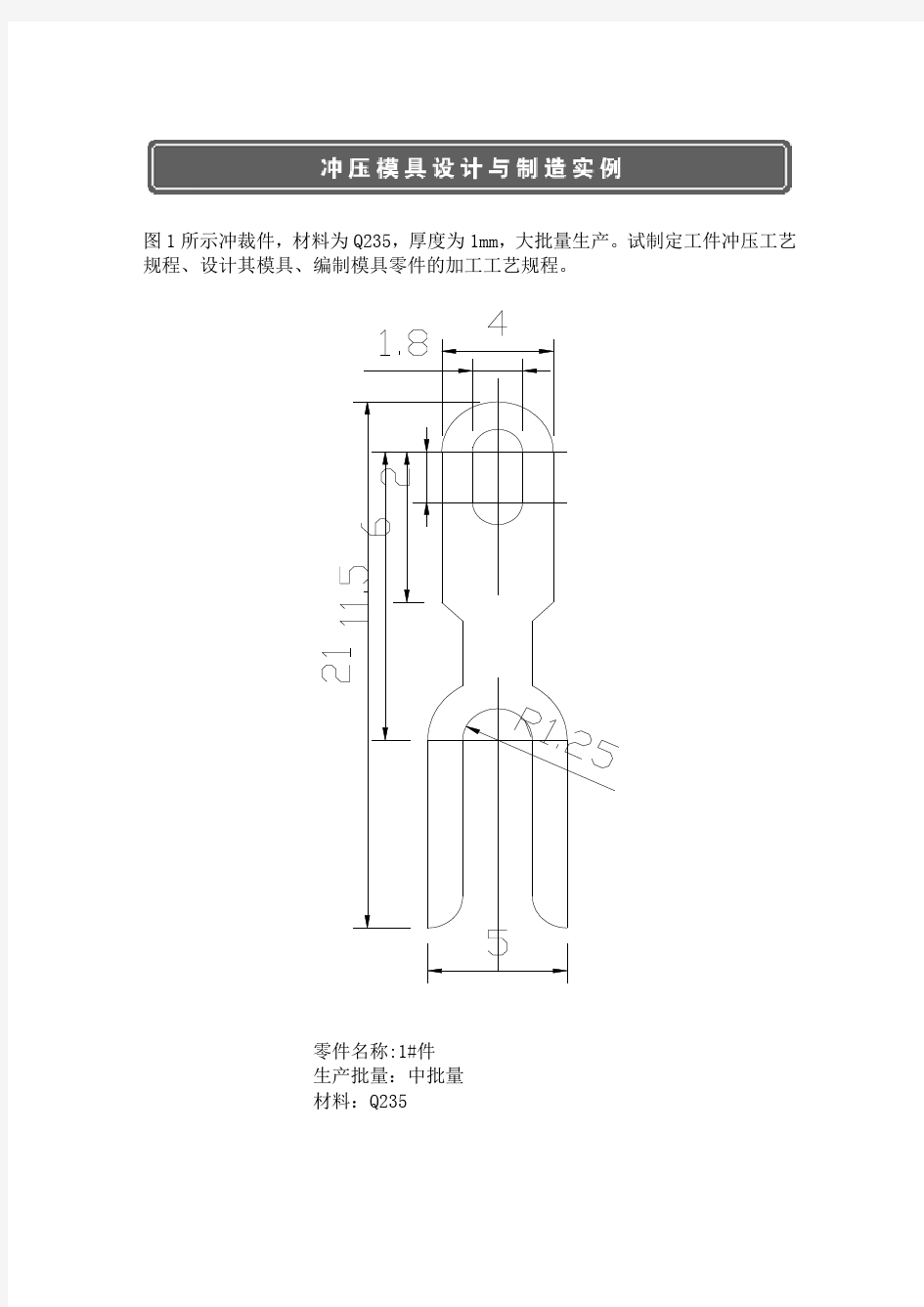
图1所示冲裁件,材料为Q235,厚度为1mm,大批量生产。试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
零件名称:1#件
生产批量:中批量
材料:Q235
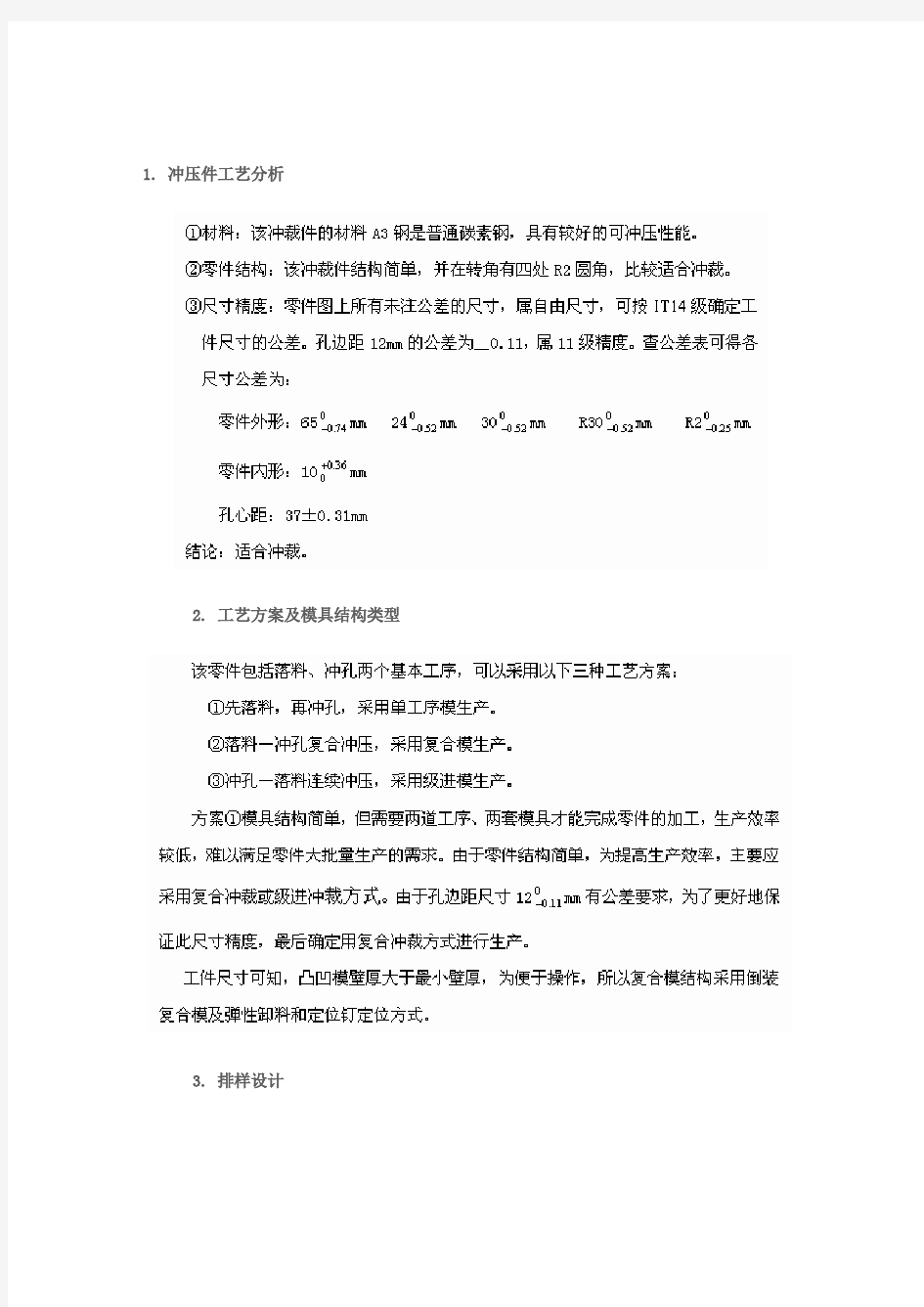
1. 冲压件工艺分析
2. 工艺方案及模具结构类型
3. 排样设计
4.冲压力与压力中心计算
工件如图找到坐标计算得
24*12+60*0+24*12+14.5*24+38.6*27.97+14.5*24+31.4*12+31.4*12
Y= ——————————————————————————————=2.5
24+60+24+14.5+38.5+14.5+34.1+31.4
X=8.3
5.工作零件刃口尺寸计算
落料部分以落料凹模为基准计算 ,落料凸模按间隙值配制;冲孔部分以冲孔凸模为基准计算,冲孔凹模按间隙值配制。既以落料凹模、冲孔凸模为基准,凸凹模按间隙值配制。
刃口尺寸计算见表1。
表 1 刃口尺寸计算
6.工作零件结构尺寸
7.其它模具零件结构尺寸
根据倒装复合模形式特点: 凹模板尺寸并查标准JB/T-6743.1-94,确定其它模具模板尺寸列于表2:
根据模具零件结构尺寸 ,查标准GB/T2855.5-90选取后侧导柱125×25标准模架一副。
8.冲床选用
根据总冲压力 F总=352KN,模具闭合高度,冲床工作台面尺寸等,并结合现有设备,选用J23-63开式双柱可倾冲床,并在工作台面上备制垫块。其主要工艺参数如下:公称压力:1630KN
滑块行程: 120mm
行程次数: 60 次∕分
最大闭合高度: 140mm
连杆调节长度: 50mm
工作台尺寸(前后×左右): 63*63
9.冲压工艺规程
切料63*25的板料
排样图设计
10.模具总装配图
图 4 模具装配图11.模具零件图
上模座
下模座
凹模
凸模垫板
下模座板
卸料板
卸料螺钉
挡料销
螺钉
导套
凹模垫板
1. 主要模具零件加工工艺过程
落料凹模加工工艺过程
材料 :Gr12 硬度 : 60 ~ 64 HRC
冲孔凸模加工工艺过程
材料: T10A 硬度: 56 ~ 60HRC
凸凹模加工工艺过程
材料 :Gr12 硬度 : 60 ~ 64 HRC