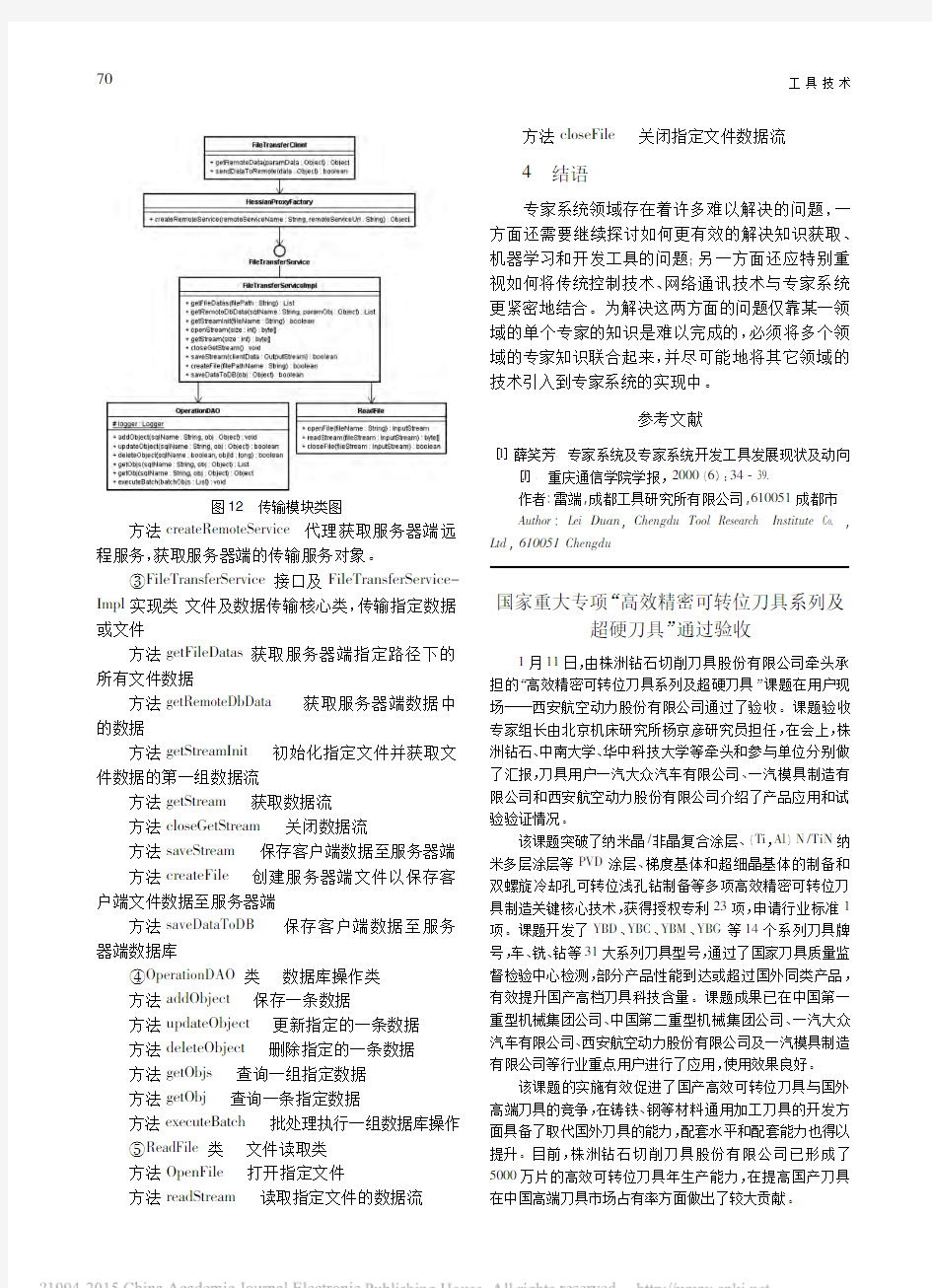
图12传输模块类图
方法createRemoteService代理获取服务器端远程服务,获取服务器端的传输服务对象。
③FileTransferService接口及FileTransferService-Impl实现类文件及数据传输核心类,传输指定数据或文件
方法getFileDatas获取服务器端指定路径下的所有文件数据
方法getRemoteDbData获取服务器端数据中的数据
方法getStreamInit初始化指定文件并获取文件数据的第一组数据流
方法getStream获取数据流
方法closeGetStream关闭数据流
方法saveStream保存客户端数据至服务器端
方法createFile创建服务器端文件以保存客户端文件数据至服务器端
方法saveDataToDB保存客户端数据至服务器端数据库
④OperationDAO类数据库操作类
方法addObject保存一条数据
方法updateObject更新指定的一条数据
方法deleteObject删除指定的一条数据
方法getObjs查询一组指定数据
方法getObj查询一条指定数据
方法executeBatch批处理执行一组数据库操作
⑤ReadFile类文件读取类
方法OpenFile打开指定文件
方法readStream读取指定文件的数据流
方法closeFile关闭指定文件数据流
4结语
专家系统领域存在着许多难以解决的问题,一方面还需要继续探讨如何更有效的解决知识获取、机器学习和开发工具的问题;另一方面还应特别重视如何将传统控制技术、网络通讯技术与专家系统更紧密地结合。为解决这两方面的问题仅靠某一领域的单个专家的知识是难以完成的,必须将多个领域的专家知识联合起来,并尽可能地将其它领域的技术引入到专家系统的实现中。
参考文献
[1]薛笑芳.专家系统及专家系统开发工具发展现状及动向[J].重庆通信学院学报,2000(6):34-39.
作者:雷端,成都工具研究所有限公司,610051成都市
Author:Lei Duan,Chengdu ToolResearch Institute Co.,Ltd,610051Chengdu
国家重大专项“高效精密可转位刀具系列及
超硬刀具”通过验收
1月11日,由株洲钻石切削刀具股份有限公司牵头承担的“高效精密可转位刀具系列及超硬刀具”课题在用户现场———西安航空动力股份有限公司通过了验收。课题验收专家组长由北京机床研究所杨京彦研究员担任,在会上,株洲钻石、中南大学、华中科技大学等牵头和参与单位分别做了汇报,刀具用户一汽大众汽车有限公司、一汽模具制造有限公司和西安航空动力股份有限公司介绍了产品应用和试验验证情况。
该课题突破了纳米晶/非晶复合涂层、(Ti,Al)N/TiN纳米多层涂层等PVD涂层、梯度基体和超细晶基体的制备和双螺旋冷却孔可转位浅孔钻制备等多项高效精密可转位刀具制造关键核心技术,获得授权专利23项,申请行业标准1项。课题开发了YBD、YBC、YBM、YBG等14个系列刀具牌号,车、铣、钻等31大系列刀具型号,通过了国家刀具质量监督检验中心检测,部分产品性能到达或超过国外同类产品,有效提升国产高档刀具科技含量。课题成果已在中国第一重型机械集团公司、中国第二重型机械集团公司、一汽大众汽车有限公司、西安航空动力股份有限公司及一汽模具制造有限公司等行业重点用户进行了应用,使用效果良好。
该课题的实施有效促进了国产高效可转位刀具与国外高端刀具的竞争,在铸铁、钢等材料通用加工刀具的开发方面具备了取代国外刀具的能力,配套水平和配套能力也得以提升。目前,株洲钻石切削刀具股份有限公司已形成了5000万片的高效可转位刀具年生产能力,在提高国产刀具在中国高端刀具市场占有率方面做出了较大贡献。
07工具技术
硬质合金可转位车刀设 计 文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
七、硬质合金可转位车刀设计 [原始条件] 加工推动架工序1中车¢50端面,工件材料HT200,铸件。表面粗糙度要求达到Ra6.3,需采用粗车完成其端面车削,总余量为3 mm,使用机床为CA6140普通车床。 试设计一把硬质合金可转位车刀。 设计步骤为: (1)选择刀片夹固结构。考虑到加工在CA6140普通车床上进行,且属于连续切削,由《切削手册》表4-22典型刀片夹固结构简图和特点,采用偏心式刀片夹固结构。 (2)选择刀片材料(硬质合金牌号)。由原始条件给定:被加工工件材料为HT200,连续切削,完成粗车工序,按照硬质合金的选用原则,选取刀片材料(硬质合金牌号)为YT15。 (3)选择车刀合理角度。根据刀具合理几何参数的选择原则,并考虑到可转位车刀几何角度的形成特点,选取如下四个主要角度:①前角γo= 15°;②后角?o= 5°;③主偏角k r = 90°;④刃倾角λs= -6°。 后角?o的实际数值以及副后角??o和副偏角k?rg在计算刀槽角度时,经校验后确定。 (4)选择切削用量。根据切削用量的选择原则,查表确定切削用量。
粗车时:切削深度a p =3mm,进给量f=0.5mm/r,切削速度v= 122m/min ; (5)选择刀片型号和尺寸: ①选择刀片有无中心固定孔。由于刀片夹具结构已选定为偏心式,因此应选用中心有固定孔的刀片。 ②选择刀片形状。按选定的主偏角k r = 90°,根据《切削手册》表 4-20刀片形状的选择原则,选用正三角形刀片。 ③选择刀片精度等级。由《切削手册》表4-17刀片精度等级的选择 原则,选用U级。 ④选择刀片内切圆直径d(或刀片边长L)。根据已确定的a p =3mm,k r = 90°和λs= 0°,将a p、k r和λs代入《金属切削刀具课程设计指导书》 公式(2.5),可求出刀刃的实际参加工作长度L se 为 L se = s r p k a λ cos sin=? - ?6 cos 90 sin 3 =3.0mm 则所选用的刀片边长L应为 L>1.5 L se =1.5×3.016=4.50mm 因为是正三角形刀片,L=√3d d=2.60mm ⑤选择刀片厚度s。根据已选定的a p =3mm、f=0.5mm/r,根据刀片厚度的诺模图求得刀片厚度s≥3.8mm。 ⑥选择刀尖圆弧半径r ε。根据已选定的a p =3mm、f=0.5mm/r及通过刀 尖圆弧半径诺模图,求得连续切削时的r ε =0.8mm。 ⑦由于工件材料为HT200,所以刀片可以无断屑槽。
一、刀具分类 刀具材料的种类很多,常用的材料有工具钢、硬质合金、陶瓷和超硬材料四大类。 1、碳素工具钢 碳素工具钢是指碳的质量分数为0.65%~1.35%的优质高碳钢。用做刀具的牌号一般是T10A和T12A。常温硬度60~64HRC。当切削刃热至200~250℃时,其硬度和耐磨性就会迅速下降,从而丧失切削性能。碳素工具钢多用于制造低速手用工具,如锉刀、手用锯条等。 2、合金工具钢 为了改善碳素工具钢的性能,常在其中加入适量合金元素如锰、铬、钨、硅和钒等,从而形成了合金工具钢。常用牌号有9SiCr、GCrl5、CrWMn等。合金工具钢与碳素工具钢相比,其热处理后的硬度相近,而耐热性和耐磨性略高,热处理性也较好。但与高速钢相比,合金工具钢的切削速度和使用寿命又远不如高速钢,使其应用受到很大的限制。因此,合金工具钢一般仅用于取代碳素工具钢,作一些低速、手动刀具,如手用丝锥、手动铰刀、圆板牙、搓丝板等。 3、高速钢 高速钢是一种含钨、铝、铬、钒等合金元素较多的高合金工具钢。高速钢主要优点是具有高的硬度、强度和耐磨性,且耐热性和淬透性良好,其允许的切削速度是碳素工具钢和合金工具钢的两倍以上。高速钢刃磨后切削刃锋利,故又称之为“锋钢”和“白钢”。高速钢是一种综合性能好、应用范围较广的刀具材料,常用来制造结构复杂的刀具,如成形车刀、铣刀、钻头、铰刀。拉刀、齿轮刀具等。 高速钢按其用途和性能不同,可分普通高速钢和高性能高速钢;按其化学成分不同,又可分为钨系高速钢和钨钼系高速钢。 1) 普通高速钢是指加工一般金属材料用的高速钢。常用牌号有W18Cr4V和W6Mo5Cr4V2。 ① W18Cr4V属钨系高速钢,它具有性能稳定,刃磨及热处理工艺控制方便等优点,但因钨价较高,且使用寿命短故使用较少。 ② W6Mo5Cr4V2属钨钼系高速钢,它的碳化物分布均匀,抗弯强度,冲击韧度和高温塑性都比W18Cr4V好,但磨削工艺略差。因其使用寿命长、价格低,故被广泛使用。 2) 高性能高速钢是在普通高速钢中再加入一些合金元素,以进一步提高它的耐热性、耐磨性。其切削速度可达50~lOOm/min。主要用于不锈钢、耐热钢、高强度钢等难加工材料的切削加工。有高钒高速钢和超硬高速钢等。 ①高矾高速钢(W12Cr4V4Mo)由于钒、碳含量的增加提高了耐磨性,刀具寿命比普通高速钢提高2~4倍,但是随着钒含量的提高使其磨削性能变差。故使用较少。 ②超硬高速钢是为了加工一些难以加工的材料而发展起来的。其常温硬度。高温硬度、耐热性和耐磨性都比普通高速钢高,具有良好的综合性能,可以加工
超硬材料及制品基本知识 一、超硬材料概念:对于超硬材料的含义至今没有一 个公认为满意的解释。1981年国际硬物质科学会议认为,硬度大于1000HV的物质均可称为硬物质,这就自然包括了金刚石和立方碳化硼。后来对这个定义进行了补充,认为能加工诸如硬质合金(硬度1600—1800HV)、刚玉(—2000HV)、碳化硅(—2200HV)等这一类物质的材料称为超硬材料。目前由于金刚石和立方氮化硼等材料有其极高的硬度,所以统称为超硬材,具有硬度高、耐磨和热传导性能好、热膨胀系数低等优异性能。 二、超硬材料的分类:分为单晶超硬材料和聚晶超硬 材料(也称为“复合超硬材料”)及3.金刚石薄膜三类。 单晶超硬材料和聚晶超硬材料的主要区别为:单晶金刚石/立方氮化硼材料的特点为硬度更高、耐热性更好,但尺寸较小,多用于制造锯片等切割工具;聚晶金刚石/立方氮化硼是指以金刚石和立方氮化硼微粉等单晶超硬材料为主要原料,添加金属或非金属粘结剂通过超高压高温烧结工艺制成的聚晶复合材料。它的特点是硬度、耐热性略逊于单晶材料,但是由于聚晶超硬材料是内部结构紧密的金刚石致密体,可以增加工具的切割面积,同时克服了单晶超硬材料由于粘结面积小造成的轻易从锯片表面脱落的弊端,具有更高的耐磨性。 金刚石薄膜是用化学气相沉积(CVD)法或其它方法在非金刚石衬底上制备出的超硬薄
膜。它不仅可用于制作各种金刚石刀具,还可作为功能材料用于制作声传感器、扬声器振动膜、红外窗口、X光检测窗口等,应用领域十分广泛。国际上从七十年代初开始进行金刚石薄膜的试制并迅速掀起金刚石薄膜研究开发热潮。我国从八十年代中期开始此项研究,并已列入国家“863计划”,现已能制备出80mm、厚2mm的金刚石薄膜,并在应用研究方面取得了不少成果,但目前总体上仍处于研制阶段,尚未达到工业化应用阶段。有人预计,金刚石薄膜将是21世纪金刚石工业的主要材料,各国科学家都在为使金刚石薄膜产业化而不懈努力。 三、金刚石按用途分为两类:质优粒大可用作装饰品的称宝石级金刚石,质差粒细用于工业的称工业用金刚石。 宝石级金刚石,又称钻石,光泽灿烂,晶莹剔透,被誉为“宝石之王”,价值昂贵,是世界公认的第一货品,其占有程度和消费水平往往被视为是衡量个人和国家经济富裕程度的标志。达不到宝石级的金刚石(工业用金刚石),以其超硬性广泛用于机电、光学、建筑、交 ?总的来说,复合超硬材料相对于传统合金材料具有强大的替代性,市场潜力更大,广泛应用于机械、冶金、地质、石油、煤炭、石材、建筑等传统领域,电子信息、航天航空、国防等高技术领域以及汽车、家电等新兴产业。 1.1复合超硬材料的主要产品用途?当前,复合超硬材料的产品主要分为四类:石油天然气钻头用聚晶金刚石复合片、煤田矿山用聚晶金刚石复合片、聚晶金刚石高品级拉丝模坯和刀具用聚晶金刚石/聚晶立方氮化硼复合片。 (1)石油天然气钻头用聚晶金刚石复合片 石油天然气聚晶金刚石复合片是由无数微小金刚石颗粒和粘结剂混合组成的切削层和硬质合金衬底层在高温高压下烧结合成的,具有很高强度、硬度、耐磨性、抗冲击
45°可转位车刀设计 一、设计背景 硬质合金刀片是标准化、系列化生产的,其几何形状均事先磨出。而车刀的前后角是靠刀片在刀杆槽中安装后得到的,刀片可以转动,当一条切削刃用钝后可以迅速转位将相邻的新刀刃换成主切削刃继续工作,直到全部刀刃用钝后才取下刀片报废回收,再换上新的刀片继续工作。因此可转位式车刀完全避免了焊接式和机械夹固式车刀因焊接和重磨带来的缺陷,无须磨刀换刀,切削性能稳定,生产效率和质量均大大提高,是当前我国重点推广应用的刀具之一 二、原始数据 工件材料:40Cr Ra3.2 机床:C620 CA6140 v=80~120m/min,a p=0.2~8mm,f=0.5~2mm/r 其他数据: c 三、刀片材料的选择 由给定的原始材料:被加工工件材料为40Cr,连续切削完成粗车工序,按照硬质合金选用原则,选取刀片材料(硬质合金牌号)为YT5。 四、刀片夹固结构的选择 考虑到加工在CA6140普通机床上进行,且属于连续切削,参照《刀具课程设计指导书》表2.1典型刀片加固结构简图和特点,采用偏心式刀片夹固结构。
五、 刀具合理几何参数的选择 根据刀具几何参数的选用原则,并考虑到可转位车刀的几何角度形成特点,选取如下四 个主要角度:①前角°07.5?=②后角°07.5α= ③主偏角°r 45K = ④刃倾角°5s λ=-。 后角的实际数值以及副后角和副角在计算刀槽角度时经校验后确定。 六、 切削用量的选择 根据切削用量的选择原则,查表确定切削用量。粗车时切削深度p a =3mm ,进给量f=0.5mm/r,切削速度v=80m/min. 七、 刀片形状和尺寸的选择 ① 选择刀片有无中心固定孔。由于刀片加固结构已选定为偏心式,因此应选用有中心固定孔的刀片。 ② 选择刀片形状。按选定主偏角45°,参照本章2.4节的表2.3刀片形状的选用原则,选用正方形刀片(这样既可以提高刀尖强度,又增加了散热面积,使刀具寿命有所提高,还可以减小已加工表面的残余面积,使表面粗糙度数值减小)。 ③ 选择刀片精度等级。参照本章2.4节表2.4刀片精度等级的选用原则,选用U 级。 ④ 选择刀片内切圆直径。根据已定p a =3mm ,°r 45K =,°5s λ=-,代入下式,可 得: Le=p a /sin r K cos s λ=3.011mm; 1.5L Le > =1.5 3.011?=4.50mm ⑤ 选择刀片厚度s 。根据已选定的粗车时切削深度p a =3mm, 进给量f=0.5mm/r,通过图 2.3选择刀片厚度的诺模图,求得刀片厚度S ≥4.76mm 。 ⑥ 选择刀尖圆弧半r 。根据已选定的粗车时切削深度p a =3mm, 进给量f=0.5mm/r,利用一般刀片刀尖圆弧半径应等于或大于车削时最大进给量的1.25倍,求得连续切削时的刀尖圆弧半径为r=0.6mm 。 ⑦ 选择刀片断屑槽形式和尺寸,参照本章2.4节中刀片断屑槽形式和尺寸的选择原则,根据已知的原始条件,选用A 型断屑槽,断屑槽的尺寸在选定刀片型号和尺寸后便可确定。 综合以上七方面的选择结果,确定选用的刀片型号是FNUM190608(见下图),其具体尺寸为 : L=19mm ,d=15.875mm ,s=6.35mm ,1d =6.35mm ,r=0.8mm 刀片刀尖角ε=82°刀片刃倾角 °0sb λ=;断屑槽宽度n W =4mm ;取法前角nb ?=15°。
刀具的材料及其应具备的性能 刀具材料是决定刀具切削性能的根本因素,对于加工效率、加工质量、加工成本以及刀具耐用度影响很大。使用碳工具钢作为刀具材料时,切削速度只有10m/min左右;20世纪初出现了高速钢刀具材料,切削速度提高到每分钟几十米;30年代出现了硬质合金,切削速度提高到每分钟一百多米至几百米;当前陶瓷刀具和超硬材料刀具的出现,使切削速度提高到每分钟一千米以上;被加工材料的发展也大大地推动了刀具材料的发展。 一刀具材料应具备的性能 性能优良的刀具材料,是保证刀具高效工作的基本条件。刀具切削部分在强烈摩擦、高压、高温下工作,应具备如下的基本要求。 高硬度和高耐磨性 刀具材料的硬度必须高于被加工材料的硬度才能切下金属,这是刀具材料必备的基本要求,现有刀具材料硬度都在60HRC以上。刀具材料越硬,其耐磨性越好,但由于切削条件较复杂,材料的耐磨性还决定于它的化学成分和金相组织的稳定性。 足够的强度与冲击韧性 强度是指抵抗切削力的作用而不致于刀刃崩碎与刀杆折断所应具备的性能。一般用抗弯强度来表示。冲击韧性是指刀具材料在间断切削或有冲击的工作条件下保证不崩刃的能力,一般地,硬度越高,冲击韧性越低,材料越脆。硬度和韧性是一对矛盾,也是刀具材料所应克服的一个关键。 高耐热性 耐热性又称红硬性,是衡量刀具材料性能的主要指标。它综合反映了刀具材料在高温下保持硬度、耐磨性、强度、抗氧化、抗粘结和抗扩散的能力。 良好的工艺性和经济性 为了便于制造,刀具材料应有良好的工艺性,如锻造、热处理及磨削加工性能。当然在制造和选用时应综合考虑经济性。当前超硬材料及涂层刀具材料费用都较贵,但其使用寿命很长,在成批大量生产中,分摊到每个零件中的费用反而有所降低。因此在选用时一定要综合考虑。 二常用刀具材料 常用刀具材料有工具钢、高速钢、硬质合金、陶瓷和超硬刀具材料,目前用得最多的为高速钢和硬质合金。 高速钢 高速钢是一种加人了较多的钨、铬、钒、相等合金元素的高合金工具钢,有良好的综合性能。其强度和韧性是现有刀具材料中最高的。高速钢的制造工艺简单,容易刃磨成锋利的切削刃;锻造、热处理变形小,目前在复杂的刀具,如麻花钻、丝锥、拉刀、齿轮刀具和成形刀具制造中,仍占有主要地位。高速钢可分为普通高速钢和高性能高速钢。 普通高速钢,如W18Cr4V广泛用于制造各种复杂刀具。其切削速度一般不太高,切削普通钢料时为40-60m/min。 高性能高速钢,如W12Cr4V4Mo是在普通高速钢中再增加一些含碳量、含钒量及添加钴、铝等元素冶炼而成的。它的耐用度为普通高速钢的1.5-3倍。 粉末冶金高速钢是70年代投入市场的一种高速钢,其强度与韧性分别提高30%-40%和80%-90%.耐用度可提高2-3倍。目前我国尚处于试验研究阶段,生产和使用尚少。
第二章、可转位刀片的介绍 1、可转位刀具的基本概念 (理解) 可转位刀具是将预先加工好并带有若干个切削刃的多边形刀片,用机械夹固的方法夹紧在刀体上的一种刀具。当在使用过程中一个切削刃磨钝了后,只要将刀片的夹紧松开后转位或更换刀片,使新的切削刃进入工作位置,再经夹紧就可以继续使用。 2、可转位刀具与焊接式刀具和整体式刀具相比有两个特征(了解) 1)刀体上安装的刀片,至少有两个预先加工好的切削刃供使用。 (个别特殊刀片不能转位,只能更换,如球头刀片) 2)刀片转位后的切削刃在刀体上位置不变,并具有相同的几何参数。 3、可转位刀片与焊接式刀具相比有以下特点:(了解) 1)刀片成为独立的功能元件,其切削性能得到了扩展和提高; 2)机械夹固式避免了焊接工艺的影响和限制,更利于根据加工对象选择各种材料的刀片,并充分地发挥了其切削性能,从而提高了切削效率; 3)切削刃空间位置相对刀体固定不变,节省了换刀、对刀等所需的辅助时间,提高了机床的利用率。 4)由于可转位刀具切削效率高,辅助时间少,所以提高了工效率,而且可转位刀具的刀体可重复使用,节约了钢材和制造费用,因此其经济性好。可转位刀具的发展极大的促进了刀具技术的进步,同时可转位刀体的专业化、标准化生产又促进了刀体制造工艺的发展。 4、刀片常识:(了解) 1)硬质合金刀片是钨跟钴粉末按一定的比例混合,用模具压制后送高温炉中烧结完成,粗加工就直接涂层,精加工经修磨后再涂层。 2)刀具涂层的成份有很多:主要有两种成份三氧化二铝(AL2O3)、氮化钛(TiN)。 其中三氧化二铝(AL2O3)涂层用于耐磨、氮化钛(TiN)涂层用于耐崩。 3)本公司所有刀片中,90%以上都是涂层硬质合金刀片。只有部分是陶瓷或金属陶瓷材质的刀片,他通常不涂层。 5、刀片材质的种类有很多,可分为以下6种(识记) 1)硬质合金-刀片 2)镀层硬质合金-刀片 3)金属陶瓷-刀片 4)纯陶瓷-刀片 5)CBN立方氮化硼-刀片(车削较多)6)PCD金刚石-刀片 硬质合金硬质合金涂层(涂层硬质合金) 金属陶瓷涂层金属陶瓷高压烧结体超微粒硬 质合金耐磨损用硬质合金超微粒硬质合金 涂层硬质合金(Coated carbide) 涂层硬质合金(Coated carbide) 涂层硬质合金(Coated carbide) 涂层硬质合金 涂层硬质合金(Coated carbide) 金属陶瓷(Cermet) 非涂层硬质合金(Uncoated cemented carbide)
开题报告书 论文题目:新型超硬刀具材料的研究应用现状 研究课题的目的和意义: 2012年,国家发改委为了更好的扶持新兴产业的发展,研究起草了《战略性新兴产业重点产品和服务指导目录》,其中包括新材料产业在内的7项战略性新兴产业产品,为超硬刀具材料产业的发展提供了良好的政策支持和外部条件。刀具作为机械制造系统的重要组成部分,对其的研发与运用已经成为衡量一个国家机械制造业水平的重要指标。 随着切削加工工件材料的不断发展,尤其是一些难以加工店额材料的出现,超硬材料刀具得到了越来越广泛地应用。 在目前的刀具市场上,占据最大市场份额的刀具材料仍为高速钢和硬质合金,但这些刀具的硬度最高仅为2000~3000HV,若加上粘接物质,其总体硬度则在2000HV以下。对于难加工材料和高速高精加工来说,较低硬度的刀具材料已不能胜任。以金刚石和立方氮化硼(CBN)为代表的超硬材料刀具则迅速占领这个市场。其中金刚石具有极高的硬度和耐磨性,其硬度可达10000HV,是刀具材料中最硬的,热稳定性可达700℃~800℃。而立方氮化硼的硬度仅次于金刚石(可达8000HV~9000HV),并且热稳定性更高(达1250℃~1350℃)。 “精密、智能、柔软、高效、绿色环保”已经成为现代机械制造业的发展方向,而更加先进的技术要求和对产品品质的高追求使得传统刀具已经无法胜任,而新型超硬刀具因而呼之欲出。 超硬材料刀具具有加工效率高,使用寿命长,加工质量好等特点,过去主要用于精加工,近几年来由于改进了人造超硬刀具材料的生产工艺,控制了原料纯度和晶粒尺寸,采用了复合材料和热压工艺等,应用范围不断扩大,除适于一般的精加工和半精加工外,还可用于粗加工,在国际上公认为是当代提高生产率最有希望的刀具材料之一。 拟定研究方案(包括内容、方法、预期目标、进度安排等): 研究内容: 新型超硬刀具材料在现在机械制造行业占据的重要地位,以及现在世界上对其的研究和测试,并加以改善,使之能够最大发挥作用。 超硬刀具材料是指与天然金刚石的硬度、性能相近的人造金刚石和CBN (立方氮化硼)。由于天然金刚石价格比较昂贵,所以生产上大多采用人造聚晶金刚石(PCD)、聚晶立方氮化硼(PCBN),以及它们的复合材料。 研究方法及预期目标: 本文采用理论结合实际的法研究方法,首先讨论超硬刀具材料的研究现状和发展背景,交待现状该材料行业的背景和环境。然后结合我国的实际情况,深入分析新型超硬刀具材料的特点、性能以及主要的制备方法和生产工艺,并结合实际案例和相关数据进行说明。最后对新型刀具材料的应用领域和未来发展前景进行分析,综合探究其发展趋势。 进度安排: 1.2014年12月1日-2015年1月15日将《毕业论文开题报告书》送交指 导老师并且完成开题 2.2015年1月15日- 2015年2 月15 日查阅相关文献,包括该材料的相
陶瓷刀具的种类和性能 陶瓷作为非金属刀具材料,因其能实现高硬度材料的切削和高速切削,所以作为工业的牙齿在金属切削领域中广泛应用,本文根据陶瓷刀具(含立方氮化硼刀具)的种类和性能,浅谈它们的使用区别及其适合加工材质。 一,陶瓷刀具的种类及发展脉络 陶瓷刀具的种类及发展:陶瓷刀具最明显的发展线条是刀片的韧性依次增强:氧化铝陶瓷刀具—-复合氧化铝陶瓷刀具--氮化硅陶瓷刀具--立方氮化硼刀具。 在金属切削领域,氧化铝陶瓷刀具和氮化硅陶瓷刀具合称为陶瓷刀具;在无机非金属材料学中,立方氮化硼材料归于陶瓷材料大类,立方氮化硼材料刀具的问世,是陶瓷刀具的革命。我国河南超硬材料研究所作为国内最早研究聚晶立方氮化硼材料刀具的研究所之一,最近推出纯氮化硼烧结体陶瓷刀具,其韧性和耐磨性能显着增加。 二,陶瓷刀具的性能及其在金属切削中的应用 陶瓷刀具比硬质合金刀片相比,可承受2000℃的高温,而硬质合金在800℃时则变软;所以陶瓷刀具更具有高温化学稳定性,可高速切削,但其缺 点是氧化铝陶瓷刀具的强度和韧性很低,容易破碎。因陶瓷刀具耐高温,对高温高速切削更有利,由于陶瓷热导率低,高温只在刀尖,高速切削所产生的热量都随切屑带走,所以大部分研究者认为:氧化铝陶瓷刀具能够,且最好高于硬质合 金切削的10倍线速度下进行切削,才能真正体现陶瓷刀具的优点。 为了减低陶瓷刀具对破碎的敏感性,在企图改善其韧性、提高耐冲击性能时,加入了氧化锆或加入碳化钛与氮化钛的混合物。尽管加入了这些添加剂,但是陶瓷刀具的韧性比硬质合金刀片还是低得多。 另一个提高氧化铝陶瓷刀具韧性的方法是在材料中加入结晶纹理或碳化硅晶须,通过这些特殊的平均起来仅有1纳米直径,20微米长很结实的晶须,相 当程度地增加了陶瓷的韧性、强度和抗热冲击性能。单受其抗冲击韧性限制,一直精车加工领域中使用。 和氧化铝陶瓷刀具一样,氮化硅陶瓷刀具比硬质合金刀片有更高的热硬性。它耐高温与机械冲击的性能也比较好,与氧化铝陶瓷刀具相比它的缺点是在加工
一: 选择刀片夹固结构 工件的直径D 为 50mm,工件长度L=360mm.因此可以在普通机床CA6140上加工. 表面粗糙度要求1.6μm,为精加工,但由于可转为车刀刃倾角s λ通常取负值,切屑流 向已加工表面从而划伤工件,因此只能达到半精加工. 参照《机械制造技术基础课程补充资料》表2.1典型刀片结构简图和特点,采用偏心式刀片加固结构较为合适. 二: 选择刀片结构材料. 加工工件材料为45号钢,正火处理,连续切屑,且加工工序为粗车,半精车了两道工序.由于加工材料为钢料,因此刀片材料可以采用YT 系列,YT15宜粗加工,YT30宜精加工,本题要求达到半精加工,因此材料选择YT30硬质合金. 三: 选择车刀合理角度 根据《机械制造技术基础》刀具合理几何参数的选择,并考虑可转位车刀几何角度的形成特点,四个角度做如下选择: ① 前角0γ:根据《机械制造技术基础》表3.16,工件材料为中碳钢(正火),半精车, 因此前角可选0γ=20, ② 后角0?:根据《机械制造技术基础》表3.17,工件材料为中碳钢(正火),半精车,因此后角可选0?=6 ③ 主偏角γκ:根据题目要求,主偏角γκ=75 ④ 刃倾角s λ:为获得大于0的后角0?及大于0的副刃后角'0?,刃倾角s λ=-5 后角0?的实际数值及副刃后角'0?和副偏角'γκ在计算刀槽角度时经校验确定. 四: 选择切屑用量 根据《机械制造技术基础》表3.22: 粗车时,背吃刀量p a =3mm,进给量f=0.6mm/r,切削速度v=110m/min 半精车时, 背吃刀量p a =1mm,进给量f=0.3mm/r,切削速度v=130m/min 五: 刀片型号和尺寸 ① 选择刀片有无中心孔.由于刀片加固结构已选定为偏心式,因此应选用有中心固 定孔的刀片. ② 选择刀片形状.按选定主偏角γκ=75,参照《机械制造技术基础课程补充资料》2.4.4.2刀片形状的选择原则,选用正方形刀片. ③ 选择刀片的精度等级.参照《机械制造技术基础课程补充资料》2.4.4.3节刀片精度等级的选择原则,一般情况下选用U 级. ④ 选择刀片内切圆直径d(或刀片边长L).根据已确定的背吃刀量p a =3mm, 主偏
超硬刀具加工淬火件实现以车代磨工艺 随着现代技术的不断发展,越来越多的高硬度淬火件出现在加工现场,刚开始多数选择磨削方式作为最后加工工序,来保证淬火件的尺寸和精度。但随着刀具行业的不断研究、实践,最终研制出可以车代磨的车刀刀具材料—硬质合金刀具、陶瓷刀具、立方氮化硼刀片。 下面就具体介绍一下以车代磨的工艺及什么情况下可选择以车代磨工艺加工淬火件。 一、以车代磨的含义及工艺 所谓的以车代磨简单来说就是车削代替磨削作为精加工工序或最后加工工序,完成图纸要求尺寸和精度。 刚开始出现淬火件时磨削加工是主流,磨削可以很好的保证淬火件的尺寸,尤其是精度要求体现的更好。就如轴类淬火件的加工工艺为车加工—热处理—磨削。但是随着淬火件的批量生产和更多的大型,复杂淬火件的出现,对于磨削来说,效率太低。大型淬火件热处理后变形量大,余量大,磨削每次只能小余量磨削,而且遇到复杂的淬火件时找不到相对应的磨床磨削。之后通过刀具行业的不断努力研究、实践,最终研制出了可实现以车代磨的车刀刀具材料。分别是硬质合金刀具,陶瓷刀具,立方氮化硼刀片。现在如加工轴类淬火件的加工工艺为粗加工—热处理—精加工。 以上三种刀具最先研制出的是硬质合金刀具,在现代还是机械制造厂的主流车刀刀具。之后是陶瓷刀具—立方氮化硼刀片。其中由于淬火件是经过热处
理后的工件,故硬度高,耐磨性好。选择刀具材料的同时需考虑刀具材料的刀体硬度,耐磨性和抗冲击性。以上三种刀具按硬度来说:立方氮化硼刀片>陶瓷刀具>硬质合金刀具,从韧性上来说:立方氮化硼刀片>硬质合金刀具>陶瓷刀具。可见加工淬火件立方氮化硼刀片是最有优势的。 二、什么情况下选择以车代磨工艺 虽说目前已实现以车代磨工艺,但车削并不是完全代替了磨削加工淬火件。如淬火件精度要求较高时可选择磨削方式,那什么情况下可选择以车代磨工艺,请看以下分析: (1)在数控机床上加工复杂的表面和几个复杂的表面,车削代替磨削工序可以减少1/3——2/3的劳动量,而且能保证很高的位置精度。 (2)形状复杂的内孔或小孔。如采用磨削,要求砂轮的形状也相应复杂,有的时候无法磨削,这时采用车削最为有利。 (3)一个零件几个表面(外圆、内孔、端面、阶台、沟槽)都需磨削,这时采用车削,一道工序即可完成,可减去磨削用的工装。 (4)零件淬火后易变形和留余量小时易造成废品,这时可留余量大一些,待淬火后,再用超硬刀具切除多余余量,再磨削,以减少因变形大而产生的废品,此时可以选择韧性好的立方氮化硼刀片(非金属粘合剂立方氮化硼刀片)进行大余量硬车削。
超硬刀具种类有哪些及特点【详细版】 随着现代工程材料加工在硬度方面的要求越来越高,刀具的硬度也越来越高了,更多的超硬刀具应用而生。超硬刀具主要应用于切削种淬硬钢,包括碳素工具钢、合金工具钢、高速钢、轴承钢、模具钢等,或切削各种铁基、镍基、钴基和其他热喷涂(焊)零件。不过,切割不同的材料会有不同的超硬刀具,所以了解清楚超硬刀具的分类是非常重要的。 (1) PCD金属切削刀具 刀具种类:以车刀为例,其它还有铣刀,铰刀,镗刀。 结构形式:此类刀具从结构上主要可分为焊接式PCD刀具和可转位式PCD刀具。式PCD刀具同普通硬质合金焊接刀具结构形式是一样的。不同的是刃口材质不一样,几何参数不一样,加工对象不一样。可转位式PCD刀片是在硬质合金可转位刀片上焊接一小块PCD刀坯再经刃磨而成,可装夹在与之对应的高精度刀杆上,进行高效,大批量加工。 随着数控机床、自动生产线的普及,可转位式PCD刀片的使用将越来越广泛,在一定条件下,其刀具耐用度较硬质合金刀具可提高几十倍至几百倍。 刀具几何参数:金刚石切削工具的几何参数一般其前角为0°-5°,后角为5°~12°,其端部有两种,一是圆弧,另一为直线,后者有时称为修光刃,其长度根据被加工材料来选择。圆弧车刀在切削过程中的调整比较简单,而平刃的调整相对而言是很费时的。如果应用在高精度的曲面加工中,圆弧的刃磨要求就很严格,它精度的优劣会复印在曲面上。 典型应用 有色金属的高速、高稳定性、低粗糙度加工及镜面加工采用PCD刀具加工有色金属时,由于金刚石硬度高,表面与金属亲合力小,因此加工尺寸稳定性及表面质量都很好,刀具寿命也较长。 (2) PCD木工刀具 PCD木工刀具目前最主要的用途就是加工强化木地板。在加工强化木地板Al2O3耐磨层时,切削速度可达3,000m/min, ,进给量可达每分钟20米,且加工时噪音小, PCD刀具耐用度是硬质合金刀具的200倍以上,已完全取代硬质合金刀具。其它PCD木工刀具主要有PCD 锯片和PCD家具成形铣刀等。由于价格较贵或家具更新较快,国内应用不是很多。 (3)PCBN金属切削刀具 立方氮化硼(简称CBN) 虽然它的硬度稍逊于金刚石,但却是目前可用于加工硬化黑色金属的最硬的刀具材料。 以上就是超硬刀具的分类,超硬刀具材料种类繁多,尤其是金刚石,其种类较多。超硬材料的化学成分及其形成硬度的规律与其他刀具材料不同,它们的硬度大大高于其他物质。
论文题目:立方氮化硼刀具特点及应用设计 2013年11月25日
目录
立方氮化硼刀具特点及应用设计 摘要: 立方氮化硼(CBN)是纯人工合成的材料,它具有优良的物理力学性能,具有硬度高、韧性好、热稳定性高和化学惰性大等特点。因此在切削加工的各个方面表现 出了优异的切削性能,特别适宜于加工各种淬硬钢、冷硬铸铁等难加工材料。本文 介绍CBN刀具材料的切削性能,以及在加工过程中的使用特点和应该注意的问题, 为在机械加工行业推广奠定基础。 关键词: CBN(立方氮化硼);PCBN(聚晶立方氮化硼);刀具;材料;切削性能 Cubic Boron nitride Cutting Tool Characteristics and Application Design Abstract: Cubic boron nitride (CBN) is a pure synthetic material, which has such excellent physical and mechanical properties as high hardness, good toughness, high thermal stability and chemical inertness etc. Therefore, in various aspects of cutting it showed excellent performance, and is particularly suitable for processing all kinds of hardened steel, cast iron and other hard materials processing. This paper introduces the cutting performance of CBN tool materials, as well as how to use this tool and the problems that should be paid attention to during the process, for the purpose of laying a foundation to its application in mechanical processing. Key Words:cubic boron nitride; polycrystalline cubic boron nitride; cutting tool; material; cutting performance 1 引言 立方氮化硼(Cubic Boron Nitride简称CBN)由于具有高硬度,高耐磨性,低摩擦系数,高热传导率、良好的耐热性和化学稳定性等这些独特的特性组合,使其成为加工各类铁族金属材料的有效工具,并被誉为“过去半个世纪提高工业生产率的最大贡献之一”。CBN的优异性能,特别是在汽车发动机制造行业,CBN 已在工业发达国家得到了较为普遍的应用和迅速的发展。目前美国、欧洲、日本的汽车发动机轴类零件(曲轴、凸轮轴)的精加工几乎普及了CBN砂轮磨削,我国从90年代至今,一直在从事这方面的研究工作,其数控磨床的制造CBN刀
一、车刀的结构 机夹可转位车刀是将可转位硬质合金刀片用机械的方法夹持在刀杆上形成的车刀,一般由刀片、刀垫、夹紧元件和刀体组成(见图1)。 图1 机夹可转位车刀组成 根据夹紧结构的不同可分为以下几种形式。 ·偏心式(见图2) 偏心式夹紧结构利用螺钉上端的一个偏心心轴将刀片夹紧在刀杆上,该结构依靠偏心夹紧,螺钉自锁,结构简单,操作方便,但不能双边定位。当偏心量过小时,要求刀片制造的精度高,若偏心量过大时,在切削力冲击作用下刀片易松动,因此偏心式夹紧结构适于连续平稳切削的场合。 图2 偏心式夹紧结构组成 ·杠杆式(见图3) 杠杆式夹紧结构应用杠杆原理对刀片进行夹紧。当旋动螺钉时,通过杠杆产生夹紧力,从而将刀片定位在刀槽侧面上,旋出螺钉时,刀片松开,半圆筒形弹簧片可保持刀垫位置不动。该结构特点是定位精度高、夹固牢靠、受力合理、适 用方便,但工艺性较差。 图3 杠杆式夹紧结构组成 ·楔块式(见图4) 刀片内孔定位在刀片槽的销轴上,带有斜面的压块由压紧螺钉下压时,楔块一面靠紧刀杆上的凸台,另一面将刀片推往刀片中间孔的圆柱销上压紧刀片。该结构的特点是操作简单方便,但定位精度较低,且夹紧力与切削力相反。 图4 楔块式夹紧结构 不论采用何种夹紧方式,刀片在夹紧时必须满足以下条件:①刀片装夹定位要符合切削力的定位夹紧原理,即切削力的合力必须作用在刀片支承面周界内。 ②刀片周边尺寸定位需满足三点定位原理。③切削力与装夹力的合力在定位基面(刀片与刀体)上所产生的摩擦力必须大于切削振动等引起的使刀片脱离定位基面的交变力。夹紧力的作用原理如表1所示。 可转位车刀片的形状有三角形、正方形、棱形、五边形、六边形和圆形等,是由硬质合金厂压模成形,使刀片具有供切削时选用的几何参数(不需刃磨);同
聚晶立方氮化硼(PCBN)刀具及存在的问题 作者:admin 发表时间:2011-12-23 11:17:49 点击:132 CBN颗粒的大小不但对PCBN刀具的切削表面质量有影响,而且对PCBN烧结时粘结剂的烧结能力起到一定的作用。一般来说,CBN颗粒度越小,PCBN刀具切削表面质量越好,刀具抗冲击能力和耐磨性越好,因此,在加工淬硬钢并且要求高的表面质量(即实现PCBN刀具的“以车代磨”)时,PCBN刀具所采用中的CBN颗粒应取较小值。但另一方面,由于PCBN刀片的烧结是通过“毛细现象”即各种粘结剂元素渗透到CBN颗粒之间实现的,如果CBN颗粒太小,CBN颗粒间的间隙就会减小,从而使得粘结剂元素的渗透量减小。因此,烧结时CBN颗粒又应选得大一些。综合考虑以上两种因素,CBN烧结时应多选择混合粒度,并根据所选粘结剂粘结能力的不同而确定不同的粒度范围。 (3)CBN晶粒含量 PCBN刀具中的CBN晶粒含量对PCBN刀具的硬度、导热性有较大的影响。CBN含量越高,刀具的硬度越高,导热性越好。高含量PCBN刀具(一般CBN含量为80%~90%)是以CBN之间的直接结合为主,具有高硬度和高导热性。这类PCBN刀具适合加工高硬度合金和组织中含有高硬质点的材料,如冷硬铸铁、耐热合金等。目前此类刀具刀片主要有GE公司的BZN6000,Element Six公司的AMB90,住友电工公司的BN100、BN600等。低含量PCBN刀片多为陶瓷粘结剂,耐热性好,易于加工淬硬钢(合金钢、轴承钢、模具钢、碳钢等),利用切削区内热滞留高温形成的金属软化效应进行切削。GE公司的BZN8100、BZN8200,Element Six公司的DBC50,住友电工公司的NB300、NB220以及山高公司的CBN10、CBN100、CBN150等均属于此类。 (4)粘结剂 CBN烧结所需的粘结剂:①物理化学性能越接近CBN越好,这样不会过多的削弱烧结后PCBN刀具的切削性能;②易于达到熔点温度或在此温度下具有较好的塑性;③相对于CBN具有足够的化学活性,具有使六方氮化硼(HBN)向CBN转化的催化性。 目前,常用到的粘结剂按其物理化学性质可分为金属粘结剂(如Ni、Co、Ti、Ti-Al 等)和陶瓷粘结剂(如TiN、TiC、TiCN、Al2O3等);按作用可分为催化剂(如Al、AlN、AlB2、Si等)和溶解剂(如Ti、Ni、Co、TiN、TiC、TiCN等)。粘结剂种类和含量都对PCBN刀片的性能有不同的影响。碳化物、氮化物、碳氮化物可以提高PCBN刀片的抗化学磨损能力和抗冲击能力,但含量过高会降低刀具硬度,使刀具寿命缩短;钴是最常用的粘结剂,可以提高CBN烧结时的烧结度;Ti陶瓷粘结剂可以提高PCBN刀片的韧性;铝及铝的化合物可与CBN颗粒及其它粘结剂发生反应,使CBN颗粒粘结得更加牢固,提高刀具耐磨性;Si和Al、AlN、AlB2的混合物是HBN向CBN转化的有效催化剂,在陶瓷粘结剂里加入少量的Al、Si还可以增强CBN间的粘结,形成连续的陶瓷相;以铝化镍作为粘结剂的PCBN复合片导电性好,适于采用低成本电火花进行切割。
车床可转位刀片的选择 拿到工件图纸以后,根据图纸的要求首先选择合适形状的可转位刀片。一般情况下,主要使用车床完成车削外圆和内孔、切断和切槽和车削螺纹等工作。刀片选用根据加工工艺的具体情况决定。一般要选通用性较高的及在同一刀片上切削刃数较多刀片。粗车时选较大尺寸,精、半精车时选较小尺寸。我们根据工艺的要求依次确定需要的刀片形状、切削刃长度、刀尖圆弧、刀片厚度、刀片后角和刀片精度。 一、选择刀片形状 车外圆的刀片 S形:四个刃口,刃口较短(指同等内切圆直径),刀尖强度较高,主要用于75°、45°车刀,在内孔刀中用于加工通孔。 T形:三个刃口,刃口较长,刀尖强度低,在普通车床上使用时常采用带副偏角的刀片以提高刀尖强度。主要用于90°车刀。在内孔车刀中主要用于加工盲孔、台阶孔。 C形:有两种刀尖角。100°刀尖角的两个刀尖强度高,一般做成 75°车刀,用来粗车外圆、端面,80°刀尖角的两个刃口强度较高,用它不用换刀即可加工端面或圆柱面,在内孔车刀中一般用于加工台阶孔。 R形:圆形刃口,用于特殊圆弧面的加工,刀片利用率高,但径向力大。 W形:三个刃口且较短,刀尖角80°刀尖强度较高,主要用在普通车床上加工圆柱面和台阶面。 D形:两个刃口且较长,刀尖角55°刀尖强度较低,主要用于仿形加工,当做成93°车刀时切入角(图1)不得大于27°~30°;做成62.5°车刀时,切入角不得大于57°~60°,在加工内孔时可用于台阶孔及较浅的清根。
图1 V形:两个刃口并且长,刀尖角35°刀尖强度低,用于仿形加工。做成93°车刀时切入角不大于50°;做成72.5°车刀时切入角不大于70°;做成107.5°车刀时切入角不大于35°。 2. 切断、切槽刀片: 1) 切断刀片: 在数控车床上一般使用直接压制出断屑槽形的切断刀片(图3),它能使切屑横向产生收缩变形,切削轻快,断屑可靠,另外它的侧偏角和侧后角都很大,切削热产生的少,使用寿命长,只是价格高一些。 2) 切槽刀片:一般切深槽用切断刀片,切浅槽用成型刀片,如以下几种:立装切槽刀片(图4)、平装切槽刀片(图5)、条状切槽刀片(图6)、清台阶圆弧根槽刀片(图7),这些刀片切出的槽宽精度较高。 图4 图5
在机械加工中使用的超硬材料刀具 超硬材料刀具目前主要有单晶金刚石刀具,聚晶金刚石(PCD)刀具,化学气相沉积(CVD)的金刚石刀具,聚晶立方氮化硼(PCBN)刀具等[1]。它不仅是加工高硬度材料的理想刀具,而且用超硬材料刀具替代普通刀具进行切削,可以实现铸、锻毛坯件的高速、高效加工和/或一次性完成粗、精加工。超硬材料刀具是完全适用于高速、精密和自动化加工的。尤其是在以车代磨、以铣代磨方面,它适用于成形、仿形及定尺寸的精密磨削,并使磨削质量显著提高、磨削效率得到数倍乃至数十倍的提高。它不但能防止工件表面烧伤、微裂纹、缺口、变质层过深等缺陷,而且能提高工效、降低消耗和磨削成本。它具有高效、低耗、适应性强、制造周期短等优点。目前已在汽车、摩托车、航空、矿山、电子、玻璃等行业机械加工中得到广泛应用。 ? 1.在机械加工中的的应用 1.1.1车削钢件?加工淬硬钢时,超硬 1.1在车削加工中的的应用? 材料刀具能以车代磨。由于切削的深度比磨削高十几倍,可提高效率4倍以上,加工成本下降到原来的1/5。? 用PCBN刀具精车硬度高于45HRC的淬硬钢效果最好,切削速度一般为80~120m/min。高硬度工件切削速度宜取低值,如硬度为7 0HRC的工件,切削速度宜选60~80m/min。精车的切削深度在0. 1~0.3mm,进给量在0.05~0.025mm/r,加工表面粗糙度为Ra 0.3~0.6μm,尺寸精度可达0.013mm。若采用刚性好的标准数控
车床,且PCBN刀具的刚性好、刃口锋利,则精车表面粗糙度可达Ra 0.3μm,尺寸精度0.01mm,可达到数控磨床加工的水平。??某厂原采用磨削工艺加工小齿轮,一班仅能加工100个;现采用PCBN刀具车削,切削参数采用:v=60~120mm/min,f≤0.12mm/r,ap≤0.1m m,一班能加工400个小齿轮。此外,分摊到每个齿轮的加工成本也有所下降。 如用PCBN刀具加工渗碳淬火的20CrMnTi汽车变速箱同步器套拨叉(HRC58~62),切削速度V=150mm/min,进给量?=0.1mm /r,ap=0.2~0.3mm,刀具切削行程达到9.58km[2]。以车代磨后,效率提高4倍以上,加工成本降低为原来磨削工艺的1/3~1/2。??荷兰Hembrug公司在MikroturnCNC系列超精车床上采用PCBN刀具精车淬硬EN21轴承钢(HRC62)、美国国家标准工艺研究院Y.KevinChou和ChrisJ.Evans采用SumitomoBN系列PCBN刀具加工AISIM50钢(HRC62~64)、英国DeBeers工业金刚石公司M.A.Fleming在DeltaTurn40车床上采用AMBORITEDBN45刀具车削EN31轴承钢等,都实现了纳米切削。 ?超硬材料刀具加工钢件的例子还有使用长城机床厂的CK7820数控车床加工重型汽车变速器中的二轴的20CrMnTiHA3多档花键沉割槽(HRc58~63)、使用1A616机床加工矿山机械的45号钢Φ48h6传动轴(HRc42~45)[3]、在可无级变速的CA6140车床上使用PC
金刚石刀具与超硬刀具的区别及优缺点 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 金刚石刀具优缺点
超硬刀具的优缺点 超硬材料具有优异的机械性能、物理性能和其他性能,其中有些性能很适合于刀具。 具有很高的硬度 天然金刚石的硬度达10000HV;CBN的硬度达7500HV。与其他硬物质相比,SiC硬度为3000~3500HV,A12O3为2700HV,TiC为2900~3200HV,WC为2000HV,Si3N4为2700~3200HV;作为刀具材料用的硬质合金,其硬度仅为1100~1800HV。 具有很好的导热性 天然金刚石的热导率达2000W/m-1*K-1,CBN的热导率达1300W/m-1/K-1。紫铜的导热性很好,其热导率仅为393W/m-1*K-1;纯铝为226W/m-1*K-1,故金刚石与CBN 的热导率分别是紫铜的5倍和3.5倍,是纯铝的8倍和5倍。硬质合金的热导率仅为35~75W/m-1*K-1。
具有很高的杨氏模量 天然金刚石的杨氏模量达1000GPa,CBN的杨氏模量在720GPa。而SiC、Al2O3、WC、TiC的杨氏模量仅分别为390、350、650、330GPa。物质的杨氏模量大就是刚性好。 具有很小的热膨胀 天然金刚石的线膨胀系数为1×10-6/K,CBN的线膨胀系数为(2.1~2.3)×10-6/K。而硬质合金的线膨胀系数为(5~7)×10-6/K。 具有较小的密度 天然金刚石的密度为3.52g/cm3,CBN的密度为3.48g/cm3。与Al2O3、Si3N4的密度接近。 具有较低的断裂韧性 天然金刚石的断裂韧性为3.4MPa/m0.5,CBN与之接近。陶瓷刀具材料的断裂韧性在各种刀具材料中是属于较低者,然尚能达7~9MPa?m0.5。故金刚石与CBN性脆,是其弱点。 化学性质 CBN热稳定性好,在大气中达1300~1500℃不分解。对铁族元素呈惰性;在酸中不受渗蚀,在碱中约300℃时即受浸蚀;与过热的水蒸汽也能起作用。金刚石在常温下化学性质稳定;在氧气中约660℃开始石墨化,铁族元素特别是铁元素能催进石墨化;在酸、碱中都不受浸蚀。