
WELDING PROCEDURE SPECIFICATIONS (WPS)
焊接工艺规程
WPS NO. _______________ Rev. No. _________________ Page of
By 签字人
Date
Supporting PQR No.(s) 日期 对应的工艺评定编号
Date
__________ 日期 _______________________ Welding Process(es) Type(s) 焊接方法 ____________________________ 自动化等级 ______________________________________________________________
(Automatic, Manual, Machine, or Semi-Automatic) (自动、手工、机动或半自动)
Company Name
公司名称 WPS No.
焊接工艺规程编号
Rev. No.
修改号
*Each base metal-filler metal combination should be recorded individually.
WELDING PROCEDURE SPECIFICATIONS (WPS)
焊接工艺规程
WPS NO. _________________ Rev. No. ___________________ Page of
Pulsing Current 脉冲电流
Heat Input ( Max.)热输入(最大)
Tungsten Electrode Size and Type ( Pure Tungsten,2Thoriated etc.)钨极尺寸和型号(纯钨,2%钍钨极等) Mode of Metal Transfer for GTAW (FCAW) ( Spray Arc, Short Circuiting Arc, et 熔滴过渡型式(射流或短路)
Electrode Wire Feed Speed Rang 送丝速度范
围 ______________________________________________________________________________________
Other 其它
TECHNIQUE 焊接技术(QW-410)
Stri ng or Weave Bead 直进焊或摆动焊 ______________________________________________________________________________________ Orifice or Gas Cup Size 嘴孔或喷嘴尺寸 mm
Initial and Interpass Cleaning
打底焊道和中间焊道的清理方法
(Brushing, Grinding, etc.)( 刷理或打磨等等) ______________________
Method of Back Gouging
背面清根方法
Oscillati on 横摆方法 ________________________________________________________________________________________________________ Con tact Tube to Work Dista nee 导电嘴至工件距离 ____________________________________________________________________________ Multiple or Single Pass 多道焊或单道焊 (Per Side)( 每侧) _________________________________________________________________ Multiple or Single Electrodes 多丝焊或单丝焊
Travel Speed 焊接速度(Range)(范围) _________________________________________________________________________________
Peening 锤击
Use of thermal processes 使用热工艺 _______________________________________________________________________________________ Other 其它
对于每一母材-填充金属的组合均需分别填表
Date 日期
英文版Excel 中英文对照表 激活(activate) 数组(array) 数组公式(array formula) 相关联的数据透视表(associated PivotTable report )自动套用格式(autoformat) 坐标轴(asix) 基础地址(base address) “合并计算”表(consolidation table) 比较条件(comparison criteria) 比较运算符(comparison operator) 常量(constant) 单元格引用(cell reference) 当前区域(current region) 分类轴(category asix) 分类字段(category field) 复制区域(copy area) 计算列(calculated column) 计算项(calculated item) 计算字段(数据库)(calculated field) 计算字段(数据透视表)(calculated field) 列标题(column heading) 列字段(column field) 条件(criteria) 条件窗格((criteria pane) 条件格式(conditional format) 图表工作表(chart sheet) 图表区(chart area) 修订记录(change history) 约束条件(constraints) 证书验证机构(certifying authority) 自定义计算(custom calculation) 垂直线(drop lines) 从属单元格(dependents) 明细数据(detail data) 默认工作表模板(default worksheet template) 默认工作簿模板(default workbook template) 默认启动工作簿(default startup workbook ) 目标区域(destination area) 数据标签 (data label) 数据标志(data marker) 数据表(data table) 数据表单(data form) 数据窗格(data pane)
中石化工建设 预焊接工艺规程(pWPS ) 表号/装订号 共 页 第 页 单位名称 海盛石化建筑安装工程 预焊接工艺规程编号WPS-HP0101 日期 2014.8 所依据焊接工艺评定报告编号HP0101 焊接方法 GTAW+SMAW 机动化程度(手工、机动、自动) 手工 焊接接头: 坡口形式: V 型坡口 衬垫 (材料及规格) Q235B 其他 坡口采用机械加工或火焰切割 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号 Fe-1 组别号 Fe-1-1 与类别号 Fe-1 组别号 Fe-1-1 相焊或 标准号 GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊 对接焊缝焊件母材厚度围: 4~12mm 角接焊缝焊件母材厚度围: 不限 管子直径、壁厚围:对接焊缝 --- 角焊缝 --- 其他: 同时适用返修焊和补焊 填充金属: 焊材类别: 焊丝(GMAW ) 焊丝(SAW ) 焊材标准: GB/T8110-2008 JIS Z3351 填充金属尺寸: φ1.2mm φ4.8mm 焊材型号: ER50-6 YS-S6 焊材牌号(金属材料代号): THT-50-6 US-36 填充金属类别: Fe-1-1 FeMS1-1 其他: / 对接焊缝焊件焊缝金属厚度围:GMAW ≤6mm,SAW ≤12角焊缝焊件焊缝金属厚度围: 不限 耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V Ti Nb
编制: 审核: 批准: 日期: 日期: 日期: 中石化工建设 焊接工艺评定报告 表号/装订号 共 页 第 页 单位名称 中石化工建设 焊接工艺评定报告编号 日期 预焊接工艺规程编号 焊接方法 机动化程度(手工、机动、自动) 接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 60° 母材: 材料标准 材料代号 类、组别号 与类、别号 相焊 厚度 其他 焊后热处理: 保温温度(℃) 保温时间 ( h ) 保护气体: 气体 混合比 流量(L/min ) 保护气体 尾部保护气 / / / 背部保护气 / / / 填充金属: 焊材类别 焊材标准 焊材型号 焊接牌号 焊材规格 焊缝金属厚度 其他 / 电特性: 电流种类 极性 钨极尺寸 焊接电流(A ) 电弧电压(V ) 焊接电弧种类 / 其他
古城副井行政办公楼 钢结构挑檐手工电弧焊焊接工艺评定报告 编制部门: 编制: 审定: 批准部门: 批准:
手工电弧焊焊接工艺评定报告 1.评定材质: 16M n钢材评定厚度δ=36mm 2.评定目的: 为了验证施焊中的焊接工艺性的正确性。 3. 评定接头形式: 背部带衬板的组合焊缝。 衬板和腹翼板应根据拼点规定,点焊牢固,每一边都有拼点焊缝。 施焊分9层焊接,采用直线运条,当焊宽超过3-4φ焊时采用分道焊。其中φ焊为焊条直径。 4.参数选择: 打底层:φ3.2mm E5015 I=120±10(A) U=22±2(v) V=10±1c m/min 其余层:φ4mm E5015 I=190±10(A) U=22±2(v) V=13±1m/h 随着焊缝宽度增加,对焊速可作相应的调整. 焊接材质都选用J506或J507焊接. 5. 极性及电流种类; 选用交流弧焊机(J506) 6. 检测: Ⅰ主控项目
焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。且一级焊缝不得有咬伤、未焊满、根部收缩等缺陷。 2、不允许有表面裂纹、夹渣、未焊透、焊缝宽度,应盖边每边2-4㎜,平缓过渡,飞溅应清除干净。 3、力学试验: 取试件进行力学试验,应符合建筑工程试验、检验标准。
焊接工艺评定报告 编号:001 评定项目:手工电弧焊 焊接方法:手工电弧焊 焊接工艺评定人:赵海职称:职务:负责评定单位:山西宏图建设工程有限公司 填写评定日期:2012年11月18日 批准人:职称:职务:批准评定报告单位: 批准评定日期:2012年5月18日 接头: 接头形式:组合焊缝 衬垫(有、无):背部采用如图衬垫 衬垫材料:A3 其它:摭点时拉开 母材:
陕 西 化 建 设 备 制 造 公 司 容器组装工艺卡 产品名称 氮气储罐 产品编号 2011-55-C14 产品图号 51-0686-1 产品规格 Φ1200×3313×42 序号 工 序 工 艺 要 求 检验项目 检验员 日期 1 筒节与封头、连接法兰组对与焊接 班组确认组装各工件后,依据排版图进行筒节、封头、法兰组对,严格按照焊接工艺卡进行。 2 焊缝检测 依据施工图进行A 、B 类焊缝检测,检测比例及合格级别应符合图纸要求。 3 划线开孔 班组依据设备开孔方位图在设备上划线,质检部门检验合格后方可开孔。 4 接管组对、焊接 班组按施工图组对各接管,按焊接工艺卡进行焊接,按图纸要求进行无损检测并合格。 5 总检 质检科依据施工图纸对设备的外观进行总体检验,几何尺寸符合图纸要求,不得有漏焊零部件。 6 热处理 严格按照热处理工艺进行,热处理后不得在设备上施焊,产品试板需同炉热处理。 7 耐压(泄漏)试验 按照图纸要求对设备进行水压试验,试验压力为13.75MPa ,技术监督部门监检确认。 8 除锈刷漆 经评审合格后,依照图纸要求对碳钢设备进行喷砂除锈,检验合格后,按照图纸要求进行刷(喷)漆。 9 包装 对设备法兰密封面,进行封闭包装,入库。 编 制 日 期 审 核 日 期
压力容器图纸会审记录 表:1-1 陕西化建设备制造公司产品名称氮气储罐图号51-0686-1 产品编号2011-55-C14 工作压力MPa 10.2 工作温度℃50 介质氮气容器类别Ⅲ/A1 全容积 2.77m3 设计压力MPa 11 设计温度℃60 焊缝系数 1.0/1.0 主体材料Q345R正火腐蚀裕度 1.5mm 设计单位华陆工程科技有限责任公司制造标准GB150-1998、TSG R00004-2009、HG20584 存在问题: 1、经会审,设计单位的资质齐全。 2、设备装配尺寸合理,技术要求完整、合理,具有可加工性。处理结果: 按图施工 审查人日期审核人日期
焊接方法 焊接材料适用厚度范围评定标准 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 焊接工艺评定报告SMAW J507 焊接工艺评定任务书 焊接工艺评定报告 焊接工艺评定指导书 母材、焊材质证书抄件 无损检测报告 焊后热处理报告 力学和弯曲性能试验报告 焊评施焊记录表 外观和无损检测记录表 力学性能检测记录表 结论7?14 类别、组别号 焊接工艺评定编号 ( PQR02) 焊接工艺规程编号(PWPS02) Q345R Fe-1、Fe-1-2 7mm 焊缝金属 0?14 NB/T47014- 2011 ? > 本评定按_NB/T47014-2011_标准规定,焊接试件,检验试样,测定性能,确认试验记录正确。评定结果:■合格□不合格
焊接工艺评定任务书 表码号:Q/CKED102-2009 共1页第1页 检验项目、评定指标及试样数量
预焊接工艺规程 表码号:Q/CKED026-2009 单位名称: 有限公司 预焊接工艺规程编号: PWPS02 日期:2011.12.18 焊接工艺评定报告编号: PQR02 焊接方法: SMAW 机械化程度(手工、半自功、自动): 手工 母材: 类别号 Fe-1 组别号 Fe-1-2 与类别号 Fe-1 组别号 Fe-1-2 相焊及 标准号 GB713-2008 钢 号 Q345R 与标准号 GB713-2008 钢 号 Q345R 相焊 厚度范围: 母材: 对接焊缝 6-14mm 角焊缝 不限 管子直径、厚度范围: 对接焊缝 / 角焊缝 / 焊缝金属厚度范围: 对接焊缝 0-14mm 角焊缝 _______ 不限 其他: ■/ ________________________________________ 共2页第
PQR编号:QZ-HC1612-25焊接工艺评定报告 编制: 审核: 批准:
叮叮小文库 焊接工艺评定报告 衢州市河川翻板闸门有限公司 QZ-HC1612-25 焊接工艺指导卡编号HC-161225 SMAW 机械化程度(手工、半自动、全自动)手工 接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度) 根据推荐先前提供的资料,按照图 1结构画图,钝边0.5?1mm, 坡口 角度30?40 °,间隙2? 3mm 母 材: 材料标准:GB3274-88 钢号:Q 235B 类、组别号: I -1与类、组别号I -1 相焊 厚度: 8 mm 直径: / 苴/、他: / 焊后热处理: 热处理温度(C): / 保温时间(h): / 保护气 气体种类 / 混合比 / 流量(L/ min)/ 尾部保护气/ / / 背面保护气/ / / 填充金属:碳钢焊条 焊材标准:GB/ T5117-2012 焊材牌号:CHT711 焊材规格:①1.2 焊缝金属厚度:8 其他:/ 电流种类:交流极性:正极性钨极尺寸:/ 焊接电流(A): 160焊接电压(V): 36其他:/ 表HC-GYPD NO : 01 焊接位置: 对接焊缝位置: 角焊缝位置: 平焊方向:(向上、向下) ___ / ______ 方向:(向上、向下) 技术措施: 焊接速度(cm/mi n ): ____________ / 摆动或不摆动:/ 摆动参数:___________ / 多道焊或单道焊(每面):/ 单位名称焊接工艺评定报告编号焊接方法
结 论:本评定按 QZ-HC1612-25规定焊接试件、检验试样、测定性能、确认试验记 录正确 焊工姓名 焊工代号 施焊日期 编制 日 期 审核 日 期 批准 日 期 评定结果 合格 表 HC-GYPD 衢州市河川翻板闸们有限公司 QZ-HC1612-25 焊接工艺指导卡编号 HC-161225 SMAW 机械化程度(手工、半自动、全自动) 手工 接头简图: (坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度) 根据推荐先前提供的资料,按照 图1结构画图,钝边 0.5?1mm, 坡口角度30?40°,间隙2? 3mm NO : 03 单 位 名称 焊接工艺评定报告编号 焊 接 方法 母 材: 材料标准: GB3274-88 钢 号: Q 235B 类、 组别号: T -1与类、组别号T -1 相焊 厚 度: 8 mm 直 径: / 苴 丿 他: / 热处理温度 : / 保温时间(h ): / 保护气体: 气体种类 混合比 流量(L / min ) 保护气 / / / 尾部保护气 / / / 背面保护气 / / / 65°± 焊后热处理:
目录 1. Specification技术参数 (3) 2. Core Parts核心部件 (5) 3. Multi Variable Units 多联机 (6) 4. Chiller水机 (11) 5. PTAC 窗机 (15) 6. Wall -mounted Unit挂机 (23) 7. Floor Standing Unit立柜机 (29)
8. Ceiling Cassette Unit天花机 (32) 9. Duct Unit风管机 (40) 10. Floor &Ceiling Unit座吊机 (44) 11. Electronic Control电控 (48)
1.Specification技术参数 1.1.Indoor Air Inlet DB(dry bulb)Temp 室进风干球温度1. 2.Indoor Air Inlet WB (wet bulb)Temp 室进风湿球温度
1.3.Outdoor Air Inlet DB Temp 室外进风干球温度1.4.Outdoor Air Inlet WB Temp 室外进风湿球温度1.5.Indoor Air Outlet DB Temp 室出风干球温度1.6.Indoor Air Outlet WB Temp 室出风湿球温度1.7.Static Pressure静压 1.8.Pressure Difference压差 1.9.Airflow Volume风量 1.10.Dimension 尺寸
1.11.Noise Level 噪音等级 1.1 2.Return Air Temp回气温度 1.13.Discharge Air Temp排气温度 1.14.Enthalpy Difference焓差 1.15.Dehumidification除湿 1.16.Sensible Heating Capacity显热量https://www.doczj.com/doc/a11605455.html,tent Cooling Capacity 潜在制冷量1.18.Total Heating Capacity总制热量
焊接工艺评定报告记录模板
————————————————————————————————作者:————————————————————————————————日期:
焊接工艺评定 焊接工艺评定编号: HP0101 预焊接工艺规程编号: WPS-HP0101 中石化工建设有限公司
焊接工艺评定存档目录 工艺评定编号: 序号项目名称编号页数预焊接工艺规程(pWPS) 1 材料质量证明书 2 3 焊接材料质量证明书 无损探伤报告 4 5 机械性能试验报告 化学分析试验报告 6 7 热处理报告 焊接工艺评定报告 8 9 以下空白 10 11 12 13 14 15 备 注 档案管理:存档日期:
中石化工建设有限公司预焊接工艺规程(pWPS) 表号/装订号 共页第页 单位名称天津海盛石化建筑安装工程有限公司 预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:V型坡口 衬垫(材料及规格)Q235B 其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号Fe-1 组别号Fe-1-1 与类别号Fe-1 组别号Fe-1-1 相焊或标准号GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm 角接焊缝焊件母材厚度范围:不限 管子直径、壁厚范围:对接焊缝--- 角焊缝--- 其他:同时适用返修焊和补焊 填充金属: 焊材类别:焊丝(GMAW)焊丝(SAW) 焊材标准:GB/T8110-2008 JIS Z3351 填充金属尺寸:φ1.2mm φ4.8mm 焊材型号:ER50-6 YS-S6 焊材牌号(金属材料代号):THT-50-6 US-36 填充金属类别:Fe-1-1 FeMS1-1 其他:/ 对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限 耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V Ti Nb 其他:/
[精华]nb47014-2011承压装备工艺评定__焊接工艺评定表 格 预焊接工艺规程(pWPS) 单位名称 预焊接工艺规程编号日期所依据焊接工艺评定编号: 焊接方法机械化程度(手工、半自动、自动) 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置坡口形式: 及顺序) 衬垫(材料及规格) 其他 母材: 类别号组别号与类别号组别号相焊或标准号材料代号与标准号材料代号相焊对接焊缝焊件母材厚度范围角焊缝焊件母材厚度范围管子直径、壁厚范围:对接焊缝角焊缝其他填充金属: 焊材类别: 焊材标准: 填充金属尺寸: 焊材型号: 焊材牌号(金属材料代号): 填充金属类别: 其他 对接焊缝焊件焊缝金属厚度范围: 角焊缝焊件焊缝金属厚度范围耐蚀堆焊金属化学成份(%) C Si Mn P S Cr Ni Mo V Ti Nb
/ / / / / / / / / / / 其他: 注:每一种母材与焊接材料的组合均需分别填表 焊接位置: 焊后热处理: 对接焊缝的位置: 焊后热处理温度(?): 立焊的焊接方向:(向上、向下) 保温时间范围(h): 角焊缝位置 立焊的焊接方向:(向上、向下) 预热: 气体: 最小预热温度(?) 气体混合比流量L/min 最大道间温度(?) 保护气: 保持预热时间尾部保护气: 加热方式背面保护气: 电特性 电流种类极性焊接电流范围(A) 电弧电压(V) 焊接速度(范围) 钨极类型及直径喷嘴直径(mm) 焊接电弧种类(喷射弧、短路弧等) 焊丝送进速度(cm/min) (按所焊位置和厚度,分别列出电压和电压范围,记入入下表) 焊接工艺参数 填充金属焊接电流焊道/ 焊接电弧电压焊接速度线能量焊层方法牌号直径极性电流(A) (cm/min) (kJ/cm) V 技术措施: 摆动焊或不摆动焊摆动参数焊前清理和层间清理: 背面清根方法单道焊或多道焊(每面) 单丝焊或多丝焊导电嘴至工件距离(mm) 锤击其他: 绘制日期审核日期批准日期 焊接工艺评定报告 单位名称 焊接工艺评定编号焊接工艺指导书编号焊接方法机械化程度:(手工、半自动、自动)
陕 西 化 建 设 备 制 造 公 司 容器组装工艺卡 产品名称 氮气储罐 产品编号 2011-55-C14 产品图号 51-0686-1 产品规格 Φ1200×3313×42 序号 工 序 工 艺 要 求 检 1 筒节与封头、连 接法兰组对与 焊接 班组确认组装各工件后,依据排版图进行筒节、封头、法兰组 对,严格按照焊接工艺卡进行。 2 焊缝检测 依据施工图进行A 、B 类焊缝检测,检测比例及合格级别应符 合图纸要求。 3 划线开孔 班组依据设备开孔方位图在设备上划线,质检部门检验合格后 方可开孔。 4 接管组对、焊接 班组按施工图组对各接管,按焊接工艺卡进行焊接,按图纸要 求进行无损检测并合格。 5 总检 质检科依据施工图纸对设备的外观进行总体检验,几何尺寸符 合图纸要求,不得有漏焊零部件。 6 热处理 严格按照热处理工艺进行,热处理后不得在设备上施焊,产品 试板需同炉热处理。 7 耐压(泄漏)试验 按照图纸要求对设备进行水压试验,试验压力为13.75MPa ,技 术监督部门监检确认。 8 除锈刷漆 经评审合格后,依照图纸要求对碳钢设备进行喷砂除锈,检验
压力容器图纸会审记录 表:1-1 陕 西 化 建 设 备 制 造 公 司 产品名称 氮气储罐 图 号 51-0686-1 工作压力MPa 10.2 工作温度℃ 50 介 质 氮 气 容器类别 Ⅲ/ 设计压力MPa 11 设计温度℃ 60 焊缝系数 1.0/1.0 主体材料 Q345R 设计单位 华陆工程科技有限责任公司 制造标准 GB150-1998、TSG R00004-2009、HG205存在问题: 1、经会审,设计单位的资质齐全。 2、设备装配尺寸合理,技术要求完整、合理,具有可加工性。 处理结果: 按图施工 审查人 日 期 审核人 合格后,按照图纸要求进行刷(喷)漆。 9 包装 对设备法兰密封面,进行封闭包装,入库。 编 制 日 期 审 核
会计报表中英文对照
Accounting
1. Financial reporting(财务报告) includes not only financial statements but also other means of communicating information that relates, directly or indirectly, to the information provided by a business enterprise’s accounting system----that is, information about an enterprise’s resources, obligations, earnings, etc. 2. Objectives of financial reporting: 财务报告的目标 Financial reporting should: (1) Provide information that helps in making investment and credit decisions. (2) Provide information that enables assessing future cash flows. (3) Provide information that enables users to learn about economic resources, claims against those resources, and changes in them. 3. Basic accounting assumptions 基本会计假设 (1) Economic entity assumption 会计主体假设 This assumption simply says that the business and the owner of the business are two separate legal and economic entities. Each entity should account and report its own financial activities. (2) Going concern assumption 持续经营假设 This assumption states that the enterprise will continue in operation long enough to carry out its existing objectives. This assumption enables accountants to make estimates about asset lives and how transactions might be amortized over time. This assumption enables an accountant to use accrual accounting which records accrual and deferral entries as of each balance sheet date. (3) Time period assumption 会计分期假设 This assumption assumes that the economic life of a business can be divided into artificial time periods. The most typical time segment = Calendar Year Next most typical time segment = Fiscal Year (4) Monetary unit assumption 货币计量假设 This assumption states that only transaction data that can be expressed in terms of money be included in the accounting records, and the unit of measure remains relatively constant over time in terms of purchasing power. In essence, this assumption disregards the effects of inflation or deflation in the economy in which the entity operates. This assumption provides support for the "Historical Cost" principle. 4. Accrual-basis accounting 权责发生制会计 5. Qualitative characteristics 会计信息质量特征 (1) Reliability 可靠性 For accounting information to be reliable, it must be dependable and trustworthy. Accounting information is reliable to the extend that it is: Verifiable: means that information has been objectively determined, arrived at, or created. More than one person could consider the facts of a situation and reach a similar conclusion. Representationally faithful: that something is what it is represented to be. For example, if a machine is listed as a fixed asset on the balance sheet, then the company
焊接工艺评定表格ASME
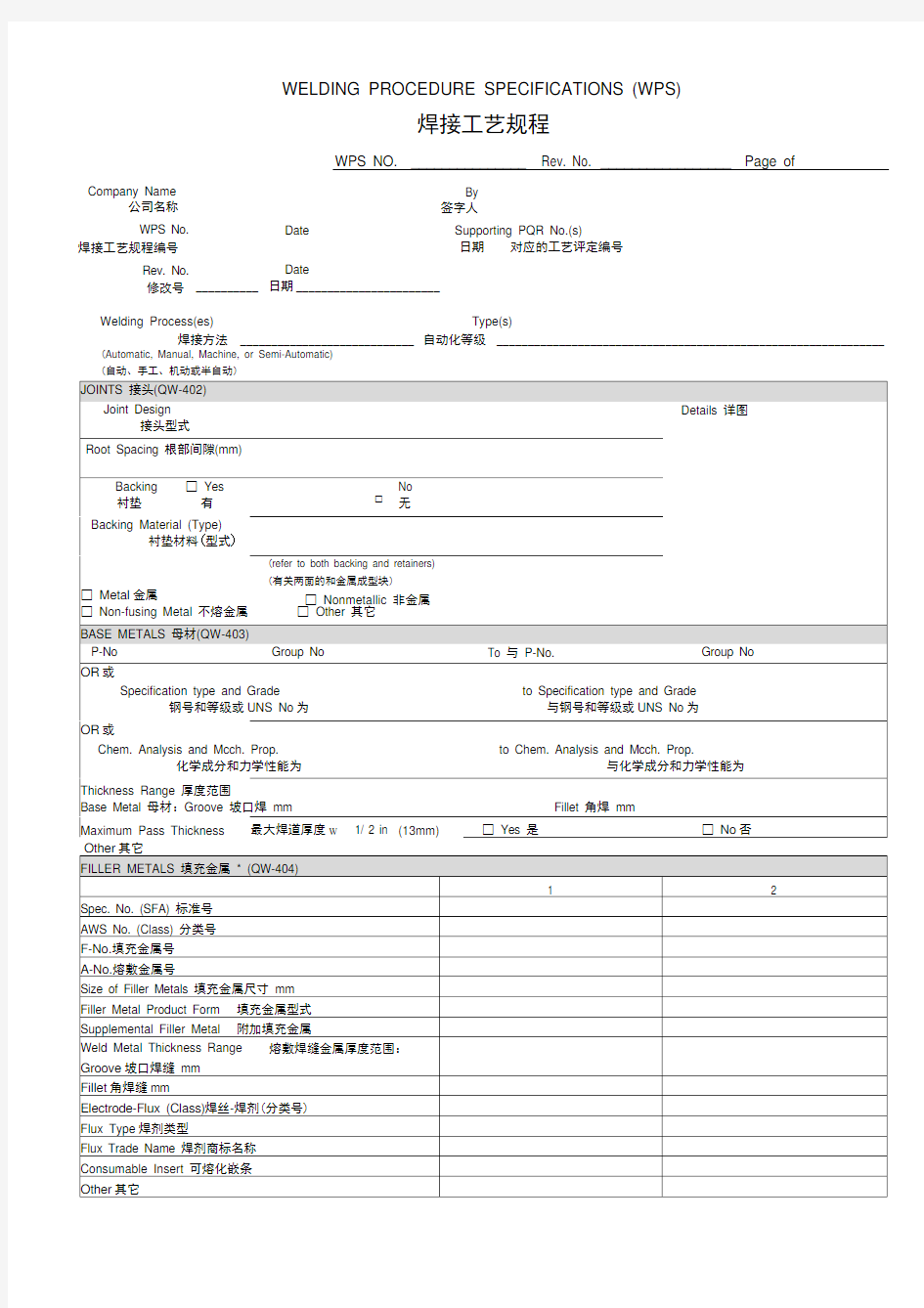
焊接工艺规程(WPS) Page 1 of 2 单位名称: WPS No. 日期:所依据的PQR No. 修改号No. 日期: 焊接方法:SMAW 机械化程度:(手工、半自动、自动) 接头(QW-402) 接头型式:对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 根部间隙:V型 衬垫:有无 衬垫材料(型式)(有关二面的和金属成型块)其他: □金属□不熔金属 □非金属□其它材料 母材(QW-403) P-No. Group No. 与P-No. Group No. 相焊或 钢号和等级UNS No为:与钢号和等级UNS No为:相焊或 化学成份和力学性能为:与化学成份
和力学性能为:相焊 厚度范围: 母材:坡口焊缝角焊缝 最大焊道厚度≤1/2in.(13mm) 是:否: 其他 填充金属(QW-404) SFA No.: AWS No.: F—No.: A—No.: 填充金属尺寸: 填充金属产品形式 附加填充金属: 评定的焊缝金属厚 度范围: 坡口焊: 角焊缝: 焊丝—焊剂(分类 号): 焊剂类型 焊剂商品类型 可熔化嵌条:
其他: 每种母材和填充金属的给合宜分别记录。
WPS No. 修改号Page 2 of 2 焊接位置(QW-405)坡口焊缝位置:平焊焊接方向:向上向下 角焊缝位置: 其它:焊后热处理(QW-407) 温度范围(℃)/ 时间范围(h)/ 其它: 预热(QW-406) 最低预热温度:/ 最高层间温度/ 预热保持方式:/ 其它:/ (当应用连续或特殊的加热时,宜予记录) 气体(QW-408) (百分比组成) 气体混合比流量(L/min)保护气:/ / / 尾部保护气:/ / / 背面保护气:/ / / 其它: 电特性(QW-409) 焊道焊 接 方 填充金属电 流 类 安培 (A) 送 丝 速 能 量 或 焊 接 速 电 压 ( 其 它牌 号 直 径
焊接工艺评定报告
目录 钢筋电渣压力焊工艺评定作业指导书 (1) 一、编制目的 (1) 二、编制依据 (1) 三、实施范围 (1) 四、施工工艺评定的基本条件 (1) 1、材料准备 (1) 2、施工机具 (1) 3、施工准备 (2) 五、施工工艺 (2) 1、工艺流程 (2) 2、操作细则 (2) 2.1、检查设备、电源 (2) 2.2、钢筋端头制备 (2) 2.3、选择焊接参数 (2) 2.4、安装焊接夹具和钢筋 (3) 2.5、安放铁丝圈(可省去)、焊剂盒、装填焊剂 (3) 2.6、试焊、作试件、确定焊接参数 (3) 2.7、施焊操作要点 (3) 六、质量标准 (4) 1、主控项目 (4) 2、一般项目 (4) 七、成品保护 (5) 八、安全与环境管理 (5) 钢筋电渣压力焊工艺评定记录报告 (7)
钢筋电渣压力焊工艺评定作业指导书 一、编制目的 明确钢筋电渣压力焊的施工工艺,确保施工工艺评定满足设计和施工规范规定的要求,验证设计和施工规范的可操作性与可执行性,同时用以指导现场施工。 二、编制依据 1、《混凝土结构工程施工质量验收规范》GB50204-2015; 2、《钢筋焊接及验收规程》JGJ18-2012; 3、《钢筋焊接接头试验方法标准》JGJ/T27-2014; 4、《工程质量管理手册》; 5、施工图纸说明。 三、实施范围 钢筋电渣压力焊适用于柱、墙竖向(倾斜角度低于10°)HRB400级直径12cm 以上钢筋的连接接头。 四、施工工艺评定的基本条件 1、材料准备 钢筋:钢筋的级别、直径必须符合设计要求,有产品合格证、出厂检验报告和进场复试报告。 焊剂:在钢筋电渣压力焊中,必须采用合适的焊剂,常用的焊剂型号为HJ431,其性能应符合GB5293碳素钢埋弧焊用焊剂的规定。常用的为熔炼型高锰高硅低氟焊剂或HJ330中的锰高硅低氟焊剂。 焊剂应存放在干燥的库房内,当受潮时,在使用前应经250~350烘焙2h,以防产生气孔。 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 焊剂应有出厂合格证。各种焊接材料应分类存放和妥善管理,并应采取防止锈蚀、受潮变质的措施。 2、施工机具 1)手工电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂填装盒等。 2)焊接电源:钢筋电渣压力焊宜采用次级空载电压较高(75V以上)的交流或直流焊接电源(一般32mm直径及以下的钢筋焊接时,可采用容量为600A的焊接电
Photoshop中英文菜单对照表 ps教育 02-03 21:31 --------------------------------- Photoshop是Adobe公司旗下最为出名的图像处理软件之一,集图像扫描、编辑修改、图像制作、广告创意,图像输入与输出于一体的图形图像处理软件,深受广大平面设计人员和电脑美术爱好者的喜爱。由于该软件是由美国研制的,最初的版本肯定是英文的,由于该软件十分出色,备受国内设计人员的喜爱,但最初由于语言的限制,国内只有懂得英文的人士才能勉强使用,虽然现在的版本大多数是中文的,但还是有一部分朋友已经习惯了英文,或是用英文版本出的教程,很多新手看不懂。 一、File 文件(菜单)二、Edit 编辑(菜单) 1.New 新建 1.Undo 还原 2.Open 打开 2.Step Forward 向前 3.Open As 打开为 3.Step Backward 返回 4.Open Recent 最近打开文件 4.Fade 消退 5.Close 关闭 5.Cut 剪切 6.Save 存储 6.Copy 拷贝 7.Save As 存储为7.Copy Merged 合并拷贝 8.Save for Web 存储为Web所用格式8.Paste 粘贴 9.Revert 恢复9.Paste Into 粘贴入
10.Place 置入10.Clear 清除 1 PDF Image PDF图象导入11.Fill 填充 2 Annotations 注释12.Stroke 描边 12.Export 输出13.Free Transform 自由变形 13.Manage Workflow 管理工作流程14.Transform 变换 1 Check In 登记 1 Again 再次 2 Undo Check Out 还原注销 2 Sacle 缩放 3 Upload To Server 上载到服务器 3 Rotate 旋转 4 Add To Workflow 添加到工作流程 4 Skew 斜切 5 Open From Workflow 从工作流程打开 5 Distort 扭曲 14.Automate 自动 6 Prespective 透视 1 Batch 批处理7 Rotate 180° 旋转180度 2 Create Droplet 创建快捷批处理8 Rotate 90°CW 顺时针旋转90度 3 Conditional Mode Change 条件模式更改9 Rotate 90°CCW 逆时针旋转90度 4 Contact Sheet 联系表10 Flip Hpeizontal 水平翻转 5 Fix Image 限制图像11 Flip Vertical 垂直翻转 6 Multi Page PDF to PSD 多页面PDF文件到 15.Define Brush 定义画笔 PSD文件 7 Picture package 图片包16.Define Pattern 设置图案 8 Web Photo Gallery Web照片画廊17.Define Custom Shape 定义自定形状
【财务管理表格】会计报表 中英文对照 xxxx年xx月xx日 xxxxxxxx集团企业有限公司 Please enter your company's name and contentv
?会计报表中英文对照 Accounting 1. Financial reporting(财务报告)includes not only financial statements but also other means of communicating information that relates, directly or indirectly, to the information provided by a business enterprise’s accounting system----that is, information about an enterprise’s resources, obligations, earnings, etc. 2. Objectives of financial reporting: 财务报告的目标 Financial reporting should: (1) Provide information that helps in making investment and credit decisions. (2) Provide information that enables assessing future cash flows. (3) Provide information that enables users to learn about economic resources, claims against those resources, and changes in them. 3. Basic accounting assumptions 基本会计假设 (1) Economic entity assumption 会计主体假设
WELDING PROCEDURE SPECIFICAITION (WPS) 公司名称 Company Name 焊接方法Welding process 采用的接头设计JOINT DESIGN USED 类型Type 单焊缝Single[ ] 双焊缝Double Weld[ ] 衬垫Backing:用Yes][ ] 不用No [ ] 衬垫材料Backing material: 根部间隙Root opening 纯边尺寸Root Face Dimension 坡口角Groove angle半径Radius(J-U) 背部清根Backing gouging: 方法Method 母材BASE METALS 材料规格Material Spec. 类型或级别Type or (grade) 厚度Thickness:坡口Groove角焊缝Fillet 直径(圆管)Diameter (Pipe) 填充金属FILLER METALS AWS标准AWS Specification AWS类别AWS Classification 保护SHIEDING 焊剂(类别)Flux(Class) 气体组分Gas Composition 流率Flow Rate 气体喷咀尺寸Gas Cup Size 预热PREHEAT 预热温度,最低Preheat Temp., Min 层间温度Interpass Temp.WPS编号No.s PQR编号No.s 类型Type手工Manual [ ] 半自动Semi-automatic [ ] 机械Machine [ ] 自动Automatic [ ] 位置POSITION 坡口位置Position of Groove角焊缝Fillet 立焊行进:上行Vertical progression: UP [ ]下行Down [ ] 电特性ELECTRICAL CHARACTERISTICS 过渡形式Transfer Mode(GMAW)短路Short-circuiting [ ] 熔滴Globular [ ]喷射Spray [ ] 电流Current:交流AC [ ] 直流反接DCEN [ ] 直流正接DCEP [ ] 脉冲Pulsed [ ] 其他Other 钨极Tungsten Electrode(GTAW) 尺寸Size: 类型Type: 技术Technique 直线或横向摆动焊道Stringer or Weave Bead 多道或单道(每边)Multi-pass or Single Pass (per side) 焊丝数Number of Electrodes 焊丝间隔Electrode Spacing纵向Longitudinal 横向Lateral 角度Angle 导电咀到工件距离Contact Tube to Work Distance 锤击Peening 层间清理Interpass Cleaning 焊后热处理POSTWELD HEAT TREATMENT 温度Temp 时间Time
A Pragmatic Approach to the Specification of Excel Spreadsheets Excel电子表格规范的实用方法 GxP critical spreadsheets need to undergo specification to ensure that the user’s needs and the spreadsheet’s functionality is clearly defined and documented. This paper describes a pragmatic approach to the specification of Excel spreadsheets using a single generic document. The approach described is easily transferred to other simple systems such as databases and standalone instrumentation. GxP 关键的电子表格需要进行规范以保证用户需求和电子表格功能可以清晰地定义和记录,本文叙述了使用单个通用性的文件来规范Excel电子表格的实用方法。该方法也可以简单的 运用到其他简单的系统比如数据库和独立仪器。 By Da vid Harrison & David A Howard Key Words: Validation, Compliance, Spreadsheets, MS Excel, 21 CFR Part 11, Pharmaceutical, GAMP, GxP, GLP, GMP, GCP, End User Computing, Specification Introduction This continues the series of short articles describing a generic process for validating Excel Spreadsheets. A previous article1 gave an overview to the process, whilst a subsequent topic will cover the testing and qualification. 简介 本文通过一系列的短篇文章来叙述Excel电子表格验证的一般程序。先前的一篇文章1已经对这个程序进行了概述,随后的主题将包含这些测试和确认。 Although this article specifically covers Excel, the principles can be adapted to cover a wide variety of applications. This process has been successfully used on Access Databases, and other straightforward applications such as standalone instrumentation and off the shelf software packages8. The focus is on minimising the document set, and providing all relevant information in a single generic specification with all critical items covered. 尽管本文特别涵盖了Excel,但其中的原则可适用于更为宽泛的应用。这套程序已经成功的运用于Access Databases,其他简单的应用比如独立仪器和现成的软件包。本文关注点在于最小化文档集并在一个单个的通用的包括了所有关键项目的规范中提供所有相关信息。This paper outlines the approach, and then provides a set of questions and answers on