釜式反应器的研究实验
1 前言
物料在反应器内的停留时间分布是连续流动反应器的一个重要性质,可定量描述反应器内物料的流动特性。物料在反应器内停留时间不同,其反应的程度也不同。通过测定流动反应器停留时间,即可由已知的化学反应速度计算反应器物料的出口浓度、平均转化率,还可以了解反应器内物料的流动混合状况,确定实际反应器对理想反应器的偏离程度,从而找出改进和强化反应器的途径。通过测定停留时间分布,求出反应器的流动模型参数,为反应器的设计及放大提供依据。
单个反应釜使反应达到最大返混,因此降低了反应速度。而多个反应釜串联操作可以减小反应物料的返混,因此增大了反应速度。通过单釜和多釜串联的反应器实验了解多釜串联影响反应速度的规律,为多釜串联的优化设计打下基础。
影响反应速率的因素主要是单位反应物系中物料混合均匀程度、反应物浓度、反应温度及反应时间等。在由小试到中试到工业生产的放大过程中,研究放大过程中液相停留时间分布(RTD)的变化规律,可以合理、精确地描述实际反应器中物料流动及混合特性,得到最佳中试规模及放大规律。
2 实验目的
(1)掌握停留时间分布的测定及其数据处理方法;
(2)对反应器进行模拟计算及其结果的检验;
(3)熟悉根据停留时间分布测定结果判定釜式反应器混合状况和改进反应器的方法;
(4)了解单釜反应器、串联釜式反应器对化学反应的影响规律,学会釜式反应器的配置方法。
3 实验内容
(1)测定单釜反应器和串联反应釜的停留时间分布;
(2)将停留时间测试数据的处理结果与全混反应器和平推流反应器相比较,分析单釜和串联反应器的返混情况;
(3)根据停留时间测试数据的处理结果和蔗糖水解的化学反应速度方程式计算反应器出口浓度和反应转化率,与全混反应器单釜和三釜串联的计算结果加以比较;
(4)在单釜和三釜串联的实验装置上进行蔗糖水解实验,测定出口反应产物的
旋光度,将出口浓度和反应转化率与上述计算结果进行比较及分析讨论。
4 实验原理
在连续流动的反应器内,不同停留时间的物料之间的混合称为返混。连续操作的理想反应器有2种,即平推流反应器和全混反应器。平推流反应器完全没有返混,而全混反应器则达到完全返混。二者分别描述了连续式反应器的两种极端情况,而实际反应器的返混状况介于二者之间。但实际的管式反应器的混合状况更接近于平推流反应器,实际的釜式反应器更接近于全混反应器。
返混程度的大小,一般很难直接测定,通常是利用物料停留时间分布的测定来研究。然而测定不同状态的反应器内停留时间分布时,我们可以发现,相同的停留时间分布可以有不同的返混情况,即返混与停留时间分布不存在一一对应的关系,因此不能用停留时间分布的实验测定数据直接表示返混程度,而要借助于反应器数学模型来间接表达。
停留时间分布的表示方法有两种,一种称为分布函数F(t),其物理意义是停留时间小于t 的粒子所占的分率;另—种称为时间分布密度因数E(t),其物理意义是停留时间为t 的粒子的概率。两个函数的关系为:
E(t)=dF(t)/dt (1) 蔗糖在酸催化下水解转化为果糖和葡萄糖的化学反应是一个典型的液相催化反应,其化学反应式如下:
C 12H 22O 11(蔗糖)+H 2O —→C 6H 12O 6(果糖)+C 6H 12O 6(葡萄糖)
水解反应可视为一级反应,其速率方程为:
A A
kC dt
dC =-
(2)
积分上式得
kt
C C A
=0ln (3)
式中C A 为t 时蔗糖的浓度;k 为反应速度常数。
蔗糖及其水解产物都为旋光物质,其比旋光度分别是;蔗糖D
20][α为66.65°,葡萄糖D
20][α为52.5°,果糖D
20][α为-91.9°。D 表示所用光波为钠黄光,其波长为589nm ;正值表示右旋(使偏振面顺时针偏转),负值表示左旋(偏振面逆时针偏转)。由于果糖的左旋性大于葡萄糖的右旋性,随着反应的进行,反应产物的浓度逐渐增大,溶液的右旋性逐渐减少,以至经过0°角后转变为左旋。所以可用溶液的旋光度变化来度量反应的程度。
溶液的旋光度为溶液中各组分旋光度之和。溶液的浓度可分别表示为
C A0=F(α0-α∞) (4)
C A=F(αt-α∞) (5)
式中α0、αt、α∞分别表示反应时间为0、t、∞时溶液的旋光度,对于给定的条件,α∞为常数;C A为溶液的浓度;F为常数。可将(5)式改写为
C A=Fαt-Fα∞=Fαt-B (6)
从上式可以看出,对于一定初始浓度和PH值的蔗糖溶液来讲,随着水解反应的进行,通过测定溶液的旋光度,即可通过(6)式计算出溶液中的蔗糖浓度,因此可算出相应水解产物的浓度。α0、α∞、αt都是可以测定的,C A0可以从反应器各物流的流量和浓度计算,由此可直接计算出F。因而可通过测定的αt直接由(6)式算出C A。
蔗糖水解是在常压下进行的。蔗糖水溶液以一定的进料速度进入反应器,产物以相同的速度从反应器流出,保持反应器内物料体积恒定后,向反应器中加入一定量的示踪物,分析示踪物的浓度随时间的变化。因为注入示踪物所用时间极短,数量又少,所以可认为示踪物的流动行为与和它同时进入设备的反应流体流动行为相同,即示踪物在反应器内停留时间分布密度函数E(t)与反应物料相同。停留时间介于t和dt间的示踪物物料量QE(t)dt,将在t和t+dt间流出反应器。故
QE(t)dt=UC(t)dt (7)
因而
E(t)=(U/Q)C(t) (8)
式中,U为总流量(ml/min);Q为示踪物总量(mg);C(t)为示踪物出口浓度(g/L)。
显然,若测知示踪物浓度随时间变化的函数关系C(t),即可得到停留时间分布密度函数E(t)随时间的变化。
本实验以示踪物KCl来测定反应器停留时间分布,用电导仪测定KCl的电导率随时间的变化。KCl电导率与浓度的关系为
C KClλKCl=K KCl(9)
式中,C KCl为KCl的浓度;λKCl为KCl的摩尔电导;K KCl为KCl的电导率。
用电导仪测定KCl溶液的电导率,并配以自动平衡记录仪记录电导率的变化,此变化用电讯号V与时间t的关系曲线表示,通过下面的换算即可得到KCl 在反应器内停留时间分布密度函数E(t)。
溶液浓度C(t)与电讯号V(t)的关系式为
C(t)=μ′V(t) (10)
式中μ′为常数。
将C(t)关系式代入E(t)关系式,得
E(t)=(U/Q )μ′V(t) (11) 令
μ=μ′U/Q (12) 则
E(t)=μV(t) (13) 因为
?
∞
=
)()(dt
t V dt
t V A dA (14)
其中A 为 V(t)-t 曲线下的面积(mm ﹒s );将E(t)与V(t)关系代入上式,得 ?
∞
=
)()(dt
t E dt
t E A
dA (15)
因为
1)(0
=?
∞
dt t E
(16)
所以
dA/A =E(t)dt (17) dA/dt =V(t)
∑?∞
∞
?=
=
=
)()
()()
()()(t
t V t V dt
t V t V A
t V t E (18)
根据V(t)的测定数据即可计算出反应器的平均停留时间τm 和无因次散度2t δ,
∑∑∑
∑=
=
n
n
n
n
t t i t t i i t t i t t i i m t V t V t t E t E t 0
)(/)()(/)(τ (19)
2
2
2
)(/)(m t t i t t i i t
n
n
t V t V t τδ-
=
∑∑ (20)
2
22/m
t τδδθ= (21)
以此即可考查反应器的返混特性。
由实验得到的V(t)—t 曲线换算为停留时间分布密度函数E(t)与时间t 的关系式,适用于处理以电讯号表示示踪物浓度变化时停留时间的分布数据。
5 实验装置
图1
实验装置流程示意图
槽中的反应物料通过蠕动泵计量后进入反应釜,反应釜内设置搅拌器搅拌混合,反应温度由夹套内的恒温水控制。流出反应器的物料温度由温度计测定,示踪物采用电解质KCl,在出口设置电导电极测定出口物料的电导率,电导率信号输入计算机,由计算机对信号进行处理。在蔗糖水解实验时,通过取样口可随时取样测定溶液旋光度。由恒温槽送出的恒温水控制反应器的温度。反应器的搅拌速度由调节器调节,由光电测速仪测定或在显示器上直接读出。
6 实验步骤
6.1 停留时间分布的测定
首先将自来水加入水槽,标定反应器有效体积后即可进行测定实验。标定步骤:打开反应器进口开关,按表1调节流量计流量,同时打开搅拌器至一定的转速,待流量稳定时关闭反应器进口开关的同时在出口处收集流出水,再打开反应器的底部的排空开关收集排出水,用量筒量取两部分水的总体积,即为反应器有效体积。
测定停留时间分布的步骤:将自来水加入水槽,待有流体经溢流管溢出时,将转子流量计调至所需流速。系统稳定后,开启电导仪。当计算机显示器显示的电导率信号为直线(基线)时,方可脉冲进样检测。某时刻t0,用针头在反应器入口处极快注入已知示踪剂KCl溶液,并同时给计算机一个进样记号。当曲线逐渐平稳回到基线位置时,该次测定结束。
6.2 蔗糖水解反应的测定
表1 蔗糖水解反应的实验条件
蔗糖水解反应的实验条件暂按表1的条件进行。先配置5L蔗糖溶液和3L酸
催化剂溶液,分别倒入酸槽和蔗糖槽。调节超级恒温槽至所需温度,开启水泵向反应器夹套供恒温水。开启蠕动泵向反应器进料,按表1调节蠕动泵流量。开启旋光仪预热10min,等待取样后立即检测。调节搅拌速度,准备好取样瓶。
待反应器出口温度稳定达到所需温度时,即开始取样测定。每隔2min取样测定一次样品旋光度,当连续3次的样品旋光度一致时该次测定结束,由最后的样品旋光度确定水解反应率。
旋光仪的使用方法见附录。在反应器进口取样测定α0,一次水解实验的最终的出口样品放入恒温槽内隔夜后测定旋光度得α∞。
7 实验数据记录及处理
7.1 蠕动泵的流量标定
7.1.1 进料为水(盐酸)
表2蠕动泵中水(盐酸)的流量标定
线性拟合得:
图2蠕动泵中水(盐酸)的流量-转速关系
7.1.2 进料为蔗糖溶液
表3蠕动泵中蔗糖溶液的流量标定
线性拟合得:
图3蠕动泵中蔗糖溶液的流量-转速关系
7.2 停留时间分布的测定
7.2.1 单釜停留时间分布的测定
控制水的流量为2.1 L·h-1,单釜搅拌转速200 rpm。
由蠕动泵中水盐酸的流量-转速关系,计算得到,蠕动泵转速为20.6 rpm。
实验开始时间为2011-11-3 13:21:02,采样时间间隔为5s。
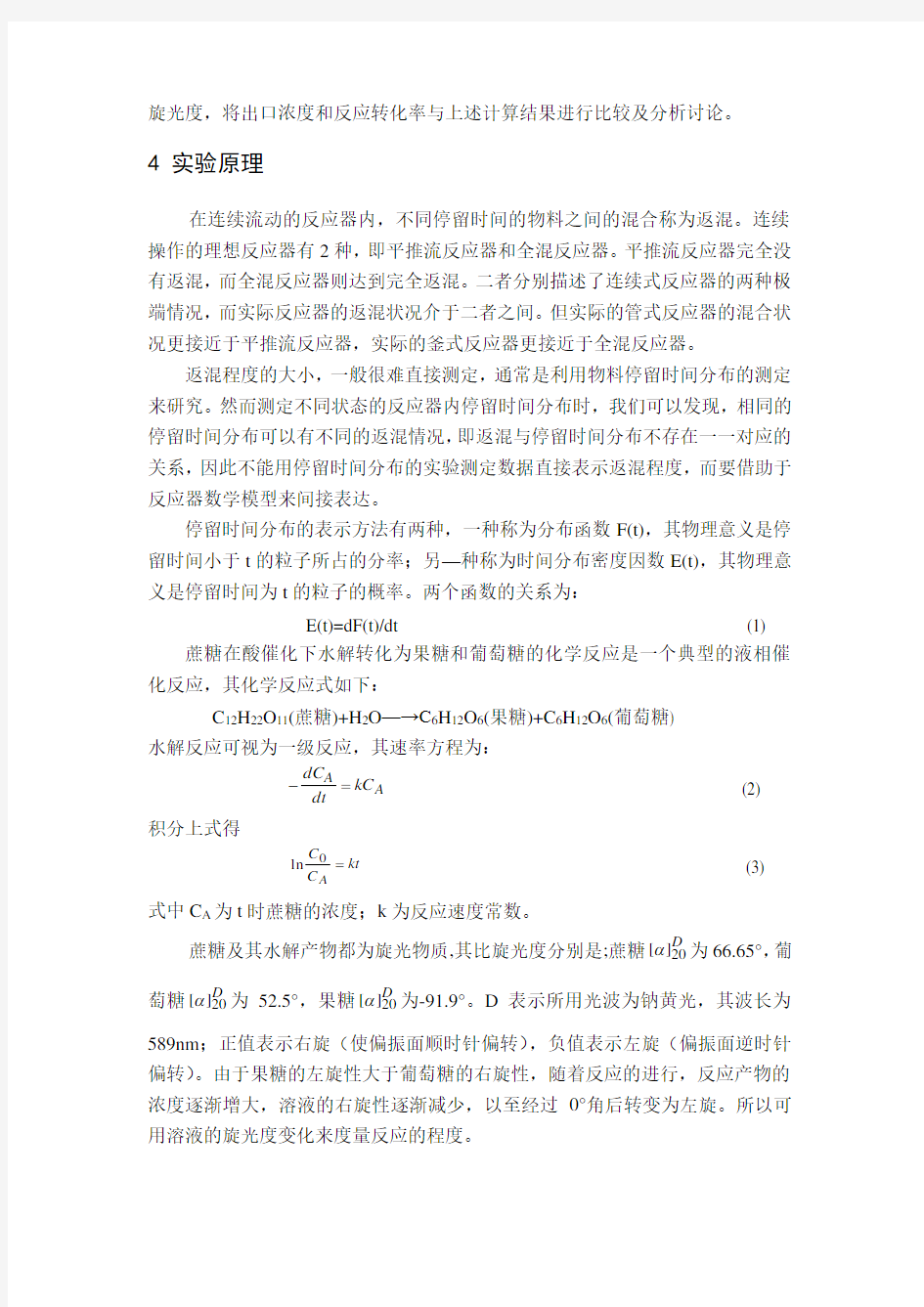
作出单釜电导率曲线,如下:
图4 单釜V(t)—t 曲线
停留时间密度函数按照下式计算:
173.519=?∑∞
)(t
t V
173.519
)
()()
()()
()()(0
t V t
t V t V dt
t V t V A
t V t E =
?=
=
=
∑?∞
∞
根据实验测定的电导数据,减去初始值,由该公式计算出各时刻的时间分布密度函数E(t),绘制出其变化曲线如下:
图5 单釜E(t)—t 曲线
0.25
0.30.350.40.45
0.5010002000300040005000
6000
v (t )
t
00.0001
0.00020.0003
0.00040.00050.0006
0.00070.0008
0.00090.0010
1000
2000
3000
4000
5000
6000
E (t )
t
根据V(t)的测定数据即可计算出反应器的平均停留时间τm 和无因次散度2t δ,
∑∑=
n
n
t t i t t i i m t V t V t 0
)(/)(τ1016.285173.519
5
176344.752==
2
2
2
)(/
)(m
t t i t t i i t
n
n
t V t V t τδ-=
∑∑
816891
1016.285
173.159
3202968522
=-=
2
2
2
/m
t τδδθ=0.7911016.285
816891
2
==
7.2.2 串釜停留时间分布的测定 7.2.2.1 串釜第一组
控制水的流量为2.1 L·h -1,单釜搅拌转速200 rpm 。
由蠕动泵中水盐酸的流量-转速关系,计算得到,蠕动泵转速为20.6 rpm 。 实验开始时间为2011-11-3 11:38:38,采样时间间隔为5s 。 作出单釜电导率曲线,如下:
图6 串釜第一组V(t)—t 曲线
停留时间密度函数按照下表计算:
表4 串釜停留时间密度函数计算表
0.25
0.350.450.550.65
0.7501000200030004000
5000
v (t )
t
v1(t)v2(t)v3(t)
根据实验测定的电导数据,减去初始值,由该公式计算出各时刻的时间分布密度函数E(t),绘制出其变化曲线如下:
图7 串釜第一组E(t)—t 曲线
根据V(t)的测定数据即可计算出反应器的平均停留时间τm 和无因次散度2t δ,
∑∑=
n
n
t t i t t i i m t V t V t 0
)(/)(τ
2
2
2
)(/
)(m t t i t t i i t
n
n
t V t V t τδ-=
∑
∑
2
2
2
/m
t τδδθ=
表5 串釜停留时间计算表 7.2.2.2 串釜第二组
控制水的流量为3.0 L·h -1,单釜搅拌转速200 rpm 。
由蠕动泵中水盐酸的流量-转速关系,计算得到,蠕动泵转速为29.7 rpm 。 实验开始时间为2011-11-3 14:56:08,采样时间间隔为5s 。 作出单釜电导率曲线,如下:
0.0005
0.0010.00150.0020.00250.00301000200030004000
5000
E (t )
t
E1(t)E2(t)E3(t)
图8 串釜第二组V(t)—t 曲线
停留时间密度函数按照下表计算:
表6 串釜停留时间密度函数计算表
根据实验测定的电导数据,减去初始值,由该公式计算出各时刻的时间分布密度函数E(t),绘制出其变化曲线如下:
图9 串釜第二组E(t)—t 曲线
根据V(t)的测定数据即可计算出反应器的平均停留时间τm 和无因次散度2t δ,
0.2
0.250.3
0.350.40.450.50.55
0.60.650.7010002000300040005000v (t )
t
V1(t)V2(t)V3(t)
00.0005
0.0010.00150.0020.00250.0030.00350
1000
2000
3000
4000
5000
E (t )
t
E1(t)E2(t)E3(t)
∑∑=
n
n t t i t t i i m t V t V t 0
)(/)(τ
2
2
2
)(/
)(m t t i t t i i t
n
n
t V t V t τδ-=
∑∑
2
22/m
t τδδθ=
表7 串釜停留时间计算表
7.2.2.3 串釜第三组
控制水的流量为2.1 L·h -1,单釜搅拌转速300 rpm 。
由蠕动泵中水盐酸的流量-转速关系,计算得到,蠕动泵转速为20.6 rpm 。 实验开始时间为2011-11-3 16:08:00,采样时间间隔为5s 。 作出单釜电导率曲线,如下:
图10 串釜第二组V(t)—t 曲线
停留时间密度函数按照下表计算:
表8 串釜停留时间密度函数计算表
0.3
0.350.40.45
0.50.550.60.650.7
0.750.80
1000
2000
3000
4000
5000v (t )
t
V1(t)V2(t)V3(t)
根据实验测定的电导数据,减去初始值,由该公式计算出各时刻的时间分布密度函数E(t),绘制出其变化曲线如下:
图11 串釜第三组E(t)—t 曲线
根据V(t)的测定数据即可计算出反应器的平均停留时间τm 和无因次散度2t δ,
∑∑=
n
n
t t i t t i i m t V t V t 0
)(/)(τ
2
2
2
)(/
)(m t t i t t i i t
n
n
t V t V t τδ-=
∑∑
2
2
2
/m
t τδδθ=
表9 串釜停留时间计算表
0.0005
0.0010.00150.0020.00250.00301000200030004000
5000
E (t )
t
E1(t)E2(t)E3(t)
7. 3 蔗糖水解反应的测定
7.3.1 实际转化率
盐酸溶液流量:0.7L/h,由蠕动泵中水/盐酸的流量-转速关系,计算得到,蠕动泵转速为6.4 rpm。
蔗糖溶液流量:1.4L/h,由蠕动泵中蔗糖溶液的流量-转速关系,计算得到,蠕动泵转速为13.6 rpm。
单釜/串釜搅拌转速:120r/min.
表10蔗糖水解产物旋光度记录表
根据旋光仪所测得的出口浓度和进口浓度,即可算出实际的转化率。
x real=1-C A/C A0 (22) 按照反应稳定后的旋光度数据计算:
串釜αt =11.444;单釜αt=12.114
串釜α0=14.334;单釜α0=12.370,取平均值:α0=13.352
单釜α∞=-4.7;串釜α∞=-4.7
C A0=F(α0-α∞) ?F= C A0/(α0-α∞)= 0.6/(13.352+4.440)=0.03372 mol/(L·度)
由C A=F(αt-α∞)计算得到:
串釜:C A=0.5356 mol/L,x rea=0.1073=10.73%
单釜:C A=0.5582 mol/L,x rea=0.0697=6.97%
7.3.2 理论转化率
由停留时间分布密度函数E(t)虽可以确定反应转化率。因为一级反应进行的程度仅与反应时间有关,所以在获知物料停留时间后即可确定反应的转化率。因为停留时间在t至t+dt之间,物料所占的分率为E(t) dt,若这部分物料的转化率为x A,则它对反应出口转化率的贡献应为x A E(t) dt,将这些转化率的贡献相加即可得到出口的平均转化率,即
?∞=
) (dt
t
E
x
x A
A(23) 同理,出口平均浓度应为
?∞
=
)(dt
t E C
C A A (24)
对一级反应C A =C A0exp(-kt),代入上式得
?
∑∞
∞
?-=-=
0)()e x p ()()e x p (t
t E kt
C dt t E kt C C i i A A A (25)
即 ?∞
-=
0)()e x p (/dt t E kt C C A A (26)
所以
?
∑∞
∞
?--
=--
=0
)()e x p (1)()e x p (1i
i i A t t E kt
dt t E kt x (27)
在实验测定的条件下,21℃时的反应速度常数k 为2.58×10-3min -1;25℃时的反应速度常数k 为4.40×10-3min -1。由实验测得停留时间分布密度后即可由上式计算出理论平均转化率。 单釜反应器:
?
∑∞
∞
?--
=--
=0
)()exp(1)()exp(1i
i i A t t E kt
dt t E kt x
=0.1212=12.12%
C A = C A 0(1-x A )=0.6×(1-0.1212) =0.5273mol/L 串釜第一组:
?
∑∞
∞
?--
=--
=0
)()exp(1)()exp(1i
i i A t t E kt
dt t E kt x
=0.13315=13.247%
C A = C A 0(1-x A )=0.6×(1-0.13315) =0.5201mol/L 串釜第二组
?
∑∞
∞
?--
=--
=0
)()exp(1)()exp(1i
i i A t t E kt
dt t E kt x
=0.13247=13.315% 串釜第三组
?
∑∞
∞
?--
=--
=0
)()exp(1)()exp(1i
i i A t t E kt
dt t E kt x
=0.13062=13.062%
8 实验结果及讨论
8. 1返混程度分析
全混流反应器2
θδ=1,平推流反应器2
θδ=0.
单釜实验,2
θδ=0.791,更接近1,故单釜反应器的返混程度更接近全混流反应器。
串釜三组实验中,2
θδ=0.312803、0.315826、0.273653,更接近0,故串釜反应器的返混程度更接近平推流反应器。
8. 2 停留时间分析
表11 单釜、串釜参数汇总表
8.2.1 单釜串釜对比分析
全混流反应器内的不同反应程度物料完全返混,平推流反应器内径向上不同反应程度的物料完全返混,轴向上不同反应程度的物料不返混。
单釜和串釜的平均停留时间都小于理论停留时间,说明反应器内物料存在死区,部分物料由于搅拌的原因没有混合,使反应器有效体积比反应器容积小,导致平均停留时间小于理论值。
比较单釜和串釜第一组,单釜的平均停留时间小于串釜的平均停留时间,串釜的返混比单釜的较充分,反应转化率也比较高,所以串联的反应釜越多,相同有效体积下转化率越高,在这一点越接近于平推流反应器。
8.2.2 流量及搅拌情况分析
在单釜停留时间分布测定中,串釜实验第三组与第一组比较,流量不变,搅拌转速为原来的1.5倍,使搅拌更加充分,结果第三组的平均停留时间比第一组长,计算得到的反应器出口转化率也较高。搅拌加剧后,减小了反应器内的搅拌死区,使其有效体积增大,同时返混程度增大,反应会比较充分,使得反应釜转化率提高。第二组与第一组比较,搅拌速度不变,增加反应物的流量,结果是第二组的平均停留时间比第一组短,反应器触控反应物浓度增高,是反应转化率下降。反应器总体积不变,增大了反应物流量,从理论上,停留时间减小,实际反应时,返混程度下降,导致反应转化率降低。
8. 3 蔗糖水解反应分析
表12单釜、串釜出口浓度和转化率汇总表
蔗糖水解反应中,全混反应器单釜反应器出口反应物浓度较高,反应转化率较串釜低一些。
蔗糖水解实验中,实际出口浓度都比计算结果高,转化率低,主要原因是测定停留时间分布由于试验条件和操作的原因导致。实验测定电导率时,受到温度的影响,所用自来水的电导率较高,且实验数据测定和记录的仪器不是很稳定,导致试验结果与实际值有相当的差距。
釜式反应器 Tank Reactor 釜式反应器的学习任务 1、了解釜式反应器的基本结构、特点及工业应用。 2、掌握各类釜式反应器的计算。 3、了解釜式反应器的热稳定性。 4、掌握釜式反应器的操作技能。 项目一釜式反应器的结构 釜式反应器又称: 槽型反应器或锅式反应器一种低高径比的圆筒形反应器,用于实现液相单相反应过程和液液、气液、液固、气液固等多相反应过程。 反应器内常设有搅拌(机械搅拌、气流搅拌等)装置。在高径比较大时,可用多层搅拌桨叶。在反应过程中物料需加热或冷却时,可在反应器壁处设置夹套,或在器内设置换热面,也可通过外循环进行换热。 操作时温度、浓度容易控制,产品质量均一。在化工生产中,既可适用于间歇操作过程,又可用于连续操作过程;可单釜操作,也可多釜串联使用;但若应用在需要较高转化率的工艺要求时,有需要较大容积的缺点。通常在操作条件比较缓和的情况下,如常压、温度较低且低于物料沸点时,釜式反应器的应用最为普遍。 一、釜式反应器基本结构 釜式反应器的基本结构主要包括: 反应器壳体、搅拌装置、密封装置、换热装置、传动装置。 壳体结构:一般为碳钢材料,筒体皆为圆筒型。釜式反应器壳体部分的结构包括筒体、底、盖(或称封头)、手孔或人孔、视镜、安全装置及各种工艺接管口等。封头;反应釜的顶盖,为了满足拆卸方便以及维护检修。 平面形:适用于常压或压力不高时; 碟形:应用较广。 球形:适用于高压场合; 椭圆形:应用较广。 锥形:适用于反应后物料需要分层处理的场合。 手孔、人孔:为了检查内部空间以及安装和拆卸设备内部构件。 视镜: 观察设备内部物料的反应情况,也作液面指示用。 工艺接管: 用于进、出物料及安装温度、压力的测定装置。
3 釜式反应器 3.1在等温间歇反应器中进行乙酸乙酯皂化反应: 325325+→+CH COOC H NaOH CH COONa C H OH 该反应对乙酸乙酯及氢氧化钠均为一级。反应开始时乙酸乙酯及氢氧化钠的浓度均为0.02mol/l ,反应速率常数等于5.6l/mol.min 。要求最终转化率达到95%。试问: (1) (1) 当反应器的反应体积为1m 3时,需要多长的反应时间? (2) (2) 若反应器的反应体积为2m 3,,所需的反应时间又是多少? 解:(1)002220 00001()(1)110.95169.6min(2.83) 5.60.0210.95 ===?---= ?=?-??Af Af X X A A A A A A A A A A A dX dX X t C C R k C X kC X h (2) 因为间歇反应器的反应时间与反应器的大小无关,所以反应时间仍为2.83h 。 3.2拟在等温间歇反应器中进行氯乙醇的皂化反应: 223222+→++CH ClCH OH NaHCO CH OHCH OH NaCl CO 以生产乙二醇,产量为20㎏/h ,使用15%(重量)的NaHCO 3水溶液及30%(重量)的氯乙醇水溶液作原料,反应器装料中氯乙醇和碳酸氢钠的摩尔比为1:1,混合液的比重为1.02。该反应对氯乙醇和碳酸氢钠均为一级,在反应温度下反应速率常数等于5.2l/mol.h ,要求转化率达到95%。 (1) (1) 若辅助时间为0.5h ,试计算反应器的有效体积; (2) (2) 若装填系数取0.75,试计算反应器的实际体积。 解:氯乙醇,碳酸氢钠,和乙二醇的分子量分别为80.5,84 和 62kg/kmol,每小时产乙二醇:20/62=0.3226 kmol/h 每小时需氯乙醇:0.326680.5 91.11/0.9530%?=?kg h 每小时需碳酸氢钠:0.326684 190.2/0.9515%?=?kg h 原料体积流量:091.11190.2275.8/1.02+==Q l h 氯乙醇初始浓度:00.32661000 1.231/0.95275.8?==?A C mol l 反应时间: 02000110.95 2.968(1) 5.2 1.23110.95===?=-?-??Af Af X X A A A A B A A dX dX t C h kC C kC X 反应体积:0(')275.8(2.9680.5)956.5=+=?+=r V Q t t l (2) (2) 反应器的实际体积:956.512750.75= ==r V V l f 3.3丙酸钠与盐酸的反应: 2525+?+C H COONa HCl C H COOH NaCl 为二级可逆反应(对丙酸钠和盐酸均为一级),在实验室中用间歇反应器于50℃等温下进行该 反应的实验。反应开始时两反应物的摩尔比为1,为了确定反应进行的程度,在不同的反应时间下取出10ml 反应液用0.515N 的NaOH 溶液滴定,以确定未反应盐酸浓度。不同反应时间下,NaOH 溶液用量如下表所示:
化工原理习题及答案釜式反应器
3 釜式反应器 3.1在等温间歇反应器中进行乙酸乙酯皂化反应: 325325+→+CH COOC H NaOH CH COONa C H OH 该反应对乙酸乙酯及氢氧化钠均为一级。反应开始时乙酸乙酯及氢氧化钠的浓度均为0.02mol/l ,反应速率常数等于5.6l/mol.min 。要求最终转化率达到95%。试问: (1) (1) 当反应器的反应体积为1m 3时,需要多长的反应时间? (2) (2) 若反应器的反应体积为2m 3, ,所需的反应时间又是多少? 解:(1)00222000001()(1) 110.95 169.6min(2.83) 5.60.0210.95===?---= ?=?-??Af Af X X A A A A A A A A A A A dX dX X t C C R k C X kC X h (2) 因为间歇反应器的反应时间与反应器的大小无关,所以反应时间仍为2.83h 。 3.2拟在等温间歇反应器中进行氯乙醇的皂化反应: 223222+→++CH ClCH OH NaHCO CH OHCH OH NaCl CO 以生产乙二醇,产量为20㎏/h ,使用15%(重量)的NaHCO 3水溶液及30%(重量)的氯乙醇水溶液作原料,反应器装料中氯乙醇和碳酸氢钠的摩尔比为1:1,混合液的比重为1.02。该反应对氯乙醇和碳酸氢钠均为一级,在反应温度下反应速率常数等于 5.2l/mol.h ,要求转化率达到95%。 (1) (1) 若辅助时间为0.5h ,试计算反应器的有效体积; (2) (2) 若装填系数取0.75,试计算反应器的实际体积。 解:氯乙醇,碳酸氢钠,和乙二醇的分子量分别为80.5,84 和 62kg/kmol,每小时产乙二醇:20/62=0.3226 kmol/h 每小时需氯乙醇:0.326680.5 91.11/0.9530%?=?kg h 每小时需碳酸氢钠:0.326684 190.2/0.9515%?=?kg h 原料体积流量:091.11190.2275.8/1.02+==Q l h 氯乙醇初始浓度:00.32661000 1.231/0.95275.8?==?A C mol l 反应时间:
釜式反应器的应用、技术进展 什么是釜式反应器?一种低高径比的圆筒形反应器,用于实现液相单相反应过程和液液、气液、液固、气液固等多相反应过程。器内常设有搅拌(机械搅拌、气流搅拌等)装置。在高径比较大时,可用多层搅拌桨叶。在反应过程中物料需加热或冷却时,可在反应器壁处设置夹套,或在器内设置换热面,也可通过外循环进行换热。 工业应用,釜式反应器按操作方式可分为:①间歇釜式反应器,或称间歇釜。操作灵活,易于适应不同操作条件和产品品种,适用于小批量、多品种、反应时间较长的产品生产。间歇釜的缺点是:需有装料和卸料等辅助操作,产品质量也不易稳定。但有些反应过程,如一些发酵反应和聚合反应,实现连续生产尚有困难,至今还采用间歇釜。②连续釜式反应器,或称连续釜。可避免间歇釜的缺点,但搅拌作用会造成釜内流体的返混。在搅拌剧烈、液体粘度较低或平均停留时间较长的场合,釜内物料流型可视作全混流,反应釜相应地称作全混釜。在要求转化率高或有串联副反应的场合,釜式反应器中的返混现象是不利因素。此时可采用多釜串联反应器,以减小返混的不利影响,并可分釜控制反应条件。③半连续釜式反应器。指一种原料一次加入,另一种原料连续加入的反应器,其特性介于间歇釜和连续釜之间。间歇式反应器操作灵活,易于适应不同操作条件和产品品种,适用于小批量、多品种、反应时间较长的产品生产。间歇釜的缺点是:需有装料和卸料等辅助操作,产品质量也不易稳定。但有些反应过程,如一些发酵反应和聚合反应,实现连续生产尚有困难,至今还采用间歇釜。 有搅拌器的釜式设备是化学工业中广泛采用的反应器之一,它可用来进行液液均相反应,也可用于非均相反应,如非均相液相、液固相、气液相、气液固相等。普遍应用于石油化工、橡胶、农药、染料、医药等工业,用来完成磺化、硝化、氢化、烃化、聚合、缩合等工艺过程,以及有机染料和医药中间体的许多其他工艺过程的反应设备。聚合反应过程约90%采用搅拌釜式反应器,如聚氯乙烯,在美国70%以上用悬浮法生产,采用10~1503m 的搅拌反应器:德国氯乙烯悬浮聚合采用的是2003m 的大型搅拌釜式反应器:中国生产聚氯乙烯,大多采用13.53m 、333m 不锈钢或复合钢板的聚合釜式反应器,以及73m 、143m 的搪瓷釜式反应器。又如涤纶树脂的生产采用本体熔融缩聚,聚合反应也使用釜式反应器。在精细化工的生产中,几乎所有的单元操作都可以在釜式反应器中进行。 釜式反应器的技术进展 1、大容积化,这是增加产量、减少批量生产之间的质量误差、降低产品成本的有效途径和发展趋势。染料生产用反应釜国内多为6000L 以下,其它行业有的达30m3;国外在染料行业有20000~40000L ,而其它行业可达120m3。 2、反应釜的搅拌器,已由单一搅拌器发展到用双搅拌器或外加泵强制循环。反应釜发展趋势除了装有搅拌器外,尚使釜体沿水平线旋转,从而提高反应速度。 3、以生产自动化和连续化代替笨重的间隙手工操作,如采用程序控制,既可保证稳定生产,提高产品质量,增加收益,减轻体力劳动,又可消除对环境的污染。 4、合理地利用热能,选择最佳的工艺操作条件,加强保温措施,提高传热效率,使热损失降至最低限度,余热或反应后产生的热能充分地综合利用。热管技术的应用,将是今后反应釜发展趋势。>
搅拌釜式反应器课程设计任务书 一、设计内容安排 1. 釜式反应器的结构设计 包括:设备结构、人孔数量及位置,仪表接管选择、工艺接管管径计算等。 2. 设备壁厚计算及其强度、稳定性校核 3. 筒体和裙座水压试验应力校核 4. 编写设计计算书一份 5. 绘制装配图一张(电子版) 二、设计条件 三、设计要求 1.学生要按照任务书要求,独立完成塔设备的机械设计; 2.根据设计计算书、图纸及平时表现综合评分。 四、设计说明书的内容 1.符号说明 2.前言 (1)设计条件; (2)设计依据; (3)设备结构形式概述。 3.材料选择 (1)选择材料的原则; (2)确定各零、部件的材质;
(3)确定焊接材料。 4.绘制结构草图 (1)按照工艺要求,绘制工艺结构草图; (2)确定裙座、接管、人孔、控制点接口及附件、内部主要零部件的轴向及 环向位置,以单线图表示; (3)标注形位尺寸。 5.标准化零、部件选择及补强计算: (1)接管及法兰选择:根据结构草图统一编制表格。内容包括:代号,PN,DN, 法兰密封面形式,法兰标记,用途)。补强计算。 (2)人孔选择:PN,DN,标记或代号。补强计算。 (3)其它标准件选择。 6.结束语:对自己所做的设计进行小结与评价,经验与收获。 7.主要参考资料。 【设计要求】: 1.计算单位一律采用国际单位; 2.计算过程及说明应清楚; 3.所有标准件均要写明标记或代号; 4.设计计算书目录要有序号、内容、页码; 5.设计计算书中与装配图中的数据一致。如果装配图中有修改,在说明书中要注明变更; 6.设计计算书要有封面和封底,均采用A4纸,正文用小四号宋体,行间距1.25倍,横向装订成册。
一概述 1.1醋酸乙酯生产工艺的现状和特点 醋酸乙酯分子式C4H8O2,又名:乙酸乙酯,英文名称:acetic ester;ethyl acetate,简称EA。醋酸乙酯是醋酸工业重要的下游产品,也是一种重要的绿色有机溶剂,溶解能力及快干性能均属上乘,主要用做涂料(油漆和瓷漆)、油墨和粘合剂配方中的活性溶剂,也可用做制药和有机化学合成的工艺溶剂。 EA可用于制造乙酰胺、乙酰醋酸酯、甲基庚烯酮等,并在香料、油漆、医药、火胶棉、硝化纤维、人造革、染料等行业中广泛应用,还可用作萃取剂和脱水剂,亦可用于食品工业。还可用于硝酸纤维、乙基纤维、氯化橡胶和乙烯树脂、乙酸纤维素脂、纤维素乙酸丁酯和合成橡胶等的生产过程;也可用于复印机的液体硝基纤维墨水。在纺织工业中用作清洗剂;在食品工业中作为特殊改性酒精的香味萃取剂;在香料工业中是重要的香料添加剂,可作为调香剂的组份。同时醋酸乙酯本身也是制造染料、香料和药物的原料。在高级油墨、油漆及制鞋用胶生产过程中,对醋酸乙酯的质量要求较高。 当前全球醋酸乙酯的市场状况是:欧美等发达国家醋酸乙酯的市场发展比较成熟,产量和消费量的增长都比较缓慢,亚洲尤其是中国成为醋酸乙酯生产和消费增长最为快速的国家和地区。由于中国国内快速发展的市场,尤其是建筑、汽车等行业的强劲发展,推动国内醋酸乙酯的需求,但是同时,醋酸乙酯生产能力的增长也非常快速,市场未来发展充满了机遇与挑战。 醋酸乙酯消费持续增长的主要原因是它取代了污染空气环境的用于表面涂层和油墨
配方的甲乙酮和甲基异丁基酮。醋酸乙酯作为优良溶剂,正逐步替代一些低档溶剂,发展潜力较大。 受消费拉动,20世纪90年代以来,我国醋酸乙酯生产发展迅速。“八五”期间,产量年均增长率为13.0%;1995-2000年,年均增长率达到20.5%;2000-2002年,年均增长率高达30.5%。目前我国有醋酸乙酯生产企业30多家,年产能力为57.2万吨。其中,万吨级以上规模的企业有14家,年产能力为47万吨。2001年5月,山东金沂蒙集团将醋酸乙酯产能增至8万吨/年,2003年6月又扩能至16万吨/年;2001年,上海石化采用黑龙江省石化研究院技术,建成2万吨/年乙醛缩合法生产醋酸乙酯装置;2002年5月,中英合资BP--扬子江乙酰化工有限公司8万吨/年醋酸乙酯装置投产,采用BP 切换式醋酸乙酯技术生产醋酸乙酯和醋酸丁酯,工艺技术国内领先;2001年,江西南昌赣江溶剂厂将醋酸乙酯年产能力从2万吨扩至8万吨;2003年,江门谦信化工发展有限公司将产能从1.5万吨/年扩至3.5万吨/年。近2-3年内,国内新增醋酸乙酯年产能力达31万吨。 虽然我国醋酸乙酯市场仍有潜力,但由于扩能速度太快,近两年已出现开工率不足的现象。据了解,2002年国内装置平均开工率约77%,预计2003年平均开工率将为66%。目前市场已经饱和,产品价格呈走软趋势,利润已渐微薄。而在建和拟建醋酸乙酯项目尚有20万吨/年产能。如果这些项目到2005年如期投产,我国醋酸乙酯供应将平衡有余。随着国内新增能力陆续投产,近两年我国醋酸乙酯进口量有所下降。2001年进口5.35万吨,2002年进口4.8万吨,2003年上半年进口2.45万吨。 醋酸乙酯制备方法主要有醋酸酯化法、乙醛缩合法、乙醇脱氢法和乙烯加成法。 用醋酸和乙醇酯化制醋酸乙酯是开发较早,工艺成熟,且为目前主要采用的方法。反应在酸催化剂(如硫酸)存在下进行液相酯化,分为间歇法和连续法。间歇法使用釜式反
江西应用技术职业学院教案首页
任务一间歇操作釜式反应器设计 工作任务:根据化工产品的生产条件和工艺要求进行间歇操作釜式反应器的工艺设计预备知识:
一、反应器流动模型 (一)理想流动模型 1、理想置换流动模型 也称为平推流模型或活塞流模型。指在任一截面的物料如同活塞一样在反应器中移动,垂直于流动方向的任一横截面上所有的物料质点的年龄相同,是一种返混量为零的极限流动模型。其特点是在定态情况下,沿着物料流动方向物料的参数会发生变化,而垂直于流动方向上的任一截面的所有参数都相同,如浓度、压力、流速等。 2、理想混合流动模型 称为全混流模型。由于强烈搅拌,反应器内物料质点返混无穷大,所有空间位置物料的各种参数完全一致 3、返混及其对反应的影响 指不同时刻进入反应器的物料之间的混合,是逆向的混合,或者说是不同年龄质点之间的混合。间歇操作反应器不存在返混。其带来的最大影响是反应器进口处反应物高浓度去的消失或减低。 a 返混改变了反应器内的浓度分布,是反应器内反应物的浓度下降,反应产物的浓度上升 b 返混的结果将产生停留时间分布,并改变反应器内浓度分布。 c 不但对反应过程产生不同程度的影响,更重要的是对反应器的工程放大所产生的问题 d 降低返混程度的主要措施是分割,通常有横向分割和纵向分割两种 (二)非理想流动 实际反应器中流动状况偏离理想流动状况的原因课归纳为下列几个方面 a 滞留去的存在也称死区、死角,是指反应器中流体流动极慢导致几乎不流动的区域。 b 存在沟流与短路 c 循环流 d 流体流速分布不均匀 e 扩散 二、均相反应动力学基础 工业反应器中,化学反应过程与质量、热量和动量传递过程同时进行,这种化学反应与物理变化过程的综合称为宏观反应过程。研究宏观反应过程的动力学称为宏观反应动力学。排除了一切物理传递过程的影响得到的反应动力学称为化学动力学或本征动力学。 (一)化学反应速率及反应动力学方程
反应器结构及工作原理图解 小7:这里给大家介绍一下常用的反应器设备,主要有以下类型:①管式反应器。由长径比较大的空管或填充管构成,可用于实现气相反应和液相反应。②釜式反应器。由长径比较小的圆筒形容器构成,常装有机械搅拌或气流搅拌装置,可用于液相单相反应过程和液液相、气液相、气液固相等多相反应过程。用于气液相反应过程的称为鼓泡搅拌釜(见鼓泡反应器);用于气液固相反应过程的称为搅拌釜式浆态反应器。③有固体颗粒床层的反应器。气体或(和)液体通过固定的或运动的固体颗粒床层以实现多相反应过程,包括固定床反应器、流化床反应器、移动床反应器、涓流床反应器等。④塔式反应器。用于实现气液相或液液相反应过程的塔式设备,包括填充塔、板式塔、鼓泡塔等(见彩图)。 一、管式反应器 一种呈管状、长径比很大的连续操作反应器。这种反应器可以很长,如丙烯二聚的反应器管长以公里计。反应器的结构可以是单管,也可以是多管并联;可以是空管,如管式裂解炉,也可以是在管内填充颗粒状催化剂的填充管,以进行多相催化反应,如列管式固定床反应器。通常,反应物流处于湍流状态时,空管的长径比大于50;填充段长与粒径之比大于100(气体)或200(液体),物料的流动可近似地视为平推流。
分类: 1、水平管式反应器 由无缝钢管与U形管连接而成。这种结构易于加工制造和检修。高压反应管道的连接采用标准槽对焊钢法兰,可承受1600-10000kPa压力。如用透镜面钢法兰,承受压力可达10000-20000kPa。
2、立管式反应器 立管式反应器被应用于液相氨化反应、液相加氢反应、液相氧化反应等工艺中。
3、盘管式反应器 将管式反应器做成盘管的形式,设备紧凑,节省空间。但检修和清刷管道比较困难。
第三章釜式反应器 重点掌握: ?等温间歇釜式反应器的计算(单一反应、平行与连串反应)。 ?连续釜式反应器的计算。 ?空时和空速的概念及其在反应器设计计算中的应用。 ?连续釜式反应器的串联和并联。 ?釜式反应器中平行与连串反应选择性的分析,连接和加料方式的选择。 ?连续釜式反应器的热量衡算式的建立与应用。 深入理解: ?变温间歇釜式反应器的计算。 广泛了解: ?串联釜式反应器最佳体积的求取方法。 ?连续釜式反应器的多定态分析与计算。 ?产生多定态点的原因,着火点与熄火点的概念。 釜式反应器 反应器的分析与设计是《反应工程》的重要组成部分和主要任务。反应器设计的任务就是确定进行化学反应的最佳操作条件和完成规定的生产任务所需的反应器体积和主要尺寸。 对于反应器的分析计算需要建立适当的数学模型,本章将针对两类理想的反应器模型(间歇釜式反应器模型和全混流反应器模型)进行讨论和分析,考察反应器性能与各种因素的关系,反应器性能的优化设计问题等。具体内容包括: 等温间歇釜式反应器的计算(单一反应) 等温间歇釜式反应器的计算(复合反应) 全混流反应器的设计 全混流反应器的串联与并联 釜式反应器中复合反应的收率与选择性 变温间歇釜式反应器的计算 全混流反应器的定态操作与分析
第一节釜式反应器的物料衡算方程 反应器设计的基本内容: 选择合适的反应器类型 确定最佳操作条件 计算完成规定的生产任务所需的反应器体积(尺寸) 最终的目标是经济效益最大(实际上不应该仅仅针对反应系统,应该包括整个过程) 基本方程: 物料衡算--描述浓度的变化规律 能量衡算--描述温度的变化规律 动量衡算--描述压力的变化情况 注意: 首先要选择控制体 如果反应器内各处浓度均一,衡算的控制体选择整个反应器。如果反应区内存在两个或两个以上相态,反应体积内各点的反应物料组成未必相同,这时只能选择微元体积作为控制体。 对于复杂反应,方程数大大增多 第二节等温间歇釜式反应器的计算(单一反应) 特点: 分批装、卸; 适用于不同品种和规格的产品的生产,广泛用于医药、试剂、助剂等生产。 整个操作时间=反应时间+辅助时间(装+卸+清洗)
一概述醋酸乙酯生产工艺的现状和特点 醋酸乙酯分子式C 4H 8 O 2 ,又名:乙酸乙酯,英文名称:acetic ester;ethyl acetate, 简称EA。醋酸乙酯是醋酸工业重要的下游产品,也是一种重要的绿色有机溶剂,溶解能力及快干性能均属上乘,主要用做涂料(油漆和瓷漆)、油墨和粘合剂配方中的活性溶剂,也可用做制药和有机化学合成的工艺溶剂。 EA可用于制造乙酰胺、乙酰醋酸酯、甲基庚烯酮等,并在香料、油漆、医药、火胶棉、硝化纤维、人造革、染料等行业中广泛应用,还可用作萃取剂和脱水剂,亦可用于食品工业。还可用于硝酸纤维、乙基纤维、氯化橡胶和乙烯树脂、乙酸纤维素脂、纤维素乙酸丁酯和合成橡胶等的生产过程;也可用于复印机的液体硝基纤维墨水。在纺织工业中用作清洗剂;在食品工业中作为特殊改性酒精的香味萃取剂;在香料工业中是重要的香料添加剂,可作为调香剂的组份。同时醋酸乙酯本身也是制造染料、香料和药物的原料。在高级油墨、油漆及制鞋用胶生产过程中,对醋酸乙酯的质量要求较高。 当前全球醋酸乙酯的市场状况是:欧美等发达国家醋酸乙酯的市场发展比较成熟,产量和消费量的增长都比较缓慢,亚洲尤其是中国成为醋酸乙酯生产和消费增长最为快速的国家和地区。由于中国国内快速发展的市场,尤其是建筑、汽车等行业的强劲发展,推动国内醋酸乙酯的需求,但是同时,醋酸乙酯生产能力的增长也非常快速,市场未来发展充满了机遇与挑战。 醋酸乙酯消费持续增长的主要原因是它取代了污染空气环境的用于表面涂层和油墨配方的甲乙酮和甲基异丁基酮。醋酸乙酯作为优良溶剂,正逐步替代一些低档溶剂,发展潜力较大。 受消费拉动,20世纪90年代以来,我国醋酸乙酯生产发展迅速。“八五”期间,产量年均增长率为%;1995-2000年,年均增长率达到%;2000-2002年,年均增长率高达%。目前我国有醋酸乙酯生产企业30多家,年产能力为万吨。其中,万吨级以上规模的企业有14家,年产能力为47万吨。2001年5月,山东金沂蒙集团将醋酸乙酯产能增至8万吨/年,2003年6月又扩能至16万吨/年;2001年,上海石化采用黑龙江省石化研究院技术,建成2万吨/年乙醛缩合法生产醋酸乙酯装置;2002年5月,中英合资BP--扬子江乙酰化
化学反应器分类及其特点 This model paper was revised by the Standardization Office on December 10, 2020
化学反应器的分类及特点 秦财德 (中南大学、化学化工学院、化工1002班) 摘要: 反应器的应用始于古代,制造陶器的窑炉就是一种原始的反应器。近代工业中的反应器形式多样。化学反应器,用于实现液相单相反应过程和液液、气液、液固、气液固等多相反应过程。器内常设有搅拌(机械搅拌、气流搅拌等)装置。本文主要介绍化学反应器的分类和特点 关键词:化学反应器特点典型反应 现在的化工反应器在向高精端方向发展,在化工反应中处于主要地位,化学反应器是化学反应的载体,是化工研究、生产的基础,是决定化学反应好坏的重要因素之一,因此反应器的设计、选型是十分重要的。反应器的种类很多,设计和选型很重要,座椅应该按照实际情况来设计制造。 一.釜式反应器 (一)反应器的简介 一种低高径比的圆筒形反应器,用于实现液相单相反应过程和液液、气液、液固、气液固等多相反应过程。器内常设有搅拌(机械搅拌、气流搅拌等)装置。在高径比较大时,可用多层搅拌桨叶。在反应过程中物料需加热或冷却时,可在反应器壁处设置夹套,或在器内设置换热面,也可通过外循环进行换热。 (二)反应器的特点
反应器中物料浓度和温度处处相等,并且等于反应器出口物料的浓度和温度。物料质点在反应器内停留时间有长有短,存在不同停留时间物料的混合,即返混程度最大。反应器内物料所有参数,如浓度、温度等都不随时间变化,从而不存在时间这个自变量。 优点:适用范围广泛,投资少,投产容易,可以方便地改变反应内容。 缺点:换热面积小,反应温度不易控制,停留时间不一致。绝大多数用于有液相参与的反应,如:液液、液固、气液、气液固反应等。 (三)典型反应: 在等温间歇反应器中进行乙酸乙酯皂化反应: CH 3COOC 2 H 5 +NaOH CH 3 COONa+ C 2 H 5 OH 二.管式反应器 (一)反应器的简介 管式反应器一种呈管状、长径比很大的连续操作反应器。这种反应器可以很长,如丙烯二聚的反应器管长以公里计。反应器的结构可以是单管,也可以是多管并联;可以是空管,如管式裂解炉,也可以是在管内填充颗粒状催化剂的填充管,以进行多相催化反应,如列管式固定床反应器。通常,反应物流处于湍流状态时,空管的长径比大于50;填充段长与粒径之比大于100(气体)或200(液体),物料的流动可近似地视为平推流.(二)反应器的特点 (1)由于反应物的分子在反应器内停留时间相等,所以在反应器内任何一点上的反应物浓度和化学反应速度都不随时间而变化,只随管长变化。
釜式反应器的维护(标准版) Safety management is an important part of enterprise production management. The object is the state management and control of all people, objects and environments in production. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0704
釜式反应器的维护(标准版) 1、运行正常,效能良好: a.设备生产能力能达到设计规定的90%以上; b.带压釜需取得压力容器使用许可证: c.机械传动无杂音,搅拌器与设备内加热蛇管,压料管内部件应无碰撞并按规定留有间隙; d.设备运转正常,无异常振动; e.减速机温度正常,轴承温度应符合规定; f.润滑良好,油质符合规定,油位正常; g.主轴密封及减速机,管线、管件、阀门,人(手)孔、法兰等无泄漏。 2、内部机件无损坏,质量符合要求:
a.釜体,轴封、搅拌器、内外蛇管等主要机件材质选用符合图纸要求; b.釜体,轴封、搅拌器、内外蛇管等主要机件安装配合,磨损、腐蚀极限应符合检修规程规定; c.釜内衬里不渗漏,不鼓包,内蛇管装置紧固可靠。 3、主体整洁,零附件齐全好用: a.主体及附件整洁,基础坚固,保温油漆完整美观; b.减压阀、安全阀,疏水器、控制阀、自控仪表、通风、防爆、安全防护等设施齐全灵敏好用,并应定期检查校验; c.管件、管线、阀门、支架等安装合理,横平竖直,涂色明显; d.所有螺栓均应满扣、齐整、紧固 XXX图文设计 本文档文字均可以自由修改