.
章节
3.0
页版本
A0
小页号
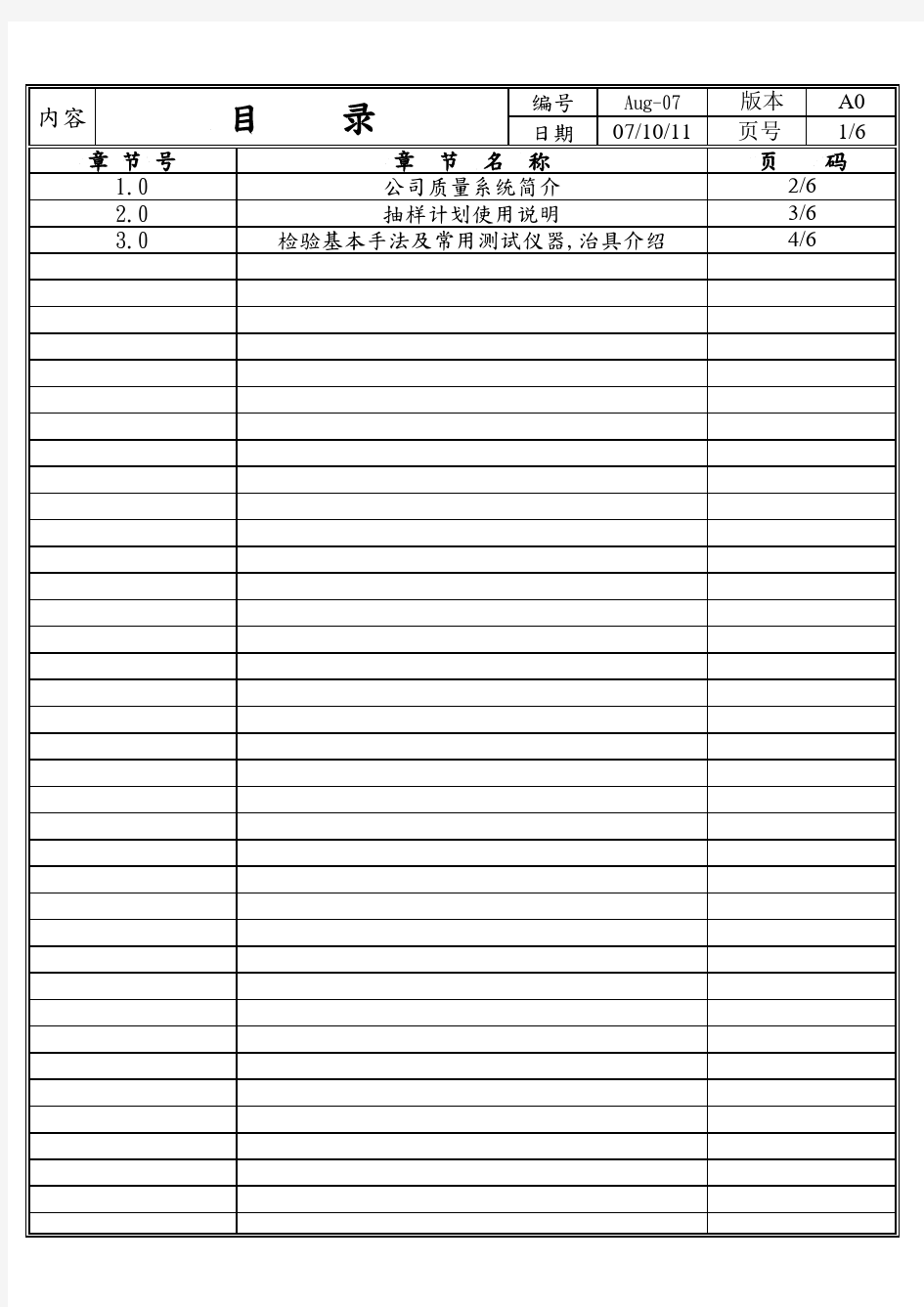
统计其频数如下:
作其直方图如下:
(二).直方图的观察与分析
(1) 对图形形状的分析:常见的直方图有以下几种
1)正常型
2)孤岛型:说明在短时间内有异常因素在作用,如原材料发生变化,有不熟练工人替班等.3)偏向型:说明加工中心发生了偏移4)双峰型:是由产品混批造成的
5)造成这种情况不是生产上的问题,往往是由于测量误差或分组不当造成的.
统计量与统计图
¤à2?0~5
6~1011~1516~2021~2526~3031~3536~4041~4546~50-ó??1236
10
10
8
7
2
1
1
2
3
6
10
10
8
7
2
1
系列2
正常型
偏向型孤島型雙峰型
折齒型
篩選不良
章节
4.0
页版本
A0
小页号
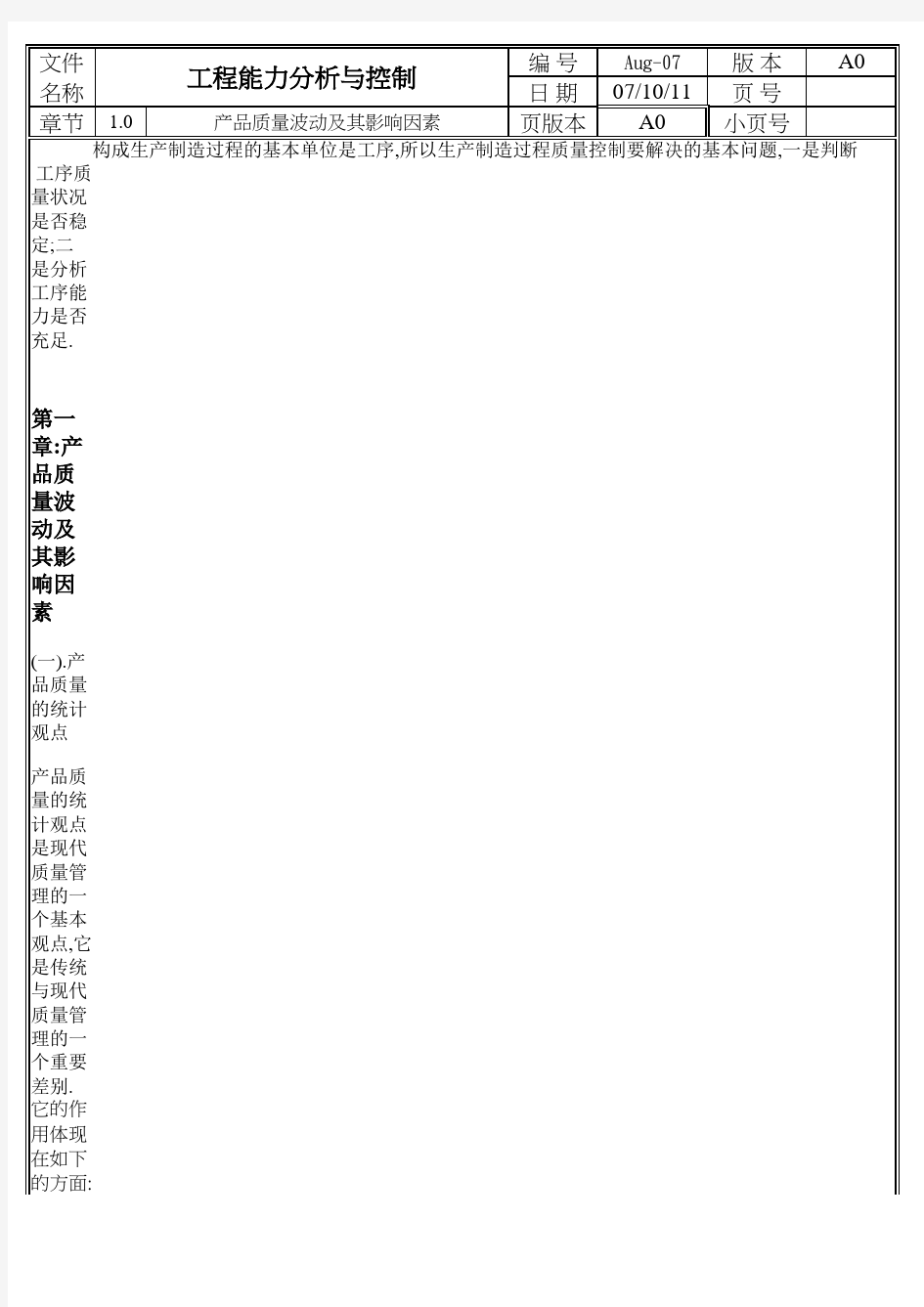
(一) 正态分布( nomal distribution)
在计量值数据中,应用最广的一类连续形概率分布为正态分布.正态分布随机变量X的分布函数为
正态分布函数密度曲线为
(二) 正态分布的解释与应用
正态分布函数中的μ与σ是互相独立的两个分布函数,μ决定正态曲线的位置,σ决定它的形状.
第四章:质量数据的统计分布规律
质量数据的统计分布规律
μ
σ
章节
5.0
页版本
A0
小页号
(一) 工序能力
工序能力是指工序处于稳定状态下的实际加工能力.有时也称工序能力为工序能够稳定的生产出合格品的能力. 从定量的角度看,工序能力是工序本身所固有的一种可以度量的特性.如果工序能力高,所加工产品质量指针的波动就小,说明工序质量好.
我们可以用产品质量的实际波动来定量描述工序能力的大小,定义:
B=6σ,为什么用6σ来刻划工序能力呢?因为当工序处于稳定状态时,产品的质量指针服从政态分布,此时,在μ±3σ的范围内包括了99.73%的产品,如果取μ±4σ或μ±5σ,相应的产品范围会增大至99.994%和99.9994%,分别增加了0.264%和0.26994%,而同时要求提供的各种保证更多,精力花费更大,经济上是不合理的.因此在兼顾工序能力满足技术要求的程度和工序加工的经济两个方面,用6σ来表示工序能力.
(二) 工序能力指数
以6σ定义的工序能力只表示工序所固有的实际加工能力,并不说明这一能力能否满足产质量量要求.为了反映工序能力满足产品质量要求的程度,引入工序能力指数的概念.
工序能力指数,是指产品质量标准(或技朮要求)与工序能力的比值.一般采用符号CP(Process Capability)表示,即
T 为质量标准的范围,即公差.
1.工序能力指数的计算.当质量标准为双向公差,且质量数据的分布中心(μ)与公差中心(M)重合时,用符号CP表示.
式中:TL------公差下限; TU------公差上限; S-------样本的标准差.
CP 值的计算式,只有在分布中心μ与公差中心M 重合时才成立.实际生产中,这种情况是极少的,
工序能力分析
第五章:工序能力分析
C P =T/6σ
C P =T/6α=T U -T L /6S
,