齿轮轴断齿原因分析 概况描述:生产上的齿轮轴在使用两个星期后,突然发生断齿,给生产造成了很大的损失。为了弄清楚产生断裂的原因, 1、化学成份分析 C Si Mn S P Cr Mo Al 大0.39 0.31 0.52 0.002 0.06 1.5 0.17 0.85 小0.15 0.25 0.55 0.016 0.013 0.75 0.15 从成份上看,大有材料为38CrMoAl,小的材料为20CrMnMo 2、宏观形貌 大:断口处晶粒粗大稍发亮,为脆性断裂。小:断口处晶粒细小,瓷性灰色断口,为韧性断裂。(如图示)
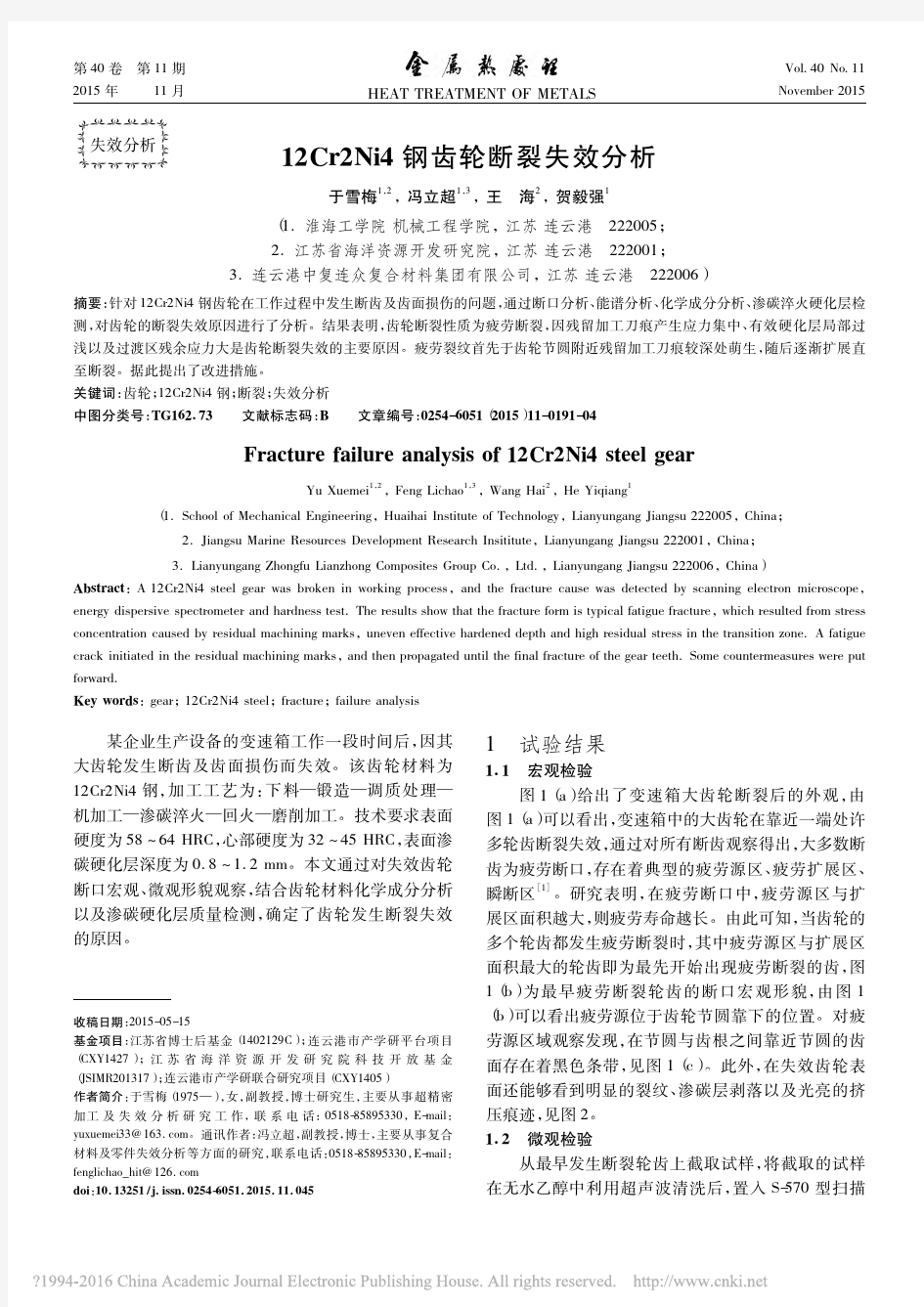
3、金相组织分析 (1)大的金相组织 100X 40X 0.30m m
200X 齿轮表面的渗氮层厚:0.30mm,渗层组织不均匀,渗层硬度801HV1,表面有数条垂直于表面的微裂纹,裂纹周围组织无脱碳,裂纹长度稍长于渗层。 200X 断裂处的显微组织形貌 200X 中心组织:回火索氏体加屈氏体加条状及半网状铁素体。
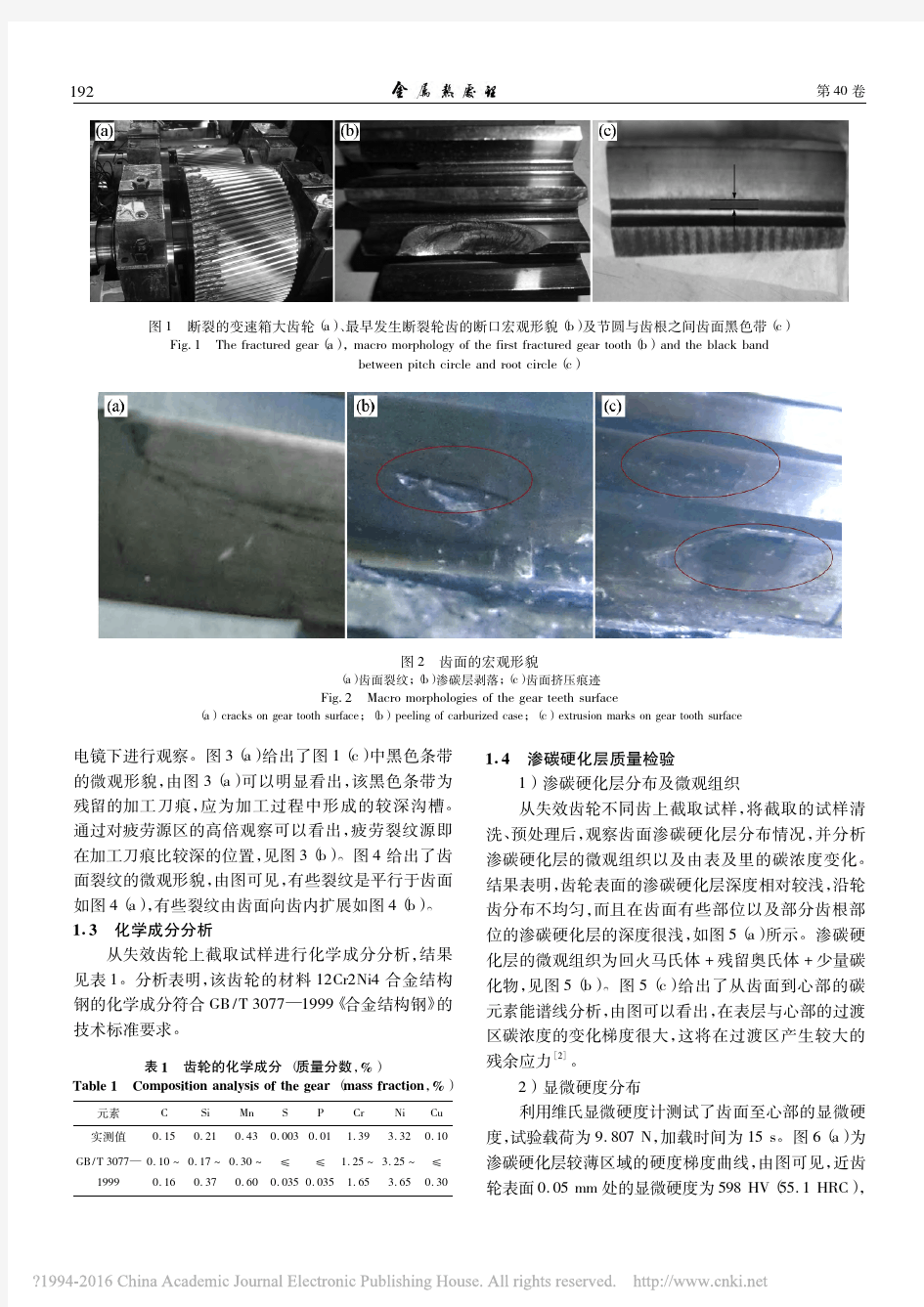
(2)小的金相组织 200X 40X 渗层深1.5mm 齿轮渗碳层厚1.5mm,有效硬化层厚0.8mm,表面有数条细小的裂纹沿晶向里延伸,渗层硬度637HV1。 200X 表面渗碳和过渡区组织,表面为高碳马氏体和细小的颗粒状碳化物,
往里为马氏体组织。500X 中心组织:低碳板条马氏体组织。 4、原因分析 (1)大的材料为氮化钢,小的材料为渗碳钢,符合材料的牌号。(2)从金相组织上分析 大的心部组织为回火索氏体加屈氏体加条状、半网状的铁素体,为非正常的调质组织,这是因为淬火时,由于加热温度太低或保温时间太短,使铁素体未能完全溶解,经过淬火、回火后,仍存在于基体中。调质后出现这种组织,属于不良的显微组织。齿轮表面有数条微小的细裂纹,这些裂纹的产生是氮化时,由于氮在铁素体中的扩散速度较大,氮化后铁素体中的氮浓度较高,易形成须状氮化物从而从使氮化层脆性较大。因此渗层组织不均匀(?),致使在使用过程中齿根部受到拉应力的作用而导致脆性断裂。 小的渗碳淬火后心部组织为粗大(?)的板条马氏体组织,综合性能比较好,(为热处理过程中温度失控?),渗碳后表面的碳含量很高,在淬火过程中由于应力过大(是有可能)产生裂纹或微裂纹。出现在粗针马氏体针叶上,与马氏体的惯析面成一定的角度,且相互平行。这种淬火后出现的小裂纹在没有及时回火的情况下,就没法弥补,使疲劳强度和使用寿命降低。表面的这些微小的细裂纹的缺陷的存在致使齿轮在使用的过程中受到拉应力的作用而导致断裂。 5、结论 大:预处理组织不合格导致后序的氮化处理过程中组织应力的作用而产生的裂纹是崩齿的主要原因。
齿轮失效分析研究 系统地分析齿轮失效的各种因素,结合故障树,以轮齿折断为例,找出故障的原因,对设备管理、现场分析及设计方案不完善而引起的故障分析有很大的意义。 标签:齿轮失效故障树故障分析 1 概述 圆柱齿轮传动由于具有传动比精确、结构紧凑、效率高及寿命长的优点,被广泛应用于各种工业部门,因而圆柱齿轮传动也成为各类机械中重要的零件之一。然而齿轮的失效却是造成机器故障的重要因素之一,会直接影响到整个机器的工作状态。 2 齿轮的失效分析 齿轮的失效形式由多种因素综合造成,且随着齿轮材料、热处理、运转状况等因素的不同而不同,其失效的主要形式有:①齿面耗损,包括磨料磨损、腐蚀磨损、胶合等;②齿面疲劳,包括点蚀、初期点蚀、剥落、表层压碎等;③齿面塑性变形,包括压痕、轮齿锤击塑变、呈波纹折皱等;④轮齿折断及裂纹等。 引起齿轮的失效的因素有许多种,可以从以下几个方面来分析: 设计因素:设计品质对产品的品质有着决定性的作 用。某雷达产品的天线俯仰机构中,小齿轮与轴通过键联结,由电机带动与大齿轮啮合,从而完成丝杆的伸缩运动。由于设计时小齿轮键槽开在齿根方向,齿根部强度薄弱,在受到短时过载的冲载荷作用时,轮齿承受的应力超过其极限应力,从而导致轮齿过载折断。找出原因后,经过重新设计计算,用轴齿轮代替原来的小齿轮,取消键联结方式,保证了齿根部的结构强度要求。 材质因素:齿轮的材料应根据其用途及工作条件来选择:速度较高的齿轮传动,齿面易产生点蚀,应选用高硬度材料;有冲击载荷的齿轮传动,轮齿易折断,应选用韧性较好的材料;低速重载的齿轮传动,轮齿既易折断又易磨损,应选用机械强度大,经热处理后齿面硬度高的材料。 制造工艺因素:在齿轮加工过程中,由于机床、刀具、夹具和齿坯在制造、安装和调整时不可避免地存在一些误差,从而形成了齿轮的运动误差、平稳性误差和齿面误差,使齿轮的传动精确度降低。一对齿轮在相互滚碾冲击作用下,接触应力过高,传动啮合不良,易造成齿面塑性变形。根据齿轮材料,制定合理的加工、淬火等工艺规程,并严格控制工艺过程,可以有效地避免淬火裂纹及磨削裂纹的出现。
概况描述:生产上的齿轮轴在使用两个星期后,突然发生断齿,给生产造成了很大的损失。为了弄清楚产生断裂的原因, 1、化学成份分析 从成份上看,大有材料为38 Cr Mo Al ,小的材料为20 Cr MnMo 2、宏观形貌 大:断口处晶粒粗大稍发亮,为脆性断裂。小:断口处晶粒细小,瓷性灰色断口,为韧性断裂。(如图示) 3、金相组织分析 (1)大的金相组织 100X 40X 200X 齿轮表面的渗氮层厚:0.30mm ,渗层硬度801HV 1,表面有数条垂直于表面的微裂纹,裂纹周围组织无脱碳,裂纹长度稍长于渗层。 200X 断裂处的显微组织形貌
200X 中心组织:回火索氏体加屈氏体加条状及半网状铁素体。 (2)小的金相组织 200X 40X 齿轮渗碳层厚1.5 mm,有效硬化层厚0.8 mm,表面有数条细小的裂纹沿晶向里延伸,渗层硬度637HV1。 200X 表面渗碳和过渡区组织,表面为高碳马氏体和细小的颗粒状碳化物,往里为马氏体组织。500X 中心组织:低碳板条马氏体组织。 4、原因分析 (1)大的材料为氮化钢,小的材料为渗碳钢,符合材料的牌号。(2)从金相组织上分析 大的心部组织为回火索氏体加屈氏体加条状、半网状的铁素体,为非正常的调质组织,这是因为淬火时,由于加热温度太低或保温时间太短,使铁素体未能完全溶解,经过淬火、回火后,仍存在于基体中。调质后出现这种组织,属于不良的显微组织。齿轮表面有数条微小的细裂纹,这些裂纹的产生是氮化时,由于氮在铁素体中的扩散速度较大,氮化后铁素体中的氮浓度较高,易形成须状氮化物从而从使氮化层脆性较大。因此渗层组织不均匀(?),致使在使用过程中齿根部受到拉应力的作用而导致脆性断裂。
毕业论文题目:齿轮的失效分析 姓名:杨新源 学号:2010053105 专业:矿山机电 班级:10-03 指导教师:刘霞 2011年9月20日
目录 目录 (2) 引言 (3) 一、齿轮传动的特点、类型 (3) 二、齿轮传动的基本要求 (4) 三、齿轮的失效形式以及解决措施 (4) (一)轮齿断齿 (4) (二)齿面磨损 (5) (三)齿面点蚀 (6) (四)齿面胶合 (7) (五)齿面塑性变形 (7) 四、常规齿轮损伤和失效的主要原因探究 (7) 五、齿轮的常用材料的基本要求 (8) 六、齿轮的常用材料及热处理 (9) 七、小结 (10) 致谢 (11) 参考文献 (12)
摘要:在现代社会工业发展中,齿轮是传动件中应用最广的重要工具,齿轮的类型很多,工况条件较为复杂。因此失效形式及影响因素也较多。尽管如此,从齿轮的基本特征特征产生原因和对策等方面都有其基本规律。并且齿轮失效常发生在轮齿部分,因此运用基本规律对具体齿轮的损伤作用具体分析,便不难查。这对机械传动齿轮质量,延长机械设备的使用寿命,具有非常重要的参考价值. 关键词:磨损失效分析齿轮损伤材料热处理
引言 在机械工程中,齿轮传动应用甚为广泛,齿轮传动是机械传动中一种重要的传动方式,并且往往处于极为重要的部位,因此齿轮的损伤和失效倍受人们的关注。齿轮的失效可分为轮体失效和轮齿失效两大类。由于轮体失效在一般情况下很少出现,因此齿轮的失效通常是指轮齿失效。所谓轮齿失效,就是齿轮在运转过程中,由于某种原因,使轮齿在尺寸、形状或材料性能上发生改变而导致整体设备不能正常工作。 要知道齿轮的失效形式,我们就应该先了解齿轮的传动类型、齿轮的特点、工作环境、只有清楚的知道了它的工作原理,才能更好的分析出它的失效形式 一、齿轮传动的特点、类型 齿轮的传动是目前最重要也是应用最广泛的一种传动形式。与其他机械传动相比。齿轮传动具有以下特点 优点:效率高,传动比稳定,工作可靠,寿命长,结构紧凑;适用的功率和速度范围广;可实现空间任意两轴间的传动。 缺点:制造成本高,安装精度要求高,当齿轮精度低,且速度较大时噪声大;不宜用于中心距较大的传动。 齿轮的传动类型: (一)按照齿轮的传动比是否恒定,可将齿轮传动分为 1.非圆齿轮传动,(传动比变化) 2.圆形齿轮传动(传动比恒定)两大类,
PCB失效分析技术及部分案例 作为各种元器件的载体与电路信号传输的枢纽,PCB已经成为电子信息产品的最为重要而关键的部分,其质量的好坏与可靠性水平决定了整机设备的质量与可靠性。但是由于成本以及技术的原因,PCB在生产和应用过程中出现了大量的失效问题。 对于这种失效问题,我们需要用到一些常用的失效分析技术,来使得PCB在制造的时候质量和可靠性水平得到一定的保证,本文总结了十大失效分析技术,供参考借鉴。 1.外观检查 外观检查就是目测或利用一些简单仪器,如立体显微镜、金相显微镜甚至放大镜等工具检查PCB的外观,寻找失效的部位和相关的物证,主要的作用就是失效定位和初步判断PCB 的失效模式。外观检查主要检查PCB的污染、腐蚀、爆板的位置、电路布线以及失效的规律性、如是批次的或是个别,是不是总是集中在某个区域等等。另外,有许多PCB的失效是在组装成PCBA后才发现,是不是组装工艺过程以及过程所用材料的影响导致的失效也需要仔细检查失效区域的特征。 2.X射线透视检查 对于某些不能通过外观检查到的部位以及PCB的通孔内部和其他内部缺陷,只好使用X 射线透视系统来检查。X光透视系统就是利用不同材料厚度或是不同材料密度对X光的吸湿或透过率的不同原理来成像。该技术更多地用来检查PCBA焊点内部的缺陷、通孔内部缺陷和高密度封装的BGA或CSP器件的缺陷焊点的定位。目前的工业X光透视设备的分辨率可以达到一个微米以下,并正由二维向三维成像的设备转变,甚至已经有五维(5D)的设备用于封装的检查,但是这种5D的X光透视系统非常贵重,很少在工业界有实际的应用。 3.切片分析 切片分析就是通过取样、镶嵌、切片、抛磨、腐蚀、观察等一系列手段和步骤获得PCB
齿轮疲劳点蚀的特征及相应案例分析 1 疲劳点蚀的定义及特征 点蚀又称接触疲劳磨损,是润滑良好的闭式传动的常见失效形式之一。齿轮在啮合过程中,相互接触的齿面受到周期性变化的接触应力的作用。若齿面接触应力超出材料的接触疲劳极限时,在载荷的多次重复作用下,齿面会产生细微的疲劳裂纹;封闭在裂纹中的润滑油的挤压作用使裂纹扩大,最后导致表层小片状剥落而形成麻点,这种疲劳磨损现象,齿轮传动中称为点蚀。节线靠近齿根的部位最先产生点蚀。润滑油的粘度对点蚀的扩展影响很大,点蚀将影响传动的平稳性并产生冲击、振动和噪音,引起传动失效。 点蚀又分为收敛性点蚀和扩展性点蚀。收敛性点蚀指新齿轮在短期工作后出现点蚀痕迹,继续工作后不再发展或反而消失的点蚀现象。收敛性点蚀只发生在软齿面上,一般对齿轮工作影响不大。扩展性点蚀指随着工作时间的延长而继续扩展的点蚀现象,常在软齿面轮齿经跑合后,接触应力高于接触疲劳极限时发生。硬齿面齿轮由于材料的脆性,凹坑边缘不易被碾平,而是继续碎裂成为大凹坑,所以只发生扩展性点蚀。严重的扩展性点蚀能使齿轮在很短的时间内报废[1]。 2 疲劳点蚀的实例 某重型车辆侧减速器主动齿轮发生了早期失效,失效齿轮与行星转向机相连,将全车动力传递到行动部分,是全车受载最大的齿轮,始终在大载荷、高转速、多冲击的复杂苛刻环境下工作。齿设计上采用整编为齿轮,传动比为5.9,润滑方式为油池飞溅润滑。实效齿轮材料为18Cr2Ni4W A钢。采用渗碳+淬火+低温回火热处理工艺。 失效齿轮发生严重的接触疲劳失效,使用寿命未达到规定时间。采用断口分析、金相分析、硬度测试及有限元接触应力分析等方法对齿轮进行失效分析,查找该齿轮实效的原因(由于篇幅有限以及结合自身知识面,仅列举出端口分析和金相分析两项结果)。 2.1 断口分析 通过对失效齿轮宏观观察发现.在啮合受力齿面的节线附近靠近齿根一侧,沿齿宽方向分布许多
二级齿轮轴齿面开裂原因分析报告 一、 情况简述:二级齿轮轴经试机运行后开箱检查发现齿面上存在裂纹缺陷,如1图所示:裂纹出现在分度圆与齿根之间沿着轴向伸长,其外观已呈开放型并以相同的形式分布在多个轮齿的同一侧齿面上。 该零件采用20CrMnTiH材料制造、模数m n=12,滚齿后经渗碳淬火热处理要求为:⑴ 磨齿 前硬化层深度 2.5~2.8mm(界限值550HV1),齿面经磨削加工后成品有效硬化层深度2.0~2.2mm(界限值550HV1);⑵ 齿表面硬度58~62HRC,心部硬度33~48HRC;⑶ 金相按JB/T6141.3《重载 齿轮渗碳金相检 验》,表层组织:马 氏体、残留奥氏体 1~4级合格,碳化 物1~3级合格;心 部组织1~4级合 格。为分析齿面裂 纹形成原因,在图 1所示多个白色印 记处割取试样检 查,结果报告如下: 二、金相分析及显 微硬度检查:从多 处切割试样观察裂 纹断面均呈现如图 2所示弧线形态, 图示裂纹环绕经过 齿面表层 1.60mm 深度范围,裂隙内 部及附近无夹杂 物、无疏松等材料 缺陷,浸蚀检查:⑴ 表层组织:多段查看裂纹及附近最表面层显现出断面为月牙状白色区域,如图3所示为其中较小的一处可窥见其全貌,是典型的磨削产生二次淬火组织,图4显示一条裂纹穿过二次淬火层的情形,图5为二次淬火层较深的部位:白色区域深度达到0.27mm,紧邻的次表层为深色过度回火组织(测得该处最低显微硬度值仅451HV1),此处测得复合型总变质层
深度接近1.6mm;检查渗碳淬火表层金相组织,马氏体及残留奥氏体2级,如图6所示为齿顶部位同时存在断续点状和细条状碳化物,呈不均匀的网状分布综合评定为4级;经磨削后的齿面表面碳化物级别为3级。⑵ 心部组织:如图7所示心部铁素体评为5级。 三、宏观硬度及硬化层深度检查:⑴ 表面硬度:从齿顶测量59.5,60.5,60HRC;⑵ 硬度梯度及硬化层深度:在齿分度圆处测量数据见表1,绘制硬度梯度曲线如图7,由此测得该齿轮轴成品齿面分度圆处有效硬化层深度:1.93mm (界限值550HV 1);由图可见因磨削烧伤从0.7mm 深度起,向 外硬度呈下降状态最表层硬度值低于400HV 1;⑶心部硬度:26.5,28,27HRC。 四、分析与结论:(1)以上检查显示齿轮轴齿面开裂处无原材料缺陷,齿面裂纹的产生明显由磨削引起。因磨削工艺控制不当使磨齿加工表面温度急剧上升,形成较深的二次淬火层和过度回火组织,随着组织改变材料的硬度、强度下降并带来表面比容变化产生较大应力,以及瞬间激烈热胀冷缩应力和切削加工力结合,超过此处材料仅有的强度极限,形成了与热处理淬火开裂状态相似的表面裂纹。(2)从检查中发现该零件自身存在热处理质量缺陷:a、表面碳化物呈网状分布,会加大材料开裂倾向;b、心部硬度偏低与心部组织不符合要求,降低轮齿抗弯曲疲劳能力。 五、改进措施与建议:(1)磨削烧伤区分布在分度圆下近齿根1/3带上,客观上表明该处磨削加工余量最大,使之成为磨削缺陷易产生部位,应考虑适当减少此处热后磨削量;(2)查找磨削工序上的原因,从机器、磨具、操作、冷却效果等方面降低磨削发热现象、抑制磨削热的过多产生;(3)加强对热处理零件内在质量的监察,同时加强对产品外观缺陷的检查,防止不合格品甚至废品混入最后工序。 XXXX有限公司 生产中心 工艺组 钢 件 部 质量组 2009-10-10 表1 齿面裂纹处硬度梯度测量数据 至表面距离mm 0.05 0.1 0.2 0.3 0.40.50.60.8 1.0 1.2 1.6 1.9 2.0 2.2 心部硬化层深度硬度值 HV 1 347 458 507 546 583 602 652 699 699 675 647 559 531 505 287 1.93mm
《零件失效分析》课程应用研究进展报告 题目:齿轮失效分析—齿面点蚀 姓名: 魏亚雄学号:0903014113 学院(系):材料科学与工程学院 专业: 金属材料工程 叶云 指导教师: 评阅人: 2012年11月28日
齿轮失效分析——齿面点蚀 材料科学与工程学院金属材料工程09030141班 指导教师:叶云 一、目录 1.前言 (3) 2.齿轮传动的失效形式 (3) 3.齿面点蚀机理分析 (3) 4.影响齿面点蚀的因素 (4) 5.预防 (5) 6.结语 (5) 二、摘要 本文首先对中国现在齿轮的应用现状做了简要叙述,通过对齿轮失效形式的分类,简要对齿面磨粒磨损、齿面点蚀、齿面胶合、塑性变形和轮齿折断进行了定义。通过对齿轮齿面点蚀机理和齿面点蚀影响因素做了详细分析,并对齿轮失效的预防做了简述,对现实具有很重要的指导意义。
三、正文 1.前言 齿轮传动是现代机械传动中广泛采用的主要运动形式之一。做为最常见的机械传动零件,它优点很多应用广泛。但是,齿轮传动也存在其固有的缺点:不能缓和冲击作用。[1]当制造、安装和使用过程中出现不当情况往往会引起较大的振动、噪声,甚至发生断裂等失效故障,据统计,在各种机械故障中,齿轮失效占总数的60%以上。[2]因此,为了保证机器安全正常地运转,有必要详细分析齿轮失效原因。采取相应的措施。保证齿轮在预定寿命内正常工作。 2.齿轮传动失效形式 影响齿轮失效的原因很多。如设计选材、材料添加剂、毛坯加工工艺及齿轮的安装、调整、润滑和故障诊断、维护使用环节的各种失误都有可能导致齿轮失效。以下是齿轮失效的基本类别和特征。 齿轮失效一般发生在齿面,很少发生在其它部位。按照齿轮在工作中发生的故障的基本形式可以把齿轮失效划分为齿面磨损和轮齿折断两大类。齿面磨损是指齿轮在啮合工程中由于表面材料不断摩擦而消耗的过程,按照损伤的机理可以把齿轮损伤划分为齿面磨粒磨损、齿面点蚀、齿面胶合和塑性变形。[3] 2.1齿面磨粒磨损 齿面磨粒磨损常发生于开式齿轮齿轮传动中,由于如沙石、金属铁屑及外界其它物质进入啮合区并在齿轮副的啮合挤压作用下沿齿轮运动方向移动,因此磨痕走向一般并行于运动方向,整个齿面均匀磨损,沿滑动方向,磨痕呈重叠特征。 2.2齿面点蚀 齿面点蚀常出现在润滑比较良好的闭式软齿面传动中,一般在靠近齿根部位出现点状小坑。 2.3齿面胶合 胶合是互相啮合的齿面发生严重的粘着磨损损伤。 2.4 塑性变形 齿面塑性变形主要出现在低速重载,频繁启动和过载的场合。当齿面的工作应力超过材料的屈服极限时,齿面产生塑性流动,从而引起主动轮齿面节线处产生凹槽,从动轮出现凸脊。 2.5轮齿折断 由于齿面受到冲击载荷或者短时间过载。突然折断,尤其见于脆性材料齿轮。轮齿折断会造成传动失效。 3. 齿面点蚀机理分析 3.1 裂纹的形成机理[4] 柔性传动装置大齿轮齿面产生点蚀的部位在节圆附近的下齿面上,这是因为在齿轮节圆附近啮合时,基本上只有一对齿轮在啮合,齿面接触应力较大;而且此时接触点之间相对速度很小,油膜也不易形成,润滑情况不好。所以齿轮齿面处于过高的交变接触应力多次反复
一般来说,齿轮传动的失效主要发生在轮齿上。轮齿部分的失效形式分为两大类:轮齿折断,齿面失效。 1. 轮齿折断 折断失效通常有轮齿的弯曲疲劳折断、过载折断和随机折断。 ?疲劳折断:工作时轮齿反复受载,使得齿根处产生疲劳裂纹,并逐步扩展以至轮齿折断的失效。疲劳裂纹多起源于齿根受拉的一侧。 ?过载折断:齿轮受到突然过载,或经严重磨损后齿厚减薄时,轮齿会发生过载折断。 ?随机折断:通常是指由于轮齿缺陷、点蚀或其它应力集中源在轮齿某部位形成过高应力集中而引起轮齿折断。断裂部位随缺陷或过高有害残余应力的位置而定,与齿根圆角半径无关。 ?轮齿折断的形式有整体折断和局部折断。整体折断多发生于直齿轮,局部折断多发生于斜齿和人字齿轮,齿宽较大的直齿轮和由于安装、制造因素使得局部受载过大的直齿轮,也可能发生局部折断。疲劳折断的断口较光滑,过载折断的断口则较粗糙。 ?增大齿根过渡圆角半径,减小齿面粗糙度,对齿根进行喷丸或碾压强化处理消除该处的加工刀痕,选用韧性较好的材料,采用合理的变位等,均有助于提高轮齿的抗折断能力。 ?通常,轮齿疲劳折断是闭式硬齿面齿轮传动的主要失效形式。 2. 齿面失效齿面失效常见的失效形式有:点蚀、胶合、齿面磨损和齿面塑性变形。 (1) 点蚀
齿轮在啮合过程中,相互接触的齿面受到周期性变化的接触应力的作用。若齿面接触应力超出材料的接触疲劳极限时,在载荷的多次重复作用下,齿面会产生细微的疲劳裂纹;封闭在裂纹中的润滑油的挤压作用使裂纹扩大,最后导致表层小片状剥落而形成麻点,这种疲劳磨损现象,齿轮传动中称为点蚀(图9.3-13)。节线靠近齿根的部位最先产生点蚀。润滑油的粘度对点蚀的扩展影响很大,点蚀将影响传动的平稳性并产生冲击、振动和噪音,引起传动失效。 ?点蚀又分为收敛性点蚀和扩展性点蚀。收敛性点蚀指新齿轮在短期工作后出现点蚀痕迹,继续工作后不再发展或反而消失的点蚀现象。收敛性点蚀只发生在软齿面上,一般对齿轮工作影响不大。扩展性点蚀指随着工作时间的延长而继续扩展的点蚀现象,常在软齿面轮齿经跑合后,接触应力高于接触疲劳极限时发生。硬齿面齿轮由于材料的脆性,凹坑边缘不易被碾平,而是继续碎裂成为大凹坑,所以只发生扩展性点蚀。严重的扩展性点蚀能使齿轮在很短的时间内报废。 ?提高齿面硬度和降低表面粗糙度,在许可的范围内增大相互啮合齿轮的综合曲率半径,采用粘度较高的润滑油等,有助于提高齿轮的抗点蚀能力。 (2) 齿面胶合 齿面胶合是指在重载或高速传动时,齿面局部金属焊接继而又因相对滑动,其齿面的金属从其表面被撕落,轮齿表面沿滑动方向出现粗糙沟痕的现象。
45钢齿轮开裂原因分析 周维兴 (无锡宝露重工有限公司,江苏214000) 摘要:通过宏观形貌观察、低倍组织、金相检验等,分析得出45钢齿轮开裂的原因是材料组织缺陷和加热工艺不合理。 关键词:45钢齿轮;开裂;金相分析中图分类号:TG115 文献标志码:B Analysis of Fraction Cause for 45Steel Gear Zhou Weixing Abstract :By adopting means of macro appearance observation ,macro structure and metallurgical test ,fraction cause of 45steel gear has been analyzed ,which was structural defect of material and unreasonable heating process. Key words :45steel gear ;fraction ;metallurgical analysis 某公司生产的45钢齿轮出现开裂。齿轮大 致规格为 130mm ?30mm ,加工过程为:从圆钢棒上切锯坯料,经调质处理后进行机加工和滚齿,然后进行高频表面淬火(水冷,具体温度未明)和中低温回火。约有5%的齿轮在水冷淬火时出现开裂。开裂情况如图1所示。对齿轮开裂原因进行了分析。1 化学成分分析 从齿轮上取样进行化学成分检测,用Spectro MAXx 型直读光谱仪分析化学成分,检测结果见表1。 从分析结果可见,试样成分符合GB /T699中 45钢各种元素的范围要求。2金相和硬度检验2.1 夹杂物检验 在齿轮开裂处取试样,经磨制、抛光后按GB /T10561—2005进行非金属夹杂物级别评定,结果见表2。夹杂物在试样中的分布如图2所示。 图1齿轮开裂宏观形貌 Figure 1Macro appearance of cracked gear 表1试样化学成分分析(质量分数, %)Table 1 Chemical composition analysis of test specimen (mass fraction ,%) 元素C Si Mn S P Cr Ni Cu 标准值表面试样 0.42 0.50 0.47 0.17 0.37 0.28 0.50 0.80 0.61 ≤0.0300.025 ≤0.0300.020 ≤0.250.055 ≤0.250.023 ≤0.250.011 收稿日期:2013—05—23 3 4《中国重型装备》 No.4 CHINA HEAVY EQUIPMENT December 2013
20CrMnTiH 齿轮轴断裂原因分析 刘 健, 陈宏豫, 寇志贤, 李春玉 (承德建龙特殊钢有限公司技术处,河北 兴隆067201) 摘要:采取宏观形貌分析、化学成分分析、金相分析等手段对20CrMnTi 齿轮轴断裂 原因分析,结果表明,热处理后基体强度偏低和相对于承载能力而言工作应力较大是导致齿轮轴发生快速脆性断裂的主要原因。 关键词:齿轮轴、断裂分析、组织 20CrMnTiH Gear Axle Break Analysis of Causes LIUJian,CHENHongyu,KOUZhixin,LiChunyu (Chengde long special steel co., Ltd.Technical Department, Hebei Xinglong 067201) Abstract: In this article use macro-morphology analysis, chemical analysis, microstructure analysis by means of the gear shaft 20CrMnTi Failure Analysis ,Last show the matrix strength after heat treatment relative to the carrying capacity of low and work stress in terms of larger gear shaft leading to the main reason of rapid brittle fracture. Key words: Gear shaft Fracture Analysis Organization 某公司用20CrMnTiH 作为农用三轮车变速箱上的四轮曲轴齿轮主选材,安装该批齿轮轴的三轮车发生多起断轴现象,断轴时行使时间大约100小时。 齿轮轴加工工艺:圆钢(直径为φ45mm )经冷剪下料 反射炉加热模锻 正火 机加工 渗碳淬火 180-200℃回火 喷砂 磨加工(花键外圆) 尺寸检验合格发货。设计齿轮轴渗碳硬化层厚度0.6-1.0mm,齿面硬度58-64HRC ,心部组织硬度33-40HRC 。 1试样的制备及试验方法 对发生断裂的齿轮轴线切割取样,宏观检测端口表面形状,进行力学性能、化学成分和金相组织分析,找出发生断裂的原因。 2试验结果分析 2.1断裂齿轮轴成分分析 化学成分见表1 表1 材料化学成分分析结果及标准规定对照(W/%) 由表1看出:断裂齿轮轴的化学成份符合GB/T5216-2004中对20CrMnTiH 钢的规范要求。 2.2断裂齿轮轴力学性能
齿轮的失效分析 【摘要】齿轮传动是靠轮齿的啮合传动来传递运动和动力的,轮齿失效是齿轮常见的主要失效形式。由于齿轮传动装置有开式、闭式,齿面有软齿面、硬齿面,齿轮转速有高有低,载荷有轻重之分,所以设计应用中会出现各种不同的失效形式。分析研究失效形式有助于建立齿轮设计的准则,提出防止和减轻失效的措施。 【关键词】失效形式齿轮传动失效原因 齿轮的失效形式很多,它们不大可能同时发生,却又相互联系,相互影响。例如轮齿表面产生点蚀后,实际接触面积减少将导致磨损的加剧,而过大的磨损又会导致轮齿的折断。 1、齿轮失效的原因主要有以下三点: 1.早期点蚀的原因主要是由于齿面接触不良及超负荷运转,引起齿面接触应力增大。早期点蚀的发生时间较早,几天或十几天就发生大块的剥落,发展得很快,直径大且深。所以在使用中一般不应进行超负荷运转,尤其是初期运转时,负荷应从小到大逐渐增加,待齿面接触情况达到要求时,再满负荷运转。 2.后期点蚀的原因有3点:第一,接触精度不好,如对角接触、接触面有偏齿或顶齿根等现象。凡属接触不好的发生点蚀比较早,也比较严重。第二,大、小齿轮表面硬度差偏小,材料的饱和性能及抗疲劳性能差,亦易引起点蚀。第三,润滑油过稀易产生和助长点蚀的
发生和发展,因黏度小的润滑油无助于消减作用在齿面上的动力载荷和摩擦力,所以采用黏度较大的润滑油为宜。 3.擦伤与胶合。当润滑油过稀时,由于两齿轮间的压力和相对滑动,容易导致润滑油被挤出或啮合温度升高,使两齿面的金属表面直接接触而互相胶住,这时材料硬的齿面就会把软的齿面擦伤,或将一部分金属黏走,使软齿面上形成许多沿滑动方向的沟纹。齿面发生胶合后,两齿面都变得很粗糙,从而加剧了齿面的磨损。 2、齿轮失效的几种形式 齿轮传动就装置形式来说,有开式、半开式及闭式之分;就使用情况来说有低速、高速及轻载、重载之别;就齿轮材料的性能及热处理工艺的不同,轮齿有较脆(如经整体淬火、齿面硬度较高的钢齿轮或铸铁齿轮)或较韧(如经调质、常化的优质钢材及合金钢齿轮),齿面有较硬(轮齿工作面的硬度大于350HBS或38HRC,并称为硬齿面齿轮)或较软(轮齿工作面的硬度小于或等于350HBS或38HRC,并称为软齿面齿轮)的差别等。由于上述条件的不同,齿轮传动也就出现了不同的失效形式。一般地说,齿轮传动的失效主要是轮齿的失效,而轮齿的失效形式又是多种多样的,这里只就较为常见的轮齿折断和工作面磨损、点蚀,胶合及塑性变形等略作介绍,其余的轮齿失效形式请参看有关标准。至于齿轮的其它部分(如齿圈、轮辐、轮毂等),除了对齿轮的质量大小需加严格限制外,通常只需按经验设计,所定的尺寸对强度及刚度均较富裕,实践中也极少失效。 1、轮齿折断
齿轮失效分析实例 齿轮是传递运动和动力的一种机械零件。齿轮的类型以及特点不仅可决定齿轮的运转特性,并且也决定了它是否会过早地失效。 齿轮失效的类型可划分为四种: (1)磨损失效,是指轮齿接触表面的材料损耗; (2)表面疲劳失效,是指接触表面或表面下应力超过材料疲劳极限所引起的材料失效。进一步又可分为初始点蚀、毁坏性点蚀和剥落。 (3)塑性变形失效,是指在重载荷作用下表面金属屈服所造成的表面变形。它又可进一步分为压塌和飞边变形、波纹变形和沟条变形。 (4)折断失效,是指整个轮齿或轮齿相当大的一部分发生断裂。可以进一步分为疲劳折断、磨损折断、过载折断、淬火或磨削裂纹引起的折断等。 本章主要介绍变速箱齿轮及被动齿轮的失效分析实例,供读者参考。 变速箱齿轮失效分析 1.45号钢齿坯裂纹分析 45号钢齿坯,由φ80mm圆钢落料后直接粗车成外径为φ78mm的柱体形状。其化学成分为:C:0.49%,Mn: 0.68%,Cr<0.2%。热处理工艺过程:在X—45箱式电炉中加热,到温度(820℃)装炉,装炉量109只,保温时间为一小时(工件达到温度后计算时间),工件用盐水冷却(冷却液不循环),水温20~30℃。回火温度为520~530℃(零件淬火后隔天回火)。经车削后,发现零件内孔平面和内孔上有较多裂纹,如图1和2所示。 图1 OPI 图象说明: 零件实物经SM-3R型渗透剂着色探伤后宏观形貌。经肉眼与放大镜观察,在齿坯内孔平面与内孔中有距离大致相等的5~6处较长的裂纹,裂纹均由内孔之平面与孔交界处为起始分别向内孔壁与平面扩展;内孔平面上和内孔交界处加工纹路明显且尖锐。
图象说明: 内孔平面试样作金相观察,有 数条裂纹交叉分布,其内充满氧化皮 夹杂。其微观裂纹长度不等,分别为 0.63mm,0.29mm,0.23mm及0.19等。 图2 OMI 200× 2.汽车变速箱齿轮失效 失效齿轮为载重汽车变速箱一挡齿轮,由渗碳钢制造,在进行台架试验时,未达到设计要求就发生断齿现象。 根据断口的形貌可断定该齿轮的断裂为高应力作用下引起的快速断裂。主动齿轮心部断口基本为韧窝,被动齿轮具有准解理断裂形貌,说明主动齿轮韧性较好,但强度较低。显微硬度证实了主动齿轮硬度较被动齿轮低。两只齿轮渗碳层中均有网状渗碳体析出,这将使表层韧性较低,致使在运转过程经受不了启动冲击应力的作用。本次断裂事故是由主动齿轮先断裂,进而引起被动齿轮崩齿,故在被动齿轮上还能看到碰伤的痕迹。因此,可以认为齿轮失效的原因为渗碳工艺控制不当(热处理不当)而引起断齿。 变速箱一挡齿轮发生断齿后的宏观实物如图3所示。主动齿轮及被动齿轮断齿后的宏观断口形貌见图4所示。 图象说明: 变速箱齿轮发生断齿后的宏观 实物形貌。 图3 OPI
齿轮常见失效原因及其维修方法分析 在我国的机械行业中,作为机械设备中的必要零件,齿轮的生产精度以及生产质量直接决定着机械设备的使用性能。但是在实际的使用过程中,机械设备出现故障很多原因就是设备中的齿轮出现了失效问题。文章主要针对齿轮的时效常见问题以及相应的维修方法给予详细的分析以及阐述,希望通过文章的阐述以及分析能够帮助机械设备中的齿轮找出问题出现的原因,及时给予维修;同时也希望通过文章的阐述能够为我国的齿轮生产及制作的发展及创新贡献力量。 标签:齿轮失效;机械设备;维修方法 在机械设备的传动部分,齿轮通常是作为一种变速传动零部件。因此在我国的机械设备中,齿轮是一种不可替代的传动零部件。伴随着现阶段我国机械设备对于齿轮的应用范围越来越大,齿轮制作以及发展也是非常的迅速。但是在实际的设备运行过程中,齿轮往往会由于一系列的原因出现失效问题。根据相关部门的统计,机械设备的故障中有近一半是由于齿轮失效造成的。基于上述的情况,我们要对齿轮失效的原因给予详细的分析和处理,选择最优化的维修方法进行齿轮失效维修,保障机械设备的正常运行。 1 机械设备中的齿轮失效主要原因 关于机械设备中的齿轮失效主要原因的阐述以及分析,文章主要从三个方面进行分析以及阐述。第一个方面是齿轮折断造成的齿轮失效。第二个方面是齿轮齿面出现损坏造成的齿轮失效。第三个方面是其他问题造成的齿面失效。下面进行详细的论述以及分析。 1.1 齿轮折断造成的齿轮失效 在实际的应用过程中,齿轮失效中的齿轮折断根据不同的齿轮形式有不同的折断原因。全齿轮折断通常情况下出现在直齿轮的轮齿处;局部齿轮折断通常出现在斜齿轮以及锥齿轮的轮齿处。下面作具体的分析。 1.1.1 在齿轮运行过程中会因为过载出现齿轮折断 由于过载导致的齿轮折断,在齿轮的折断区域会出现放射状的放射区域或者是人字的放射区域。在通常情况下齿面断裂的放射方向和断裂的方向是平行的。断面放射中心就是贝壳纹裂的断面断口。齿轮出现过载折断的主要原因是齿轮在较短的时间内承载的外界压力远远大于齿轮本身的最大压力,过大的压力造成了齿轮强度变低,出现折断的问题。同时导致齿轮出现折断的原因还有很多,例如齿轮的加工精度不符合要求;齿轮的齿面表面太粗糙和齿轮的加工材质本身存在缺陷等。 1.1.2 在齿轮运行过程中会因为疲劳出现齿轮折断
材料失效分析
关于散装无铅焊料的脆性到塑形断裂的 转变温度的研究 姓名:肖升宇专业:材料科学与工程学号:0926000333 摘要 断裂韧性的散装锡,锡铜无铅焊料,锡银和测量功能温度通过一个摆锤冲击试验(冲击试验)。韧脆断裂转变他们发现,即急剧变化,断裂韧性,相比没有转变为共晶锡铅。过渡温度高纯锡,Sn-0.5%铜和Sn-0.5%铜(镍)合金在- 125℃含有Ag的焊料显示过渡在较高温度:在范围78到45–°–°C最高转变温度45℃–°测定锡- 5%银,这是球以上的只有30–°角的增加的银内容变化的相变温度较高的值,这可能与高SnAg3颗粒体积分数的焊料的量。这些结果被认为是非常重要的选择最好的无铅焊料组合物。 简介 由2006年七月份。铅的使用电子在欧洲将被禁止,以及无铅焊料应取代锡铅焊料,常用于微电子领域超过50年。许多以Sn为基体的焊料针对于过去几年进行深入研究,如锡银,铜,Sn-Ag-Cu等等,特别是关于其可靠性,工作是远远没有完成。自从这个“软”铅被从焊料中提取出来之后,导致无铅焊料不容易变行和增长了当地积累的应力水平,这也增加了裂缝成核的概率。这显着影响着主要焊点的失效模式,即焊料疲劳。这是众所周知的一些金属松动的低温延性,并表现出脆性断裂模式。因此,韧性到脆性转变温度是一个重要参数。
至于我们的知识,只有现有无铅合金的数据,见迈耶[1],显示出锡5%银的转变温度为-25°,相比没有过渡锡,铅-1.5Ag93.5%。这其实是相当令人失望,因为许多标准热 循环试验开始温度低至-40甚至-60℃,这会影响故障模式。此外,这个温度范围也有一些应用程序,例如航天。“本文的目的是研究几大部分含铅量焊料的脆性到韧性骨折转变温度。 实验 众所周知的一个摆锤冲击试验,“摆锤试验”,用以确定在断裂消耗的能源量,这是一个断裂韧性的措施材料,如温度的功能。“实验装置如图1所示。 对7种合金材料做了测试,结果如下: ·99.99wt.%Sn ·Sn-0.7wt.%Cu, ·Sn-0.7wt.%Cu (0.1wt.%Ni) ·Sn-3wt%Ag-0.5wt%Cu, ·Sn-4wt%Ag-0.5wt%Cu ·Sn-5wt%Ag ·Sn-37wt.%Pb,作为参考 根据所进行的测试ASTM E23标准的V型缺口样品大小为 10x10x55mm。对于某些样本大小为5x5x55mm的合金被使用,由于只有有限的物质可用。锤能量为50J和冲击速度为3.8米/秒。能源锤358J被用于多次测量时吸收能量大于50J。结果是由截面样品表面正
2012年1月 内蒙古科技与经济Januar y 2012 第2期总第252期Inner Mongolia Science T echnology &Economy No .2Total No .252 传动齿轮磨削裂纹原因分析 X 蔡 红 (内蒙古第一机械集团有限公司,内蒙古包头 014030) 摘 要:本文对车辆传动齿轮开裂件进行宏观分析、硬度检测、化学成分分析、显微组织及裂纹分析,探讨裂纹形成机理,就其裂纹形成原因提出分析意见及改进措施。解剖分析结果表明,零件在磨削过程中受到了过大的磨削力作用和磨削热作用,使表层发生塑性变形及相变,造成拉应力状态,导致裂纹源产生,形成表面磨削裂纹。 关键词:齿轮;磨削;裂纹 中图分类号:T G 580.6 文献标识码:A 文章编号:1007—6921(2012)02—0140—03 齿轮是车辆传动操纵系统的关键零部件,主要 承受接触应力、摩擦力、冲击应力等,用低碳合金结 构钢制造,主要工艺流程为:原材料→渗碳淬火回火 →磨外圆、端面→装配→使用。生产中准备装配时发 现两件齿轮在右端面(靠近长轴的齿轮端面)上有细 小裂纹,造成零件失效报废,影响生产和质量。 为查明裂纹产生原因,笔者选取其中较典型的 一件开裂件解剖分析,对其进行宏观观察、化学成分 分析、硬度检测分析、金相组织及裂纹分析,探讨裂 纹形成机理,就其开裂原因提出分析意见及改进措 施。 1 实验结果 1.1 宏观分析 开裂件宏观形貌及裂纹位置见图1所示,该零 件所发现裂纹非常细小,肉眼不易分辨,在Hirox KH -3000三维视频显微系统(美国)下观察,这些细小条状裂纹均在齿轮右端面(齿轮长轴一侧)上,裂纹宏观形貌见图2,径向分布,排列较有规则,呈细小、聚集、断续串接特征,垂直于磨削方向,裂纹长度约1mm ~7mm ,多达上百条,部分裂纹已呈网状分 布。 图1 开裂齿轮宏观形貌及裂纹位置X 收稿日期5 作者简介蔡红(6—),女,内蒙古一机集团车辆工程研究院理化室工作,高级工程师,从事金相分析、失效分析及热处理工作二十余年,本项目来源于生产实际。 140:2011-11-2:198
潞安职业技术学院毕业论文 齿轮的失效分析 作者:李再蕾 摘要:齿轮传动是目前最重要也是应用最广泛的一种传动形式。由于齿轮在传动过程 中受到各种因素导致齿轮失效,如轮齿折断、齿面疲劳点蚀、胶合、磨损、塑性变形等。 齿轮失效直接影响着机械效能的发挥,亟待解决,本文分析了机械传动齿轮的失效形式 及失效的原因,并列举了实例进行了实例分析。采用化学成分分析、金相检验、硬度测 试等方法,对断裂齿轮进行失效分析,结果表明,失效的齿轮硬度达不到要求、设计图 样和加工工艺不符、金相组织不符合要求、存在偏载和重载现象等,这些都是导致齿轮 失效的直接原因,本文对此提出了相应的解决措施,并指出了齿轮今后的发展方向。 关键词:齿轮失效分析原因措施 第 1 页
潞安职业技术学院毕业论文引言 机械产品的失效分析是一门新的跨学科的综合性技术,在一些国家中已将它作为一门新的独立学科加以研究和发展。这是因为尽管人们所掌握的机械设计、材料、工艺、管理等的知识不断地丰富与深化,所运用的技术手段不断地更新与完善,但机械产品的失效事故仍经常发生,一些重大的失效事件往往会导致生命和财产的巨大损失。所以必须系统地研究机件的失效类型、鉴别失效类型的技术、预测及监控失效的方法,改进与预防失效的措施等。这方面的知识不仅对专业失效分析工作者是不可缺少的,而且对于设计工程师、材料和工艺工程师以及生产管理人员,也是十分必要的。只有对产品一切可能的失效形式、其发生的条件、控制与预防等有深刻的理解,才可以在创造优质产品方面获得成功。这里主要研究的是齿轮的失效分析。 齿轮是机动车辆、农业、矿山、石油机械和机床等多种机械产品必不可少的基础零件,应用范围极广,需用量也大。齿轮在各种机械中要求可靠且精确地传递动力,应具有高的疲劳强度、耐磨性能和加工精度,因而要求较高的制造技术。 目前我国已具有相当大的齿轮生产能力,基本上已能够满足各类机械产品的要求,但在实际使用中普遍反映使用寿命较低。这主要是由于我国的齿轮制造技术与国际先进水平相比差距较大,在齿轮设计、用材、制造以及使用等方面都还存在不少问题。如果对这些问题不作系统的分析研究,找出问题所在,从而提出相应的改进措施,齿轮产品质量就难以得到提高。 通过齿轮的失效分析,可揭示齿轮的失效形式、失效原因、失效机理。通过失效分析可较准确地揭露齿轮在设计、材质、制造工艺、装配和使用等方面而存在的不足之处。将这些信息反馈到有关部门,有助于改进齿轮质量,延长齿轮的服役寿命。 1 齿轮的损伤和失效形式 在机械工程中,齿轮传动应用甚为广泛,并且往往处于极为重要的部位,因此齿轮的损伤和失效倍受人们的关注。齿轮的失效可分为轮体失效和轮齿失效两大类。由于轮体失效在一般情况下很少出现,因此齿轮的失效通常是指轮齿失效。所谓轮齿失效,就是齿轮在运转过程中,由于某种原因,使轮齿在尺寸、形状或材料性能上发生改变而不能正常完成规定的任务。齿轮在运转中,轮齿有多种损 第 2 页