工程光学课程设计
题目:枕形与桶形畸变的观测实验设计
班级:2013信息工程一班
组员:廖景威(20133201081),卢永恒(20133201037)
引言:
成像系统中的单会聚透镜、单发散透镜以及球面镜,在理想加工情况下当实验条件不能满足近轴条件时,总是存在像差。比如当成像光束孔径角增大或成像范围增大时就会产生畸变单色像差。
实验原理:
实际的光学系统,只有在近轴区域以很小的孔径角成像时才是完善的。如果一个光学系统的成像仅限于近轴区域是没有什么实际意义的,因为进入的光能量太少,分辨率很低。因此,任何光学系统都具有一定的孔径和视场,在这情况下用近轴光学理论来研究光学系统成像就不合适了,必须采用精确的三角光线追迹公式进行光线计算。用近轴光线追迹公式进行光线计算得出的像点(理想像点)与在不同孔径下用精确的三角追迹公式进行光线计算得出的像点之间往往并不重合,这个差别称为像差。像差的大小反映了光学系统质量的优劣。
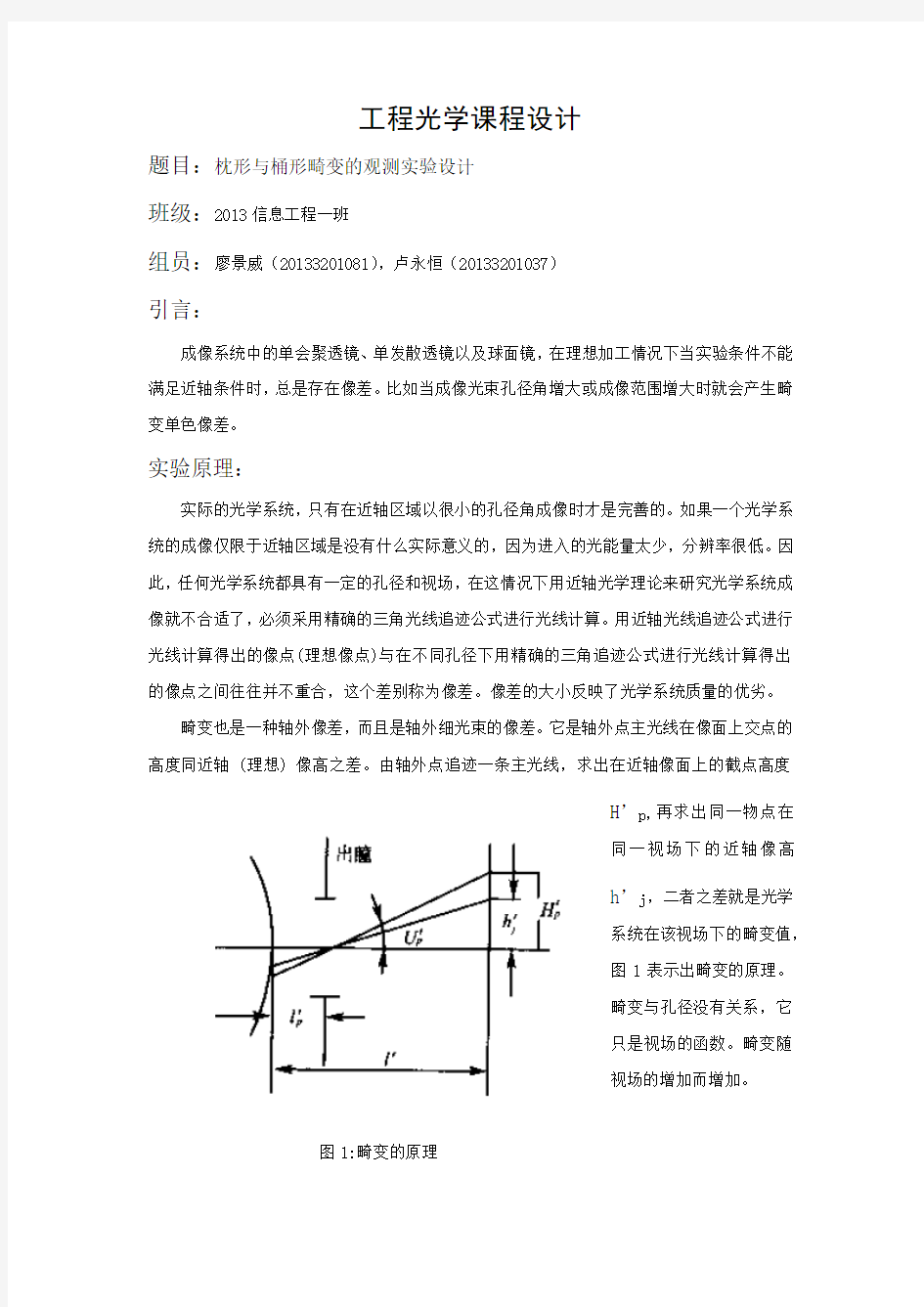
畸变也是一种轴外像差,而且是轴外细光束的像差。它是轴外点主光线在像面上交点的高度同近轴 (理想) 像高之差。由轴外点追迹一条主光线,求出在近轴像面上的截点高度
H’p,再求出同一物点在
同一视场下的近轴像高
h’j,二者之差就是光学
系统在该视场下的畸变值,
图1表示出畸变的原理。
畸变与孔径没有关系,它
只是视场的函数。畸变随
视场的增加而增加。
图1:畸变的原理
一个正方形通过光学系统成像就不是一个规则的正方形。图2(a) 是个待成像的正方形,通过光学系统成像后,由于光学系统的畸变,而且畸变随视场而变化,因此所成的像就不再是正方形了,可能会出现两种情况,其中一种如图2(b) 所示,视场边缘的像高小于理想像高,这样的畸变为负值,称为桶形畸变。只一种情况是视场边缘的像高大于理想像高,畸变为正值,称为枕形畸变,如图2(c) 所示。
畸变和其他像差不一样,一般像差造成点像的弥散圆扩散,使图像模糊,对比度降低,导致分辨率降低。而畸变则不同,它既不影响图像的清晰度,也不降低系统的分辨率,它只是使图像的大小和形状发生某些变化。
图2:桶形畸变与枕形畸变
实验光路图:
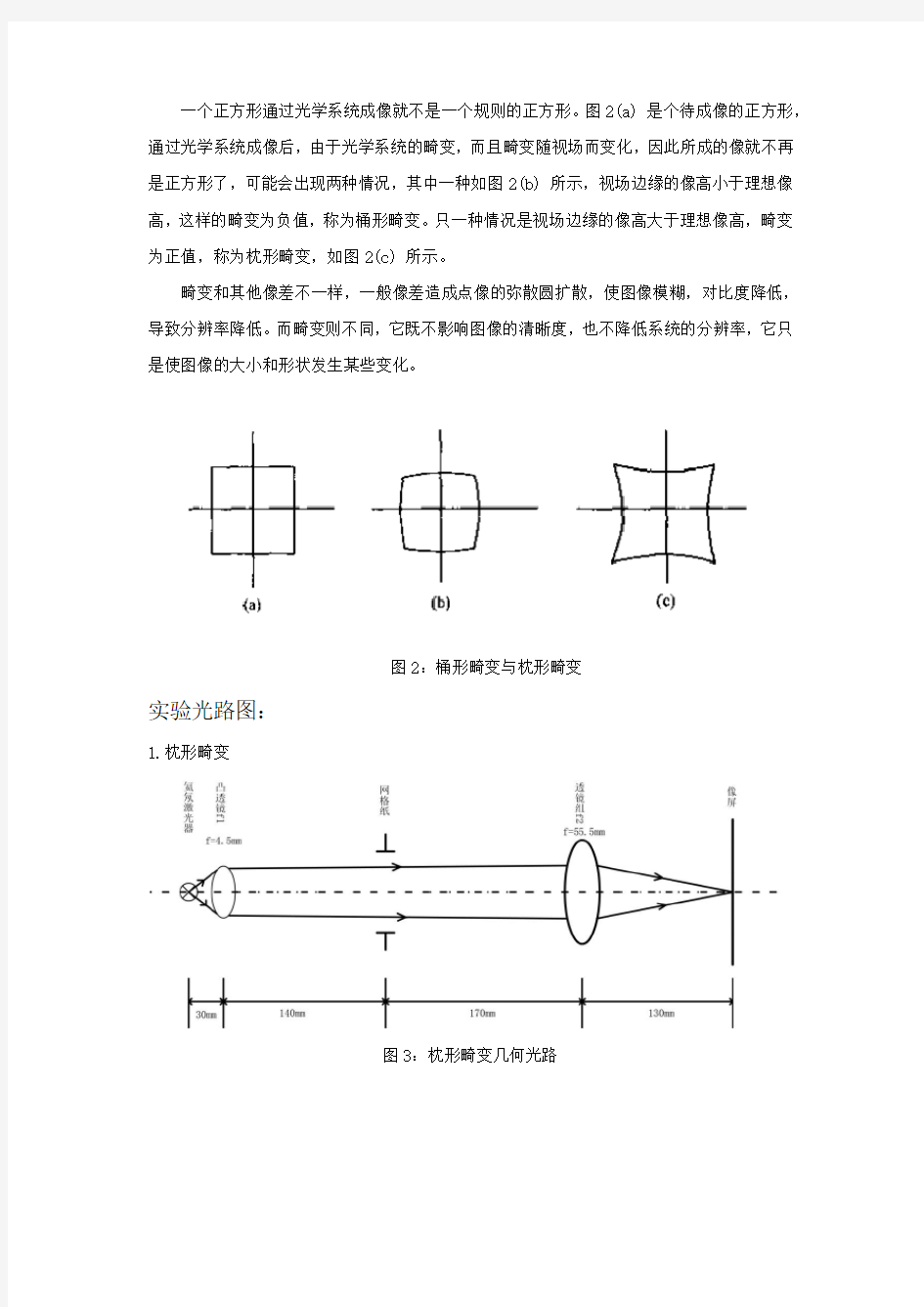
1.枕形畸变
图3:枕形畸变几何光路
图4:枕形畸变实际光路2.桶形畸变
图5:桶形畸变几何光路
图6:桶形畸变实际光路图
实验光学元件和仪器:
氦氖激光器,白屏,玻璃网格片,一个4.5mm透镜,两个70mm透镜。
实验步骤:
1.选取上述合适的仪器与光学元件,先放置氦氖激光器与4.5mm透镜与白屏,透镜置于激
光器前,白屏放置在透镜前,调节三个仪器的同轴等高。
2.移动透镜的位置,调节平行光,直到在白屏上获得一个边缘清晰的像。
3.移走白屏,在较远位置(距离
4.5mm透镜)约30cm处连续放置两个70mm的透镜,透镜
与透镜之间紧挨,形成一个等效的新透镜组,调节透镜组的同轴等高。在透镜组前放置一个白屏,移动白屏位置直到出现清晰像为止。
4.在透镜组与4.5mm透镜之间放置玻璃网格片,调节同轴等高,使得光充分透过网格片,
移动合适位置直到在白屏上成像最佳。
5.观测实验现象,记录相关数据与拍下实验成像结果
6.移除白屏,分开透镜组,使得一块70mm透镜位于另一块70mm透镜前面约15cm的距离,
在最前端的70mm透镜组前放置白屏,白屏与最前端透镜距离大于白屏之间的距离,移动白屏直到成像最佳。
7.观测实验结果,记录数据,并与(5)的实验现象作比较。
实验结果与分析:
1.枕形畸变
图7:枕形畸变实拍观测结果
2:.桶形畸变
图8:桶形畸变实拍观测结果
视场较小时,放大倍率随着视场而改变。并且大变焦比变焦镜头的长焦端,大焦距透镜组容易产生枕形畸变。视场较大时,如大变焦比变焦镜头的广角端,小焦距透镜组容易产生桶形畸变。
单反相机镜头实测见附录。
心得体会:
卢永恒:这是一个有趣的实验经历,从一开始的不懂到后来经过实际动手操作与理论分析计算之后,路越走越宽。一开始是做慧差的分析,到后来决定做枕形与桶形畸变之间的相差对比,不仅是因为这样更有挑战性,而且与我们组平时喜欢摆弄镜头,对广角镜长焦短焦产生的不同畸变很有兴趣。不难看出,兴趣是最好的老师。不仅收获了理论上的知识还有与实际的结合,更重要是收获以一份兴趣。
廖景威:作为一个摄影爱好者,日常生活中接触最多的光学器材莫过于相机与镜头了。摄影本身就作为一门光影的学问,知识都是来源于实践并反作用于实践的。在实验室中做出了枕形畸变与桶形畸变之后,我禁不住回家拿出了自己的装备,做起了实测来。这个实验让我对成像的畸变有了更深入的了解,我了解到了有更多不同类型的畸变,以及各种畸变形成的原因等等,这些知识在将来也许也会在摄影实践中指导我。
附录:数码单反相机与镜头实测
使用器材:
Canon EOS 7D
Canon EF-S 18-135mm f1:3.5-5.6 IS
Canon EF 50mm f1:1.8 II
Sigma 10-20mm f3.5 EX DC
实测图像:
Sigma 10-20mm Canon EF-S 18-135mm (因实验性质以下图像均取镜头广角端或长焦端焦距)
1. Canon EF-S 18-135mm f1:3.5-5.6 IS
18mm 1/15s f3.5 ISO100
135mm 1/15s f5.6 ISO100 2. Canon EF 50mm f1:1.8 II
50mm 1/80s f3.5 ISO100
3.Sigma 10-20mm f3.5 EX DC
10mm 1/80s f3.5 ISO100
20mm 1/80s f3.5 ISO100
20mm 1/80s f3.5 ISO100 目视取景器画面
10mm 1/80s f3.5 ISO100 广角镜头的几何变形(非正对被摄体)
总结:在实测中测试了三支单反镜头,这三支镜头各有各的特点。Canon EF-S 18-135mm f1:3.5-5.6 IS这支镜头是原配挂机镜头,变焦比高达7.5x,该镜头定位为标准变焦镜头,略带一小段广角;Canon EF 50mm f1:1.8 II俗称“小痰盂”,由于其极的高性价比,往往是摄影爱好者的第一支定焦镜头,该镜头是最标准的标准定焦镜头;Sigma 10-20mm f3.5 EX DC副厂镜头,镜头定位为超广角变焦镜头,变焦比为2x。
在以上的图中可以看出,EF 50mm这支镜头拍出的照片完全看不出畸变,由于镜头焦距与人眼相近,这支镜头拍出的照片与目视几乎相同。桶形畸变最明显的是EF-S 18-135mm
这支镜头的广角端,由于巨大的变焦比,使广角端成像的畸变难以抑制。超广角镜头Sigma 10-20mm的广角端也能看出比较明显的桶形畸变。而枕形畸变在几支镜头拍摄的图片中均没有明显出现,在EF-S 18-135mm这支镜头的广角端也只能看到极为轻微的畸变,而Sigma
的镜头在枕形畸变的抑制方面做得很好,只有在目视取景器里才能看到枕形畸变。因而也符合桶形畸变出现率为1%,枕形畸变出现率为0.4%的平均统计数据。
摘要 摘要:设计三片库克照相物镜,给出三片镜子的结构参数按照设计要求合理设计。近轴光路追迹求出设计系统的焦距和后焦距。然后利用zemax光学设计软件仿真验证设计结果。 关键词:照相物镜;光学设计 设计要求: 设计要求:采用三片库克(cookie)结构,D/f=1/5,半像面尺寸:18mm 半视场角:20°设计波长:0.486um、0.587um、0.656um,口径D:10mm 计算:系统焦距f,,后焦距(BFL) 第一章绪论 我们设计光学系统采用光线模型方法,即利用几何光学和光学工程中涉及到的基本方法、基本公式设计三片库克照相物镜。利用光线模型设计光学系统是非常重要的方法。曾经有位美国学者在回答有关光线和波动理论应用问题时,睿智的说;“你用光线理论设计照相机镜头,尽管是近视理论,但你用一个星期可以完成;然而你若用衍射理论设计照相机镜头,虽然你用的理论很严格,也去你一辈子才能设计出一个镜头。”可见用几何光学和工程光学中的光线模型设计光学系统是多么的重要。而近轴光线的追迹公式又是利用光线理论设计光学系统的基础。 根据近轴光学公式的性质,它只能适用于近轴区域,但是实际使用的光学仪器,无论是成像物体的大小,或者由一物点发出的成像光束都要超出近轴区域。 这样看来,研究近轴光学似乎没有很大的实际意义。但是事实上近轴光学的应用并不仅限于近轴区域内,对于超出近轴区域的物体,仍然可以使用近轴光学公式来计算平面的位置和像的大小。也就是说把近轴光学公式扩大应用到任意空间。对于近轴区域以外的物体,应用近轴光学公式计算出来的像也是很有意义的: 第一,作为衡量实际光学系统成像质量的标准。根据共轴理想光学系统的成像性质:一个物点对应一个像点;垂直于光轴的共轭面上放大率相同。如果实际共轴球面系统的成像符合理想则该理想像的位置和大小必然和用近轴光学公式计算所得结果相同。因为它们代表了实际近轴光线的像面位置和放大率。如果光学系统成像不符合理想,当然就不会和近轴光学公式计算出的结果一致。二者间的差异显然就是该实际光学系统的成像性质和理想像间的误差。也就是说,可以用它作为衡量该实际光学系统成像质量的指标。因此,通常我们把用近轴光学公式计算出来的像,称为实际光学系统的理想像。 第二,用它近似地表示实际光学系统所成像的位置和大小。在设计光学系统或者分析光学系统的工作原理时,往往首先需要近似地确定像的位置的大小。能够满足实际使用要求的光学系统,它所成的像应该近似地符合理想。也就是说,它所成的像应该是比较清晰的,并且物像大体是相似的。所以,可以用近轴光学公式计算出来的理想像的位置和大小,近似地代表实际光学系统所成像的位置和大小。由此可见近轴光学系统具有重要的实际意义,它在今后的研究光学系统的成像原理时经常用到。
大变形分析和屈曲的概要与执行 (1)概要 大变形分析是一种用于由载荷而产生了的应变小变形大,或者变形即使小但伴随着变形刚度变化很大时的功能。也是一种对变形后的形状计算力的平衡的所必需的应力分析。 虽然是一种非线性分析,然而以材料力学来看因为是弹性范围内的变形,所以撤回载荷的话就会回到原来的形状。一边使载荷或变形阶段性地增加,一边进行分析,分析中也会出现屈曲现象。非线性屈曲分析与线性屈曲的特征值分析不同,它也求出屈曲后的变形和应力 (2)执行 分析的实行象静力分析,因为不是一下子加上全部载荷,所以必须指定载荷的加载增量(仅时间步的载荷增量)。因为非线性分析必须边逐次计算中间状态边移向下一步,所以是一点点逐个加上载荷的。分析的结果与应力分析一样是应力和位移,然而多数情况下载荷和位移的关系(P-δ关系)尤为重要。图 1中显示了典型的屈曲现象和它的 P-δ关系。应力和变形的评价与应力分析的情况相同
(3)必须进行大变形分析的例子 象撑杆跳的杆子和弹簧取它们屈曲后的变形情况那样,也有形成肉眼可看见的那么大的变形现象,然而也有变形量虽小,也必须进行大变形分析的。以下显示这方面的事例 图 2(a):求受到横向载荷的梁和板的端部的移动量δ。 图 2(b):受到横向载荷的两端固定的梁和板或周围固定的板和圆板,求它们的轴向及面内方向的内力 f 和反力 R。 图 2(c):对于受横向载荷的梁或板,载荷引起的变形为δ,求δ超过梁高和板厚状态的应力和变形。 图 2(d):求受到内压的椭圆形管子的应力和变形。 以下图 2(b)~(d)是变形量小,但伴随变形刚度变大的例子。加载初期载荷与弯曲应力相平衡,随着负荷的增加除弯曲应力以外面内膜应力也参与了平衡。在线性分析中只能计算初始状态曲板引起的弯曲刚度,而进行大变形分析,随着变形而产生的面内膜刚度的影响也能考虑到计算中去。
塑胶产品变形的一些原因 翘曲变形是指注塑制品的形状发生畸变而翘曲不平,偏离了制件的形状精度要求,它是注射模设计和注射生产中常见的较难解决的制品缺陷之一。 随着塑料工业的发展,特别是电子信息产业的发展,对塑料制品的外观和使用性能要求越来越高。如笔记本及掌上电脑,扁薄手机等塑壳制件,翘曲变形程度已作为评定产品质量的重要指标之一,越来越受到模具设计者的关注与重视。希望在设计阶段预测出塑料件可能产生的翘曲原因,以便优化设计,减小产品的翘曲变形,达到产品设计的精度要求。 1、翘曲变形产生的原因 翘曲变形是制品在注射工艺过程中,应力和收缩不均匀而产生的。脱模不良,冷却不足,制件形状和强度不宜,模具设计和工艺参数不佳等也使塑件发生曲变。 模温不匀,塑件内部温度不均匀。 塑件壁厚差异和冷却不均匀,导致收缩的差异。 塑件厚向冷凝压差和冷却速差。 塑件顶出时温度偏高或顶出受力不匀。
塑件形状不当,具有弯曲或不对称的形状。 模具精度不良,定位不可靠,致使塑件易翘曲变形。 进料口位置不当,注射工艺参数不佳,使收缩方向性明显,收缩不均匀。 流动方向和垂直于流动方向的分子链取向性差异,致使收缩率不同。 凸凹模壁厚向不对称冷却,冷却时间不足,脱模后冷却不当。 2、模具结构对注塑件翘曲变形的影响 在模具设计方面,影响塑件翘曲变形的因素主要有三大系统,分别是浇注系统、冷却系统与顶出系统等。 浇口的设计 注塑模浇口是整个浇注系统的关键部分,它的位置、形式和浇口的数量直接影响熔料在模具型腔内的填流状态,导致塑料固化、收缩和内应力的异变。常用的浇口类型有侧浇口、点浇口、潜伏式浇口、直浇口、扇形浇口以及薄膜型浇口等。 浇口位置的选择应使塑料的流动距离最短。流动距离越长,内部流动层与外部冻结层之间的流动差增加,这样冻结层与中心流动层之间流动和补缩引起的内应力愈大,塑件变形也随之增大;反之,流动距离越短,从浇口到制件流动末端的流动时间越短,充模时冻结层厚度减薄,内应力降低,翘曲变形也会因此减小。 如精密薄壁较大塑件,使用一个中心浇口或一个侧浇口,因径向收缩率大于周向收缩率,成型后的塑件会产生较大的扭曲变形;若改用多个点浇口或薄膜型浇口,则可有效地防止翘曲变形,因此设计时须进行流动比计算校核。 当采用点浇口成型时,同样由于塑料收缩的异向性,浇口的位置、数量都对塑件的变形程度有很大的影响。
工程光学课程设计 设计名称:工程光学课程设计 院系名称: 专业班级: 学生姓名: 学号: 指导教师: XXX教务处制 20 13 年12 月
工程光学课程设计评分表 最后成绩的以优(90~100)、良(80~89)、中(70~79)、及格(60~69)和不及格(少于60分)五级给出。
第1章引言 1.1 简单介绍 对于实际的光学系统来说,它的成像往往是非完善成像,对于怎样来判断一个光学系统的性能的优劣,是光学设计中遇到的一个重要问题.在当前计算机辅助科研、教学的迅猛发展过程中,计算机辅助光学系统设计已成为光学设计不可缺少的一种重要手段.其中,由美国焦点软件公司所发展出的光学设计ZEMAX,可做光学组件设计与照明系统的照度分析,也可建立反射,折射,绕射等光学模型,并结合优化,公差等分析功能,是可以运算Sequential及Non-Sequential的软件.其主要特色有分析:提供多功能的分析图形,对话窗式的参数选择,方便分析,且可将分析图形存成图文件,例如:*.BMP, *.JPG等,且多种优化方式供使用者使用;公差分析:表栏式Tolerance参数输入和对话窗式预Tolerance参数,方便使用者定义;报表输出:多种图形报表输出,可将结果存成图文件及文字文件。 但是,这里必须强调一点的是,ZEMAX软件只是一个光学设计辅助软件,也就是说,该软件不能教你怎么去进行光学设计,而只是能对你设计的光学系统进行性能的优化以达最佳成像质量所以,在应用本教程进行光学辅助设计之前,您最好先学习一下光学设计的有关知识:首先是几何光学基础,几何光学是光学设计的基础,要做光学设计必须懂得各种光学仪器成像原理,外形尺寸计算方法,了解各种典型光学系统的设计方法和设计过程.实际光学系统大多由球面和平面构成。记住共轴球面系统光轴截面内光路计算的三角公式,了解公式中各参数的几何意义是必要的,具体公式可参考有关光学书籍,在此就不一一介绍了。对于平面零件有平面反射镜和棱镜,它们的主要作用多为改变光路方向,使倒像成为正像,或把白光分解为各种波长的单色光.在光学系统中造成光能损失的原因有三点:透射面的反射损失、反射面的吸收损失和光学材料内部的吸收损失。其次是像差理论知识,对于一个光学系统,一般存在7种几何像差,他们分别是球差、彗差、像散、场曲、畸变和位置色差以及倍率色差.另外,还必须了解一点材料的选择和公差的分配方面的知识,以及一些光学工艺的知识,包括切割,粗磨,精磨,抛光和磨边,最后还有镀膜和胶合等。
变形监测的概述及分析 变形监测就是利用专用的仪器和方法对变形体的变形现象进行持续观测、对变形 体变形性态进行分析和变形体变形的发展态势进行预测等的各项工作。其任务是确定在各种荷载和外力作用下,变形体的形状、大小、及位置变化的空间状态和时间特征。在精密工程测量中,最具代表性的变形体有大坝、桥梁、高层建筑物、边坡、隧道和地铁等。 变形监测的内容,应根据变形体的性质和地基情况决定。对水利工程建筑物主要观测水平位移、垂直位移、渗透及裂缝观测,这些内容称为外部观测。为了了解建筑物(如大坝)内部结构的情况,还应对混凝土应力、钢筋应力、温度等进行观测,这些内容常称为内部观测,在进行变形监测数据处理时,特别是对变形原因做物理解释时,必须将内、外观测资料结合起来进行分析。 变形监测的首要目的是要掌握水工建筑物的实际性状,科学、准确、及时的分析和预报水利工程建筑物的变形状况,对水利工程建筑物的施工和运营管理极为重要。变形监测涉及工程测量、工程地质、水文、结构力学、地球物理、计算机科学等诸多 学科的知识,它是一项跨学科的研究,并正向边缘学科的方向发展。 变形监测工作的意义主要表现在两个方面:首先是掌握水利工程建筑物的稳定性,为安全运行诊断提供必要的信息,以便及时发现问题并采取措施;其次是科学上的意义,包括根本的理解变形的机理,提高工程设计的理论,进行反馈设计以及建立有效的变形预报模型。 建筑物变形监测内容一般有沉降监测、水平位移监测和倾斜变形监测等。由于高层建筑物变 形主要表现在沉降变形上,即垂直变形,所以本文中主要针对沉降监测进行研究,给出了楼房变形监测方法和步骤,以及注意的问题。 2、沉降监测方法 2.1点位布置 在适当位置选择三个参考基准点构成本次沉降观测工作的起算基准系统。基准点的稳定 是沉降观测工作中最重要的因素。在沉降观测之前和过程中应对三个基准点进行联测。三个基准点相互验证,选择最稳定的点作为沉降观测起始点。 根据规范规定,沉降观测点(所谓沉降观测点是指为了反映出建筑物的准确沉降情况, 沉降观测点设置在最能反应沉降特征且便于观测的位置,在建筑物上纵横向对称,且相邻点之 间间距以15 ~30 m为宜,均匀分布在建筑物的周围。沉降观测点要符合各施工阶段的观测 要求,特别要考虑装饰阶段因施工破坏或掩盖沉降观测点,不能连续观测而失去观测意义。另外在沉降观测点上方设置保护设施,避免重物砸到发生变形而得不到准确的沉降量。高层建筑物的沉降观测。 沉降观测依据以下原则布设:(1)参照设计图纸;(2)建筑物的极大转角处;(3)高低 层建筑物、纵横墙的交接处两侧;(4)建筑物沉降缝两侧、基础埋深相差悬殊处。)应选 择在建筑物的四周和重要的承重部位,沉降缝、后浇带两侧。根据《建筑变形测量规范》的规定,并结合设计要求,重点考虑该地区的地质条件等,选取沉降观测点。工程中一般每楼分别布设沉降观测点4个,具体位置现场定。实际安装时,位置可进行调整,最终资料以调整后的为准; 2.2观测方案 在建筑物沉降区外,埋设沉降观测参考基准点三个,基准点应牢固、稳定。
形容词的比较级讲解 一.比较级构成的规则变化: 1. 单音节词和少数双音节词一般在词尾加— er eg. cold – colder old — older fast —faster 2. 重读闭音节词末尾只有一个辅音字母时, 先双写这个辅音字母, 再加-er. big–bigger thin–thinner fat – fatter 3. 以字母e结尾的词,加–r fine—finer late—later 4. 以―辅音字母+ y‖结尾的双音节词,先改y为i, 再加-er或-est。 easy –easier happy –happier 5.多音节词和部分双音节词在词前加more。 eg. delicious –more delicious interesting –more interesting serious-more serious 构成的不规则变化: eg. good / well –better bad / badly –worse many / much –more little –less far –farther / further 二、形容词的比较级的用法 1.表示两者(人或事物) 的比较。 eg. I am taller than Tom. 我比Tom更高。 My dress is more beautiful than hers. 我的裙子比她的更漂亮。 2. 在形容词比较级前还可用much, even, still, a little来修饰 e.g. This city is much more beautiful than before. 这个城市比之前漂亮得更多。 She’s a little more outgoing than me. 她比我更外向一点。 It’s a little colder today. 今天更冷一点 3 .―比较级+and+比较级‖意为―越来越…‖。多音节比较级用―more and more+形容 词原级‖形式。 It’s getting worse and worse. The group became more and more popular. 4. ―Which / Who is + 比较级…?‖比较A、B两事物, 问其中哪一个较…时用此句型。 e.g. Which T-shirt is nicer, this one or that one? 哪件T恤更漂亮,这件还是那件? Who is more active, Mary or Kate? 谁更活跃,Mary还是Kate? 5. ―the +比较级……, the+比较级……‖,表示―越……越……‖。
身材变形的原因: 美体专家称,好的骨骼是好身材的基础,骨骼的生理曲线标准决定着你身材的好与不好,良好的骨架决定着你的身材,如果脊柱发生变形,你的身材也会跟着变形,例如女性在生育过程中、不良的坐、站、走姿都会导致人体骨骼变形;直接影响曲线完美。 皮肤就像是好身材的保护膜。皮肤是软组织,柔韧而有弹性,皮肤的厚度会随着年龄的增长而失去原有的弹性和韧性,皮肤变薄导致皮肤松弛,起皱等,于是这层保护膜不能有效的承受脂肪带来的压力和地心引力的作用,导致身材的变形!我们在年轻时候没有发觉自己的身材不好?那是因为皮肤非常的紧致,能有效的管理好皮下组织的脂肪,有足够的韧性管理好脂肪!导致身材变形的几率就少很多,女性在工作当中不正确的姿势,又要承担生育的重任,很显然就会变得伟大而又身材庞大变形了!如何能通过有效的恢复骨骼的正常状态和建立女性第二次皮肤就成了解决女性身材的重要问题。 塑形的方式:通过脂肪移位,代谢,定型三个阶段。 1、脂肪移位阶段; 2、代谢过程; 3、定型阶段; 服务对象:高收入人群、有需求、有消费观念的高端人群。 服务心态:项目是直接服务高收入人群、有需求、有消费意识的高端人群,打造高标准五星级服务(高标准服务,凸显出我们的特色)。高端客户群体对效果和服务质量非常注重,不在乎价格,肯定效果和
提出我们塑形的理念,效果具有合约保证,每一个项目服务都是有偿的服务。(姿态要放高,有利于增加客户对我们的信赖和给到顾客信心) 一、引导客户了解我们项目: 观念意识引导话术: A:(赞美口气)xx小姐,你知道吗?现在很多有身份的太太小姐都在开始使用国际高科技的身材管理模具,这个产品能让女性身材一直保持健康美丽,拥有18岁少女般你的身形。其实这样的高科技产品,也只有像你这样的身份、有品位的尊贵顾客才能使用的上啊。 B;(崇拜口气)xx小姐,你见识广博,听说现在有一些高科技的产品能让下垂变了形的身材调整维持到少女身形,能使人保持年轻。不知道你有见过这样的产品吗? 顾客(肯定见过或没有见过。。。) 那如果是您,你会接受并使用这样子的产品吗? C;xx小姐,我终于找到一个产品可以帮助您改善你现在的问题了,而且效果非常显著,我们有很多的顾客都已经在开始使用了,都非常满意,你的问题如果不按这样的方法解决,真的是很难改变的了。,J 继续下去到最后对你会造成更大的伤害,所以,你一定要使用这样的产品。 D;xx小姐,我们会所最近有个非常划算的抗衰老项目。使用后不但效果显著,维持的时间也长达3-5年。这样计算下来,相当于每天只
波面:某一瞬间光波动传播所到达的曲面 光线:能够传输能量的几何线 光束:和波面对应的法线束 基本定律:光的直线传播定律、光的独立传播定律、光的反射与折射定律 实物(像):实际光线相交形成。可由人眼或接收器所接收。 虚物(像):光线的延长线相交形成,只可以被人眼观察 完善成像条件:入射波面是球面波,出射波面也是球面波;入射光是同心光束,出射光也是同心光束;物点及其像点之间任意两条光路的光程相等 近轴方程:薄透镜: 无焦系统: 垂轴放大率: 轴向放大率: 角放大率 拉赫不变量 典型光线:平行于光轴入射的光线经过系统后过像方焦点;过物方焦点的光线,经过系统后平行于光轴;倾斜于光轴入射的平行光束,经过系统后会交于像方焦平面上的一点;自物方焦平面上一点发出的光束,经系统后成倾斜于光轴的平行光束;过节点的光线相互平行 近轴理论为基础,建立起理想光学系统模型,便于分析光学系统的成像性质和规律。近轴区成完善像, 但成像范围小,光束宽度小,能量小。实际光学系统,对具有一定大小的物(视场)以宽光束(孔径)成像,成像有缺陷 光学设计的概念:根据仪器的技术参数和要求,考虑和拟定光学系统的整体方案,并计算其中各个具有独立功能的组成部分的光学参数——选择并确定各组成部分的结构型式,查取或计算其初始结构参数(半径、厚度、间隔、材料等)——逐次修改结构参数,使像差得到最佳的校正和平衡——对设计结构进行评价 光学系统设计过程:1、外形尺寸计算 2、初始结构的计算和选择 3、像差校正和平衡 4、像质评价 5、绘制光学系统图、部件图和零件图 6、编写设计说明书 进行技术答辩 国内外光学设计软件:SOD88;Zemax,CODE V,OSLO,LightTools,ASAP,TracePro 孔径选择:Entrance Pupil Diameter(EPD): 入瞳直径(物体位于无限远时)Image Space F/#: 像方F 数(f/D,只用于物距无穷远);Object Space Numerical Aperture :物方数值孔径nsin θ(有限物距);Float by Stop Size :由光阑决定入瞳大小;Paraxial working F/#: 近轴F 数,忽略像差;Object Cone Angle:物方锥角(轴上物点发出的边缘光线的半角),最大可以达到90度(物在有限远) 视场类型:Angle: 设定物方视场主光线与光轴的夹角,多用于无限共轭平行光条件下。 Object height:设定被成像物体的尺寸大小,用在有限共轭系统。Paraxial Image height:近轴像高。使用近轴光束定义系统成像的像面大小。用于需要固定像大小的设计中,使用近轴方法计算,忽略系统畸变影响,适用于视场角度较小的系统。 Real image height: 实际像高。使用实际光线计算,考虑畸变大小,适用于大视场广角系统。Zemax 计算慢。 曲率求解: Marginal ray angle :控制边缘光线的角度 Chief ray angle :控制主光线的角度 Marginal ray normal :使光学面与近轴边缘的光线垂直,可产生没有球差或慧差的光学面 Chief ray normal :使光学面与近轴主光线垂直,可产生不具慧差,像散或畸变的光线 Alplanatic :可产生没有球差,慧差,像散的等光程光学面 Pick up :使光学面的曲率随所指定面的曲率而改变Element power :可控制指定镜片的光焦度,也可控制有效焦距,设于第二面 Concentric with surface :控制曲率使曲率中心落于指定面上Concentric with radius :控制曲率使曲率中心与指定面的曲率中心在同一点 F/#:控制曲率,控制有效焦距,设于第二面 厚度求解:Marginal ray height :控制近轴边缘光线在像面上的高度,Pupil zone 在正负1之间 Chief ray height: 控制近轴主光线高度 Edge thickness :控制镜片边缘厚度,以免优化过厚或过薄 Pick up :控制厚度随指定面的厚度变化 Optical path difference :控制厚度使指定光瞳坐标处光程差维持定值 Position :控制面至指定面之间的距离保持一定 Compensator :控制面厚度与参考面厚度之和保持定值 Center of curvature :控制厚度使后光学面的位置在指定面的曲率中心上 玻璃求解:Model :用于玻璃优化 Pick up :随指定面变化 Substitute :指定玻璃库优化 Offset :在折射率及Abbe 数上增加一偏移量,用于公差计算 光学系统特性:光学特性(焦距、放大率、物距、像距等):属于物像几何尺寸共轭关系 成像特性:光学系统所成像的清晰程度以及像与物的相似性。 实际光学系统成像:以一定宽度的光束对一定大小的物体成像,不能成完善像 实际像与理想像之间的差异是像差,是光学系统成像不完善程度的描述 像质评价方法:1、设计阶段----通过计算来评定系统成像质量优劣 2、系统制造完成后-----通过对系统进行实际检验测量来评价成像质量 像差分析方法:几何像差法:以特征光线经过光学系统后出射光线在横向或纵向与理想像的偏差分析像差的方法。以几何光学为基础。优点:计算简单、意义直观 波像差法:以波动光学为基础,以实际波面和理想像的波面的偏差分析像差的方法。波像差是几何像差的综合体现。尤其对于小像差系统,波像差更能反映像质。 球差:轴上物点发出的宽光束经透镜后,不同孔径区域的光束汇聚在光轴的不同位置,在像面上形成弥散斑。轴向球差、垂轴球差、边光球差。 球差是入射高度的函数;球差反映轴上点的像差,与视场无关;球差具有轴对称性。 球差的表示、查看:2D Layout 、点列图、球差曲线、赛德尔像差系数、评价函数操作数、光扇图 球差校正:正负透镜补偿法:实际设计时,常使初级球差与二级球差相补偿,将边缘光的球差校正为零。对边光校正球差时,0.707带光球差最大 非球面校正球差:二次曲面代替球面 无球差的三个位置:L=0,L ’=0; L=L ’=r;L ’=(n+n ’)r/n ’(齐明点、不晕点) 彗差:轴外物点发出的宽光束经系统后失对称,不会聚在一点,而在像面上形成彗星状弥散斑,左右对称,上下失对称 彗差度量:通常用子午面和弧矢面上对称于主光线的各对光线,经系统后的交点相对于主光线的偏离来度量。子午彗差以这对光线与理想像面交点高度的平均值与主光线交点高度之差来表征,弧矢度量以前后光线对与理想像面交点高度的平均值与主光线交点高度之差来表征 彗差的性质:彗差与孔径、视场均有关彗差是轴外点以大孔径成像时的像差,不仅随孔径增大而增大,视场越大,彗差也越大 彗差的校正:1、改变光阑位置2、组合透镜,一般能消除球差的组合,也可以使彗差得到改善3、对称结构光学系统 彗差的表示:2D Layout 、Spot Diagrams 、Ray Fans 、评价函数操作数COMA 、Seidel Aberration 像散:轴外物点发出的锥形光束通过光学系统聚焦后,光斑在像面上子午方向与弧矢方向不一致,子午像点与弧矢像点不重合,即一个物点的成像将被聚焦为子午和弧矢两个焦线,是光学系统在两个方向聚焦能力不同而形成的。子午细光束像点和弧矢细光束像点的轴向距离为像散 像散的校正:调节视场光阑的位置;使用对称结构系统;利用非球面透镜校正 场曲:平面物体通过透镜系统后,所有平面物点聚焦后的像面不与理想像面重合,而是呈现为一个弯曲的像面。每个物点通过系统自身能成一个清晰的像点,但所有像点的集合却是一个曲面 场曲随视场变化,不能用单一视场或某一物点成像光斑来描述,此时光斑图、光扇图等都失去作用 场曲校正:优化光阑位置;对称式光学系统 畸变:实际系统,视场较大时,一对共轭物像平面上的放大率不为常数,将使像相对于物失去相似性,使像变形的缺陷称畸变 畸变是视场的函数,畸变的大小随视场的三次方成正比,视场小的光学系统畸变不显著。正畸变:枕形畸变,垂轴放大率随视场角的增大而增大 负畸变:桶形畸变,垂轴放大率随视场角的增加而减少 畸变的度量:绝对畸变:线畸变 相对畸变:相对于理想像高的绝对畸变,通常用百分率表示 不能用几何光线、也不能通过光斑图或波前图来预测畸变量,只能对所有物点进行光线追迹得到像面高度,作为最终评价畸变量的大小 畸变的校正:全对称系统(结构对称,物像对称)不产生畸变 单色像差:球差:轴上点像差,与孔径有关。彗差:轴外点、宽光束,失对称,光线对与主光线不能会聚。场曲(像面弯曲):无法在平直像平面上获得中心与四周都清晰的像。像散:轴外点、细光束,光线对称,光线对与主光线能够会聚,但子午与弧矢光束会聚点位置不同。畸变:轴外,像、物不相似,但不影响像的清晰度 多种像差共存:物点在主轴上时,其它像差都不出现,只有球差单独出现。光束愈宽,球差愈显著;物点与主轴间距离不大时,除球差仍将出现外,彗差将显著,光束即使不太宽,彗差还可能比球差显著;物点与主轴间距离较大而光束很细窄时,像散将最为显著,因为对于狭窄的光束,球差和彗差都不显著;像面弯曲和畸变,仅在物面特别大时才比较显著,如果光束是细窄的,那么此时像面弯曲和畸变相对说来都将不再重要 色差:对白光成像的光学系统,由于材料对不同色光的折射率不同,使各色光线具有不同的成像位置和倍率。 位置色差(轴向色差):波长不同,折射率不同,焦距不同。像面上呈现彩色弥散斑。 像差曲线:①各单色光的球差随孔径的变化②位置色差随孔径的变化③球差随色光的变化(色球差)④二级光谱 倍率色差(垂轴色差):λ变——n 变——β变——y'变 度量:F 光、C 光主光线在D 光的理想像面上的交点高度之差 缺陷:物体的像有彩色的边缘,破坏了轴外点的清晰度,造成像的模糊,在大视场下尤为严重 色差校正:单透镜本身不能消色差,校正色差必须采用正负透镜组合 色光焦点漂移曲线:双胶合透镜在两波长处焦点位置重合,色差得到校正 波象差:根据光的波动性来描述实际波面和理想波面的偏差 瑞利判据:实际波面与理想波面之间的最大波像差不超过λ/4时, 此实际波面可看作是无缺陷的 缺点:只考虑波像差的最大允许公差,没有考虑缺陷部分在整个波面面积中所占比重(局部气泡、划痕等) 中心点亮度(斯特列尔比):无像差系统:高斯像面上像点中心有最大光强度 存在像差:像点光强度分布发生变化,中心光强降低,光能量向周围扩散 中心点亮度:系统存在像差时成像衍射斑的中心亮度和不存在像差时衍射斑的中心亮度之比,记作斯特列尔比(>=0.8,成像完善) 调制传递函数MTF :一定空间频率下像的对比度与物的对比度之比。能反映物体不同空间频率成分的传递能力。一般来说,高频部分是反映物体的细节传递情况,中频部分是反映物体的层次传递情况,而低频部分则是反映物体的轮廓传递情况。MTF 曲线所围面积越大,表明光学系统所传递的信息量越多,成像质量越好,图像越清晰。 系统制造完成后实测像质:星点检验:类似点列图考察一个点光源(星点)经系统所成的像及像面前、后不同截面衍射图形的光强变化及分布,定性地评价光学系统的成像质量。一般使用带有微孔的星点板 波面测量:波像差。各种干涉系统结构+图像传感技术+计算机技术 光学传递函数测量:光栅法;针孔法 分辨率测量:分辨率:光学系统能够分辨物体细节的能力。如果一个点光源的爱里斑中心刚好和邻近的另一个点光源的爱里斑边缘相重合,则这两个点光源被认为是刚刚可以被分辨——瑞利判据 分辨本领:望远镜: 显微镜: 照相机物镜: ??? ??+='sin 'sin 1'U I r L ''I I U U -+=φh nu u n =-''i i i i d u h h '1-=+11'+=i u h EFL 11'++=i i u h BFL 2121φφφφφd -+=l l '=β()()211C C n --=φ2βα=γ1=J y u n nuy =='''D λ?22.1=θλsin 61.0?=?n y ()D f y /22.1''λ=?
注塑件形状与模腔相似但却是模腔形状的扭曲版本。可能出现问题的原因: (1)弯曲是因为注塑件有过多部应力。 (2)模具填充速度慢。(3)模腔塑料不足。 (4)塑料温度太低或不一致。(5)注塑件在顶出时太热。 (6)冷却不足或动、定模的温度不一致。 (7)注塑件结构不合理(如加强筋集中在一面,但相距较远)。 补救方法: (1)降低注塑压力。(2)减少螺杆向前时间。 (3)增加周期时间(尤其是冷却时间)。从模具(尤其是较厚的注塑件)顶出后立即浸入温水中(38℃)使注塑件慢慢冷却。 (4)增加注塑速度。(5)增加塑料温度。(6)用冷却设备。 (7)适当增加冷却时间或改善冷却条件,尽可能保证动、定模的模温一致。
(8)根据实际情况在允许的情况下改善塑料件的结构。 透明塑料由于透光率要高,必然要求塑料制品表面质量要求严格,不能有任何斑纹、气孔、泛白、雾晕、黑点、变色、光泽不佳等缺陷,因而在整个注塑过程对原料、设备、模具、甚至产品的设计,都要十分注意和提出严格甚至特殊的要求。其次由于透明塑料多为熔点高、流动性差,因此为保证产品的表面质量,往往需要较高的温度,注射压力、注射速度等工艺参数也要作细微调整,使注塑料时既能充满模,又不会产生应力而引起产品变形和开裂。 因此从原料准备,对设备和模具要求、注塑工艺和产品的原料处理几方面都要进行严格的操作。 (一)原料的准备与干燥 由于在塑料中含有任何一点杂质,都可能影响产品的透明度,因此和储存、运输、加料过程中都必须注意密封,保证原料干净。特别是原料中含有水分,加热后会引起原料变质,所以一定要干燥。在注塑时,加料必须使用干燥料斗。还要注意一点的是干燥过程中,输入的空气最好应经过滤、除湿,以便保证不会
三片式物镜的设计 小组成员: 执笔人:
1.设计任务的具体指标及其要求 35mm相机胶片50mm焦距F/3.5 玻璃最小中心厚度与边缘厚度4mm,最大中心厚18mm 空气间隔最小2mm 可见光波段光阑位于中间透镜各透镜所用材料SK4---F2----SK4 2.入瞳直径的设定 点击Gen打开General窗口,在General系统通用数据对话框中设置孔径。在孔径类型中选择Image Space F/#,并根据设计要求在Aperture Value中输入3.5.
3.视场的设定 由于使用35mm相机胶片,其规格尺寸为36mm*24mm,Zemax中一般使用圆形像面,因此该矩形像面的外接圆半径经计算为21.7mm,0.707像高的视场高度为15.3mm。 点击Fie打开Field Data窗口,设置三个视场分别为0mm、15.3mm、21.7mm。
4.工作波长的设定 选择可见光波段,点击Wav按钮,设置Select-F,d,C(Visible),自动输入三个特征波长。
5.评价函数的选择 执行命令Editors----Mreit Function打开Mreit Function Editor编辑窗口,在Mreit Function Editor编辑窗口中执行命令Tools---Default Merit Function,打开默认评价函数对话窗口,选择RMS---Spot Radius--Centroid评价方法,并将厚度边界条件设置为玻璃最小中心厚度与边缘厚度4mm,最大中心厚18mm,空气间隔最小2mm。
6.系统的透镜参数设定 在Lens Data Editor中输入部分初始结构,设置中间透镜为光阑,设置各透镜所用玻璃材料类型。 因为此时的焦距为49.7684
注塑件变形解决方法 注塑件形状与模腔相似但却是模腔形状的扭曲版本。可能出现问题的原因: ??? (1)弯曲是因为注塑件内有过多内部应力。 ??? (2)模具填充速度慢。??? (3)模腔内塑料不足。 ??? (4)塑料温度太低或不一致。??? (5)注塑件在顶出时太热。 ??? (6)冷却不足或动、定模的温度不一致。 ??? (7)注塑件结构不合理(如加强筋集中在一面,但相距较远)。 ?? 补救方法: ??? (1)降低注塑压力。???? (2)减少螺杆向前时间。 ??? (3)增加周期时间(尤其是冷却时间)。从模具内(尤其是较厚的注塑件)顶出后立即浸入温水中(38℃)使注塑件慢慢冷却。 ??? (4)增加注塑速度。??? (5)增加塑料温度。??? (6)用冷却设备。 ??? (7)适当增加冷却时间或改善冷却条件,尽可能保证动、定?模的模温一致。 (8)根据实际情况在允许的情况下改善塑料件的结构。 透明塑料注塑过程中应注意的常见问题
透明塑料由于透光率要高,必然要求塑料制品表面质量要求严格,不能有任何斑纹、气孔、泛白、雾晕、黑点、变色、光泽不佳等缺陷,因而在整个注塑过程对原料、设备、模具、甚至产品的设计,都要十分注意和提出严格甚至特殊的要求。其次由于透明塑料多为熔点高、流动性差,因此为保证产品的表面质量,往往需要较高的温度,注射压力、注射速度等工艺参数也要作细微调整,使注塑料时既能充满模,又不会产生内应力而引起产品变形和开裂。? ??? 因此从原料准备,对设备和模具要求、注塑工艺和产品的原料处理几方面都要进行严格的操作。??? (一)原料的准备与干燥 ??? 由于在塑料中含有任何一点杂质,都可能影响产品的透明度,因此和储存、运输、加料过程中都必须注意密封,保证原料干净。特别是原料中含有水分,加热后会引起原料变质,所以一定要干燥。在注塑时,加料必须使用干燥料斗。还要注意一点的是干燥过程中,输入的空气最好应经过滤、除湿,以便保证不会污染原料。其干燥工艺如下表,透明塑料的干燥工艺: 材料干燥温度(℃)干燥时间(h)料层厚度(mm)备注 PMMA 70~80 2~4 30~40 PC 120~130 >6 <30 采用热风循环干燥 PET 140~180 3~4 采用连续干燥加料装置为佳透明塑料注塑过程中应注意的常见问题??? (二)机筒、螺杆及其附件的清洁
good better best bad worse worst far(远的) farther farthest thin thinner thinnest fat fatter fattest safe safer safest high higher highest low(低的) lower lowest tall taller tallest short shorter shortest big bigger biggest fast faster fastest slow(慢的) slower slowest large larger largest clean cleaner cleanest dirty dirtier dirtiest careful more ~most ~ beautiful more ~most ~ ugly(丑陋的) uglier ugliest useful more ~ most ~
light(轻的) lighter lightest heavy heavier heaviest bright(明亮)brighter brightest dark darker darkest early earlier earliest cold colder coldest hot hotter hottest busy busier busiest warm warmer warmest cool cooler coolest cheap cheaper cheapest expensive more ~ most ~ hungry hungrier hungriest happy happier happiest sad(悲伤的) sadder saddest interesting more ~ most ~ clever more ~ most ~ long longer longest old older oldest young younger youngest
《光学软件课程设计》教学大纲 适用专业:光电、通信工程、电子信息工程专业 (学分:1学分,学时:20学时) 一、课程的性质和任务 光学软件课程设计是在学习工程光学,光学等基础课程的基础上,基于光学软件进行光学系统的设计,让学生了解光学设计中的主要环节,掌握光学系统的设计、开发的基本方法,以便今后从事光学仪器的设计、研发工作。 通过光学软件课程设计,以求达到如下目的: 1)要求综合运用工程光学课程中所学到的理论知识,独立完成一个设计课题。 2)通过查阅手册和文献资料,培养学生独立分析和解决实际问题的能力。 3)培养学生严肃认真的工作作风和严谨的科学态度。 二、课程的教学内容 题目1:双高斯物镜的优化设计 设计一组双高斯物镜镜头,镜头的技术指标要求如下: 1、焦距:f’=40mm; 2、相对孔径D/f’不小于1/2 ; 3、视场 5、在可见光波段设计(取d、F、C三种色光,d为主波长); 6、成像质量,MTF 轴上>35% @100 lp/mm,轴外0.707 >25%@100 lp/mm。 7、校正球差、色差、场曲、像散。 在满足前面要求的前提下,尽可能减少镜头的片数,在相同的结构情况下,MTF值越高越好。 题目2:摄影物镜的优化设计 镜头的技术指标要求如下 1、焦距:f’=12mm; 2、相对孔径D/f’不小于1/2.8; 3、图像传感器为1/2.5英寸的CCD,成像面大小为4.29mm×5.76mm; 4、后工作距>6mm
5、在可见光波段设计(取d、F、C三种色光,d为主波长); 6、成像质量,MTF 轴上>40% @100 lp/mm,轴外0.707 >35%@100 lp/mm。 7、最大畸变<1% 在满足前面要求的前提下,尽可能减少镜头的片数,在相同的结构情况下,MTF值越高越好。 三、课程的教学基本要求 1)要独立完成设计任务,通过课程设计,锻炼自己综合运用所学知识的能力,并 初步掌握镜头优化设计的方法和步骤。 2)学会查阅资料和手册,根据我们的设计目标,选择合适的初始结构。 3)ZEMAX是一套综合性的光学设计仿真软件,它将实际光学系统的设计概念、优化、 分析、公差以及报表集中在一起,学生可以运用是ZEMAX进行镜头的优化设计,并对设计的镜头系统进行像质评价。 4)学会进行镜头优化设计及像差分析,并得出像质评价报告。 5)能够写出完整的课程设计总结报告。 四、课程的学时分配 教学内容进度 布置任务,仿真软件介绍第一周 学习ZEMAX像差控制和优化方法第一周 查询资料,确定初始结构,并进行优化设计第二周 验收设计结果第三周 验收课程设计报告第四周 五、实践性教学环节(含实验、设计、实习等)的内容安排及要求 (1)设计报告需包含:设计要求、初始结构选择与分析、像差校正、评价函数的设置、优化方法的选择、像差结果分析与评价报告、总结与体会、参考文献和辅助软件。 ①说明设计题目及要求。 ②对题目进行剖析并选择合适的初始结构。 ③对初始结构的像差结果进行分析,与我们设计目标进行比较。 ④根据选择的初始结构,进行像差控制和优化设计 ⑤对设计优化结果给出像质评价报告并与我们的设计目标进行比较。 ⑥写出自己在仿真的过程中遇到的问题、如何排除故障以及仿真结果。
用所给词的比较级或最高级填空 1. My hair is _____ (long) than my sister’s. 2. I am ______(tall) than you. 3. She is _____ ______(outgoing) than me. 4. Lily is _____ (heavy) than Lucy. And Lucy is _____ (thin) than Lily. 5. I have _____ (short) hair than Tina. 6. Tom is ______ ___________ (hard-working) than Tim. 形容词的比较级和最高级 一、比较级的定义: 大多数的形容词都有三个级别:原级、比较级、最高级。其中比较级表示“更……”,用于两者之间的比较,用来说明“前者比后者更……”,比较级前面一般用much, even, a little 修饰,其中even, much 只能修饰比较级。 二、比较级的构成: 三、比较级的用法: (一)当两个人或事物(A和B)进行比较时,我们需要用到形容词(副词)的原级或者比较级 1.表达“A和B一样”,用as…as的结构。 公式: A+be动词+as+形容词原级+as…+B A+实义动词+as+副词原级+as…+B I am as tall as you.我和你一样高。 He runs as fast as I. 他跑得和我一样快。 2.表达“A不如B”用not as/so…as的结构。 公式: A+be动词的否定形式+as+形容词原级+as…+B A+助词的否定形式+动词+as+形容词原级+as…+B I am not as tall as you.我没有你高。 He doesn’t run as fast as I. 他没有我跑得快。 2.表达“A大于B”用“比较级+than”的结构。 公式: A+be动词+形容词比较级+than+B… A+实义动词+副词比较级+than+B… I am taller than you.我比你高。 He runs faster than I. 他跑得比我快。 (二)关于形容词、副词比较级的更多用法 1.比较级前面可以加上表示“优劣程度”的词或短语,意思是“更…”,“…得…”。常见词有much, a little, even, a lot, a great deal等。 He is much taller than I.他比我要高得多。 I jump a little higher than he.我跳得比他高一点点。 2.比较级前面可以加上表示具体数量差别的结构,表示具体“大多少”,“小多少”,“长多少”,“短多少”等。