
超精密数控机床控制系统技术方案
1、系统组成
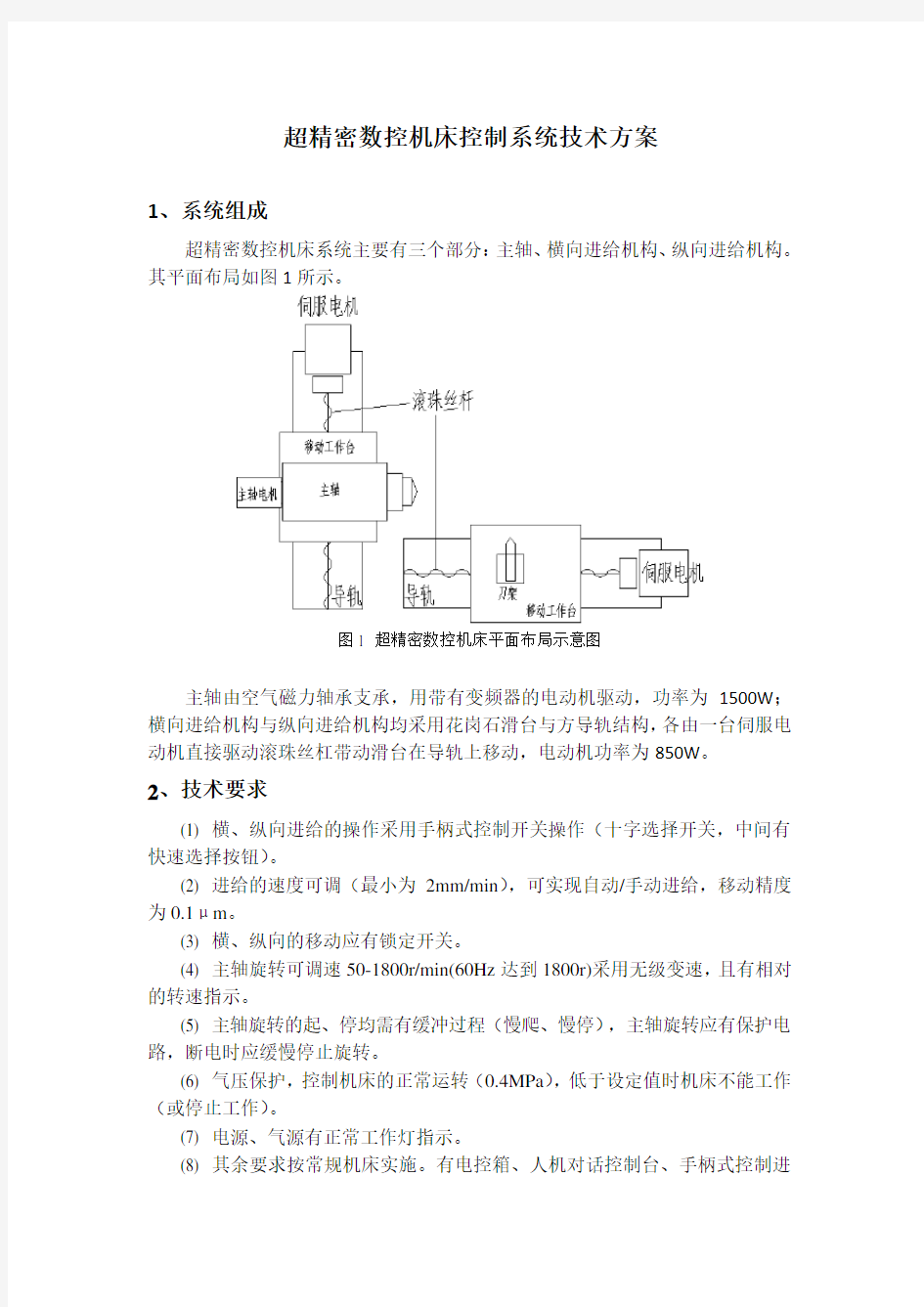
超精密数控机床系统主要有三个部分:主轴、横向进给机构、纵向进给机构。其平面布局如图1所示。
图1 超精密数控机床平面布局示意图
主轴由空气磁力轴承支承,用带有变频器的电动机驱动,功率为1500W;横向进给机构与纵向进给机构均采用花岗石滑台与方导轨结构,各由一台伺服电动机直接驱动滚珠丝杠带动滑台在导轨上移动,电动机功率为850W。
2、技术要求
(1) 横、纵向进给的操作采用手柄式控制开关操作(十字选择开关,中间有快速选择按钮)。
(2) 进给的速度可调(最小为2mm/min),可实现自动/手动进给,移动精度为0.1μm。
(3) 横、纵向的移动应有锁定开关。
(4) 主轴旋转可调速50-1800r/min(60Hz达到1800r)采用无级变速,且有相对的转速指示。
(5) 主轴旋转的起、停均需有缓冲过程(慢爬、慢停),主轴旋转应有保护电路,断电时应缓慢停止旋转。
(6) 气压保护,控制机床的正常运转(0.4MPa),低于设定值时机床不能工作(或停止工作)。
(7) 电源、气源有正常工作灯指示。
(8) 其余要求按常规机床实施。有电控箱、人机对话控制台、手柄式控制进
给操作
手柄组成。
3、系统功能需求
3.1 主轴
(1)无级变速,要求50~1800转;
(2)启停应有一个过渡过程(即从慢到快启动,从快到慢停止);
(3)转速设定;
3.2横向进给机构
(4)任意位置停止锁定;
(5)移动距离设定;
(6)设置快速移动操作手柄;
3.3纵向进给机构
(1)任意位置停止锁定;
(2)移动距离设定;
(3)设置快速移动操作手柄;
3.4控制面板
(1)主轴转速设定、显示;
(2)横向进给量设定、显示;
(3)纵向进给量设定、显示;
(4)纵横向进给手动控制;
(5)电源总快关
3.5系统整体
(1)主轴中心线位置定位(原点、二次定位点)
(2)刀具轨迹程序编制
4、控制系统解决方案
4.1 硬件解决方案
根据数控机床的功能需求与技术要求,拟定其控制系统硬件解决方案如图2所示。
1) 控制主机控制主机选用工业级平板电脑,其整机性能完善,稳定可靠,功耗低,支持各类应用软件,具有良好的开放性,易于软件的升级和数控系统功能的拓展,可实现基于网络的数控功能,触摸屏可以实现丰富的人机交互功能,广泛应用于电信、电力、国防、自动化设备、制造业等各领域。
2) 运动控制卡初步选用雷赛智能控制股份公司的DMC2410运动控制卡。DMC2410运动控制卡是一款基于PCI总线的高性能运动控制卡,它可控制多达四轴步进或伺服电机,具有快速的运动速度控制功能,有很好的直线和圆弧插补功能。同时还增加了编码器位置锁存、位置比较等高级功能。为研发制造多轴工业自动化设备提供了优良的控制器解决方案。
3) 变频器主轴电机由变频器控制。变频器型号为YASKAWA(安川) J1000。
4) 伺服控制器型号为安川公司的SGMGH-09ACA61。
5) 其他I/O元件数控机床控制过程所需的各类模拟量(如气压传感器信号)和数字量输入/输出信号(电磁阀的开关信号、电源指示灯的通断信号)均通过运动控制卡和其他I/O设备实现。
图2 控制系统硬件解决方案示意图
4.2 软件解决方案
超精密数控机床软件系统采用MS VC++6.0开发。可以充分发挥VC++6.0强大的软件开发功能,易于实现各种硬件的驱动,极好地发挥其快速的运算能力和数据处理能力,从而实现超精密数控机床提出的各项控制功能。不仅如此,VC++6.0所开发的软件系统容易实现系统的升级换代。为今后提升数控系统的功能奠定良好基础。
超精密数控机床控制拟采用触摸屏和软按钮方式,同时配置必要的硬件控制按钮,如“急停”按钮、进给手轮等,以实现系统的一般操作控制功能和应急处理功能。
为了实现数控加工控制功能,软件系统将提供图3所示操控功能。
1) 加工参数设置此功能实现加工参数的设定,如切削速度,进给量,切
削深度等
。
2) 加工过程操作控制此功能实现数控加工的人工控制,如X轴、Y轴快进快退,对刀操作,急停等。
3) 加工程序设定此功能实现基本的数控加工零件程序设定,如加工原点,直线加工的起点坐标、终点坐标,圆弧插补加工的起点、终点、圆弧半径等。
图3 超精密数控机床控制软件功能构成
4) 加工状态显示此功能实现数控加工状态的显示,包括:当前X坐标、Y坐标,主轴速度,主轴转向等。同时包括系统电源、气源状态,电气元件工作状态,是否有报警等。
5) 系统辅助功能此功能包括加工零件数据文件保存,用户管理等。
4.3 界面设计
系统界面设计应遵循界面友好,操作方便,功能完善等基本要求。图4~图5为系统界面的初步设计示例。
图4 控制与先是界面示意图
图5 加工设置界面示意1
图6 加工设置界面示意2
5 超精密数控机床控制系统硬件配置需求清单
厂家/型号参考单价(元) 数量合计(元)
工业平板电脑艾讯宏达(GrantTech)/
UFP6315-525NM-2PCI
7800.00 1 7800.00
运动控制卡雷赛/ DMC2410 3000.00 1 3000.00 运动卡连接
附件
雷赛/ACC2410400.00 1 400.00
配电柜定制3000.00 1 1100.00 操作台定制800.00 1 800.00 继电器等电
气配件、辅件
1800.00
总计16800.00
6 项目投资估算
根据项目开发的硬件和软件需求,得到投资估算如附表1所示。
附表1 投资估算各项费用明细表
序号名称参考价格(元) 备注
1 硬件费用16800.00
2 现场安装实施费3000.00
3 技术服务费10000.00 一年保修服务