
摘要
插齿机作为齿轮加工机床的一种,已逐步体现出其加工的优越性,在滚齿机、铣齿机上无法加工的一些齿轮,如双联齿轮和内齿轮,在插齿机上可加工制造出来。在本课题的设计中,采用步进电机控制回转工作台的转角。在单片机的控制下,步进电机每秒钟发出的脉冲数决定了工作台的转位角度,使该插齿机成为真正意义上的可任意分度加工,进而可实现加工任意齿数的齿轮。
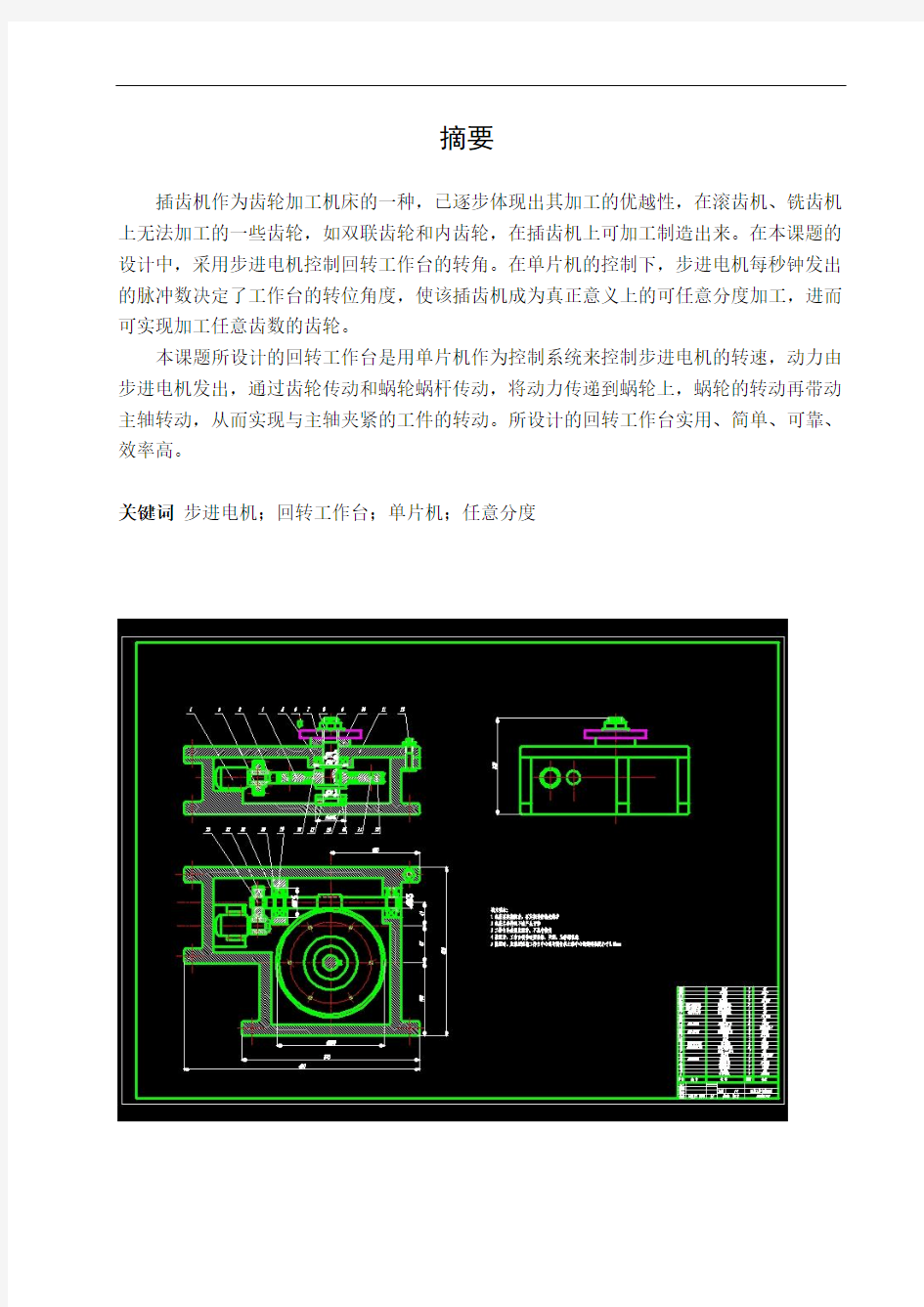
本课题所设计的回转工作台是用单片机作为控制系统来控制步进电机的转速,动力由步进电机发出,通过齿轮传动和蜗轮蜗杆传动,将动力传递到蜗轮上,蜗轮的转动再带动主轴转动,从而实现与主轴夹紧的工件的转动。所设计的回转工作台实用、简单、可靠、效率高。
关键词步进电机;回转工作台;单片机;任意分度
Abstract
As one kind of the gear finishing lathes, the gear shaper has manifested the superiority in processing gradually, on the gear-hobbing machine, the gear cutter cann’t be true, for exampl- e,the twin gear and the annular gear, but they can be processed on the gear shaper. In this design, I use a step-by-step the electrical machinery to control the corner of rotary table.Under the control of monolithic integrated circuit, the number of pulse of the step-by-step electrical machinery each second can be sent out to decide the rotary table’s indexing angle, making the gear shaper to become the random indexing processing in the true sense .And then, the gear processing which is mentioned willfully might be realized.
The rotary table designed in this topic is controled by the monolithic integrated circuit to control the rotational speed of step-by-step electrical machinery, the step-by-step electrical machinery send out the power firstly, through the gear drive and the worm gear worm drive, then the power is transmisted to worm gear , and worm gear-rotating makes the main axle rotate the same time, and then,it comes to be realized that the work piece clamped with main axle come to rotate.In my opinion,this design of the rotary table is practical, simple, reliable, and the efficiency is high.
Keywords step-by-step the electrical machinery the rotary table the monolithic integrated circuit random indexing
目录
1 绪论 (1)
1.1 本课题的背景及应解决的主要问题 (1)
1.2 本课题的研究目的和现实意义 (1)
1.3 插齿概述 (2)
1.4 插齿机类型与适用范围 (2)
1.4.1 插齿机类型 (2)
1.4.2 各种插齿机的适用范围 (3)
1.5插齿机的工作原理及其参数 (3)
1.5.1 插齿机的外观图 (3)
1.5.2 插齿机的工作原理 (4)
1.5.3 插齿机的参数 (5)
2 设计方案选择 (6)
2.1 分度工作台 (6)
2.2 数控回转工作台 (6)
2.2.1 开环数控转台 (6)
2.2.2 闭环数控回转工作台 (7)
3 工作台设计 (8)
3.1 步进电机的选择与控制 (8)
3.1.1 步进电动机的特点与种类 (8)
3.1.2 步进电动机的选择 (9)
3.1.3 步进电动机的控制 (9)
3.2 蜗轮蜗杆设计计算 (14)
3.2.1 蜗杆传动输入参数 (14)
3.2.2 接触疲劳强度计算 (15)
3.2.3 确定蜗轮蜗杆的主要尺寸 (16)
3.2.4 确定蜗轮蜗杆的传动效率 (16)
3.2.5 选择蜗轮蜗杆的精度等级 (17)
3.2.6 蜗轮蜗杆传动的热平衡计算 (17)
3.3 齿轮设计计算 (18)
3.3.1 齿轮设计输入参数 (18)
3.3.2 齿轮的材料及热处理 (18)
3.3.3 齿轮的基本参数 (18)
3.3.4 齿面接触疲劳强度校核 (20)
3.3.5 齿根弯曲强度校核 (21)
3.4 轴承设计计算 (21)
3.4.1 轴承方案选择 (21)
3.4.2 轴承动载荷和寿命计算 (22)
3.5 箱体设计计算 (23)
4 控制系统设计 (24)
4.1 单片机 (24)
4.2 驱动电路的设计 (24)
4.3 电源电路设计 (25)
4.4 程序设计 (26)
结论 (32)
致谢 (33)
参考文献 (34)
附录 (35)
附录1 (35)
附录2 (42)
1 绪论
1.1本课题的背景及应解决的主要问题
齿轮是重要的基础传动元件。近年来,随着技术的发展,尽管采用电气、液压传动装置日益增多,对齿轮的需求仍有增无减。目前,中国齿轮市场的年销售额超过了800亿元。而齿轮加工机床也是结构复杂、制造难度大的机床产品之一。世界进入20世纪,齿轮的需求量迅速增长,从而促进了齿轮加工机床的开发和生产。20世纪70年代以后,由于现代机械设备的功率、速度、噪声与结构尺寸等工作参数的提高,以及对加工可靠性的进一步要求,目前齿轮装置的制造精度和内在质量都提高了。齿轮加工技术在高精度、高效率、自动化和柔性化等方面提出更高的要求。当前齿轮机床的发展趋势是:提高精度;提高刚度;提高效率;应用数控技术增加柔性和扩展工艺性能。
插齿机作为齿轮加工机床的一种,已逐步体现出其加工的特殊性,在滚齿机、铣齿机上无法加工的一些齿轮,如双联齿轮和内齿轮,在插齿机上可加工制造出来。为了插齿机工作的可靠性、工艺适应性,增强机床的柔性和自动化程度、简化机械传动结构,特别是为满足一些特殊齿轮加工需要,如各种非圆异形的内啮合齿轮加工,国外先进工业国家的插齿机产品早在80年代末就已全部数控化,近年来我国已开发了不同品种的数控插齿机,推向市场,逐步向机电一体化产品发展。
在保证产品质量的前提下,如何扩大插齿机的加工范围和降低制造成本是提高产品竞争力的关键所在。产品成本一般包括原材料、工具损耗、机床折旧、工人工资等各项管理费用。他们与劳动生产效率密切相关,因此,扩大机床加工范围,提高产品加工效率是降低产品成本的有效途径。
1.2本课题的研究目的和现实意义
在本课题的设计中,采用步进电机控制回转工作台的转角。在单片机的控制下,步进电机每秒钟发出的脉冲数决定了工作台的转位角度,使该插齿机成为真正意义上的可任意分度加工,进而可实现加工任意齿数的齿轮。
为了扩大插齿机的加工性能,适应某些齿轮加工的需要,插齿机的进给运动,除了X、Y、Z三个坐标轴的直线进给运动之外,还可以绕X、Y、Z三个坐标轴的圆周进给运动,分别称A、B、C轴。插齿机的圆周进给运动,一般由回转工作台来实现。插齿机除了可以实现圆周进给运动之外,还可以完成分度运动,一次装夹即可多次加工,大大提高生产率。
一般插齿机等加工设备都配有回转工作台等标准附件。标准附件的普通回转工作台不能调整中心,使用很不方便,在操作过程中必须把中心与回转工作台中心重合装夹后,才能进行加工。若如工件有多个中心位置需要加工,一次装夹就无法完成。只能是逐个装夹、调整和加工,这样做使安装和调整的时间大幅度增加,不但影响了加工的效率,也降低了工件的加工精度,增加产品的制造成本。
本课题设计的回转工作台,在加工多个中心的工件时,显示出它的优越性,调整中心十分方便,省去了多次找正、调整和装夹的麻烦。由于一次装夹后实现了多个中心位置的加工,明显地减少了因多次调整安装所造成的积累误差,所加工零件的尺寸精度比原先有大幅度的提高,工效提高3倍以上。
1.3插齿概述
插齿加工(如图1-1所示)是由插齿刀具与工件齿轮之间作无间隙的啮合运动,插齿刀具作往复运动,并绕本身轴线转动,在展成运动中加工出工件齿形。插齿是广泛采用的切齿方法,用形状为齿轮或齿条的插齿刀具,与被加工齿轮按一定的速比作啮合运动的同时,刀具沿齿宽方向作往复运动形成切削加工。
插齿运动包括:往复运动、圆周运动、径向进给运动、分度运动和让刀运动。插齿,能加工滚齿、铣齿等无法加工的一些齿轮,如双联齿轮和内齿轮。
插齿方法最常见的是用齿轮型插齿刀插齿,其次是用齿条型插齿刀插齿。以上两种方法为滚切法,此外还有成形法插齿。
图1-1 插齿刀和插齿运动
1—插齿刀 2—齿坯
1.4插齿机类型与适用范围
1.4.1插齿机类型
插齿机按其工件轴线的空间位置分为立式插齿机和卧式插齿机。立式插齿机又可分为工件(工作台)让刀和插齿刀(刀架)让刀两种。卧式插齿机又可分为单插齿刀和双插齿刀两种。卧式插齿机的刀具轴线与工件主轴轴线是水平布置的。
插齿机按其刀具形状分为齿条刀插齿机和圆盘刀插齿机两种型式。齿条刀插齿机也分立式和卧式两种。立式齿条刀插齿机以一把齿条刀作为切削工具;卧式齿条刀插齿机以两把齿条刀作为切削工具。齿条刀插齿机的生产厂家为数不多,主要以瑞士马格公司为代表,绝大多数厂家都生产圆盘刀插齿机。
目前生产和使用得最多的是立式插齿机。立式插齿机与卧式插齿机的加工原理是相同
的,但结构形式差别很大。
1.4.2各种插齿机的适用范围
插齿是加工范围最广的制齿方法之一。和滚齿机一样,插齿机加工也采用展成原理,但插齿的主运动采用往复运动形式,因此圆盘插齿刀轴不仅可在工件的外部——加工外齿轮,也可伸入到工件的内部——加工内齿轮;由于插齿刀切出工件端面只需很小的空间,所以它是加工台阶齿轮——双联或多联齿轮的主要方法;此外,它还是目前加工齿条、尤其是7级精度以上齿条的最重要的方法。但是,当用圆盘刀加工斜齿轮时,相应于每一种螺旋角和旋向的斜齿轮需要一特定的斜齿插齿刀,并且在一般情况下,还需要设计专用的插斜齿附件——螺旋导轨。
齿条刀插齿机加工外齿轮时,由于齿条刀的长度有限,当插销到一定齿数时工件必须自动退回到原始位置,同时完成分齿动作,因而滚切过程不是连续的,而是周期性的。用同一把齿条刀既可加工直齿又可加工斜齿,但螺旋角越大,刀具切出时需要的空间越大。齿条刀插齿机只有一对分度蜗轮副,并且齿条刀形状简单容易达到高精度,所以加工精度较圆盘刀插齿机高。特别是当切制大模数大直径的外齿轮时,齿条刀插齿机的刀架和齿条刀的刚性都可得到加强,因而可获得较高的加工精度和生产率。
圆盘刀插齿机主要用于加工内、外啮合直齿圆柱齿轮,当刀架换装上螺旋导轨时,还可以加工相应的斜齿圆柱齿轮。特别适宜于加工带有台阶的双联或多联齿轮。如采用特殊刀具和专用附件时,可加工各种多边轮廓的工件:无声链轮、棘轮、内外花键、齿形带轮、扇形齿轮、非完整齿齿轮和特殊齿形的离合器、齿条、端面齿轮和锥齿轮等。
1.5插齿机的工作原理及其参数
1.5.1插齿机的外观图
插齿机的外观立体图如图1-2所示。
图1-2 插齿机的外观立体图
1—插齿刀 2—刀架 3—横梁 4—工件 5—工作台 6—床身
1.5.2插齿机的工作原理
插齿加工按展成原理——滚切法。
插销过程如同一对齿轮作无间隙的啮合运转,其中一个是工件,另一个是特殊的齿轮(插齿刀)。插齿刀本身如同一个修正齿轮,它在磨损后可重复刃磨使用。插齿刀的模数和压力角必须与被加工齿轮的模数和压力角相等,当用圆盘刀插销斜齿轮时两者的螺旋角必须相等,加工外齿轮时两者螺旋方向相反;加工内齿轮时两者螺旋方向相同。插齿刀每个刀齿的渐开线齿廓和齿顶都做出刀刃:一个顶刃和两个侧刃,它们有前角和后角。
为了在切削时实现滚切过程,插齿刀和齿坯(工件)按不同的方向各绕其本身的轴线回转,它们的相互关系见式(1.1):
n/n
0=z
/z 式(1.1)
式中 n——工件转速; n
o
——插齿刀转速; z——工件齿数;
z
——插齿刀齿数。
滚切运动是形成工件渐开线齿廓所必须的,插齿刀轴的上下往复运动(主运动)形成齿线。
此外,整个加工过程还需要插齿刀相对于工件作径向进给(切入)运动。这个运动根据具体情况可分为一次至多次进行。若采用一次进给,则一次进给到全齿深时为止。此后插齿刀与工件继续对滚,当工件转过一整转时,全部轮齿切到全齿深,加工结束。刀架或工作台退出并回到原始位置。
通常,插齿刀轴向下运动为工作行程,向上运动为空行程。滚切运动、进给运动和刀轴往复运动同时进行,为了避免插齿刀刮伤已加工的工件表面,在插齿刀空回行程时,插齿刀相对于工件还必须有一个让刀运动,而在工作行程开始时插齿刀(或工件)必须回复到原来的位置。
1.5.3插齿机的参数
插齿机的主要联系尺寸如图1-3所示,机床的参数应符合表1-1 的规定。
图1-3 插齿机主要机床尺寸
表 1-1
最大工件直径D mm 200 320 500(800)1250(2000)3150
最大模数m mm 4 6 8 12 16
最大加工齿宽B mm 50 70 100 160 240
插齿刀主轴轴颈D mm 31.743 31.743 31.743 31.743 80 锥孔莫氏三号——————1:20
插齿刀孔径d2 mm 60 80 100 180 240 T型槽槽数—— 4 4 8 16 槽宽 mm ——12 14 22 36
注
1.括号内参数主要用于变型产品。
2.当D=1250mm时,刀轴应增加轴颈直径为88.9mm、101.6mm的接套;
当D=3150mm时,刀轴应增加轴颈直径为31.743mm、889mm、101.6mm的接套
2设计方案选择
回转工作台是插齿机不可缺少的重要附件。它的作用是按照控制装置的信号或指令作回转分度或连续作回转进给运动,以使插齿机能完成指定的加工工序。常用的回转工作台有分度工作台和数控回转工作台。
2.1 分度工作台
分度工作台的功能是完成回转分度运动,即按照控制系统的指令,在需要分度时,将工作台及其工作台回转一定角度。其作用是在加工中自动完成工作的转位换面,实现工件一次安装完成几个面的加工。按照采用的定位元件的不同,有定位销式分度工作台和鼠牙盘式分度工作台。分度工作台通常由于结构的关系,仅能作规定好的度数的分度运动,不能连续旋转运动。机床的分度结构,它本身很难保证工作台的分度的高精度的要求不适合本设计要求。
2.2 数控回转工作台
数控回转工作台的功用有:
(1)使工作台进行圆周进给完成切削工作;
(2)使工作台进行分度工作。
它按照控制系统的指令,在需要时候完成任务。其作用是既能作为数控机床的一个回转坐标轴,用于加工直线、曲线、圆弧或与直线坐标轴联动加工曲面,又能作为分度头完成工作的转位换面。这正式本设计所需要的。
再看数控回转工作台与分度工作台的区别,数控回转工作台,从外形上看,与分度工作台没有什么区别,但在结构上有以下一系列特点,现就开环数控工作台和闭环数控工作台分述如下:
2.2.1 开环数控转台
开环系统数控转台是由传动系统、间隙消除装置及蜗轮夹紧装置等组成。数控转台一般由电液脉冲马达或功率步进电机驱动,当接到控制系统的回转指令后,首先要把蜗轮松开,然后开动电—液脉冲马达,按照指令脉冲来确定工作台回转的方向、回转的速度快慢、回转的角度大小以及回转过程中速度的变化等参数。当回转工作台回转完毕后,再把蜗轮夹紧恢复到原来的位置。数控转台的分度定位是按控制系统所指定的脉冲数来决定转位角度的,没有其他的定位元件。因此,对开环数控转台的传动精度要求高,传动间隙应尽量小。
数控回转工作台既没有鼠牙盘,也没有定位销,它的定位精度完全是由控制系统来决定的。因此,对于开环系统的数控回转工作台,要求它的传动系统中没有间隙,否则在反向时产生传动误差而影响定位精度。
引言 对数控回转工作台的设计主要是培养学生综合应用所学专业的基础理论、基本技能和专业知识的能力,培养学生建立正确的设计思想,掌握工程设计的一般程序、规范和方法。而工科类学生更应侧重于从生产的第一线获得生产实际知识和技能,获得工程技术经用性岗位的基本训练,通过毕业设计,可树立正确的生产观点、经济观点和全局观点,实现由学生向工程技术人员的过渡。 使学生进一步巩固和加深对所学的知识,使之系统化、综合化。 培养学生独立工作、独立思考和综合运用所学知识的能力,提高解决本专业范围内的一般工程技术问题的能力,从而扩大、深化所学的专业知识和技能。 培养学生的设计计算、工程绘图、实验研究、数据处理、查阅文献、外文资料的阅读与翻译、计算机应用、文字表达等基本工作实践能力,使学生初步掌握科学研究的基本方法和思路。 使学生学会初步掌握解决工程技术问题的正确指导思想、方法手段,树立做事严谨、严肃认真、一丝不苟、实事求是、刻苦钻研、勇于探索、具有创新意识和团结协作的工作作风。 本次毕业设计主要是解决数控回转工作台的工作原理和机械机构的设计与计算部分,设计思路是先原理后结构,先整体后局部。 目前数控回转工作台已广泛应用于数控机床和加工中心上,它的总的发展趋势是: 1.在规格上将向两头延伸,即开发小型和大型转台; 2.在性能上将研制以钢为材料的蜗轮,大幅度提高工作台转速和转台的承载能力; 3.在形式上继续研制两轴联动和多轴并联回转的数控转台。 数控转台的市场分析:随着我国制造业的发展,加工中心将会越来越多地被要求配备第四轴或第五轴,以扩大加工范围。估计近几年要求配备数控转台的加工中心将会达到每年600台左右。
内容摘要 本课题中三工位旋转工作台是钻孔加工中在工作台三个不同工位分别同时完成上料、钻孔、卸料等工艺过程的工艺技术,这大大提高了机械加工的效率、提高了生产率。但是新的问题接踵而至:三个工位同时动作就要要求操作工人完成上料、装夹工件、钻孔、卸工件。这样高强度的工作工人是否能承受的了,怎样降低工人的劳动强度呢?提高自动化程度就成了我们面临的首要课题。 随着科技的发展,继电器控制已经逐步被可编程控制器(PLC)控制所代替。PLC是以计算机技术为核心的通用自动化控制装置,它的功能性强,可靠性高,编程简单,使用方便,体积小巧,近年来在工业生产中得到广泛的使用,被誉为当代工业自动化主要支柱之一。 在PLC的支持下,怎样实现操作流程的自动化这个问题迎刃而解。于是在机加工过程中我们可以选择各种控制机制去简化工人操作以及降低工人劳动强度、提高效率等。 关键词:三工位旋转工作台;可编程控制器;提高效率;自动化
目录 第1章引言 (1) 第2章设计方案 (2) 2.1总体方案说明 (2) 2.1.1控制要求 (2) 2.1.2制定控制方案 (2) 2.2 控制方式选择 (2) 第3章P L C控制系统设计 (3) 3.1 动作特性 (3) 3.2 液压控制部分设计 (4) 3.3 控制流程图 (4) 3.4I/O地址分配表 (6) 3.5I/O接线图 (6) 3.6梯形图 (7) 3.7语句表 (12) 结论 (16) 设计总结 (17) 谢辞 (19) 参考文献 (20)
第1章引言 随着科学技术的不断发展,机械加工的方法和手段也逐渐变得丰富起来,各种先进技术被人们引入机械行业中来形成各种新兴学科,机电一体化就是其中一门。机电一体化是以电子技术特别是微电子技术为主导、多种新兴技术和机械技术交叉、融合而成的综合性高技术,是机械和电子的有机结合产物。其目的是不断提高劳动生产率,减轻人们的体力劳动,逐步代替部分脑力劳动。机械一体化的机械加工比传统机械加工有很大的优越性。在本课题中,机电一体化的好处显得尤为突出。 三工位工作台旋转机床设备在机加工等自动化机床设备中得到广泛引用,通过控制工作台旋转,可以实现在加工过程中同时完成上料和卸料工作,并能实现流水作业,大大提高了工作效率,降低工人劳动强度。若在上料和卸料工位设计合适的机械手,则可实现无人上料和卸料工作。 PLC的处理器速度和功能在不断增加,已发展成具有逻辑控制功能过程控制功能运动控制功能、数据处理功能、联网通信功能等的多功能控制器,加上它的价格低廉、操作简便、改变功能灵活易用、维护工作量小等优势,使PLC在工业生产过程自动化中获得广泛使用。 目前PLC已经在工业生产过程中得到广泛使用,它具有结构简单易于编程、性能优越、可靠性能高、维修方便和使用方便的一系列优点。根据课程设计要求,以西门子S7-200系列PLC来实现控制钻床三工位工作台旋转控制设计。 钻床加工三工位工作台是由送料、钻孔、卸载三部分组成。工作台每旋转120°完成一个工位,循环运行。来实现工件的快速送料、钻孔、卸载的流水作业系统。 第2章设计方案 2.1总体方案说明 从我们入大学开始接触机械设计开始起,老师就教导我们任何设计都要先从整体上对要做的设计内容要构想一下。只有对整体设计做出全局的把握,设计才会有所针对。拿到课程设计题目后,我并没有直接进入主题开始着手设计,而是逐步先将设计要求研究了一遍,认真对设计思路做了一个规划然后才开始了设计。 2.1.1 控制要求 (1)用选择开关来决定控制系统的全自动、半自动运行和手动调整方式。 (2)手动调整采用按钮点动的控制方式。包括上料进、退操作、工件夹紧、放松操作,钻头下降、上升操作,卸料进、退操作,工作台旋转操作。 (3)系统处于半自动工作方式时,每执行完成一个工作循环,用一个启动按钮
毕 业 论 文(设 计) 论文(设计)题目: 系 别:机电系 专 业: 机电一体化 完成时间: 目 录 一.毕业设计的目的 (3) 二.加工零件的分析……………………………………………… 三.加工工艺的编排与分析………………………………………
四.结构设计……………………………………………………… 五.各部件的计算与校核………………………………………… 六.整体的液压设计……………………………………………… 七.整体的电气控制设计………………………………………… 八.毕业设计总结………………………………………………… 九.主要参考资料………………………………………………… 一.毕业设计的目的 毕业设计是学生综合运用所学过的基本理论,基本知识与基本技 能去解决专业范围内的工程技术问题而进行的一次基本训练, 其主目 的: (1) 培养学生综合分析的解决本专业的一般工程技术问题的独立 工作能力,拓宽和深化学过的知识 (2)培养学生树立正确的设计思想,设计构思和创新思维,掌握 工程设计的一般程序规范和方法。 (3)培养学生正确使用技术资料,国家标准,有关手册图册等工 具书,进行设计计算,数据处理,编写技术文件等方面的工作能力。 (4)培养学生进行调查研究,面向实际,面向生产,面向工作和 工程技术人员学习的基本工作态度,工作作风和工作方法。
二.法兰盘加工的回转工作台设计 (一)加工零件的分析 如此法兰盘为一个式厂常用件,加工精度要求不太高,但年需求量较大。 因此,加工此法兰盘时,首先,需要考虑的问题就是加工的生产效率。 1、采用通用机床夹加工此法兰盘时,加工的范围可以进行扩大,可以加工 出一系列的法兰盘,但通用机床的调整时间较长,装央与拆卸工件的时间较工, 使得法兰盘的加工效率无法进行提高。 2、专门化机床的工艺范围较窄,只能加工一尺寸范围内的某一类零件,完 成某一种特定工序,但生产效率较通用的机床高。 3、专用机床的工艺范围最窄,通常只能完成某一特定零件的特定工序,但 专用机床的加工效率是这三类机床中最高的。 因此专用机床较为适用了加工此类 法兰盘。 4、组合机床作为专用机床中的一种与通用机床的专门化机床相比较。 (1)组合机床由 70-90%的通用零部件组成,可以缩短设计和制造周期, 而且在需要的时候,还可以部分或全部改装。以组成适应新加工要求的设备就是 说组合机床有重新改装的优越性,其通用零部件可以多次重复利用。 (2)组合机床是按具体加工对象专门设计的,中以按最佳工艺方案进行加 工。 (3)在加工零件时,组合机床可以同时从几个方向采用多把刀具对几个工 件进行加工,是实现集中工序,提高生产效率的最好途径,这也正是加工法兰盘 所需要的。 (4)组合机床是在工件一次装夹下用的轴实现多孔同时加工,有利保证各 孔相互之间的精度要求,提高产品质量,减少了工件工序间的搬运,改善了劳动
摘要 分度回转工作台是机械加工中常用的机床附件,用于镗床,铣床,钻床等需要多面转位加工的工件。传统分度回转工作台操作不便,而且分度只限于某些规定的角度,难以满足一些特殊分度工件的加工要求。本课题利用单片机控制技术、步进电动机控制技术对分度回转工作台进行了数控化改造,设计了一种自动分度回转工作台。它以单片机为控制核心,通过控制脉冲分配器向步进电机发送脉冲, 驱动步进电动机带动蜗轮蜗杆实现对工件的回转分度,相对于传统机械分度头,操作方便,分度精度高。 关键词自动分度回转工作台;齿轮传动;蜗杆传动;单片机控制
Abstract Indexing rotary table is commonly used in machining machine tool accessories, for boring, milling, drilling, etc. need more processing of the workpiece surface translocation. Traditional indexing rotary table to maneuver, but only some of the provisions of sub-degree angle, it is difficult to meet some special requirements indexing workpieces. Control technology for the use of this topic, stepper motor control technology to sub-degree rotary table for the NC transformation, design of an automatic indexing rotary table. It MCU to control the core, by controlling the pulse distributor to send pulses to the stepper motor, stepper motor drives the worm gear drive to achieve sub-degree rotation of the workpiece, as opposed to traditional mechanical dividing head, easy operation, high precision indexing. Keywords Auto-Indexing Rotary Table Gear Transmission Worm drive SCM control
青岛农业大学海都学院 本科生毕业论文(设计) 题目:Y3150E滚齿机传动设计及机床的调整姓名:xxxx 系别:工程系 专业:机械设计制造及其自动化 班级: xxx级x班 学号:200901202 指导教师:殷凤兰 2013年6月18日
目录 摘要 (Ⅰ) Abstract (Ⅱ) 前言 (5) 第1章滚齿机概述 (7) 1.1滚齿机机床简介及滚齿机分类 (7) 1.1.2 Y3150E滚齿机的主要用途及工作方式 (8) 1.1.3滚齿机分类 (8) 第2章滚齿机传动设计 (9) 2.1滚齿机主传动 (9) 2.2传动系统的设计 (10) 2.2.1设计分析 (10) 2.3 齿轮的设计 (11) 2.3.1齿轮传动的设计与强度校核 (11) 2.3.2低速级大小齿轮的设计: (12) 2.4传动轴及轴承的设计与校核 (14) 2.4.1从动轴和轴承的设计与校核 (14) 第3章Y3150E滚齿机机床的调整 (18) 3.1 加工直齿圆柱齿轮时机床的调整 (18) 3.1.1工件安装 (18) 3.1.2滚刀的安装 (18) 3.1.3 主轴转速的选择及调整 (19) 3.1.4轴向进给量的调整 (19) 3.1.5刀架工作行程挡块位置的调整 (20) 3.1.6滚刀精加工的调整 (20) 3.2 加工斜齿圆柱齿轮时机床的调整 (21) 3.2.1工件的安装 (15) 3.2.2滚刀的安装 (15)
3.2.3 主轴转速的选择及调整 (16) 3.2.4轴向进给量的调整 (16) 3.2.5差动挂轮的计算和调整 (16) 3.3加工质数直齿圆柱齿轮时机床的调整 (22) 3.4加工大于100的质数及其整倍数的斜齿圆柱齿轮时机床的 调整 (23) 3.5径向进给滚切蜗轮时机床调整 (24) 结论 (25) 谢辞 (26) 参考文献 (27) 附件清单 ........................................................... 错误!未定义书签。
陕西国防工业职业技术学院 SHAANXI INSTITUTE OF TECHNOLOGY 毕业设计论文 题目水平回转工作台 专业机电一体化 班级机电3111班 姓名罗小亮 学号23311131 指导教师王刚
目录 摘要 (3) 第一章绪论 (4) 1.1概述 (4) 1.2数控回转工作台的发展及展望 (4) 1.3数控回转工作台的原理 (5) 1.4 设计要求及主要参数 (6) 1.4.1设计准则 (6) 第二章数控回转工作台的结构设计 (6) 2.1设计工作台的基本要求 (8) 2.2数控回转工作台传动方案的选择 (9) 2.3电机的选择 (11) 2.3.1选择步进电机的注意事项 (11) 2.3.2电机的参数计算 (11) 2.4齿轮的设计 (12) 2.4.1齿轮材料确定 (12) 2.4.2齿轮强度计算 (12) 2.4.3尺寸计算 (12) 2.4.4齿轮结构设计 (14) 2.5蜗轮蜗杆设计 (15) 2.6蜗杆与蜗轮的主要参数与几何尺寸 (16) 2.7轴的校核与计算 (18)
2.8联轴器的选择 (19) 2.9输入轴的设计 (20) 2.10蜗杆轴的设计 (25) 2.11轴强度的校核 (28) 总结 (30) 参考文献 (32) 致谢 (33)
摘要 数控机床在机械行业中扮演的角色越来越重要。特别是数控机床朝着大功率、高速度、高精度、高稳定性的方向发展,其可靠性已成为衡量其性能的重要指标。而数控回转工作台作为数控机床中不可或缺的部件,其精度已直接影响到机床的整体性能。为了提高效率,扩大机床制造范围,数控机床除了做三轴直线进给运动之外,通常还需要用数控回转工作台来做加工的圆周运动。由此来满足自动改变工件相对主轴的位置,让机床更好的对工件各个面的加工。配合数控系统的控制,数控回转工作台可以有效提高生产率,消除人为误差,提高加工精度。数控回转工作台主要是应用于数控铣床与数控镗床或加工中心,它主要是用于对板类、箱体等类似工件的不间断回转加工和多面加工。
《机电一体化系统设计》课程设计说明书题目数控回转工作台的设计 机械工程学院机械电子工程专业机电1302班201302170225号学生姓名肖鹏飞. 指导教师刘军安陈小异. 完成日期2016年12月09日.
湖南工程学院机械工程系
湖南工程学院 课程设计(论文)任务书 设计题目:数控回转工作台机电系统设计 姓名:肖鹏飞系别:机械工程专业:机械电子工程班级:1302 学号25 指导老师: 刘军安陈小异教研室主任谭季秋 一、设计要求及任务 1.设计任务 (1)总体设计 (2)机械系统的设计与计算; (3)控制系统设计:采用51单片机或FX2N PLC控制,步进电机驱动,转角输入与显示; (4)编写设计说明书。 2.设计要求 (1)正反旋转,回转角度0~360o;最大回转半径100mm, 最大承载重量20kg;工作台输出精度2mrad,具备自锁功能; (2)机械部分:A1装配图1张; (3)控制部分:硬件设计,程序设计。 二、进度安排及完成时间 1.设计时间:三周,2015年12月14日至2016年01月1日。 2.进度安排 第一周:布置设计任务,查阅资料,熟悉设计要求及任务,提出设计方案,进行设计。第二、三周:整理资料,撰写设计说明书,上交设计图纸、说明书(要求手写稿)。
目录 绪论 (6) 第一章数控回转工作台的原理与应用 (7) 1.1 数控回转工作台 (7) 1.2 设计准则 (8) 1.3 主要技术参数 (8) 1.4 本章小结 (8) 第二章数控回转工作台的部分原理及结构设计 (9) 2.1 步进电机的原理 (9) 2.2 传动方案传动时应满足的要求 (9) 2.3 电液脉冲马达的选择及运动参数的计算 (10) 2.4 轴承的选用 (10) 2.5 轴承的游隙及轴上零件的调配 (11) 2.6滚动轴承的配合 (11) 2.7 滚动轴承的润滑 (11) 第三章控制系统设计 (12) 3.1 系统方案设计构成 (12) 3.2 单片机 (13) 3.3 光电耦合 (15) 3.4 环形分配器 (15) 3.5 功率放大器 (18) 3.6 程序 (20) 总结 (23)
任务书 课题十二、设计一个3工位旋转工作台的控制系统 1.动作特性 其工作示意如图所示。三个工位分别完成上料、钻孔和卸件。 工位1:上料器推进,料到位后退回等待。 工位2:将料夹紧后,钻头向下进给钻孔,下钻到位后退回,退回到位后,工件松开,放松完成后等待。 工位3:卸料器向前将加工完成的工件推出,推出到位后退回,退回到位后等待。 2.控制要求 工位2 工作台示意图 1)用选择开关来决定控制系统的全自动、半自动运行和手动调整方式。 2)手动调整采用按钮点动的控制方式。 3)系统处于半自动工作方式时,每执行完成一个工作循环,用一个起动按钮来控制进入下一次循环。
4)系统处于全自动运行方式时,可实现自动往复地循环执行。 5)系统运动不很复杂,采用4台电机。 6)对于部分与顺序控制和工作循环过程无关的主令部件和控制部件,采用不进入PLC的方法以节省I/O点数。 7)由于点数不多,所以用中小型PLC可以实现。 3.时间安排 第1-2天:根据设计任务查阅相关文献; 第3-6天:选择一种合适的设计方法,制定详细的设计方案,设计出满足要求的电器控制系统并验证其正确性; 第7-8天:编写课程设计报告;绘制相关电气图纸。 第9-10天:提交课程设计报告;进行课程设计答辩。 4.所需提交的材料 1)编写输入输出对照表。包括信号名称、外部元件号、内部继电器号 2)绘制PLC外部接线图 3)绘制功能流程图; 4)编写、调试梯形图或语句表程序
目录 任务书 ..................................................................... 错误!未定义书签。第1章课程设计任务说明 ................................... 错误!未定义书签。 1.1 课题简介........................................................ 错误!未定义书签。 1.2 系统总体方案设计概述................................ 错误!未定义书签。第2章课程设计任务分析 ................................... 错误!未定义书签。 2.1 设备机构组成分析........................................ 错误!未定义书签。 2.2 设备工作过程分析........................................ 错误!未定义书签。第3章控制方案设计 ........................................... 错误!未定义书签。 3.1 总体方案设计................................................ 错误!未定义书签。 3.2 电气系统设计 (4) 3.3 电气控制系统设计 (4) 3.3.1 系统控制与信号分析 (4) 3.3.2 I/O分配表 (5) 3.3.3 I/O端子接线图 (6) 第4章控制流程分析 (7) 4.1 功能图 (7) 4.2 梯形图 (8) 4.3 语句表 (11) 课程设计心得 (14) 参考文献 (15)
图书分类号: 密级: 毕业设计(论文) 自动分度回转工作台设计 THE DESIGN OF AUTO-INDEXING ROTARY TABLE 学生姓名 学院名称 专业名称 指导教师 2014年5月28日
徐州工程学院学位论文原创性声明 本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。除文中已经注明引用或参考的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品或成果。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标注。 本人完全意识到本声明的法律结果由本人承担。 论文作者签名:日期:年月日 徐州工程学院学位论文版权协议书 本人完全了解徐州工程学院关于收集、保存、使用学位论文的规定,即:本校学生在学习期间所完成的学位论文的知识产权归徐州工程学院所拥有。徐州工程学院有权保留并向国家有关部门或机构送交学位论文的纸本复印件和电子文档拷贝,允许论文被查阅和借阅。徐州工程学院可以公布学位论文的全部或部分内容,可以将本学位论文的全部或部分内容提交至各类数据库进行发布和检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。 论文作者签名:导师签名: 日期:年月日日期:年月日
摘要 分度回转工作台是机械加工中常用的机床附件,用于镗床,铣床,钻床等需要多面转位加工的工件。传统分度回转工作台操作不便,而且分度只限于某些规定的角度,难以满足一些特殊分度工件的加工要求。本课题利用单片机控制技术、步进电动机控制技术对分度回转工作台进行了数控化改造,设计了一种自动分度回转工作台。它以单片机为控制核心,通过控制脉冲分配器向步进电机发送脉冲, 驱动步进电动机带动蜗轮蜗杆实现对工件的回转分度,相对于传统机械分度头,操作方便,分度精度高。 关键词自动分度回转工作台;齿轮传动;蜗杆传动;单片机控制
滚齿机差动挂轮计算公式(1)重庆3120 a2×c2/b2/d2=±3×sinβ/(Mn×k) (2)Y3150E a2×c2/b2/d2=±9×sinβ/(Mn×k) (3)YG3612 iy=7.5×C×sinβ/(B×K×π×Mn) (4)上海YB3112 a2×c2/b2/d2=2.03718×sinβ/(Mn×k)(5)YKJ3610 a2×c2/b2/d2=6×sinβ/(Mn×k×π)(6)Y3150 a2×c2/b2/d2=8.355615×sinβ/(Mn×k)(7)Y3608(上海) ①.调整计算: n=1000V/πd ②.分齿挂轮比计算公式: c×e/(d×f)=24×k/Z ③.轴向进给挂轮比计算: g×i/(h×j)=10/4×s1 S1-每转进给量,毫米/工件每转
④.加工斜齿轮的调整计算: 轴向进给挂轮比计算: g×i/(h×j)=10/4×s2 s2-每转进给量,毫米/工件每转 ⑤.斜齿轮分齿挂轮比计算公式: c×e/(d×f)=24×π×Mn×k/(π×Mn×Z±s2×sinβ) 式中: ±-工件与刀具螺旋线方向相同时取-,相反时取+.(8)YM3608(宁江) ①纵向进给挂轮配换计算: 根据预先假定的走刀量S,用公式计算出C/D×E/F传动比齿数,再以C/D×E/F值校验出S值,找出L/M×N/O挂轮,然后用选取的分度与走刀挂轮验算螺旋角β的误差. 走刀挂轮计算公式:L/M×N/O=2.50029×S(本公式用于凸轮18D,加工螺旋齿轮) ②滚切螺旋圆柱齿轮分度C/D×E/F计算公式: ⒈C/D×E/F=24K/{Z×[1-S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相同者) ⒉C/D×E/F=24K/{Z×[1+S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相反者) ⒊对径节(英)制螺旋齿轮:
分度工作台的分度和定位按照控制系统的指令自动进行,每次转位回转一定的角度(90度,60度,45度,30度等),为满足分度精度的要求,所以要使用专门的定位元件。常用的定位元件有插销定位、反靠定位、齿盘定位和钢球定位等几种。分度工作台只能完成分度运动.不能实现圆周进给。分度工作台的分度只限于某些规定的角度。 1.齿盘定位的分度工作台 (1)齿盘定位的分度工作台工作原理。 齿盘定位的分度工作台能达到很高的分度定位精度,一般可达最高。能承受很大的外载,定位刚度高,精度保持性好。实际上,由于齿盘啮合脱开相当于两齿盘对研过程。也用于组合机床和其他专用机床。TH K6370型自动换刀数控卧式键铣床分度工作台的结构,主要由一对分度齿盘、升夹液压缸、活塞、液压马达、蜗杆副和减速齿轮副组成。分度转位动作包括: ①工作台抬起,齿盘脱离啮合,完成分度前的准备工作。 ②回转分度。 ③工作台下降,齿盘重新啮合,完成定位夹紧。 (2)多齿盘的特点。 多齿盘在使用中有很多的优点: ①定位精度.岛。大多数多齿盘采用向心多齿结构,它既可以保证分度梢度,同时又可以保证定心精度,而且不受轴承间隙及正反转的影响,一般定位梢度可达+=3,而高精度的可在+=0.3”以内。同时重复定位梢度既高又稳定。 ②承载能力强,定位刚度好。由于是多齿同时啮合,一般啮合率不低于90%,每齿啮合长度不少于60% ③齿面的磨损对定位精度的影响不大,随着不断的磨合,定位精度不仅不会下降,而且有可能提高,因而使用寿命也较长。 ④适用于多工位分度。由于齿数的所有因数都可以作为分度工位数,因此一种多齿盘可以用于分度数目不同的场合。 多齿盘分度工作作台除了具有上述优点外,也有以下不足之处: ①其主要零件,多齿端面齿盘的制造比较困难,其齿形及形位公差要求很高,而且成对齿盘的研磨工序很费工时,一般要研磨几十小时以上,因此生产效率低、成本也较高。 ②在工作时动齿盘要下降、转位、定位及夹紧。因此多齿盘分度工作台的结构也相对要复杂些。但是从综合性能来衡量,由于它能使一台加工中心的主要指标(即加工精度)得到保证,因此目前在卧式加工中心上仍在采用。 ③多齿盘的分度角度。 多齿盘的分度可实现分度角度为 0=360度/Z 式中0—可实现的分度数(整数); Z—多齿盘齿数。 2.鼠牙盘分度工作台 鼠牙盘式分度工作台是由工作台面、底座、压紧液压缸、鼠牙盘、伺服电动机、同步带轮和齿轮转动装置等零件组成,如图5一4所示。鼠牙盘是保证分度精度的关键零件,每个 齿盘的端面带有数目相同的三角形齿,当两个齿盘啮合时,能够自动确定轴向和
安徽工程大学机电学院 本科毕业设计(论文)开题报告 题目:数控回转工作台的结构设计 课题类型:设计□实验研究□论文□ 学生姓名:吴明忠 学号:3080101118 专业班级:机械2074班 教学单位:机械与汽车工程学院 指导教师:王海 开题时间:2011年3月12日
2011 年3月12日 一、毕业设计内容及研究意义 本次设计任务是设计出数控回转工作台:1.数控工作台的总体设计,2. 数控工作台的机械结构设计,3.三维工作台的理论分析,4.数控工作台的有限元分析。首先应该了解所加工零件的基本情况,数控回转工作台主要用于数控镗床和铣床,其外形和通用工作台几乎一样,但它的驱动是伺服系统的驱动方式。它可以与其他伺服进给轴联动。数控机床的圆周进给由回转工作台完成,称为数控机床的第四轴:回转工作台可以与X、Y、Z三个坐标轴联动,从而加工出各种球、圆弧曲线等。回转工作台可以实现精确的自动分度,扩大了数控机床加工范围。 本课题属于导师科研课题的部分内容,对于培养学生电路设计、机械计, 三维CAD等工程实践能力具有重要意义。在实际中工作台在机床上是必不可的 部件,工作台的自动化能大大减少劳动强度,提高劳动生产率。数控回转工作台是落地铣镗床,端面铣床等工作母机不可缺少的主要辅机。可用于支撑工件并使其作直线或回转等调整或进给运动,以扩大工作母机的使用性能,缩短辅助时间,广泛应用于能源,冶金,矿山,机械,发电设备,国防等行业的机械加工。 二、毕业设计的研究现状和发展趋势 1、研究现状 一个国家的繁荣与其先进制造业密切相关,然而制造是离不开先进机器作为辅助,机床包括床身、立柱、工作台、进给机构等机械部件。工作台作为数控机床的重要组成部分,也是影响加工精度的重要组成环节。从一开始为了满足加工简单的零件而设计的直线运动的X—Y工作台,到现在为了实现多工位加工而制造的分度工作台和回转工作台等。为了满足现代制造业的发展,也为了环境的要求,一作台的驱动装置从原来的机械驱动变为液旅驱动,现在更多的采用了气动装置,更好的保护了环境,节约了资源。由于工作台是一台机床的关键配套部件,因此世界各国都有对其进行研究,我国在工作台的研究开发方面也取得了长足的进步。 目前工作台的种类繁多,传统的工作台只能安装在某一指定机床上,伴随着科技的与时俱进,它们的功能也由传统单一性向现代的多功能性方向发展,现在一些工作台,它不仅可以安装在钻床上,还可以安装在铣床和镗床等机床上。并且目前部分工作台还可以作为机床的第四回转轴,大大提高了机床的性能。例如:我国生产机床工作台的公司之一的烟台恒力数控机床附件有限公司生产的HLTK14系列数控可倾回转工作台(见下图),它可以实现用于数控机床和加工中心机床上,可利用原机床的两个控制坐标控制转台的回转和倾斜,也可
机电一体化-回转工作台的设计 二、设计任务及要求 设计题目:数控回转工作台的设计 1. 设计内容包括:总体设计,机械系统的设计与计算,计算机控制系统设计,编写设计计算说明书; 2. 设计要求包括:回转角度0~360°;最大回转半径400㎜;最大承载重量50㎏; 3. 机械部分的设计:装配工作图1张( 1号); 4. 计算机控制的设计:控制系统接口图一张; 5. 控制装置采用步进电机驱动,MCS-51或单片机FX2N-PLC控制系统,软件环分,由键盘输入实现开环控制。 三、机械系统设计 在数字回转工作台机械传动部分选用蜗轮蜗杆传动,因为蜗杆传动平稳,振动,冲击和噪声均较小;能以单级传动获得教大的传动比,结构紧凑,有利于实现回转工作台所要求的分度的实现.故选用蜗轮蜗杆传动. (一)、蜗杆类型的选择: 蜗杆选择为渐开线圆柱蜗杆.因为此种蜗杆不仅可车削还可以像圆柱齿轮那样用齿轮滚刀滚削,并可用但面或单锥面砂磨削.制造精度高.是普通圆柱蜗杆传动中较理想的传动.传动效率也高,在动力传动和机床精密传动中应用较为广泛. (二)、蜗杆蜗轮材料的选择: 由于蜗杆传动啮合摩擦较大,且由于蜗轮滚刀的形状尺寸不可能做得和蜗杆绝对相同,被加工出的蜗轮齿形难以和蜗杆精确共轭,必须依靠运转跑合才渐趋理想,因此材料副的组合必须具有良好的减摩和跑合性能以及抗胶合性能。所以蜗轮通常青铜或铸铁做齿圈,并尽可能与淬硬并经磨削的钢制蜗杆相匹配。故选择:蜗杆材料为:渗碳钢,表面淬硬56-62HRC 牌号为20GrMnTi.蜗轮材料为:铸造锡青铜,牌号为ZcuSn10Pb1
(三)、蜗杆蜗轮参数计算: 1. 蜗杆传动尺寸的确定: 由设计题目中要求可知:工作台回转直径最大为400mm/50千克. 由《齿轮手册》(上)表6.2-3取蜗杆蜗轮中心距标准a=225mm; 估取蜗杆分度圆直径: 为能获得较大的传动比,取蜗杆头数为: z =1;z =90 估取模数m: m=(1.4~1.7)a/ z =3.6 取m=4 q=d /m=80/4=20 6 tanγ= z /q 则γ=2.86° 2. 确定蜗轮蜗杆各参数值 蜗杆尺寸“ 1) 蜗杆轴向齿距:p =πm=3.14×4=12.56 2) 螺旋线导程:p =p ×z =15.4×4=12.56 3) 法向齿形角:对于ZI蜗杆αn=20°在分度传动中允许减小齿形角α =15° 4) 直径系数:q= d /m=80/4=20 5) 蜗杆分度圆(中圆)直径: d (d )= d =qm=80 6) 蜗杆分度圆(中圆柱)导程角: γ=2.86° 渐开线蜗杆: 基圆柱导程角: γcosγ =cosαncosγγ =15.264° 7) 基圆直径:d d = z m/tanγ =14.16 8) 法向基节:p =πm cosγ =12.12 9) 蜗杆齿轮顶高:h =h m=1×4=4 10 蜗杆齿根高:h =1.2m=4.8 11) 蜗杆全齿高:h = h + h =4+4.8=8.8 12) 顶隙:c =0.2m=0.8 13) 齿根圆半径:ρ =0.3m=1.2 14) 蜗杆齿顶圆直径:d =d +2 h =88 15) 蜗杆齿根圆直径:d = d -2 h =70.4 16) 蜗杆齿宽:b =95
回转工作台设计说明书 论文题目四工位回转工作台设计 学院机械工程学院 学号 姓名何凯星 教师杨岩 2014年1月
摘要 本次课程设计的题目是回转工作台设计。通过对回转工作台的设计,使大学生在步入社会之前,不仅能够设计出数控回转工作台,而且能够掌握机械设计的方法和步骤。本课题研究的主要内容包括:确定回转工作台的传动方案;驱动力计算及其他相关计算;步进电机的选型;零件设计;零件图的绘制与三维模型建立;绘制装配图及运动仿真。 对于回转工作台的设计,首先,进行总体方案设计,传动方案采用齿不完全轮传动、槽轮传动或者直接采用步进电机实现分度;然后进行各零件的设计与校核;偏心轮与机架采用螺钉连接固定不动;工作台的平衡通过止推轴承来保证;采用直线导轨以实现夹紧与工件的定出;直线导轨端部用滚动轴承;工作太平面上设计了圆孔;最后,对各零件进行装配。 关键词:回转工作台;步进电机;直线导轨;滚动轴承;建模 目录 一、课程设计任务书 1、概述 (3) 2、回转工作台设计要求 (3) 3、设计任务 (5) 二、设计步骤 1、夹紧机构的设计 (5) 2、定位装置的设计 (6) 3、偏心轮设计 (7) 4、直线导轨的选型 (8)
5、轴承的选择 (8) 6、转动圆盘的设计 (8) 7、装配图 (9) 8、零件图的绘制 (10) 三、心得体会 (13) 四、参考文献 (15) 一、课程设计任务书 1、概述 回转工作台是检测仪器的主体部件,同时,它也是诸多设备如万能工具显微镜、坐标测量机、坐标镗、铣、磨、加工中心等重要部件或附件。 检测仪主要由一个四工位回转工作台和一个显微镜组成。显微镜固定在机架上部的竖直杆上,回转工作台主要由回转平台、回转台主轴及夹紧定位装置组成。工作台水平安置,台上装夹加工对象,回转运动由步进电机直接驱动。传动部分要能自锁,消除侧隙以保证精度要求,并有一定的传动精度和刚度,工作台上亦要有圆孔,以减轻工作台质量及材料成本。 2、回转工作台设计要求 1、性能参数 (1)主参数 工件质量:小于10g。 工件为塑料。
回转工作台和分度头区别 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 回转工作台带有可转动的台面、用以装夹工件并实现回转和分度定位的机床附件,简称转台或第四轴。转台按功能的不同可分为通用转台和精密转台两类 通用是镗床、钻床、铣床和插床等重要附件,用于加工有分度要求的孔、槽和斜面,加工时转动工作台,则可加工圆弧面和圆弧槽等。通用转台按结构不同又分为水平转台、立卧转台和万能转台。 ①水平转台:在圆台面上有工件定位用的中心孔和夹紧用的T型槽。台面外圆周上刻有360°的等分刻线。台面与底座之间设有蜗杆-蜗轮副(见蜗杆传动),速比为90:1或120:1,用以传动和分度,蜗杆从底座伸出的一端装有细分刻度盘和手轮。转动手轮即可驱动台面,并由台面外圆周上的刻度(以度为单位)与细分刻度盘读出旋转角度。分度精度一般为±60″。水平转台的蜗杆伸出端也可用联轴器与机床传动装置联接,以实现动力驱动。 ②立卧转台:底座有两个相互垂直的安装基面,使台面既可水平也可垂直放置。 ③万能转台:台面可以在0°~90°范围内倾斜任意角度,使工件在空间的任何角度都能准确调整。
分度头是安装在铣床上用于将工件分成任意等份的的机床附件,利用分度刻度环和游标,定位销和分度盘以及交换齿轮,将装卡在顶尖间或卡盘上的工件分成任意角度,可将圆周分成任意等份,辅助机床利用各种不同形状的刀具进行各种沟槽﹑正齿轮﹑螺旋正齿轮﹑阿基米德螺线凸轮等的加工工作。 回转工作台(平转台)是铣床的主要附件之一,可用在铣床上进行分度钻孔和铣削、圆周切削、曲面加工、平面及部分线段的直线加工工作。具体作用是:1.进行圆周切削,加工工件上的圆弧曲面;2.对与给定基准成一定角度的平面进行加工;3.进行钻孔和铣削; 回转工作台(平转台)也可装在钻床、插床上完成上述一项或几项工作。工件可用装在工作台上的夹具紧固,也可直接紧固在工作台上。 分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽等。分度头的作用:1、用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。2、把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。3、铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
目录 1 绪论 (2) 1.1 前言 (2) 1.2 课题来源 (2) 1.3 研究目的与意义 (2) 1.4 研究项目的现状及发展趋势 (2) 2 数控回转工作台原理 (3) 2.1 数控回转工作台 (3) 2.2 设计准则 (4) 2.3 主要技术参数 (4) 2.4 本章小结 (4) 3 数控回转工作台结构设计 (4) 3.1 传动方案的确定 (4) 3.2 齿轮传动的设计 (6) 3.3 伺服电机的选择及运动参数的计算 (8) 3.4 蜗轮及蜗杆的选用与校核 (9) 3.5 蜗杆与蜗轮的主要参数与几何尺寸 (11) 3.6 轴的校核与计算 (12) 3.7 弯矩组合图 (13) 3.8 根据最大危险截面处的扭矩确定最小轴径 (14) 3.9 齿轮上键的选取与校核 (14) 3.10 轴承的选用 (14) 3.11 本章小结 (15) 4 数控技术发展趋势 (15) 4.1 性能发展方向 (15) 4.2 功能发展方向 (16) 4.3 体系结构的发展 (17) 4.4 智能化新一代PCNC数控系统 (18) 5 设计总结 (18) 6 参考文献 (19)
1 绪论 1.1 前言 加工中心最初是从数控铣床发展而来的。第一台加工中心是1958年由美国卡尼-特雷克公司首先研制成功的。它在数控卧式镗铣床的基础上增加了自动换刀装置,从而实现了工件一次装夹后即可进行铣削、钻削、镗削、铰削和攻丝等多种工序的集中加工。 二十世纪70年代以来,加工中心得到迅速发展,出现了可换主轴箱加工中心,它备有多个可以自动更换的装有刀具的多轴主轴箱,能对工件同时进行多孔加工。 一台加工中心是由机床(机械部分)和控制系统(电气部分)两部分组成,机床是加工中星的主体,控制系统是加工中心的核心。 加工中心的主机通常是由三大基础部件组(床身、立柱和工作台)和主轴部件、刀具存储自动交换系统(ATC)及其它辅助功能部件组成。有的加工中心还具有托盘(工作台)自动交换系统(APC)。 1.2 课题来源 这次毕业设计的课题来源于自选课题——面向壳体零件的卧式加工中心工作台设计,目的是通过本次的设计工作,能够在对面向壳体零件加工的卧式加工中心的了解的基础上,实现对加工中心工作台的设计,并与同组人的对主轴部件、刀库、夹具的设计相应,最终设计出整个机床主要结构部件。此课题让我们有机会对机械设计方面的知识有一个系统的回顾,进一步加深学习。 1.3 研究目的与意义 毕业设计主要是培养我们综合应用所学专业的基础理论、基本技能和专业知识的能力,培养我们建立正确的设计思想,掌握工程设计的一般程序、规范和方法。培养我们的设计计算、工程绘图、实验研究、数据处理、查阅文献、外文资料的阅读与翻译、计算机应用、文字表达等基本工作实践能力,使我们初步掌握科学研究的基本方法和思路。 本次毕业设计主要是解决卧式加工中心数控回转工作台的工作原理和机械机构的设计与计算部分,设计思路是先原理后结构,先整体后局部。 1.4 研究项目的现状及发展趋势 目前数控回转工作台已广泛应用于数控机床和加工中心上,它的总的发展趋势是: 1.在规格上将向两头延伸,即开发小型和大型转台; 2.在性能上将研制以钢为材料的蜗轮,大幅度提高工作台转速和转台的承载能力; 3.在形式上继续研制两轴联动和多轴并联回转的数控转台。 数控转台的市场分析:随着我国制造业的发展,加工中心将会越来越多地被要求配备第四轴或第五轴,以扩大加工范围。估计近几年要求配备数控转台的加工中心将会达到每年600台左右。 预计未来几年,虽然某些行业由于产能过剩、受到宏观调控的影响而继续保持着较低的行业景气度外,部分装备制造业将有望保持较高的增长率,特别是那些国家产业政策鼓
X-Y数控工作台设计 学生: 学号: 专业: 班级: 指导教师:
(600×600)方台面数控回转工作台设计 一、设计的目的 《数控机床》课程设计是一个重要的实践性教学环节,要求学生综合的运用所学的理论知识,独立进行的设计训练,主要目的: 1、通过设计,使学生全面地、系统地了解和掌握数控机床的基本组成及其思想 知识,学习总体的方案拟定、分析与比较的方法。 2、通过对机械系统的设计,掌握几种典型传动元件与导向元件的工作原理、设 计计算及选用的方式 3、通过对机械系统的设计,掌握常用伺服电机的工作原理、计算控制方法与控 制驱动方式 4、培养学生独立分析问题和解决问题的能力,学习并树立“系统设计”的思想 5、锻炼提高学生应用手册和标准、查阅文献资料及撰写科技论文的能力 二、设计任务 设计X-Y数控工作台,主要参数如下: 设计一台数控回转工作台并开发其控制、驱动系统,工作台台面600×600mm,分辨率为δ=5分/step,承受最大载荷Tmax=1800Nm。 三、设计主要步骤 1、确定设计总方案 ⑴、机械传动部件的选择 ①、丝杠螺母副的选择 步进电动机的旋转运动需要通过丝杠螺母副转换成直线运动,需要满足初选0.005mm脉冲当量,因为定位精度±0.01mm,对于机械传动要有一定的精度损失,大约是1/3-1/2的定位精度,现取为1/2,滑动丝杠副无法做到,只有选用滚珠丝杆副才能达到要求,滚珠丝杆副的传动精度高、动态响应快、运转平稳、寿命长、效率高、预紧后可消除反向间隙。 同时选用内循环的形式,因为这样摩擦损失小,传动效率高,且径向尺寸结构紧凑,轴向刚度高。 由于定位精度不高,故选择的调隙方式是垫片调隙式,这种调隙方式结构简单,刚性好,