜版纸类的技术。不同产品应使用其相对应的涂料、涂布方法和涂布机。虽然各种类必须达到规定的品质指针,但是最重要的是获得客户的肯定。纸张涂布用的涂料种类很多,而其中较为普遍应用的是水基性涂料。水基性(Water base)涂料的组成大致上可分成四类:颜料、接着剂、添加助剂及水。这四类成份的组合与涂布后纸张的品质息息相关。利用下表一,列出涂料的成份对品质的影响。 颜料 颜料有白土(白色黏土)、碳酸钙、沙丁白、氢氧化铝、二氧化钛和塑料颜料等。 1.白土.白土从成份上分类有:高岭土类、叶石类(pyrophyllite)、云母类(cericite)等。高岭土又进一步细分为:高岭土、多水高岭土等,这些白土都已经被商品化生产但是,现在涂布纸用白土中,基本上把高岭石类都称为高岭土,也就成为涂布用白土的代名词。高岭土颗粒呈六角板状,粒径为0.3-3微米。这些微粒的纵横比、粒径直接影响涂布纸类颜料的品质,目前涂布纸颜料多用高岭土,因为它能赋予涂布纸较高的白纸光
1、气刀涂布工艺的特点 气刀涂布的优点在于能得到较厚的涂布量,涂布层也比较均匀,而且涂布时不易发生断纸。缺点是由于这种涂布机的刮刀是无形的气刀,要想用它刮落多余的涂料和使涂层平滑化,就必须要求涂料比较柔软而且容易控制。另外,空气喷射形成的气刀较容易引起涂料的飞溅现象,这种涂料的飞溅又容易引起气刀缝隙的局部堵塞,造成涂布层的不均匀性。 刮刀涂布 优点:1.能使纸张获得较高的平滑度和光泽度 2.可操作性比气刀和计量棒要高、调节精度亦要比后两者高。 缺点:1.对原纸的要求高(要有好的平整性、平滑度、施胶度等) 2.如果是用在面涂的话,对衬涂亦有比高的要求(宏观的粗糙要低,但要 有适当的微粗糙)
3.这笔性能没有气刀和计量棒好 4.容易出刮刀痕 气刀涂布 优点:1.由于是仿形涂布能够提供比已知的任何涂布机都要好遮蔽性能 2.计量方式没有机械接触,不会造成刮刀痕 缺点1.气刀涂布的涂布配方的固含量不能做得太高最高只能到48%,固含量太高会导致涂料粘度太高会造成涂布量难以控制 2.涂料固含量低会花费大量的干燥成本 3.涂料固含量低造成保水性差,涂层在干燥阶段收缩严重,最终影响涂层 的粗糙度 3.涂料流失厉害、水耗高、环保压力大 计量棒涂布优点: 1.对原纸的要求低,能适应比较粗糙的原纸 2.能适应高固含量涂布 3.较好遮蔽性 缺点:1.涂布量可调节范围比刮刀要差,典型值在7-11克 2.如果用沟纹棒的话会在留下很多的棒 3.当需求的涂布量比较低时,计量棒容易磨损。 涂布技术 涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装。目前,国内许多印刷包装机械企业使用涂布复合设备,其涂布种类和刮胶方式比较单一,涂布技术的应用也大受限制。无论那一种涂布复合设备,其关键部分就是涂布头,而涂布头采用何种涂布刮胶方式,会直接影响涂布的质量和效果。 展开 上胶涂布类型及应用 涂布复合设备主要应用于塑料薄膜、纸类、电化铝、布料及皮革等多种卷筒基材的上胶涂布与复合加工。它广泛地应用于各类包装领域,有着广阔
用涂布工艺实现瓦楞纸箱的特殊功能
经过涂布后的整卷原纸再按常规方式, 在瓦楞纸板流水线上与里纸、 瓦楞纸等复合成瓦楞 纸板,采用这种瓦楞纸板加工而成的瓦楞纸箱具有一定的特殊功能。目前,笔者公司成功开 发并进入市场商品化的功能性瓦楞纸箱主要有以下几种,在此与大家分享。
涂布工艺是近年来在发达国家兴起的一项瓦楞纸箱加工新技术, 需要在专用的涂布机上 进行。几年前,我公司从美国进口了一台 MRC-1000 型涂布机,幅宽为 2.8m,涂布速度为 250m/min, 采用辊式定量精密涂布技术, 配有 7 组粗细不等的涂布辊, 涂布量可在 8~24g/m2 之间任意选择。与涂布机配套的全自动涂布流水线是从日本进口的,型号为 OZONE,整机长 36m,装有多组压力滚轮,利用蒸汽快速烘干,温度可控制在 165~175℃之间。 涂布机的工作原理很简单: 先在整卷原纸的表面定量涂布所需的特种涂料, 经过几组可 调压力的滚轮挤压,将涂料压入原纸表层,同时利用高温将涂料瞬间烘干,此时,涂料中的 水分被蒸发,涂料中的有效成分被原纸吸收,在原纸的浅表层就形成了一个新的物理层(如 图 1 所示)。该物理层可有效改变原纸表面的物理性能与化学性能。 经过涂布后的整卷原纸再按常规方式, 在瓦楞纸板流水线上与里纸、 瓦楞纸等复合成瓦 楞纸板,采用这种瓦楞纸板加工而成的瓦楞纸箱具有一定的特殊功能。目前,我公司成功开 发并进入市场商品化的功能性瓦楞纸箱主要有以下几种,在此与大家分享。 防水瓦楞纸箱 在瓦楞纸箱表面进行防潮防水处理的方法有很多, 但涂布加工无疑是最为经济、 高效的 方法之一。在瓦楞纸箱表面涂布丙烯酸类涂料(食品级)后,能达到 R10 的最高防水标准,表 面吸水性仅为 2.65g/m2,可作容器盛水使用(如图 2 所示)。目前,防水瓦楞纸箱已广泛应 用于冷冻产品、医疗产品及电商冷链产品等的包装。
防锈瓦楞纸箱
——引言 印刷是一个技术与多种工艺参与的过程,每种工艺都有各自的特点和表现形式,对于提高印品质量、扩大市场销售等方面的作用至关重要,需要设计师们通过实践深入了解。 在印刷设计中,习惯上将以压力原理为基础的平、图、凹三种印刷以外的其它印刷表现形式成为特种工艺,常见的主要有烫箔、上光、起凸、压凹、模切等。 工艺应用的不同会营造出不同的效果,这些加工在提升设计作品创意和艺术价值方面起着重要的作用,使其作品质感上产生鲜明的对比,更加富有表现力,个性独特。例如烫箔能够增加视觉上的冲击力;上光能带来明亮的光感效果;模切工艺的应用使作品的结构丰富有层次,增加阅读方面的趣味感,增强互动性;用上起凸、压凹则可以带给读者一种触觉上的体验。 下面来介绍一些主要的印刷特种工艺。 UV印刷是通过一种特殊材料印刷,再紫外线照射烘干工艺将印刷品表面的图案文字附着一层固态透明胶状物质,达到一种凹凸并有光泽的效果,一般用于高档包装和书籍制作。 UV印刷的是一种常用的包装印刷工艺,效果接近腹膜,过油,凸字等效果. 适用于精致印刷品,比如彩盒要求要突出产品或者其他的部分,采用整体表面覆亚膜。然后再用丝印对需要亮的地方局部UV一次。这样看起来比较高档。也会有立体感。还有的采用激凸,这样看起来立体感比较强,摸起来有手感。根据
产品上光的需要,对商标、包装印刷品需要突出的部位进行局部上光涂布。局部上光产品有光泽与无光泽部分的反差很大。风格独特,能产生独到的艺术效果。另外,一些包装盒采用局部UV上光时可将糊口预留出来,为糊盒采用普通黏合剂创造条件。 烫金:学名电化铝烫印,是一种不用油墨的特种印刷工艺,它是借助一定的压力于温度,运用装在烫印机上的模版,使印刷品和烫印箔在短时间内互相受压,将金属箔或颜料箔按烫印模版的图文转印到被烫印刷品的表面。 近年来,跟着人们对商品包装外观式样以及质量要求的进步,印刷技术、包装技术都有了很大的提高,印后加工技术更是取得了蓬勃的发展,而电化铝烫印作为印后加工的一部门,这几年中的变化更是巨大。新技术、新工艺及多种技术结合使用的不断泛起,使包装印刷品经烫印后在光泽度、立体感、金属感、防伪机能上都取得了较好的效果,尤其是目前应用越来越广泛的立体烫印技术,使商品的包装显得高档精美、富丽堂皇且富有个性。目前该技术主要用于贺卡、书签、商标、烟酒包装及各种高档包装盒上。 烫金及立体烫金 凹凸压印又称压凸纹印刷,是印刷品表面装饰加工中一种特殊的加工技术,它使用凹凸模具,在一定的压力作用下,使印刷品基材发生塑性变形,从而对印刷品表面进行艺术加工。压印的各种凸状图文和花纹,显示出深浅不同的纹样,具有明显的浮雕感,增强了印刷品的立体感和艺术感染力。凹凸压印是浮雕艺术在印刷上的移植和运用,其印版类似于我国木版水印使用的拱花方法。印刷时,不使用油墨而是直接利用印刷机的压力进行压印,操作方法与一般凸版印刷相同,但压力要大一些。如果质量要求高,或纸张比较厚、硬度比较大,也可以采用热压,
常见微型凹版的精密涂布方式 微型凹版涂布: 涂布辊为网纹辊,直径一般在Φ20mm-Φ50mm之间,所以称为微型凹版涂布,它是一种方向、接触式的涂布方式、即微型涂布辊的旋转方向与料膜的走料方向相反,料膜没有被压辊加压在涂布辊上。传统的凹版涂布方式,不论是直接涂布还是反向涂布,一般都有背压橡胶辊,和与橡胶直径大致相同的网纹辊。由于料膜被压在橡胶辊和网纹辊之间,很有可能在涂布面出现皱纹、裂缝等缺陷,两辊合压接触点由于机械、气压等因素从而对涂布质量产生影响。 而微型凹版涂布是接触式涂布,接触式涂布意味着没有背压橡胶辊,因此,由于背压辊加压产生的一些潜在不利因素就被消除。 优点:1.可以将很薄的涂层涂到很薄的材料上。由于无背压辊,在涂布面没有胶印、褶皱等缺陷。 2.由于没有背压辊,料膜的边缘部也可涂上胶,而不用担心胶液涂到背压辊上而 影响涂布。 3.由于刮刀轻接触网纹辊,刮刀和网辊的磨损都非常小。 4.微凹辊直径小、重量轻,涂布不同涂布量,更换微凹辊比较方便。 5.反向涂布可以获得比较平整的涂布,涂布量均匀分布。 缺点:1.微型凹版涂布的蓄胶槽在涂布时胶液需保持溢满的状态,微凹辊只与溢出来的液相接触,故而无法将蓄胶槽里的胶液完全充分利用,且无法回收利用,因此 造成一定量的浪费,胶液浪费量约为10KG左右。 2.微凹辊若使用完清洗不干净,则容易造成微凹辊生锈,且除锈困难。 3.由于涂布时,在蓄胶槽的胶液是暴露在空气中的,因此涂布时空气中的灰尘及 颗粒物容易掉落进蓄胶槽里,对涂布的质量造成一定的影响。 4.微型凹版涂布的供胶系统比较复杂,清洗以及拆卸比较困难,常常需要1-2个 小时的时间。 微型凹版涂布应用案例:
涂布方法的选择及极片涂布工艺流程 1、极片浆料涂布工艺路线的选择 1.1涂布方法的选择 成功解决极片浆料涂布的关键之一是选择合适的涂布方法。大约有20多种涂布方法可以用于将液体料液涂布于支持体上,而每一种技术有许多专门的配置,所以有许多种涂布型式可供选择。 在研制锂离子电池实验室研究阶段,有用刮棒、刮刀或挤压等自制简单的涂布实验装置进行极片涂布试验,只能涂布出少量样品供实验研究,效果并不太理想,并存在各种各样的问题。 一般选择涂布方法需要从下面几个方面考虑,包括:涂布的层数,湿涂层的厚度,涂布液的流变特性,要求的涂布精度,涂布支持体或基材,涂布的速度等。 如何选择适合极片浆料的涂布方法?除上述因素外,还必须结合极片涂布的具体情况和特点。锂离子电池极片涂布特点是:①双面单层涂布;②浆料湿涂层较厚(100~300μm); ③浆料为非牛顿型高粘度流体;④极片涂布精度要求高,和胶片涂布精度相近;⑤涂布支持体为厚度10~20μm的铝箔和铜箔;⑥和胶片涂布速度相比,极片涂布速度不高。 我们首先从涂布层数来考虑选择涂布的技术路线。极片需要在金属箔两面都涂浆料。目前有同时在支持体两面进行涂布的技术,但如果选用同时双面涂布方法,就会使涂布后的干燥和极片传送设备变成极为复杂和难于操作。因此涂布技术路线决定选用单层涂布,另一面在干燥后再进行一次涂布。考虑到极片涂布属于厚涂层涂布。刮棒、刮刀和气刀涂布只适用于较薄涂层的涂布,不适用于极片浆料涂布。在余下的几种涂布方法中,浸涂最为简单,但其涂布厚度受涂布浆料粘度和涂布速度影响,难于进行高精度涂布。 综合考虑极片浆料涂布的各项特殊要求,挤压涂布或辊涂可供选择. 1.2条缝挤压涂布及其涂布窗口 挤压涂布技术是较为先进的技术,可以用于较高粘度流体涂布,能获得较高精度的涂层。