注塑机故障及处理方案
故障类型1:模保一超时
处理方案:
1. 冷水机是否打开
2. 通往模具的球阀是否打开
3. 模具内是否有料头
4. 若以上3条都正常,进行自动调模;若依旧不行重新调模参进行自动调模。
5. 适当加大模保的流量和压力
若报警“模保一超时”、“闸板关动作不允许”并且回弹,现象频繁,则短接C776和C776A 。若依旧报警,检查油路是否正常,是否有异响,特别注意两个快速油缸;检查合模原点位置是否发生改变。
自动调模:
步骤1:把中子A 、B 退到位;
步骤2:把中子信号关闭;
步骤3:快速按调模键两次待电脑屏幕上跳出“请按合模按钮开始自动调模后”,再
按一次合模按键;机器进入自动调模流程。
步骤4:调模成功后,打开中子信号,开模。
故障类型2:注塑机不起高压
处理方案: 1. 查看面板是否有 相似符号,若有,则说说明电磁阀卡滞,看对应几号拉杆,更换对应电磁阀
2. 先手动锁模试一下,若可以锁上,可适当提高快速锁模速度;若手动锁不上则进行以下步骤
3. 自动调模一次
4. 打试车模式
故障类型3:闸板关动作不允许,螺母4未开
处理方案:
1. 查看闸板是否有信号,检查闸板4传感器
2. 手动打开闸板是否能打开,若能打开再次进行试机
3. 进行自动调模
4. 手动拉杆能不能打开
5. 检查螺母4润滑是否良好,是否有异物。
①②③
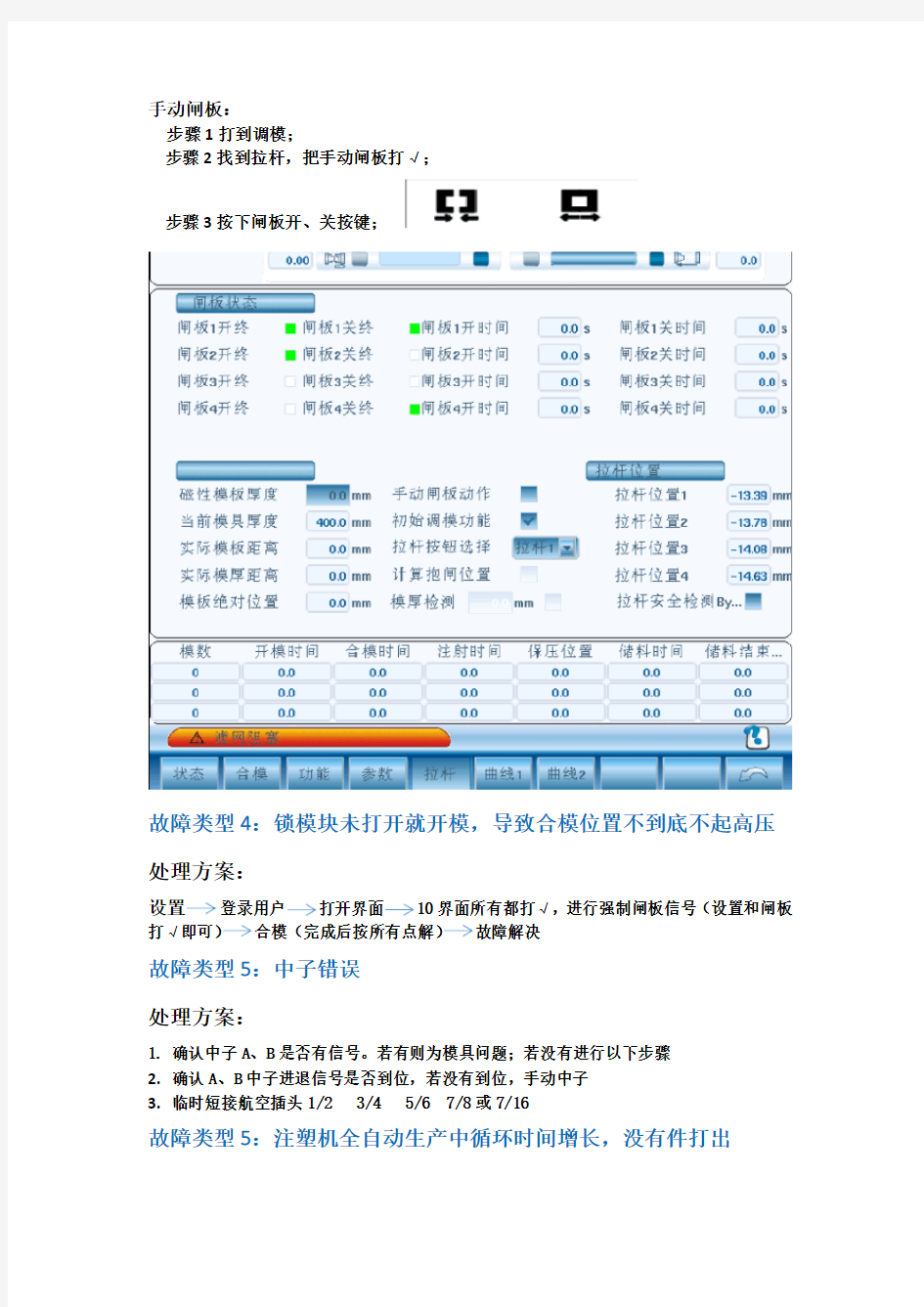
手动闸板:
步骤1打到调模;
步骤2找到拉杆,把手动闸板打√;
步骤3按下闸板开、关按键;
故障类型4:锁模块未打开就开模,导致合模位置不到底不起高压处理方案:
设置登录用户打开界面 10界面所有都打√,进行强制闸板信号(设置和闸板打√即可)合模(完成后按所有点解)故障解决
故障类型5:中子错误
处理方案:
1.确认中子A、B是否有信号。若有则为模具问题;若没有进行以下步骤
2.确认A、B中子进退信号是否到位,若没有到位,手动中子
3.临时短接航空插头1/2 3/4 5/6 7/8或7/16
故障类型5:注塑机全自动生产中循环时间增长,没有件打出
处理方案:
1.看储料时间是否增长,储料时间增长可能是料筒堵塞
2.下料口可能有结块
3.看下料口是否下料,若不下料即为料筒筛网处堵塞
解决:料筒拆下,把料倒出,清理或更换筛网
故障类型6:机器人不吸抓具
处理方案:
1.把机器人上的传感器调到位
2.机器人电源重新启动
3.找到输出信号“Dopfread”置1,重启示教器,手动吸取抓具
故障类型7:产品飞边现象严重
处理方案:
1.注射料量过大
2.注射压力过高,速度过快
3.保压压力过高,时间过长
4.模具温度过高(检查冰水机温度是否正常,若温度过高检查压力表是否缺氟利昂)
5.原料问题
故障类型7:注射时间不稳定
处理方案:
1.查看注射终点位置是否稳定,若不稳定为设备问题(螺杆头三小件、螺杆、料筒);若稳定,则为原料和模具问题
2.检查射嘴是否堵塞
3.调整工艺,加大注射压力及相关参数
4.加大料筒温度,相关工艺调整
故障类型8:注塑机不动作
处理方案:
主画面是否有输出1.检测动作设定参数或
到位信号万用表量阀两端电压
1.线头松了或断线
液压回路有问题
1.机械限位或阻挡
故障类型9:注塑机报警液压安全未开处理方案:
1.检查油温是否大于10度
2.检查行程开关和继电器,继电器线号B204