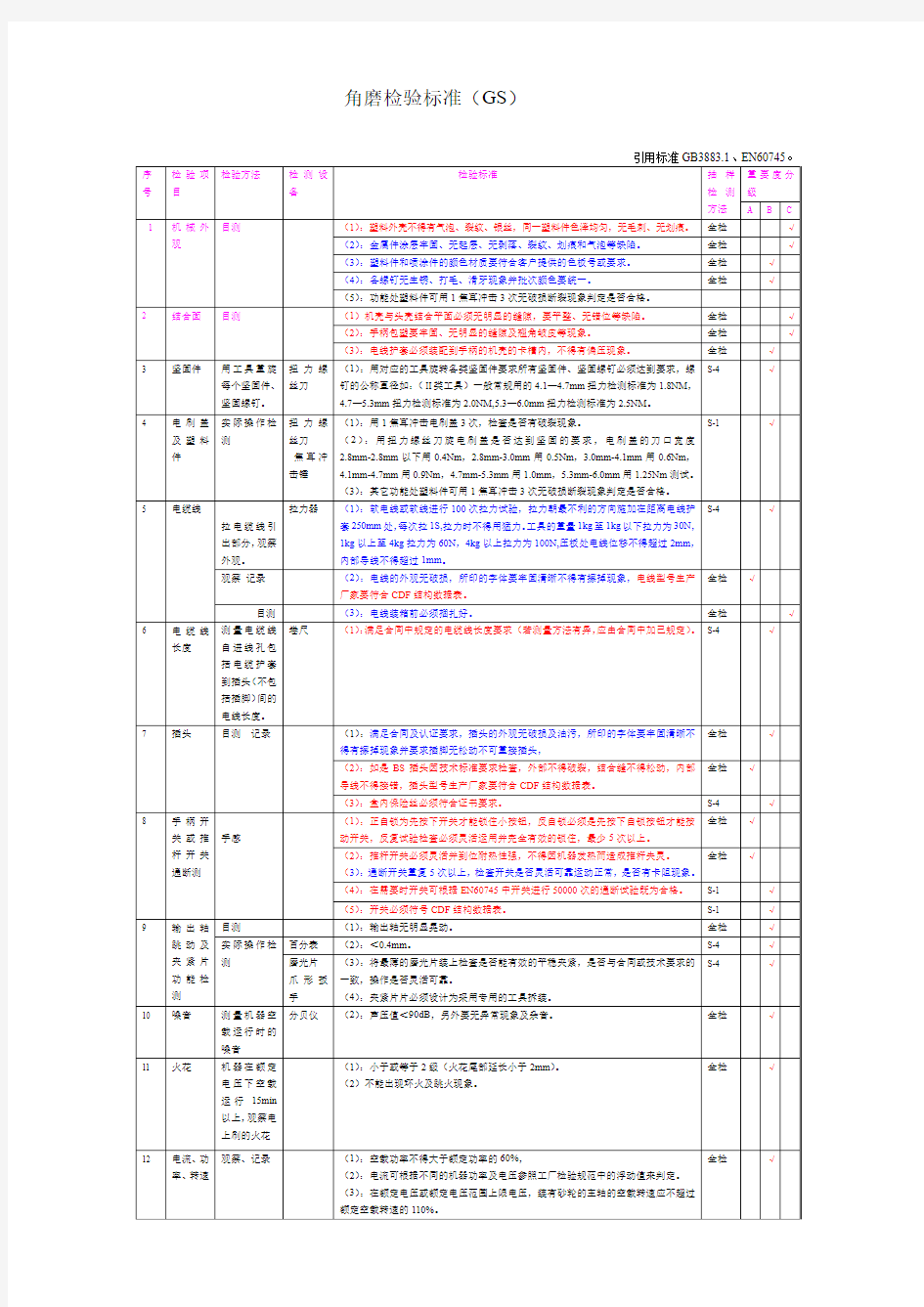
角磨检验标准(GS)
注:以上表中抽样方案用于验货人员对工厂的成品检验,验货员在批量抽样时的抽样方案按照公司制定的一般水平“Ⅰ”抽取,其中A级AQL=0.1,B级AQL=1.5,C级AQL=4.0,其它的机器检验及判断可根据表中执行。
编制:日期:批准:日期:
五种食用油的新的国家 质量标准 集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]
《棉籽油》、《葵花籽油》、《油茶籽油》、《玉米油》、《米糠油》五项食用植物油国家标准,已于2003年5月14日经国家质量监督检验检疫总局批准,将于2003年10月1日起实施。 1 标准制修订的主要内容 规范名词术语 根据《化工标准名词术语》的规定,对专业名词术语进行了规范,统一定义和表述。将文本中的名词术语逐一进行阐述。 明确强制条文 本次修订的标准主要采取了条文强制的形式。强制的主要内容有以下几点: 限定了食用油中的酸值、过氧化值、溶剂残留量等指标 酸值、过氧化值、溶剂残留量这3项指标,既是加工过程中的质量控制指标,又是产品的卫生安全限制指标。它们的高低不但反映了加工工艺的控制、产品品质的状况,而且也反映了油脂的分解速度和氧化、劣变情况。上述指标过高,都会对人体的健康有害。 限定了食用油质量的基础等级指标 对第四个等级的压榨成品油和第四个等级的浸出成品油的各项指标进行了强制。这是对食用植物油产品的最低质量要求。不仅是维护广大消费者的根本利益,也是为了避免低质量的产品对消费者的健康产生不利影响。 增加了保护消费者知情权和选择权的条款 根据国家的有关规定,为了保护消费者的知情权和选择权,对用转基因油料加工的原油、成品油、压榨油,浸出法加工的原油、成品油和原料原产国等都必须分别用“转基因”、“压榨”、“浸出”、原料原产“国名”等字样在标签中标识。 重新明确产品分类的等级 根据产品的用途、加工工艺和质量要求的不同,将油脂产品分为原油和成品油,成品油又分为压榨成品油和浸出成品油。 原油即指未经精炼等工艺处理的油脂(又称毛油),不能直接用于人类食用,只能作为成品油的原料。增加原油这个类别,使原油在进行贸易时有章可循,同时也防止将原油直接投放市场,严重危害消费者的健康。成品油则是经
齿轮滚刀(直槽)使用及检验标准 一、齿轮滚刀使用标准 1、滚刀的轴向窜刀 滚刀使用过程中,除进行正确的安装、调整外,还应进行轴向窜动,以延长滚刀的使用寿命。 1.1滚刀的起始安装位置 如图1-1 滚刀切削区域向齿轮端面的投影图,滚刀实际切削区域长度=切出长度(l 0)+切入部分(l )。 图1-1滚刀切削区域向齿轮端面的投影图 切出长度l 0= 0*cos tan 0*cos ha β αδ 式中0ha ——滚刀的齿顶高; β——被切齿轮的螺旋角; 0α——滚刀刀齿的齿形角; δ——滚刀的安装角。
切入长度l 式中1ra ——被切齿轮齿顶圆半径; 1h ——滚齿时的切入深度; δ——滚刀的安装角。 安装滚刀的初始位置时,应使展成中心位于距切入端端面为l 的位置上,检验计算展成中心与切出端端面距离不小于l 0。 1.2 轴向窜刀的方向 滚刀的轴向窜刀,通常应在与被加工齿轮旋转方向相反的方向上进行,如图1-2轴向窜刀的方向。 图1-2 轴向窜刀的方向 1.3 轴向窜刀的窜刀量 直槽滚刀的窜刀量S 可用下式确定: S=* d *cos d nm c Z π γ 式中n ——滚刀头数; m ——滚刀模数;
Zd——滚刀圆周齿数; γ——滚刀螺旋升角; d c——(确定窜刀量大小的系数,为4、5、6、7、8、9等整数值)。 推荐轴向窜刀的窜刀量S等于滚刀的轴向齿距Px。 1.4轴向窜刀的时机 滚刀轴向窜刀的时机推荐为后刀面磨损约为磨钝标准的25%~30%时,即进行窜刀(单工步未加工完除外)。 在不同的切削条件下,滚刀窜刀量和窜刀时间间隔的最佳数值还要根据实际磨损情况,试验分析后确定。 1.5轴向窜刀的方法 我车间滚齿机的轴向窜刀需靠手动完成,基本方法有两种,推荐方法为方法一。 方法一:按照确定窜刀量的各种倍数值,制作垫刀垫圈,通过变换滚刀心轴上垫圈的厚度,使滚刀沿其轴线移动,以改变滚刀对被加工齿轮轴线的位置。 方法二:切削一定数量的齿轮后,将分齿挂轮脱开,并转动滚刀,以达到轴向窜刀的目的。 2 注:初次磨钝至标准下限即进行刃磨,逐步摸索加工不同材质工件的磨损带宽度理想值。 二、齿轮滚刀检验项目及检验标准 1、容屑槽周节的最大累积误差 容屑槽周节的最大累积误差用于表示滚刀前刀面在圆周上分布的不均
齿轮滚刀的设计及通用性验算 一前言 我厂是中小模数齿轮生产的专业厂,用于加工齿轮的最常用的刀具-滚刀在我厂的应用非常普遍,批量化生产和单件小批量生产所需的滚刀大部分都属于专用滚刀,需要进行单独的设计与制造。 二齿轮滚刀的加工原理: 齿轮滚刀加工齿轮的原理,就是一对螺旋齿轮的啮合过程。滚刀实质就是一个具有一定切削角度的蜗杆。滚刀切削刃所在的蜗杆,称为滚刀的基本蜗杆。目前我们常用的滚刀 是阿基米德滚刀,其轴向截面为直线齿形。 三齿轮滚刀的分类: 齿轮滚刀按结构分为整体和镶片两种;按模数可分为大、中、小三种;按用途可分为粗、精两种;按精度等级又可分为四种:AA级滚刀(用于加工7级齿轮),A级滚刀(用于加工8级齿轮),B级滚刀(用于加工9级齿轮),和C级滚刀(用于加工10级齿轮)。 四齿轮滚刀的结构参数:
1,小模数齿轮滚刀为了能使刀齿顶部形成切削后角,其槽形角一般取45,并适当增大槽底圆弧半径。由于小模数齿轮 滚刀螺纹升角很小,故容屑槽做成平行于其轴线的直槽。 2,滚刀的外径: 滚刀的外径是一个重要的结构尺寸,其大小直接影响到其它结构参数的合理性。一般情况,精度要求高的齿轮,滚刀的外径应选择大一些,精度底的齿轮,滚刀外径可选 择小一些,因为滚刀外径越大,则分圆螺纹升角越小,滚 刀的近似造型误差越小,可提高齿形的设计精度。 滚刀外径大可使孔径增大,从而增加滚刀心轴的刚性。 同时,滚刀外径的增大,还可以使容屑槽数目增加,减少 切齿时齿轮齿面的包络误差,减小滚刀单齿的切削负荷, 提高齿轮的耐用度和齿轮表面光洁度。同时,滚刀的外径 也要考虑零件和机床的结构特点。 我厂齿轮滚刀外径尺寸一般为Ф25,Ф32(加工模数小于1的齿轮)Ф50 Ф63(加工模数大于1的齿轮)。 3,滚刀外径偏差按d10(GB159-59)规定。 4. 滚刀的孔径及精度: 滚刀的孔径主要是由外径决定的,滚刀外径越大,其孔径可相对增大,从而增加滚刀心轴的刚度,加工中能采用
17”盘型滚刀结构和技术参数介绍 图 1 目前国内生产盾构刀具的厂家相当多。 在关键部件轴承的选择,国内多选择USA的“铁木肯”系列轴承。海瑞克选poland 的SKF系列轴承。所选都是世界知名品牌。我认为所有设计都围绕该部件为基准来设计的,所 有我定为关键部件。(图3) 刀圈多为H13 钢(USA牌号,国内和热做模具钢接近的合金钢材料),热处理后HRC55-60. 与刀榖做过盈配合(过盈量在0.15-0.25mm ),预热套装到刀榖配合位置。在加挡圈以防止 刀圈外脱。 轴多采用轴承钢之内的材料;刀榖,上下端盖采用合金结构钢材料锻打,调质后加工而 成。下端盖与轴配合目前国内的产品多为间隙配合在加工楔口防止转动,以O型圈做密封的方法设计的,而海瑞克是下端盖与轴为小过盈的紧配合。上端盖采用与轴的螺纹配合,通过4 个环形阵列的扳手孔旋紧到轴上。(扳手要自己做) 浮动密封的浮动环目前也有大约 2 种加工情况,一种车床加工再做表面处理的,在研磨;一种为时效处理后磨床加工的,在研磨的。相比后者较好。浮动密封的胶圈要恢复性好,弹 性好,耐油。(图4) 防尘密封主要国内厂家的一些滚刀有这个设计,海瑞克没见到过,所以上图片中没有显 示。就是在刀榖与上下端盖的间隙处,在刀榖内加工环槽,在里面安装密封条与端盖发生小 摩擦以防止岩层粉末进入刀体内。 除单刃滚刀外还有双刃, 3 刃等多种滚刀,即在刀榖上安装多个刀圈,分单个刀榖上安装 2 个刀圈;多个刀榖上安装多个刀圈(多为中心滚刀图5) 以海瑞克17”滚刀出厂标准,刀圈外径为17 英寸,扭矩约24-35n.m ,刀圈HRC55-60(未
做准确测量,凭经验和粗测设备估计和参照国内出厂数据)图 3 图
字体大小:大- 中- 小cqhongyanandy发表于 10-04-06 11:01 阅读(2641) 评论(1)分类:食用油资料 食用植物油卫生标准 1 范围 本标准规定了植物原油、食用植物油的卫生指标和检验方法以及食品添加剂、包装、标识、贮存、运输的卫生要求。 本标准适用于植物原油、食用植物油,不适用于氢化油和人造奶油。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB 2760 食品添加剂使用卫生标准 GB 2763 食品中农药最大残留限量 GB / T 5009 .11食品中总砷及无机砷的测定 GB / T5009 . 12 食品中铅的测定 GB / T5009 . 22 食品中黄曲霉毒素B 的测定 l GB / T5009 . 27 食品中苯并(a)芘的测定 GB / T 5009 . 37 食用植物油卫生标准的分析方法 GB 8955 食用植物油厂卫生规范 GB 166296 号抽提溶剂油 GB / T 17374 食用植物油销售包装 GB 19641 植物油料卫生标准 3 术语和定义 下列术语和定义适用于本标准。 3 . 1 植物原油virgin vegetable oil 以植物油料为原料制取的原料油。 3 . 2 食用植物油edible vegetable oil 以植物油料或植物原油为原料制成的食用植物油脂。 4 指标要求 4 . 1 原料、辅料要求 4 . 1 . 1 原料应符合GB 19641 的规定。 4 . 1 . 2 浸出使用的抽提溶剂应符合GB 16629 的要求及其他规定。 4 . 2 感官要求 具有产品正常的色泽、透明度、气味和滋味,无焦臭、酸败及其他异味。 4 . 3 理化指标 理化指标应符合表1 的规定。 表1 理化指标
_____年____月____日室温:____℃相对湿度:____% 1 透明度鉴定 1.1分析步骤 量取试样100ml注入比色管中,在20℃温度下静置24h,然后移置在乳白灯泡前,观察透明程度,记录观察结果。 1.2结果判断 检验结果:本品(标准规定:应澄清、透明) 单项判定: 2 色泽鉴定 2.1仪器:罗维朋比色计(比色槽厚度133.4mm) 2.2 分析步骤 平放仪器,安置观测管和碳酸镁片,检查光源是否完好。取澄清的试样注入比色槽中,达到距离比色槽上口5mm处。将比色槽置于比色计中。固定黄色玻片色值,打开光源,移动红色玻片调色,直至玻片色与油样色完全相同为止。记下黄红或黄、红、蓝的号码的各自总数,即为被测油样的色值。 2.3 结果判断 测定值①黄红②黄红差红(应不超过0.2) 检验结果:本品色泽为黄红(标准规定:应不深于黄20红2.0) 单项判定: 3 气味、滋味鉴定 3.1分析步骤 取试样20ml注入烧杯中,加温至50℃用玻棒边搅拌边嗅气味,同时尝辨气滋味。 3.2结果判断 检验结果:本品(标准规定:应无气味、口感好) 单项判定: 【相对密度】(GB/T5526—1985) ----------------------------------------------------------------------------
_____年____月____日室温:____℃相对湿度:____% 1 仪器:液体比重天平(型号:PZ-A(B)-5) 2 分析步骤 2.1 称量水:按仪器使用说明书方法,先将仪器校正好,在挂钩上挂上1号砝码,向量筒内注入纯化水达到浮标上的白金丝浸入水中1cm为止。将水调到20℃时,拧动天平座上的螺丝使天平达到平衡,再不要移动,倒出量筒内的水,先用乙醇,后用乙醚将浮标、量筒和温度计上的水除尽,再用脱脂棉揩干。 2.2 称试样:将试样注入量筒内,达到浮标上的白金丝浸入试样中1cm为止,待试样温度达到20℃时,在天平刻槽上移加砝码使天平恢复平衡。 砝码的使用方法:先将挂钩上的1号砝码移至刻槽9上,然后在刻槽上填加2号、3号、4号砝码,使天平达到平衡。 3 结果计算 测定值①②差值:(应不超过0.0004) 平均值: 检验结果:本品相对密度为(标椎规定:应为0.919~0.925) 单项判定: 【折光指数】(GB/T5527—1985) _____年____月____日室温:____℃相对湿度:____% 1 仪器:阿贝氏折射计(型号:WZS-I) 2 分析步骤 2.1校正仪器:放平仪器,用脱脂棉蘸乙醇揩净上下棱镜,在温度计插座内插入温度计。用已知折光指数的物质校正仪器(纯水t20=1.3330),如不符合校准物质的折光指数时,拧动目镜下方的小螺丝,把明暗分界线调整正切在十字交叉线的交叉点上。 2.2 测定:用圆头玻棒取混匀、过滤的试样两滴,滴在棱镜上(玻棒不要触及镜面),转动上棱镜,关紧两块棱镜,约经3min待试样温度稳定后,拧动阿米西棱镜手轮和棱镜转动手轮,使视野分成清晰可见的两个明暗部分,其分界线恰好在十字交叉的焦点上,记下标尺读数和温度。 3 结果计算 折光指数(n20)=n t+0.00038×(t-20) 式中: n t——油温在t℃时测得的折光指数; t——测定折光指数时的油温; 0.00038——油温在10~30℃范围内,每差1℃时折光指数的校正系数。 测得值:n t①② 计算值:n20①② 平均值: 检验结果:本品折光指数为(标准规定:应为1.466~1.470) 单项判定: 【酸价】(GB/T5530—1998) _____年____月____日室温:____℃相对湿度:____% ----------------------------------------------------------------------------
17”盘型滚刀结构和技术参数介绍 图1 目前国内生产盾构刀具的厂家相当多。 在关键部件轴承的选择,国内多选择USA的“铁木肯”系列轴承。海瑞克选poland的SKF系列轴承。所选都是世界知名品牌。我认为所有设计都围绕该部件为基准来设计的,所有我定为关键部件。(图3) 刀圈多为H13钢(USA牌号,国内和热做模具钢接近的合金钢材料),热处理后HRC55-60.与刀榖做过盈配合(过盈量在0.15-0.25mm),预热套装到刀榖配合位置。在加挡圈以防止刀圈外脱。 轴多采用轴承钢之内的材料;刀榖,上下端盖采用合金结构钢材料锻打,调质后加工而成。下端盖与轴配合目前国内的产品多为间隙配合在加工楔口防止转动,以O型圈做密封的方法设计的,而海瑞克是下端盖与轴为小过盈的紧配合。上端盖采用与轴的螺纹配合,通过4个环形阵列的扳手孔旋紧到轴上。(扳手要自己做) 浮动密封的浮动环目前也有大约2种加工情况,一种车床加工再做表面处理的,在研磨;一种为时效处理后磨床加工的,在研磨的。相比后者较好。浮动密封的胶圈要恢复性好,弹性好,耐油。(图4) 防尘密封主要国内厂家的一些滚刀有这个设计,海瑞克没见到过,所以上图片中没有显示。就是在刀榖与上下端盖的间隙处,在刀榖内加工环槽,在里面安装密封条与端盖发生小摩擦以防止岩层粉末进入刀体内。 除单刃滚刀外还有双刃,3刃等多种滚刀,即在刀榖上安装多个刀圈,分单个刀榖上安装2个刀圈;多个刀榖上安装多个刀圈(多为中心滚刀图5) 以海瑞克17”滚刀出厂标准,刀圈外径为17英寸,扭矩约24-35n.m,刀圈HRC55-60(未
做准确测量,凭经验和粗测设备估计和参照国内出厂数据)图3 图
滚刀的安装调试 (1) 滚刀刀杆的安装 滚刀安装时,要检查刀杆与滚刀的配合,以用手能将滚刀推入刀杆为准。间隙太大会引起滚刀的径向圆跳动。 安装时,应将刀杆与锥度部分擦干净,装入机床主轴孔内并紧固。不准锤击滚刀,以免刀杆弯曲。 滚刀安装好后,要在滚刀的两端凸台处检查滚刀的径向和轴向圆跳动误差,滚刀芯轴和滚刀的安装要求如下表 可调整主轴轴向间隙。 安装刀垫及刀杆支架外轴瓦座时,为了减少安装滚刀的误差,垫圈数目越少越好,擦得越干净越好,垫圈端面不应有划痕,紧固螺母的端面及垫圈均应磨制而成。刀杆支架装入时配合间隙要适宜。过紧将导致轴瓦发热磨损,甚至研死;过松将在滚切过程中产生振动,影响工件质量。 (2) 滚刀刀架安装角的确定 滚刀安装的正确性直接影响加工齿轮的精度。安装时,应将滚刀孔和端面、间隔环的端面、主轴锥孔及滚刀芯轴的赃物、毛刺等清除干净。否则,滚刀芯轴装入主轴锥孔后,会发生偏斜,甚至会拉伤主轴锥孔和滚刀芯轴。 滚刀安装角即滚刀轴心线与水平位置的夹角,齿轮滚刀安装角按下式计算 θ=β+γ 式中:θ为滚刀安装角度,β为齿轮的螺旋角,γ为滚刀螺纹导程角。 γ与β旋向一致时取“-”号,即θ=β-γ;γ与β旋向相反时取“+号,即θ=β+γ;特殊情况 β<γ,θ=γ-β。 滚切直齿圆柱齿轮时,刀架也要扳转一个角度θ=γ,即顺时针扳转刀具的导程角γ。 因左旋滚刀很少用,有就是逆时针方向扳转。(也就是滚刀基本都是右旋滚刀) (学习总结:由上面说的滚切直齿圆柱齿轮时θ=γ,而γ为滚刀螺纹导程角。如果滚刀的螺纹导程角是固定的话,在滚直齿圆柱齿轮时,安装滚刀架时候就是一个固定角度了)
食用油标准 为了更好地维护广大消费者的利益,保障消费者的健康,提高产品的安全和卫生标准,同国际接轨,国家标准化管理委员会会同国 家粮食局,组织制定了《棉籽油》G B1537-2003、《玉米油》G B191 11-2003、《米糠油》G B19112-2003、《葵花籽油》G B10464-2003、《油茶籽油》G B11765-2003、《大豆油》G B1535-2003、《花生油》G B1534-2003、《菜籽油》G B1536-2003共8项食用植物油国家标准和相关检验方法标准。 其中《葵花籽油》、《油茶籽油》、《米糠油》、《棉籽油》、《玉米油》标准已于2003年10月1日正式实施;《大豆油》、《花生油》标准已于2004年10月1日正式实施;《菜籽油》标准也于2 005年2月开始正式实施。这些食用植物油国家标准的发布实施,是我国粮油标准化工作的一件大事,对于提高我国植物油产品质量、 规范植物油产品市场具有重要作用。作为消费者,我们应知道些什 么呢? 新标准要求统一采用以单一的原料名称对产品进行命名的方式 (如花生油、油茶籽油),禁止将与用途、工艺等有关的词语用在 产品名称中;根据油脂产品的用途、加工工艺和质量要求的不同对 产品分类为原油和成品油,成品油又分为压榨成品油和浸出成品油。原油则指未经精炼等工艺处理的油脂(又称毛油),不能直接用于食用,只能作为加工成品油的原料。增加原油这个类别,是为了使原 油在进行贸易时有章可循。成品油是指经过精炼加工达到了食用标 准的油脂产品。成品油按质量从高到低分为一级、二级、三级、四
级四个质量等级,分别相当于原来的色拉油、高级烹调油、一级油、二级油。这就是说,消费者只需看看产品标定的等级高低,就知道 食用油的质量了。 新标准增加了原料和加工工艺标识的条款。为维护消费者的知情权和选择权,要求在产品标签中对加工工艺按“压榨法”、“浸出法” 进行明确标识。根据国家《农业转基因生物安全条例》,要求在产 品标签中对是否使用转基因原料和原料产地进行明确标识。如果在 外包装上没有标出上述标准,产品将被禁售。作为消费者只要认真 看清标签,就能有选择地购买产品了。由于“压榨法”和“浸出法”是食用油的两种基本制作工艺。这两种方法的区别在于:“压榨法”是 靠物理压力将油脂直接从油料中分离出来,全过程不涉及任何化学 添加剂,保证产品安全、卫生、无污染,天然营养不受破坏。而“浸出法”则采用溶剂油(六号轻汽油)将油脂原料经过充分浸泡后,进行高温提取,经过“六脱”工艺(即脱脂、脱胶、脱水、脱色、脱臭、脱酸)加工而成,最大的特点是出油率高、生产成本低,这也是浸出油的价格一般要低于压榨油的原因之一。在追求绿色、环保、无污染 食品的今天,压榨油更符合人们的消费心理,而造假者也可能会利 用这一点赚取暴利。 新标准除了对看得见的标签进行了规范,对消费者看不到的制作过程,也有规范和提高的要求。比如说,为了维护消费者的健康, 提高产品的安全和卫生标准,标准限定了食用油中的酸值、过氧化值、溶剂残留量等指标,注明不得混有其它食用油或非食用油外, 也不得添加任何香精和香料;限定了最低质量等级指标,对压榨成 品油和浸出成品油的最低等级的各项指标进行了强制规定。对食用 油的部分质量指标也进行了一定的调整,使其与国际标准和发达国 家标准基本一致,从而改变国内国际标准长期脱轨、难以统一规范
产品质量监督抽查实施规范(第一批)(2010年版) 102.1 食用植物油
产品质量监督抽查实施规范 CCGF 102.1—2010 食用植物油
2010—07—13发布 2010—08—01实施国家质量监督检验检疫总局 食用植物油产品质量监督抽查实施规范 1 范围 本规范适用于食用植物油产品质量国家监督抽查,针对特殊情况的专项国家监督抽查、省级质量技术监督部门组织的监督抽查可参照执行。
监督抽查产品范围包括花生油、大豆油、菜籽油、棉籽油、芝麻油、亚麻籽油、葵花籽油、油茶籽油、棕榈油、玉米油、米糠油、橄榄油、油橄榄果渣油、核桃油、红花籽油、葡萄籽油、花椒籽油、食用调和油。本规范内容包括产品分类、术语和定义、企业规模划分、检验依据、抽样、检验要求、判定原则、异议处理复检及附则。 注:针对特殊情况的专项国家监督抽查是指应急工作需要而进行的或者由于某种特殊情况(或原因)仅需要对部分项目进行抽样检验的专项监督抽查。 2 产品分类 2.1 产品分类及代码 产品分类及代码见表1 。 产品种类见表2。
下列术语和定义适用于本规范。 3.1 油脂 甘油三脂肪酸酯的统称。天然油脂是混合脂肪酸的甘油三酸酯的混合物,一般常温下为液体者叫油,固体者为脂。 3.2 脂肪酸 脂肪族的一元羟酸,烃的羧基衍生物,通式R-COOH。 3.3 甘油 学名丙三醇,无臭、无色、有甜味的粘稠液体。 3.4 压榨 利用外力榨取料胚中油脂的过程。 3.5 浸出
亦称“萃取”。用有机溶剂提取油料中油脂的过程。 4企业规模划分 根据食用植物油行业的实际情况,生产企业规模以食用植物油产品年销售额作为划分标准划分为大、中、小型企业。见表3。 下列文件凡是注明日期的,其随后所有的修改单或修订版均不适用于本规范。凡是不注明日期的,其最新版本适用于本规范。 GB 1534 花生油 GB 1535 大豆油 GB 1536 菜籽油 GB 1537 棉籽油 GB 2716 食用植物油卫生标准 GB 2760 食品添加剂使用卫生标准 GB/T 5009.11 食品中总砷及无机砷的测定 GB 5009.12 食品安全国家标准食品中铅的测定 的测定GB/T 5009.22 食品中黄曲霉毒素B 1 GB/T 5009.27 食品中苯并(a)芘的测定 GB/T 5009.37 食用植物油卫生标准的分析方法 GB/T 5009.148 植物性食品中游离棉酚的测定 GB/T 5524 植物油脂检验扦样、分样法 GB/T 5530 动植物油脂酸值和酸度测定 GB/T 5538 动植物油脂过氧化值测定 GB 8233 芝麻油
《棉籽油》、《葵花籽油》、《油茶籽油》、《玉米油》、《米糠油》五项食用植物油国家标准,已于2003年5月14日经国家质量监督检验检疫总局批准,将于2003年10月1日起实施。 1 标准制修订的主要内容 1.1规范名词术语 根据《化工标准名词术语》的规定,对专业名词术语进行了规范,统一定义和表述。将文本中的名词术语逐一进行阐述。 1.2 明确强制条文 本次修订的标准主要采取了条文强制的形式。强制的主要内容有以下几点: 1.2.1限定了食用油中的酸值、过氧化值、溶剂残留量等指标 酸值、过氧化值、溶剂残留量这3项指标,既是加工过程中的质量控制指标,又是产品的卫生安全限制指标。它们的高低不但反映了加工工艺的控制、产品品质的状况,而且也反映了油脂的分解速度和氧化、劣变情况。上述指标过高,都会对人体的健康有害。 1.2.2限定了食用油质量的基础等级指标 对第四个等级的压榨成品油和第四个等级的浸出成品油的各项指标进行了强制。这是对食用植物油产品的最低质量要求。不仅是维护广大消费者的根本利益,也是为了避免低质量的产品对消费者的健康产生不利影响。 1.2.3增加了保护消费者知情权和选择权的条款 根据国家的有关规定,为了保护消费者的知情权和选择权,对用转基因油料加工的原油、成品油、压榨油,浸出法加工的原油、成品油和原料原产国等都必须分别用“转基因”、“压榨”、“浸出”、原料原产“国名”等字样在标签中标识。 1.3 重新明确产品分类的等级 根据产品的用途、加工工艺和质量要求的不同,将油脂产品分为原油和成品油,成品油又分为压榨成品油和浸出成品油。 原油即指未经精炼等工艺处理的油脂(又称毛油),不能直接用于人类食用,只能作为成品油的原料。增加原油这个类别,使原油在进行贸易时有章可循,同时也防止将原油直接投放市场,严重危害消费者的健康。成品油则是经过精练加工达到了食用标准的油脂产品。压榨成品油是指用机械挤压方法提取原油加工的
一. 脂松香 1. 标准号:AKZO/T03-H006-98 2. 技术标准:本标准适用于松树采集的松脂制得的松香,是一种无定 形的透明固体树脂,主要化学成份是树脂酸。 二. E型环氧树脂 1. 标准号:HG2-741-72 2. 技术标准:E型环氧树脂是由二酚基丙烷及环氧氯丙烷在碱性催化 剂存在下缩聚而成的热塑性线型的高分子合成树脂。 环氧值及软化点均按92年4月版《涂料工业用原材料技术标准手册》中的规定测定。 4. 主要用途:环氧酯、环氧树脂、丙烯酸漆、环氧漆。 三. 专用601树脂及828树脂 1. 标准号:AKZO/T03-D004-90 2. 技术标准:
环氧当量的测定: ⑴试剂及溶剂:氢溴酸—冰醋酸溶液:0.1M 二恶烷:AR 冰醋酸:AR 结晶紫指示剂:1%冰醋酸溶液 ⑵方法:828树脂称样1g(准至0.0002g),601树脂称样2g(准 至0.0002g)于250ml三角瓶中,加入10ml二恶烷,在电炉上加热至90℃(最高)使样品完全溶解,冷到室温加20ml冰醋酸和1至2滴结晶紫指示剂,用0.1M的氢溴酸冰醋酸溶液滴至绿色即为终点,同时做空白。 ⑶环氧当量按下式计算: X= G×1000 (V1-V2)M 式中: G──样品重(g); V1──样品耗用氢溴酸冰醋酸溶液体积(ml); V2──空白耗用氢溴酸冰醋酸溶液体积(ml); M──氢溴酸冰醋酸溶液的浓度。 4. 主要用途:阴极树脂。
一. 双漂豆油 1. 标准号:AKZO/T03-G002-96 2. 技术标准:本标准适用于经碱漂精制后的豆油。 酸价测定:按GB5530-85《植物油脂检验酸价测定法》进行。 碘价测定:按GB5532-85《植物油脂检验碘价测定法》进行。 加热试验:按GB5531-85《植物油脂检验加热试验》进行。 4. 主要用途:醇酸树脂。 二. 单漂胡麻油 1. 标准号:AKZO/T03-G007-96 2. 技术标准: 酸价测定:按GB5530-85《植物油脂检验酸价测定法》进行。 碘价测定:按GB5532-85《植物油脂检验碘价测定法》进行。 加热试验:按GB5531-85《植物油脂检验加热试验》进行。 4. 主要用途:醇酸树脂。
刀具标准精选(最新) G145《GB/T145-2001 中心孔》 G967《GB/T 967-2008 螺母丝锥》 G968《GB/T 968-2007 丝锥螺纹公差》 G969《GB/T 969-2007 丝锥 技术条件》 G970.1《GB/T 970.1-2008 圆板牙 第1部分:圆板牙和圆板牙架的型式和尺寸》G970.2《GB/T 970.2-2008 圆板牙 第2部分:技术条件》 G971《GB/T 971-2008 滚丝轮》 G972《GB/T 972-2008 搓丝板》 G1109《GB/T 1109-2004 短莫氏锥柄立铣刀》 G1112《GB/T 1112-2012 键槽铣刀》 G1114《GB/T1114.1~2-1998 套式立铣刀》 G1115《GB/T1115-2002 圆柱形铣刀》 G1119《GB/T1119.1~2-2002 尖齿槽铣刀》 G1124《GB/T1124.1~3-1996 凸凹半圆铣刀》 G1124.1《GB/T 1124.1-2007 凸凹半圆铣刀 第1部分:型式和尺寸》 G1124.2《GB/T 1124.2-2007 凸凹半圆铣刀 第2部分: 技术条件》 G1127《GB/T 1127-2007 半圆键槽铣刀》 G1131.1《GB/T 1131.1-2004 手用铰刀 第1部分:型式和尺寸》 G1131.2《GB/T 1131.2-2004 手用铰刀 第2部分:技术条件》 G1132《GB/T 1132-2004 直柄和莫氏锥柄机用铰刀》 G1134《GB/T 1134-2008 带刃倾角机用铰刀》 G1135《GB/T 1135-2004 套式机用铰刀和芯轴》 G1139《GB/T 1139-2004 莫氏圆锥和米制圆锥铰刀》 G1142《GB/T 1142-2004 套式扩孔钻》 G1143《GB/T 1143-2004 60°、90°、120° 莫氏锥柄锥面锪钻》 G1438.1《GB/T 1438.1-2008 锥柄麻花钻 第1部分:莫氏锥柄麻花钻的型式和尺寸》 G1438.2《GB/T 1438.2-2008 锥柄麻花钻 第2部分:莫氏锥柄长麻花钻的型式和尺寸》 G1438.3《GB/T 1438.3-2008 锥柄麻花钻 第3部分:莫氏锥柄加长麻花钻的型式和尺寸》 G1438.4《GB/T 1438.4-2008 锥柄麻花钻 第4部分:莫氏锥柄超长麻花钻的型式和尺寸》 G1442《GB/T 1442-2004 直柄工具用传动扁尾及套筒尺寸》 G1443《GB/T1443-1996 机床和工具柄用自夹圆锥》 G2075《GB/T 2075-2007 切削加工用硬切削材料的分类和用途 大组和用途小组的分类代号》 G2076《GB/T 2076-2007 切削刀具用可转位刀片型号表示规则》 G2078《GB/T 2078-2007 带圆角圆孔固定的硬质合金可转位刀片尺寸》 G2080《GB/T 2080-2007 带圆角沉孔固定的硬质合金可转位刀片尺寸》 G3464.1《GB/T 3464.1-2007 机用和手用丝锥:通用柄机用和手用丝锥》 G3464.2《GB/T 3464.2-2003 细长柄机用丝锥》 G3464.3《GB/T 3464.3-2007 机用和手用丝锥:短柄机用和手用丝锥》
食用油质量检测 【摘要】食用油是人们生活的必需品,对于它的卫生指标检测非常重要。本实验通过对食用油中反式脂肪酸、羰基值、重金属及的测量,来对食用油品质进行检验。 【关键词】食用油反式脂肪酸羰基值重金属 【引言】现代社会,人们的生活节奏不断加快,伴随着生活水品的不断提高,人们对安全问题也更加重视了。食用油与我们的生活息息相关,在学校各大食堂的食用油各不相同,我们每天都食用的油是否安全也是学生关心的一大问题。进行这项实验不论是从生活还是从仪器设计实验角度来看,都很有意义。 【实验材料】1油 2油 3油 4油 【实验方法】紫外分光光度法气相色谱法 石墨原子吸收法气相色谱法 【实验结果及分析】 1.羰基值的测定—紫外分光光度法 测定吸光度,得到如下数据; 标样浓度起*10-4M 标样浓度稀释10-4M 吸光度A 2.20 0.055 0.741
4.40 0.110 0.782 6.61 0.165 0.732 8.81 0.220 0.691 排除第一个较为异常的点之后,做出的结果如下图所示: 0.10 0.120.140.160.180.200.22 0.68 0.70 0.72 0.74 0.76 0.78 吸光度 Linear Fit of Sheet1 吸光度 吸光度 (A ) 浓度 (*10-4M) Equation y = a + b*x Weight No Weighti Residual Sum of Squares 1.35E-5Pearson's r -0.99837Adj. R-Squa 0.9935 Value Standard Err 吸光度 Intercept 0.87150.00808Slope -0.8272 0.04724 即:y=-0.8272x+0.8715 R2=0.9935因此结果还是较为理想的。 分析:之所以吸光度会与正丁醛的加入成负相关的关系是因为较多的羰基化合物和一定量的2,4-二硝基苯肼反应使较少的2,4-二硝基苯肼溶液显色,因此吸光度降低。 根据所测得的其中一个油样,得到的吸光度值为0.830A ,带入上述线性方程可得:浓度为0.05*10-4M 因此该油样的羰基值还是较低的,还是较安全的。 2.反式脂肪酸的测定—气相色谱法 样品色谱图
前言 本标准5.2中的表1和表2的部分指标、5.4及第7章、第8章为强制性的,其余为推荐性的。 本标准是对GB1536---1986《菜籽油》的修订。 本标准与GB1536—1986的主要技术差异: ——本标准的结构、技术要素及表述规则按GB/T1.1—2000《标准化工作导则—第1部分;标准的结构和编写规则》进行修改。 ——根据菜籽油的原料及采用的加工方式,对其进行了分类和定等; ——对上述标准中特征指标和质量指标项目进行了调整; ——对质量指标中相关指标值作了修订; ——对低芥酸定义和含量依据又低油菜籽的有关标准确定。 本标准参照国际食品法典委员会的标准,修改了有关指标。 本标准自实施之日起,代替GB1536——1986《菜籽油》。 本标准由国家粮食局提出并归档。 本标准负责起草单位:上海福临门食品有限公司、湖北天颐科技股份有限公司、深圳南顺油脂有限公司。本标准主要起草人:唐瑞明、龙伶俐、薛雅琳、陈燕、徐霞、胡敬、赵红梅、刘作民。 菜籽油 GB 1536--2004 1范围 本标准规定了菜籽油的术语和定义、分类、质量要求、检验方法及规则、标签、包装、贮存和运输等要求。 本标准适用于压榨成品菜籽油,浸出成品菜籽油和菜籽原油。 菜籽原油的质量指标仅适用于菜籽原油的贸易。 2 规范性引用文件 下列标准中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准..总勘根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB2716 食用植物油卫生标准 GB2760 食品添加剂使用卫生标准 GB/T5009.37 食用植物油卫生标准的分析方法 GB/T5490 粮食、油料及植物油脂 GB/T5524 植物油脂检验、抽样、分析法 GB/T5525—1985 植物油脂检验、透明度、色泽、气味、滋味鉴定方法 GB/T5526 植物油脂检验、比重测定法 GB/T5527 植物油脂检验、折光指数测定法 GB/T5528 植物油脂水分及挥发物含量测定法 GB/T5529 植物油脂检验、杂质测定法 GB/T5530 植物油脂酸值酸度的测定 GB/T5531 植物油脂检验、加热测定 GB/T5532 植物油脂值测定 GB/T5533 植物油脂检验、含皂测定法 GB/T5534 植物油脂皂化值的测定法 GB/T5535 植物油脂检验、皂化物测定法 GB/T5538 油脂过氧化值测定法 GB/T5539 植物油脂检验、油脂定性试验 GB7718 预包装食品标签通则 GB/T17374 食用植物油销售包装 GB/T17376 动植物油脂脂肪酸甲酯制备
齿轮滚刀的设计及通用性验算一前言 我厂是中小模数齿轮生产的专业厂,用于加工齿轮的最常用的刀具-滚刀在我厂的应用非常普遍,批量化生产和单件小批量生产所需的滚刀大部分都属于专用滚刀,需要进行单独的设计与制造。 二齿轮滚刀的加工原理: 齿轮滚刀加工齿轮的原理,就是一对螺旋齿轮的啮合过程。滚刀实质就是一个具有一定切削角度的蜗杆。滚刀切削刃所在的蜗杆,称为滚刀的基本蜗杆。目前我们常用的滚刀是阿基米德滚刀,其轴向截面为直线齿形。 三齿轮滚刀的分类: 齿轮滚刀按结构分为整体和镶片两种;按模数可分为大、中、小三种;按用途可分为粗、精两种;按精度等级又可分
为四种:AA级滚刀(用于加工7级齿轮),A级滚刀(用于加工8级齿轮),B级滚刀(用于加工9级齿轮),和C级滚刀(用于加工10级齿轮)。 四齿轮滚刀的结构参数: 1,小模数齿轮滚刀为了能使刀齿顶部形成切削后角,其槽形角一般取45,并适当增大槽底圆弧半径。由于小模数齿轮滚刀螺纹升角很小,故容屑槽做成平行于其轴线的直槽。 2,滚刀的外径: 滚刀的外径是一个重要的结构尺寸,其大小直接影响到其它结构参数的合理性。一般情况,精度要求高的齿轮,滚刀的外径应选择大一些,精度底的齿轮,滚刀外径可选择小一些,因为滚刀外径越大,则分圆螺纹升角越小,滚刀的近似造型误差越小,可提高齿形的设计精度。 滚刀外径大可使孔径增大,从而增加滚刀心轴的刚性。同时,滚刀外径的增大,还可以使容屑槽数目增加,减少切
齿时齿轮齿面的包络误差,减小滚刀单齿的切削负荷,提高齿轮的耐用度和齿轮表面光洁度。同时,滚刀的外径也要考虑零件和机床的结构特点。 我厂齿轮滚刀外径尺寸一般为Ф25,Ф32(加工模数小于1的齿轮)Ф50 Ф63(加工模数大于1的齿轮)。 3,滚刀外径偏差按d10(GB159-59)规定。 4. 滚刀的孔径及精度: 滚刀的孔径主要是由外径决定的,滚刀外径越大,其孔径可相对增大,从而增加滚刀心轴的刚度,加工中能采用较大的切削规范,提高加工效率。 滚刀的孔是制造,检测和安装使用的基准,因而滚刀孔的精度是滚刀必须具备的精度,否则,滚刀的精度无从谈起。 孔径的精度根据GB6084-85的规定,选取H5。 5. 滚刀的长度: 滚刀的长度由螺纹部分的长度和轴台的长度所组成。滚
字体大小: - - 发表于10-04-06 11:01 阅读(2641) 分类: 令狐采学 食用植物油卫生标准 1 范围 本标准规定了植物原油、食用植物油的卫生指标和检验方法以及食品添加剂、包装、标识、贮存、运输的卫生要求。 本标准适用于植物原油、食用植物油,不适用于氢化油和人造奶油。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB 2760 食品添加剂使用卫生标准 GB 2763 食品中农药最大残留限量 GB / T 5009 .11食品中总砷及无机砷的测定 GB / T5009 . 12 食品中铅的测定 GB / T5009 . 22 食品中黄曲霉毒素Bl 的测定 GB / T5009 . 27 食品中苯并(a)芘的测定 GB / T 5009 . 37 食用植物油卫生标准的分析方法 GB 8955 食用植物油厂卫生规范 GB 166296 号抽提溶剂油 GB / T 17374 食用植物油销售包装 GB 19641 植物油料卫生标准 3 术语和定义 下列术语和定义适用于本标准。3 . 1 植物原油virgin vegetable oil 以植物油料为原料制取的原料油。3 . 2 食用植物油edible vegetable oil 以植物油料或植物原油为原料制成的食用植物油脂。 4 指标要求 4 . 1 原料、辅料要求 4 . 1 . 1 原料应符合GB 19641 的规定。4 .1 . 2 浸出使用的抽提溶剂应符合GB 16629 的要求及其他规定。 4 . 2 感官要求 具有产品正常的色泽、透明度、气味和滋味,无焦臭、酸败及其他异味。 4 . 3 理化指标 理化指标应符合表1 的规定。
注:1.依据标准GB1534-1986、GB1535-1986、GB1536-1986、GB1537-1986、GB10464-1989、GB2716-1988、GB2760-1996、GB7718-1994等标准。 2.标签检查内容为生产日期,厂名、厂址,质量标准代号,质量等级,产品名称等。
注:1.依据标准GB/T13103-1991、GB15197-1994、GB/T7653-1987、GB/T7654-1987、GB/T9849.1-1998、GB/T9849.2-1988、GB/T9849.3-1988、GB/T9849.4-1988、GB/T17756-1999、GB/T17757-1999、GB7718-1994等标准。 2.标签检查内容为生产日期,厂名、厂址,质量标准代号,质量等级,产品名称等。 食用植物油检验规定
1 检验依据 GB1534-1986《花生油》、GB1535-1986《大豆油》、GB1536-1986《菜籽油》、GB10464-1989《葵花籽油》、GB/T7653-1987《大豆色拉油》、GB/T17756-1999《色拉油通用技术条件》、GB/T17757-1999《高级烹调油通用技术条件》、GB2716-1988《食用植物油卫生标准》、GB13103-1991《色拉油卫生标准》、GB15197-1994《精炼食用植物油卫生标准》、GB2760-1996《食品添加剂使用卫生标准》、GB7718-1994《食品标签通用标准》等。 2 抽样 2.1 抽样原则:按企业所申报食用植物油发证产品品种,每个品种随机抽取1种产品进行检验,同一类产品、同一生产场地、使用不同注册商标的样品不重复抽取。 2.2 抽样方法、地点和要求 检验样品由受理申请的质量技术监督局委托审查组在生产条件审查时按规定抽样,或者由受理申请的质量技术监督局委托检验机构在生产企业的成品库按GB/T17756-1999标准中6.1.2进行抽样。散装样品按照GB/T5524-1985标准进行抽取,每批次样品数量为2kg,1份检测,1份备查。样品由抽样人与被抽查单位在抽样单位上签字、盖章,当场封存样品。样品抽取后,抽样人员当场加贴封条,封条上应有抽样人员签名、抽样单位盖章及抽样日期,并填写抽样工作单(见附件3-6)一式3份,其中1份交检验单位,1份由被抽样企业存档,1份交质量技术监督局。在抽样结束后10个工作日内,由企业或审查组将样品送达指定的检验机构。 2.3 检验项目:见食用植物油质量检验项目表中的规定。 2.4包装标识:标签、净含量、标明是使用食品添加剂。 2.5 判定原则 1.合格品:检验项目都符合标准规定的。 2.不合格品:检验项目中有1项不合格的。