焊接知识汇总
一、焊接的介绍
焊接:通常是指金属的焊接。是通过加热或加压,或两者同时并用,使两个分离的物体产生原子间结合力而连接成一体的成形方法。
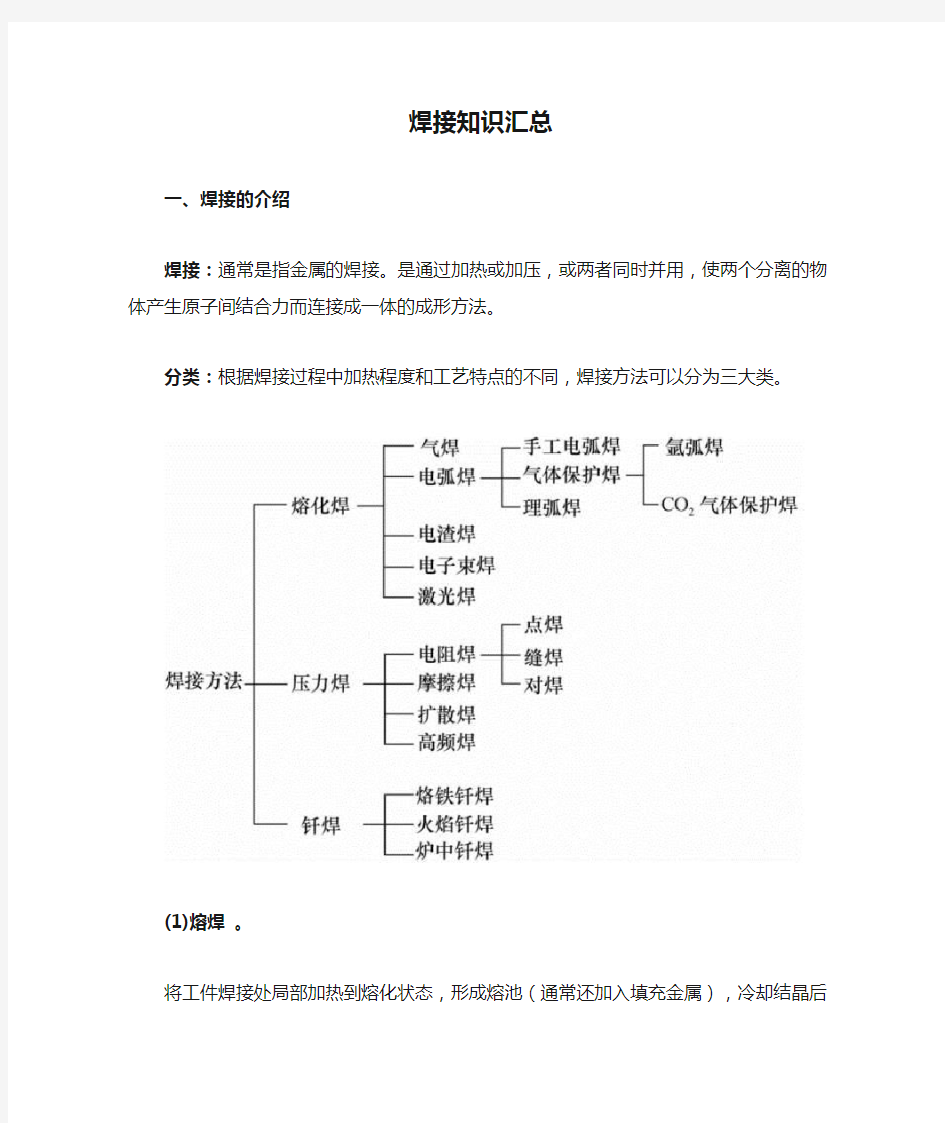
分类:根据焊接过程中加热程度和工艺特点的不同,焊接方法可以分为三大类。
(1)熔焊。
将工件焊接处局部加热到熔化状态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。
(2)压焊。
在焊接过程中无论加热与否,均需要加压的焊接方法。常见的压焊有电阻焊、摩擦焊、冷压焊、扩散焊、爆炸焊等。
(3)钎焊。
采用熔点低于被焊金属的钎料(填充金属)熔化之后,填充接头间隙,并与被焊金属相互扩散实现连接。钎焊过程中被焊工件不熔化,且一般没有塑性变形。
焊接生产的特点:
(1)、节省金属材料,结构重量轻。
(2)、以小拼大、化大为小,制造重型、复杂的机器零部件,简化铸造、锻造及切削加工工艺,获得最佳技术经济效果。
(3)、焊接接头具有良好的力学性能和密封性。
(4)、能够制造双金属结构,使材料的性能得到充分利用。
二、各种焊接技术介绍
01
电弧焊
电弧:一种强烈而持久的气体放电现象,正负电极间具有一定的电压,而且两电极间的气体介质应处在电离状态。引燃焊接电弧时,通常是将两电极(一极为工件,另一极为填充金属丝或焊条)接通电源,短暂接触并迅速分离,两极相互接触时发生短路,形成电弧。这种方式称为接触引弧。电弧形成后,只要电源保持两极之间一定的电位差,即可维持电弧的燃烧。
电弧特点:电压低、电流大、温度高、能量密度大、移动性好等,一般20~30V 的电压即可维持电弧的稳定燃烧,而电弧中的电流可以从几十安培到几千安培以满足不同工件的焊接要求,电弧的温度可达5000K以上,可以熔化各种金属。
电弧组成:阴极区、阳极区、弧柱区三部分
弧焊电源:焊接电弧所使用的电源称为弧焊电源,通常可分为四大类:交流弧焊电源、直流弧焊电源、脉冲弧焊电源和逆变弧焊电源。
直流正接:采用直流焊机当工件接阳极,焊条接阴极时,称为直流正接,此时工件受热较大,适合焊接厚大工件;
直流反接:当工件接阴极,焊条接阳极时,称为直流反接,此时工件受热较小,适合焊接薄小工件。采用交流焊机焊接时,因两极极性不断交替变化,故不存在正接或反接问题。
焊接冶金过程
在电弧焊过程中,液态金属、熔渣和气体三者相互作用,是金属再冶炼的过程。但由于焊接条件的特殊性,焊接化学冶金过程又有着与一般冶炼过程不同的特点。
首先,焊接冶金温度高,相界大,反应速度快,当电弧中有空气侵入时,液态金属会发生强烈的氧化、氮化反应,还有大量金属蒸发,而空气中的水分以及工件和焊接材料中的油、锈、水在电弧高温下分解出的氢原子可溶入液态金属中,导致接头塑性和韧度降低(氢脆),以至产生裂纹。
其次,焊接熔池小,冷却快,使各种冶金反应难以达到平衡状态,焊缝中化学成分不均匀,且熔池中气体、氧化物等来不及浮出,容易形成气孔、夹渣等缺陷,甚至产生裂纹、
电弧焊过程中通常会采取以下措施:
(1)在焊接过程中,对熔化金属进行机械保护,使之与空气隔开。保护方式有三种:气体保护、熔渣保护和气-渣联合保护。
(2)对焊接熔池进行冶金处理,主要通过在焊接材料(焊条药皮、焊丝、焊剂)中加入一定量的脱氧剂(主要是锰铁和硅铁)和一定量的合金元素,在焊接过程中排除熔池中的FeO,同时补偿合金元素的烧损。
常用电弧焊方法:
1手弧焊
手弧焊是各种电弧焊方法中发展最早、目前仍然应用最广的一种焊接方法。它是以外部涂有涂料的焊条作电极和填充金属,电弧是在焊条的端部和被焊工件表面之间燃烧。涂料在电弧热作用下一方面可以产生气体以保护电弧,另一方面可以产生熔渣覆盖在熔池表面,防止熔化金属与周围气体的相互作用。
熔渣的更重要作用是与熔化金属产生物理化学反应或添加合金元素,改善焊缝金属能。手弧焊设备简单、轻便,操作灵活。可以应用于维修及装配中的短缝的焊接,特别是可以用于难以达到的部位的焊接。手弧焊配用相应的焊条可适用于大多数工业用碳钢、不锈钢、铸铁、铜、铝、镍及其合金。
2埋弧焊
埋弧焊是以颗粒状焊剂为保护介质,电弧掩藏在焊剂层下的一种熔化极电焊接方法。埋弧焊的施焊过程由三个环节组成:1在焊件待焊接缝处均匀堆敷足够的颗粒状焊剂;2 导电嘴和焊件分别接通焊接电源两级以产生焊接电弧;3 自动送进焊丝并移动电弧实施焊接。
埋弧焊的主要特点如下:
1、电弧性能独特
(1)焊缝质量高熔渣隔绝空气保护效果好,电弧区主要成分为CO2,焊缝金属中含氮量、含氧量大大降低,焊接参数自动调节,电弧行走机械化,熔池存在时间长,冶金反应充分,抗风能力强,所以焊缝成分稳定,力学性能好;
(2)劳动条件好熔渣隔离弧光有利于焊接操作;机械化行走,劳动强度较低。
2、弧柱电场强度较高比之熔化极气体保护焊有如下特点:
(1)设备调节性能好,由于电场强度较高,自动调节系统的灵敏度较高,使焊接过程的稳定性提高;
(2)焊接电流下限较高。
3、生产效率高由于焊丝导电长度缩短,电流和电流密度显著提高,使电弧的熔透能力和焊丝的熔敷速率大大提高;又由于焊剂和熔渣的隔热作用,总的热效率大大增加,使焊接速度大大提高。
适用范围:
由于埋弧焊熔深大、生产率高、机械操作的程度高,因而适于焊接中厚板结构的长焊缝。在造船、锅炉与压力容器、桥梁、超重机械、核电站结构、海洋结构、武器等制造部门有着广泛的应用,是当今焊接生产中最普遍使用的焊接方法之一。埋弧焊除了用于金属结构中构件的连接外,还可在基体金属表面堆焊耐磨或耐腐蚀的合金层。随着焊接冶金技术与焊接材料生产技术的发展,埋弧焊能焊的材料已从碳素结构钢发展到低合金结构钢、不锈钢、耐热钢等以及某些有色金属,如镍基合金、钛合金、铜合金等。
由于自己的特点,其应用也有一定的局限性,主要为:
(1)焊接位置的限制,由于焊剂保持的原因,如不采用特殊措施,埋弧焊主要用于水平俯位置焊缝焊接,而不能用于横、立、仰焊;
(2)焊接材料的局限,不能焊接铝、钛等氧化性强的金属及其合金,主要用于焊接黑色金属;
(3)只适合于长焊缝焊接切,且不能焊接空间位置有限的焊缝;
(4)不能直接观察电弧;
(5)不适用于薄板、小电流焊。
3钨极气体保护电弧焊
这是一种不熔化极气体保护电弧焊,是利用钨极和工件之间的电弧使金属熔化而形成焊缝的。焊接过程中钨极不熔化,只起电极的作用。同时由焊炬的喷嘴送进氩气或氦气作保护。还可根据需要另外添加金属。在国际上通称为TIG焊。钨极气体保护电弧焊由于能很好地控制热输入,所以它是连接薄板金属和打底焊的一种极好方法。这种方法几乎可以用于所有金属的连接,尤其适用于焊接铝、镁这些能形成难熔氧化物的金属以及象钛和锆这些活泼金属。这种焊接方法的焊缝质量高,但与其它电弧焊相比,其焊接速度较慢。
4熔化极气体保护电弧焊
熔化极气体保护电弧焊属于用电弧作为热源的熔化焊方法,其电弧建立在连续送进的焊丝与熔池之间熔化的焊丝金属与母材金属混合而成的熔池在电弧热源移走后结晶形成焊缝并把分离的母材通过冶金方式连接起来。
CO2焊接的特点:
(1)在焊接电弧高温作用下CO2会分解成CO、O2和O,对电弧具有叫强烈的压缩作用,从而导致该焊接方法的电弧形态具有弧柱直径较小,弧跟面积小且往往难于覆盖焊丝端部全部熔滴的特点,因此熔滴受到的过渡阻力(斑点力)较大而使熔滴粗化,过渡路径轴向性变差,飞溅率大;
(2)对焊接区保护良好,CO2的密度是常用保护气体中最大的,加上CO2气体受热分解后,体积增大,因此保护较好;
(3)能量相对集中,熔透能力较大;
(4)生产成本低,节约电能。
(5)工艺和技术上还具有焊接区可见度好,便于观察、操作;焊接热影响区和焊接变形较小;熔池体积较小结晶速度较快,全位置焊接性能良好;对锈污敏感度低的优点。
冶金特性:(1)、合金元素的氧化CO2焊时,在电弧高温作用下,CO2会分解成CO、O2和O,在焊接条件下,CO不溶于金属,也不参与反应,而CO2和O都有强烈的氧化性,使Fe及其它合金元素氧化。(2)、脱氧及焊缝金属的合金化?通常在焊丝中加入一定量的脱氧剂进行脱氧,此外,剩余的脱氧剂作为合金元素留在焊缝中,以弥补氧化烧损损失并保证焊缝的化学成分要求。
熔滴过渡:(1)、短路过渡(短弧、细丝、小电流)适用于薄板全位置焊接;(2)、细颗粒过渡,粗丝、长弧、大电流焊接;(3)、潜弧射滴过渡(很少用)。
适用范围:目前CO2气体保护焊广泛应用于机车制造、船舶制造、汽车制造、采煤机械制造等领域。适用于焊接低碳钢、低合金钢、低合金高强钢,但是不适合于焊接有色金属、不锈钢。尽管有资料显示CO2气体保护焊可以用于不锈钢的焊接,但不是焊接不锈钢的首选。
5等离子弧焊
助水冷喷嘴等措施,可以使电弧的弧柱区横截面积减小,电弧的温度、能量密度、等离子的流速都显著提高,这种用外部拘束使弧柱受到压缩的电弧称为等离子弧。
等离子弧是电弧的一种特殊形式,是一种具有高能量密度的电弧,仍然是气体导电现象。等离子弧焊接是利用等离子弧的热量加热&熔化工件和母材实现焊接的方法。
分类:穿孔型等离子弧焊和微束等离子弧焊。
穿孔型等离子弧:焊接电流在100~300A,接头无需开坡口,不要留间隙。焊接时,等离子弧可以将焊件完全熔透并形成一个小通孔,熔化金属被排挤在小孔的周围,电弧移动,小孔随之移动,并在后方形成焊缝,从而实现单面焊双面一次成形。这种方法可以焊接的板厚上限为:碳钢7mm,不锈钢10mm。
微束等离子弧:焊接电流为0.1~30A,焊接厚度为0.025~2.5mm。此外,还有适用于铜及铜合金焊接的熔入型等离子弧焊,可用于厚板深熔焊或薄板高速焊以及堆焊的熔化极等离子弧焊,可解决铝合金等离子弧焊的交流(变极性)等离子弧焊等工艺方法。等离子弧焊的主要工艺参数有焊接电流、焊接速度、保护气流量、离子气流量、焊枪喷嘴结构与孔径等。
等离子弧切割:利用等离子弧的高温高速弧流使切口的金属局部熔化以致蒸发,并借助高速气流或水流将熔化的材料吹离基体形成切口的切割方法。
特点:
(1)等离子弧能量密度大,弧柱温度高,穿透能力强,10~12mm厚度钢材可不开坡口,能一次焊透双面成形,焊接速度快,生产率高,应力变形小。
(2)焊缝截面成酒杯状,无指状熔深问题。
(3)电弧挺直性好,受弧长波动的影响,熔池的波动小。
(4)电弧稳定0.1A,仍具有较平的静特性,配用恒流源,可很好的进行薄板的焊接(0.1mm)。
(5)钨极内缩,防止焊缝夹钨
(6)采用小孔焊接技术,实现单面焊双面成形。
(7)设备比较复杂,气体耗量大,只宜于室内焊接。焊枪的可达性比TIG差。
(8)电弧直径小,需要焊枪轴线与焊缝中线更准确地对中。
冶金反应:单一,只有蒸发
电源:陡降电源、直流正接;焊接铝镁时用交流、陡降电源、需引弧、稳弧措施。焊接材料:保护气体、钨极
适用范围:广泛用于工业生产,特别是航空航天等军工和尖端工业技术所用的铜及铜合金、钛及钛合金、合金钢、不锈钢、钼等金属的焊接,如钛合金的导弹壳体,飞机上的一些薄壁容器等。
6管状焊丝电弧焊
管状焊丝电弧焊也是利用连续送进的焊丝与工件之间燃烧的电弧为热源来进行焊接的,可以认为是熔化极气体保护焊的一种类型。所使用的焊丝是管状焊丝,管内装有各种组分的焊剂。焊接时,外加保护气体,主要是CO2。焊剂受热分解或熔化,起着造渣保护溶池、渗合金及稳弧等作用。管状焊丝电弧焊除具有上述熔化极气体保护电弧焊的优点外,由于管内焊剂的作用,使之在冶金上更具优点。管状焊丝电弧焊可以应用于大多数黑色金属各种接头的焊接。管状焊丝电弧焊在一些工业先进国家已得到广泛应用。“管状焊丝”即现在所说的“药芯焊丝”
02
熔焊
1气焊
利用可燃气体在氧气中燃烧时所产生的热量,将母材焊接处熔化而实现连接的一种熔焊方法。气焊是用气体火焰为热源的一种焊接方法。应用最多的是以乙炔气作燃料的氧-乙炔火焰。由于设备简单操作方便,但气焊加热速度及生产率较低,热影响区较大,且容易引起较大的变形。气焊可用于很多黑色金属、有色金属及合金的焊接。
可燃气:乙炔、液化石油气等。以乙炔为例,其在氧气中燃烧时的火焰温度可达3200℃。氧乙炔火焰有三种:
①中性焰:氧气与乙炔体积混合比为1~1.2,乙炔充分燃烧,适合焊接碳钢和非铁合金。
②碳性焰:氧气和乙炔体积混合比小于1,乙炔过剩,适用于焊接高碳钢、铸铁和高速钢。
③氧化焰:氧气与乙炔体积混合比大于1.2,氧气过剩,适用于黄铜和青铜的钎焊。
气焊火焰温度低,加热速度慢,加热区域宽,焊接热影响区宽,焊接变形大,且焊接过程中,熔化金属受到的保护差,焊接质量不易保证,因而其应用已很少。但气焊又具有无需电源、设备简单、费用低、移动方便、通用性强等特点,因而在无电源场合和野外工作时有实用价值。目前,主要用于薄钢板(厚度0.5~
3mm)、铜及铜合金的焊接和铸铁的补焊。
2气压焊
气压焊和气焊一样,气压焊也是以气体火焰为热源。焊接时将两对接的工件的端部加热到一定温度,后再施加足够的压力以获得牢固的接头。是一种固相焊接。气压焊时不加填充金属,常用于铁轨焊接和钢筋焊接。
3电渣焊
电渣焊是以熔渣的电阻热为能源的焊接方法。焊接过程是在立焊位置、在由两工件端面与两侧水冷铜滑块形成的装配间隙内进行。焊接时利用电流通过熔渣产生的电阻热将工件端部熔化。根据焊接时所用的电极形状,电渣焊分为丝极电渣焊、板极电渣焊和熔嘴电渣焊。
电渣焊的特点:在电渣焊的焊接过程中,除开始阶段有一电弧过程外,其余均为稳定的电渣过程,与埋弧焊有本质区别。
电渣焊的优点是:可焊的工件厚度大(从30mm到大于1000mm),生产率高。主要用于在断面对接接头及丁字接头的焊接。电渣焊可用于各种钢结构的焊接,也可用于铸件的组焊。电渣焊接头由于加热及冷却均较慢,热影响区宽、显微组织粗大、韧、因此焊接以后一般须进行正火处理。
电渣焊的局限性:
(1)由于焊接熔池大,加热和冷却缓慢,在焊缝及热影响区容易过热形成粗大组织,因此电渣焊通常焊后用正火处理消除接头中的粗晶。
(2)电渣焊总是以立焊方式进行,不能平焊,电渣焊不适于厚度在30mm以下的工件,焊缝也不宜过长。
电渣焊的分类及应用
电渣焊的分类:丝极电渣焊、板极电渣焊、熔嘴电渣焊和管极电渣焊等。
丝极电渣焊是最常用的电渣焊方法,它采用焊丝作电极,根据焊件厚度的不同,可采用一根或多根焊丝,单丝焊能够焊接的焊件厚度为40~60mm,当焊件厚度大于60mm时,焊丝要作横向摆动;三丝摆动可以焊接450mm厚的焊件。丝极电渣焊主要用于焊接厚度为40~450mm的焊件及较长焊缝的焊件,也可用于大型焊件的环焊缝。
应用:主要用于重型机械制造业中,制造锻-焊结构件和铸-焊结构件,如重型机床的机座、高压锅炉等,焊件厚度一般为40~450mm,材料为碳钢、低合金钢、不锈钢等
3电子束焊
电子束焊是以集中的高速电子束轰击工件表面时所产生的热能进行焊接的方法。电子束焊接时,由电子枪产生电子束并加速。常用的电子束焊有:高真空电子束焊、低真空电子束焊和非真空电子束焊。
前两种方法都是在真空室内进行。焊接准备时间(主要是抽真空时间)较长,工件尺寸受真空室大小限制。电子束焊与电弧焊相比,主要的特点是焊缝熔深大、熔宽小、焊缝金属纯度高。它既可以用在很薄材料的精密焊接,又可以用在很厚的(最厚达300mm)构件焊接。
所有用其它焊接方法能进行熔化焊的金属及合金都可以用电子束焊接。主要用于要求高质量的产品的焊接。还能解决异种金属、易氧化金属及难熔金属的焊接。但不适于大批量产品。
电子束焊机:核心是电子枪,它是完成电子的产生、电子束的形成和会聚的装置,主要由灯丝、阴极、阳极、聚焦线圈等组成。灯丝通电升温并加热阴极,当阴极达到2400K左右时即发射电子,在阴极和阳极之间的高压电场作用下,电子被加速(约为1/2光速),穿过阳极孔射出,然后经聚焦线圈,会聚成直径为0.8~3.2mm的电子束射向焊件,并在焊件表面将动能转化为热能,使焊件连接处迅速熔化,经冷却结晶后形成焊缝。
根据焊接工作室(焊件放置处)的真空度不同,电子束焊的分类:
(1)高真空电子束焊。工作室与电子枪同在一室,真空度为10-2~10-1Pa,适用于难熔、活性、高纯金属及小零件的精密焊接。
(2)低真空电子束焊。工作室与电子枪被分为两个真空室,工作室的真空度为10-1~15Pa,适用于较大型的结构件,和对氧、氮不太敏感的难熔金属。
(3)非真空电子束焊。需另加惰性气体保护罩或喷嘴,焊件与电子束流出口的距离应控制在10mm左右,以减少电子束与气体分子碰撞造成的散射。非真空电子束焊适用于碳钢、低合金钢、不锈钢、难熔金属及铜、铝合金等的焊接,焊件尺寸不受限制。
真空电子束焊的优点:
(1)电子束能量密度大,最高可达5×108W/cm2,约为普通电弧的5000~10000倍,热量集中,热效率高,热影响区小,焊缝窄而深,焊接变形极小。
(2)在真空环境下焊接,金属不与气相作用,接头强度高。
(3)电子束焦点半径可调节范围大,控制灵活,适应性强,可焊接0.05mm的薄件,也可焊接200~700mm的厚板。
应用:特别适合焊接一些难熔金属、活性或高纯度金属以及热敏感性强的金属。但设备复杂,成本高,焊件尺寸受真空室限制,装配精度要求高,且易激发X
射线,焊接辅助时间长,生产率低,这些弱点都限制了电子束焊的广泛应用。
3激光焊
激光焊是利用大功率相干单色光子流聚焦而成的激光束为热源进行的焊接。这种焊接方法通常有连续功率激光焊和脉冲功率激光焊。激光焊优点是不需要在真空中进行,缺点则是穿透力不如电子束焊强。
激光焊时能进行精确的能量控制,因而可以实现精密微型器件的焊接。它能应用于很多金属,特别是能解决一些难焊金属及异种金属的焊接。
激光的产生:物质受激励后,产生的波长、频率、方向完全相同的光束。
激光的特点:具有单色性好、方向性好、能量密度高的特点,激光经透射或反射镜聚焦后,可获得直径小于0.01mm、功率密度高达1013W/cm2的能束,可以作为焊接、切割、钻孔及表面处理的热源。产生激光的物质有固体、半导体、液体、气体等,其中用于焊接、切割等工业加工的主要是钇铝石榴石(YAG)固体激光和CO2气体激光。
激光焊的主要优点是:
(1)激光可通过光导纤维、棱镜等光学方法弯曲传输,适用于微型零部件及其它焊接方法难以达到的部位的焊接,还能通过透明材料进行焊接。
(2)能量密度高,可实现高速焊接,热影响区和焊接变形都很小,特别适用于热敏感材料的焊接。
(3)激光不受电磁场的影响,不产生X射线,无需真空保护,可以用于大型结构的焊接。
(4)可直接焊接绝缘导体,而不必预先剥掉绝缘层;也能焊接物理性能差别较大的异种材料。
激光焊的主要缺点是:设备昂贵,能量转化率低(5%~20%),对焊件接口加工、组装、定位要求均很高,目前主要用于电子工业和仪表工业中的微型器件的焊接,以及硅钢片、镀锌钢板等的焊接。
03
压焊
1电阻焊
这是以电阻热为能源的一类焊接方法,包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。
电阻焊一般是使工件处在一定电极压力作用下并利用电流通过工件时所产生的电阻热将两工件之间的接触表面熔化而实现连接的焊接方法。通常使用较大的电流。为了防止在接触面上发生电弧并且为了锻压焊缝金属,焊接过程中始终要施加压力。进行这一类电阻焊时,被焊工件的表面善对于获得稳定的焊接质量是头等重要的。因此,焊前必须将电极与工件以及工件与工件间的接触表面进行清理。
优点:
1)熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单。
2)加热时间短、热量集中、故热影响区小,变形与应力也小,通常在焊后不必安排校正和热处理工序。
3)不需要焊丝、焊条等填充金属,以及氧、乙炔、氩等焊接材料,焊接成本低。4)操作简单,易于实现机械化和自动化,改善了劳动条件。
5)生产率高,且无噪声及有害气体,在大批量生产中,可以和其他制造工序一起编到组装线上。但闪光对焊因有火花喷溅,需要隔离。
缺点:
1)目前还缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和工件的破坏性试验来检查,以及靠各种监控技术来保证。
2)点、缝焊的搭接接头不仅增加了构件的重量,且因在两板间熔核周围形成夹角,致使接头的抗拉强度和疲劳强度较低。3)设备功率大,机械化自动化程度较高,使设备成本较高、维修较困难,并且常用的大功率单相交流焊机不利于电网的正常运行。
适用范围:在汽车、飞机、仪器、家电、建筑用的钢筋、等行业有广泛应用,适用材料广泛,只是易氧化金属的电阻焊焊接性稍差。主要用于焊接厚度小于3mm 的薄板组件。各类钢材、铝、镁等有色金属及其合金、不锈钢等均可焊接。
2摩擦焊
摩擦焊是以机械能为能源的固相焊接。它是利用两表面间机械摩擦所产生的热来实现金属的连接的。摩擦焊的热量集中在接合面处,因此热影响区窄。两表面间须施加压力,多数情况是在加热终止时增大压力,使热态金属受顶锻而结合,一般结合面并不熔化。
摩擦焊生产率较高,原理上几乎所有能进行热锻的金属都能摩擦焊接。摩擦焊还可以用于异种金属的焊接。要适用于横断面为圆形的最大直径为100mm的工件。
利用焊件接触端面相互摩擦所产生的热,使端面达到热塑性状态,然后迅速施加顶锻力,实现焊接的一种固相压焊方法,
摩擦焊具有以下优点:
(1)焊接质量稳定,焊件尺寸精度高,接头废品率低于电阻对焊和闪光对焊。
(2)焊接生产率高,比闪光对焊高5~6倍。
(3)适于焊接异种金属,如碳素钢、低合金钢与不锈钢、高速钢之间的连接,铜-不锈钢、铜-铝、铝-钢、钢-锆等之间连接。
(4)加工费用低,省电,焊件无需特殊清理。
(5)易实现机械化和自动化,操作简单,焊接工作场地无火花,弧光及有害气体。
缺点:靠工件旋转实现,焊接非圆截面较困难。盘状工件及薄壁管件,由于不易夹持也很难焊接。受焊机主轴电机功率的限制,目前摩擦焊可焊接的最大截面为20000mm2。摩擦焊机一次性投资费用大,适于大批量生产。
应用:异种金属和异种钢产品,如电力工业中的铜-铝过渡接头,金属切削用的高速钢-结构钢刀具等;结构钢产品,如电站锅炉蛇形管、阀门、拖拉机轴瓦等。
4扩散焊
扩散焊一般是以间接热能为能源的固相焊接方法。通常是在真空或保护气氛下进行。焊接时使两被焊工件的表面在高温和较大压力下接触并保温一定时间,以达到原子间距离,经过原子朴素相互扩散而结合。焊前不仅需要清洗工件表面的氧化物等杂质,而且表面粗糙度要低于一定值才能保证焊接质量。
扩散焊在真空或保护气氛的保护下,在一定温度(低于母材的熔点)和压力条件下,使相互接触的平整光洁的待焊表面发生微观塑性流变后紧密接触,原子相互扩散,经过一段较长时间后,原始界面消失,达到完全冶金结合的焊接方法。
扩散焊具有以下优点:
(1)可以在几乎不损坏被焊材料性能的情况下,实现各类同种材料和异种材料间的焊接,可以用来制造双层或多层复合材料。
(2)能焊接结构复杂以及厚薄相差大的工件。
(3)接头成分、组织均匀,减小了应力腐蚀倾向。
(4)焊接变形小,接头精度高,可作为部件最后的组装连接方法。
(5)可与其它加工工艺同时进行(如真空热处理等),可同时完成多个接头的焊接,从而提高生产率。
不足:扩散焊对焊件表面加工及清理的要求高,焊接时间长、生产率低,成本高,设备投资大。
应用:熔点差别大或冶金上不相容的异种金属之间的焊接、金属与陶瓷的焊接和钛、镍、铝合金结构件的焊接。不仅应用于原子能、航空航天及电子工业等尖端技术领域,而且已推广至一般机械制造工业部门。
5搅拌摩擦焊
搅拌摩擦焊与常规摩擦焊原理类似,不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针(welding pin)伸入工件的接缝处,通过焊头的高速旋转与工件间的摩擦与搅拌作用而产生低于工件材料熔点的高温塑性和高速率应变区,塑性金属在搅拌头旋转挤压力作用下填充搅拌针后方所形成的空间,形成压焊,实现材料连接的固相连接方法。
摩擦焊具有以下优点:
(1)焊接接头热影响区显微组织变化小.机械性能优良,焊接工件不易形;
(2)能一次性成较长焊缝、大截面、不同位置的焊接,:
(3)操作过程方便实现机械化、自动化,设备简单,能耗低,功效高:
(4)无需添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低;
(5)可焊热裂纹敏感的材料如高性能铝合金,铸造铝合金,适合异种材料焊接:
(6)焊接过程安全、无污染、无烟尘、无辐射等。
缺点:焊接工件必须刚性固定,反面应有底板;焊接结束搅拌探头提出工件时,焊缝端头形成一个匙孔:工具设计、过程参数和机械性能数据只在有限的合金范围内可得;对板材进行单道连接时,目前焊速不是很高:搅拌头的磨损消耗太快等
应用:搅拌摩擦焊主要是用在熔化温度较低的有色金属,如Al、cu等合金。这和搅拌头的材料选择及搅拌头的工作寿命有关。当然,这也和有色金属熔化焊接相对困难有关,迫使人们在有色金属焊接时寻找非熔化的焊接方法。对于延性好、容易发生塑性变形的黑色材料,经辅助加热或利用其超塑性,也有可能实现搅拌摩擦焊,但这就要看熔化焊和搅拌摩擦焊哪个技术经济指标更合理来决定。
04
钎焊
钎焊的能源可以是化学反应热,也可以是间接热能。它是利用熔点比被焊材料的熔点低的金属作钎料,经过加热使钎料熔化,毛细管作用将钎料及入到接头接触
面的间隙内,润湿被焊金属表面,使液相与固相之间互扩散而形成钎焊接头。因此,钎焊是一种固相兼液相的焊接方法。
1.钎焊的特点及应用
钎焊采用熔点低于母材的合金作钎料,加热时钎料熔化,并靠润湿作用和毛细作用填满并保持在接头间隙内,而母材处于固态,依靠液态钎料和固态母材间的相互扩散形成钎焊接头。钎焊对母材的物理化学性能影响小,焊接应力和变形较小,可焊接性能差别较大的异种金属,能同时完成多条焊缝,接头外表美观整齐,设备简单,生产投资小。但钎焊接头的强度较低,耐热能力差。
应用:硬质合金刀具、钻探钻头、自行车车架、换热器、导管及各类容器等;在微波波导、电子管和电子真空器件的制造中,钎焊甚至是唯一可能的连接方法。
2.钎料和钎剂
钎料是形成钎焊接头的填充金属,钎焊接头的质量在很大程度上取决钎料。钎料应该具有合适的熔点、良好的润湿性和填缝能力,能与母材相互扩散,还应具有一定的力学性能和物理化学性能,以满足接头的使用性能要求。按钎料熔点的不同,钎焊分为两大类:软钎焊与硬钎焊。
(1)软钎焊。钎料熔点低于450℃的钎焊称为软钎焊,常用钎料是锡铅钎料,它具有良好的润湿性和导电性,广泛用于电子产品、电机电器和汽车配件。软钎焊的接头强度一般为60~140MPa。
(2)硬钎焊。钎料熔点高于450℃的钎焊称为硬钎焊,常用钎料是黄铜钎料和银基钎料。用银基钎料的接头具有较高的强度、导电性和耐蚀性,钎料熔点较低、工艺性良好,但钎料价格较高,多用于要求较高的焊件,一般焊件多采用黄铜钎料。硬钎焊多用于受力较大的钢和铜合金工件,以及工具的钎焊。硬钎焊的接头强度为200~490MPa,
注意:母材的接触面应很干净,因此要用钎剂。钎剂的作用是去除母材和钎料表面的氧化物和油污杂质,保护钎料和母材接触面不被氧化,增加钎料的润湿性和毛细流动性。钎剂的熔点应低于钎料,钎剂残渣对母材和接头的腐蚀性应较小。软钎焊常用的钎剂是松香或氯化锌溶液,硬钎焊常用的钎剂是硼砂、硼酸和碱性氟化物的混合物。
根据热源或加热方法不同钎焊可分为:火焰钎焊、感应钎焊、炉中钎焊、浸沾钎焊、电阻钎焊等。钎焊时由于加热温度比较低,故对工件材料的性能影响较小,焊件的应力变形也较小。但钎焊接头的强度一般比较低,耐热能力较差。
钎焊加热方法:几乎所有的加热热源都可以用作钎焊热源,并依此将钎焊
分类。
火焰钎焊:用气体火焰进行加热,用于碳钢、不锈钢、硬质合金、铸铁、铜及铜合金、铝及铝合金的硬钎焊。
感应钎焊:利用交变磁场在零件中产生感应电流的电阻热加热焊件,用于具有对称形状的焊件,特别是管轴类的钎焊。
浸沾钎焊:将焊件局部或整体浸入熔融盐混合物熔液或钎料熔液中,靠这些液体介质的热量来实现钎焊过程,其特点是加热迅速、温度均匀、焊件变形小。
炉中钎焊:利用电阻炉加热焊件,电阻炉可通过抽真空或采用还原性气体或惰性气体对焊件进行保护。
除此以外,还有烙铁钎焊、电阻钎焊、扩散钎焊、红外线钎焊、反应钎焊、电子束钎焊、激光钎焊等。
钎焊可以用于焊接碳钢、不锈钢、高温合金、铝、铜等金属材料,还可以连接异种金属、金属与非金属。适于焊接受载不大或常温下工作的接头,对于精密的、微型的以及复杂的多钎缝的焊件尤其适用。
05
其他焊接介绍
1高频焊
高频焊是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑*状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。
高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。
2爆炸焊
爆炸焊也是以化学反应热为能源的另一种固相焊接方法。但它是利用炸药爆炸所产生的能量来实现金属连接的。在爆炸波作用下,两件金属在不到一秒的时间内即可被加速撞击形成金属的结合。在各种焊接方法中,爆炸焊可以焊接的异种金属的组合的范围最广。可以用爆炸焊将冶金上不相容的两种金属焊成为各种过渡接头。爆炸焊多用于表面积相当大的平板包覆,是制造复合板的高效方法。
3超声波焊
超声波焊也是一种以机械能为能源的固相焊接方法。进行超声波焊时,焊接工件在较低的静压力下,由声极发出的高频振动能使接合面产生强裂摩擦并加热到焊接温度而形成结合。超声波焊可以用于大多数金属材料之间的焊接,能实现金属、异种金属及金属与非金属间的焊接。可适用于金属丝、箔或2~3mm以下的薄板金属接头的重复生产。
焊接新工艺、新技术
1焊接机器人
知识点梳理 阅读课本理解和完善下列知识要点 (一)、力的概念 1.力是。 2.力的物质性是指。 3.力的相互性是,施力物体必然是受力物体,力总是成对的。 4.力的矢量性是指,形象描述力用。 5.力的作用效果是或。 6.力可以按其和分类。 举例说明: (二)、重力 1.概念: 2.产生条件: 3.大小g为重力加速度,它的数值在地球上的最大,最小;在同一地理位置,离地面越高,g值。一般情况下,在地球表面附近我们认为重力是恒力。 4.方向: 。 5.作用点—重心:质量均匀分布、有规则形状的物体重心在物体的,物体的重心物体上(填一定或不一定)。 质量分布不均或形状不规则的薄板形物体的重心可采用粗略确定。 (三)、弹力 1.概念: 2.产生条件(1); (2)。 3.大小:(1)与形变有关,一般用平衡条件或动力学规律求出。 (2 式中的k被称为,它的单位是,它由决定; 式中的x是弹簧的。
4.方向:与形变方向相反。 (1)轻绳只能产生拉力,方向沿绳子且指向的方向; (2)坚硬物体的面与面,点与面接触时,弹力方向接触面(若是曲面则是指其切面),且指向被压或被支持的物体。 (3)球面与球面之间的弹力沿半径方向,且指向受力物体。 (四)、摩擦力 1.产生条件:(1)两物体接触面;②两物体间存在; (2)接触物体间有相对运动(摩擦力)或相对运动趋势(摩擦力)。 2.方向:(1)滑动摩擦力的方向沿接触面和相反,与物体运动方向相同。 (2)静摩擦力方向沿接触面与物体的相反。可以根据平衡条件或牛顿运动定律判断。 3.大小: (1)滑动摩擦力的大小: 是指,不一定等于物体的重力; 式中的μ被称为动摩擦因数,它的数值由决定。 (2)静摩擦力的大小除最大静摩擦力以外的静摩擦力大小与正压力关,最大静摩擦力近似等于滑动摩擦力,与正压力成比;静摩擦力的大小应根 据平衡条件或牛顿运动定律来进行计算。 针对训练 1.下列关于力的说法,正确的是() A.两个物体一接触就会产生弹力 B.物体的重心不一定在物体上 C.滑动摩擦力的方向和物体运动方向相反 D.悬挂在天花板上的轻质弹簧在挂上重2N的物体后伸长2cm静止,那么这根弹簧伸长1cm后静止时,它的两端各受到1N的拉力 2.如图所示,在粗糙的水平面上叠放着物体A和B,A和B间的接触面也是粗糙的,如果用水平拉力F拉A,但A、B仍保持静止,则下面的说法中正确的是()。 A.物体A与地面间的静摩擦力的大小等于F B.物体A与地面的静摩擦力的大小等于零
小学语文1-6年级知识点大全 一年级:【要求掌握拼音的运用,难点是把字母表背熟。重点是字母的运用】 二年级:【要求认识简单的字,学习阅读文章。重点是多音字的运用,还有字的认识,难点是区别多音字】 三年级:【要求认识更多字,学习作文。难点是联系上下文解决课后问题,重点是回答问题】四年级:【要求学习作文,写作文。难点是理解课文,重点是作文和阅读】 五年级:【要求掌握许多多音字、字词,会写好作文。难点是作文,重点阅读与作文】 六年级:【要求认识很多字,区别很多读音,掌握更多词汇,写好作文。难点是阅读,重点是作文与阅读,通常占整试卷的60分】 第一部分小学语文1-6年级基本知识点 一、汉语拼音 1.掌握23个声母:b p m f d t n l g k h j q x z c s zh ch sh r y w 2.掌握24个韵母:1) 单韵母:a o e i u ü2) 复韵母8个:ai ei ui ao ou iu ie üe 3) 鼻韵母分为前鼻音和后鼻音。前鼻音为:an en in un ün 后鼻音为:ang eng ing ong 3.特殊韵母:er 它不能和声母相拼,只单独作为字音。 4.整体认读音节16个:zi ci si zhi chi shi ri yi yu wu ye yue yin yun yuan ying 5.标调:a o e i u ü,标调时按顺序,iu并列标在后,i上标调去掉点;ü与j q x y相拼时去两点,如ju qu xu yu 。 6.字母表:A B C D E F G H I J K L M N O P Q R S T U V W X Y Z a b c d e f g h i j k l m n o p q r s t u v w x y z 7.隔音符号:以a o e 开头的音节紧跟在其它音节后面时,音节的界限容易发生混淆,因此音节间要用隔音符号(')隔开。如海鸥hǎi 'ōu 二、查字典的方法 1.音序查字法。如:鼎dǐn,先在“拼音音节索引”中找出音序(D),再查找音节(dǐn)及所对应的页码。 2.部首查字法。如查“挥”字,先在“部首目录”中找到(扌),再找到部首所对应的“检字表”页码,在“检字表”相应部首下及剩余笔画数(6画)下找到要查的字及正文页码。 3.数笔画查字法。在阅读中遇到不知读音,又很难确定部首的字,就只能用数笔画的方法来查了。首先,在“难检字索引”中的相应笔画数下找到该字,再打开所对应的正文页码就可查到这个字。如查“乙”,在“难检字索引”中查(1)画。 三、理解词语 1.先弄清词语中每个字的意思,再联系整个词语的意思来理解。如:“疾驰”,“疾”是“飞快”,“驰”是“奔跑”,“疾驰”就是“飞快奔跑”的意思。 2.运用近义词或反义词来解释。如:(近义)“焦急”就是“着急”的意思。(反义)“熟悉”就是“不陌生”的意思。 3.联系上下文来理解。如《养花》一文,从“到院子里看花—回屋工作—再出去—再回屋”,就可以猜出“循环”是“不断重复”的意思。 四、词的感情色彩 褒义词:形容好的,如“顽强”;贬义词:形容不好的,如“顽固”;中性词:形容不好不坏,如“环视”“桌子”。 五、选词填空:先分清楚所给的近义词在意义、用法或感情色彩上的区别,然后联系所给的句子进行判断选填。 如:正确准确1) 勘测地形必须十分(准确),不能有半点马虎。 2) 这个意见提得非常(正确),我应该接受。 六、常用关联词使用列举:
2021新高考全国卷语文语法基础知识总汇 (语素)—最小的语言单位,如:人、椅、巧克力等。 词— 最小的语法单位,有两个或两个以上语素组成。如:人民、椅子、巧克力蛋糕等。 短语— 又称词组,由两个或两个词组成。如:人民幸福、椅子破了、巧克力蛋糕很甜等。(句子)— 语段 一,词的构成可分为“单纯词”和“合成词”。 (1)单纯词 A.单音节,例如:天、地、写、看、我、啊等 B.多音节:连绵词——双声的指两个音节的声母相同的连绵词 如;参差仿佛伶俐崎岖 ——叠韵的指两个音节的“韵”相同的连绵词 如;彷徨窈窕蟑螂翩跹 ——其他的蝴蝶鸳鸯玻璃芙蓉 叠音词——由两个相同的音相叠而构成 姥姥悄悄纷纷往往 音译外来词—葡萄咖啡沙发巧克力马拉松尼古丁 (2)合成词 A.并列式—由两个意义相同相近,相关或相反的词根并列组合而成。 例:途径体制价值美好寒冷始终买卖国家干净人物 B.偏正式——前一词根修饰,限制后一词根。 例:冰箱小说火红蜡黄笔直 C.补充式——后一词根补充说明前一词根 例:提高说服延长车辆书本纸张 D.动宾式——前一词根表示动作、行为,后一词根表示支配的对象 例:司机管家动员保健达标美容 E.主谓式——前一个词根表示被陈述的事物,后一词根是陈述前一词根的,主谓名动形 例:地震霜降年轻眼热心酸自动 F.附加式——词缀+词根词根+词缀 词缀+词根:老虎老乡第一第五阿姨阿毛 词根+词缀:刀子扳子石头木头作者读者 此外还有词根和一个叠音词缀结合的:红通通的笑嘻嘻的 (3)重叠式
姐姐哥哥仅仅刚刚偏偏 二、短语 短语,也叫词组,是由词语与词语组合而成的、能够独立运用语言单位。由此可与看出短语的特征:一是由词语与词语组成,二是能够独立运用。要注意的是,短语与词语和句子有相像之处。像词语,是说有些短语具有词语的语法功能;像句子,是说短语只是书面上没有标点,口语中没有语气。比如“多么迷人的九寨沟”这是短语,可口语里加上语气,书面上加上标点,就是一句话——“多么迷人的九寨沟洼!” 短语按照结构来考察,可以分为十种:并列短语、偏正短语、动宾短语、介宾短语、补充短语、主谓短语、的字短语、兼语短语、连动短语、复指短语 [口诀]短语看结构,十种莫忧愁。并偏动介补,主的兼连复 1、并列短语:是由两个或两个以上的名词、动词或形容词并列组成的,词和词之间是平等的联合,没有轻重主次之分。 例如:雄伟壮丽、报纸杂志。民俗风情、吃喝穿戴、这个那个、和谐幸福 2、偏正短语:是由名词、动词或形容词与在他们前头起修饰作用的词组成的,名词、动词、形容词是中心语,修饰名词的词是定语,修饰动词、形容词的词是状语。定语、状语与中心语的关系是偏正关系。用()表示定语,用[]表示状语。 1)名词性偏正短语——定语+名词(或代词) ①名词、代词、动词、形容词作定语。例如: 名+名:中华情赤壁赋出师表兰亭集序荷塘月色故都的秋赤壁之 战 代+名:我们家这个人之二虫这只黄鹂那只白鹭这条纱巾那根拐 棍 动+名:发言稿止痛片美发厅调查提纲训练计划运动规律游览路 线 形+名:黑牡丹红太阳白玫瑰绿色食品经典作品优秀分子永恒 魅力 ②指示代词、数词、量词组合作定语。例如: (指+数+量)+名:这支笔这一位委员那一个书包这两个人那一年六月(数+量)+名:七根火柴一年四季一件小事一曲窦娥冤千古关汉卿 (2)动词性偏正短语——状语+动词 ①状语表示的意义 状语可以表示动作、行为的情态、时间、频率、范围、处所、对象等。例如:表示情态:努力进取认真研究大力发展倾情奉献喜闻乐见娓娓动听 表示时间:猝死马上出发立刻行动现在开始从眼前抓起于拂晓结束
焊接技术知识 2016-02-18上海特焊 一、焊接的介绍 焊接:通常是指金属的焊接。是通过加热或加压,或两者同时并用,使两个分离的物体产生原子间结合力而连接成一体的成形方法。 分类:根据焊接过程中加热程度和工艺特点的不同,焊接方法可以分为三大类。 (1)熔焊。将工件焊接处局部加热到熔化状态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。 (2)压焊。在焊接过程中无论加热与否,均需要加压的焊接方法。常见的压焊有电阻焊、摩擦焊、冷压焊、扩散焊、爆炸焊等。 (3)钎焊。采用熔点低于被焊金属的钎料(填充金属)熔化之后,填充接头间隙,并与被焊金属相互扩散实现连接。钎焊过程中被焊工件不熔化,且一般没有塑性变形。 焊接生产的特点: (1)节省金属材料,结构重量轻。 (2)以小拼大、化大为小,制造重型、复杂的机器零部件,简化铸造、锻造及切削加工工艺,获得最佳技术经济效果。 (3)焊接接头具有良好的力学性能和密封性。 (4)能够制造双金属结构,使材料的性能得到充分利用。 应用:焊接技术在机器制造、造船工业、建筑工程、电力设备生产、航空及航天工业等应用十分广泛。 不足:焊接技术也还存在一些不足之处,如焊接结构不可拆卸,给维修带来不便;焊接结构中会存在焊接应力和变形;焊接接头的组织性能往往不均匀,并会产生焊接缺陷等。 二、各种焊接技术介绍一、电弧焊 电弧:一种强烈而持久的气体放电现象,正负电极间具有一定的电压,而且两电极间的气体介质应处在电离状态。引燃焊接电弧时,通常是将两电极(一极为工件,另一极为填充金属丝或焊条)
部编版一年级语文上册有关字词句基础知识汇总 一、课文重点字词填空。 1.(下)雪啦,(下)雪啦!雪地里(来)(了)(一)群(小)画家。 2.辨别方向:早晨起来,面向太阳。前面是(东),后面是(西),左面是(北),右面是(南)。 3. 猴子的尾巴(长),兔子的尾巴短,松鼠的尾(巴)好像一(把)伞。(公)鸡的尾巴弯,鸭子的尾巴扁,孔雀的尾巴最(好)(看)。 4.弯弯的(月)(儿)(小)(小)的船。小小的船儿(两)(头)尖。我在小小的船里坐,只看(见)闪闪的星星蓝蓝的(天)。 5.远看(山)有色,近听(水)(无)声。春(去)花还在,(人)(来)(鸟)(不)惊。 6(云)对(雨),雪对风,花对树,(鸟)对(虫)。(山)清对(水)秀,柳绿对桃红。 7.一(个)大,一个(小),一(头)黄(牛)一只猫 8.(五)星红旗,(我)(们)(的)国旗,国歌声(中),徐徐(升)起 二、熟悉笔画、按照笔画要求写字。 1、先横后竖:十、下等。 2、先撇后捺:人、八、入、木、等。 3、先上后下:二、三等。 4、先外后内:如月、风等。 5、先中间后两边:小、水、业等。 6、先两边后中间。如:火。 7、先进入后关门(即先外后内再封口):如回、田、目等。 8、后写右上点:书。 9、先内后外:如:山。 10、先撇后折:如:儿、几、九等。 11、先折后撇.如力、方等。 12、先横后竖后再横:如土、工。 三、根据偏旁名称,写出偏旁和例字。 三点水:氵(江、沙)
提手旁:扌(打、拍、报)(与手部动作有关) 火字旁:火(灯、烧)(作部首时,第四笔变点) 日字旁:日(晚、暖) 足字旁:足 (跳、跑) 双立人:彳(很、行) 口字旁:口(响、听) 言字旁:讠(课、讲、许) 单立人:亻(体、他、们) 走之:辶(远、近、还) 竖心旁忄(惊、怕)(心的变形,与心理活动有关)方框:□(圆、园) 禾字旁:禾(秋、香) 雨字头:雨(雪、雹) 月字旁:月(肚、朋)(带有该偏旁的字一般与身体部位有关。也叫月肉旁)木字旁:木(棵、桃、杏) 草字头:艹(花、草、苗) 绞丝旁:纟(绿、红、细) 广字头:广(座、床) 穴宝盖:穴(窗、空、穿) 立刀:刂(到、别) 两点水:冫(次、冷、冻) 人字头:人(会、个) 四点底:灬(热、熟)(带有该偏旁的字一般与火有关。“燕”字除外) 反文旁:攵(故、数) 门字框:门(闪、问、间) 双耳:阝(阳、阶、都)(双耳分为左耳和右耳,左耳一般与山峰、山岭、台阶等有关,右耳一般与城都有关。) 反犬旁:犭(狗、猫、猴) 宝盖头:宀(它、字、家)
第二章 质点运动学 基础知识总结 ⒈基本概念 2 2)(dt r d dt v d a dt r d v t r r === = )()()(t a t v t r ?? (向右箭头表示求导运算,向左箭头表示积分运算,积分运算需初始条件: 000,,v v r r t t ===) ⒉直角坐标系 ,,???222z y x r k z j y i x r ++=++= r 与x,y,z 轴夹角的余弦分别为 r z r y r x /,/, /. v v v v v k v j v i v v z y x z y x ,,???222++=++=与x,y,z 轴夹角的余弦分别为 v v v v v v z y x /,/,/. a a a a a k a j a i a a z y x z y x ,,???222++=++=与x,y,z 轴夹角的余弦分别为 ./,/,/a a a a a a z y x 2 22222,,,,dt z d dt dv a dt y d dt dv a dt x d dt dv a dt dz v dt dy v dt dx v z z y y x x z y x ========= ),,(),,(),,(z y x z y x a a a v v v z y x ?? ⒊自然坐标系 ||,,?);(ττττ v v dt ds v v v s r r == == ρτττττ2222 2,,,??v a dt s d dt dv a a a a n a a a n n n = ==+=+= )()()(t a t v t s ττ?? ⒋极坐标系 22,??,?θ θθv v v v r v v r r r r r +=+== dt d r v dt dr v r θ θ== , ⒌相对运动 对于两个相对平动的参考系
初中语文基础知识集锦大全 一、表达方式:记叙、描写、抒情、说明、议论 二、表现手法:象征、对比、烘托、设置悬念、前后呼应、欲扬 先抑、托物言志、借物抒情、联想、想象、衬托(正衬、反衬) 三、修辞手法:比喻、拟人、夸张、排比、对偶、引用、设问、反问、反复、互文、对比、借代、反语 四、记叙文六要素:时间、地点、人物、事情的起因、经过、结果 五、记叙顺序:顺叙、倒叙、插叙 六、描写角度:正面描写、侧面描写 七、描写人物的方法:语言、动作、神态、心理、外貌 八、描写景物的角度:视觉、听觉、味觉、触觉 九、描写景物的方法:动静结合(以动写静)、概括与具体相结合、由远到近(或由近到远) 十、描写(或抒情)方式:正面(又叫直接)、反面(又叫间接) 十一、叙述方式:概括叙述、细节描写 十二、说明顺序:时间顺序、空间顺序、逻辑顺序 十三、说明方法:举例子、列数字、打比方、作比较、下定义、分类别、作诠释、摹状貌、引用 十四、小说情节四部分:开端、发展、高潮、结局 十五、小说三要素:人物形象、故事情节、具体环境 十六、环境描写分为:自然环境、社会环境 十七、议论文三要素:论点、论据、论证
十八、论据分类为:事实论据、道理论据 十九、论证方法:举例(或事实)论证、道理论证(有时也叫引用论证)、对比(或正反对比)论证、比喻论证 二十、论证方式:立论、驳论(可反驳论点、论据、论证) 二十一、议论文的文章的结构:总分总、总分、分总;分的部分常常有并列式、递进式。 二十二、引号的作用:引用;强调;特定称谓;否定、讽刺、反语 二十三、破折号用法:提示、注释、总结、递进、话题转换、插说。 附:诗歌知识大全 1、衣沾不足惜,但使愿无违。(《归园田居》) 这句话看似平淡,但对“愿无违”强调得很充分,蕴含了不要在那浑浊的现实世界中失去自我的意思。 2、绿树村边合,青山郭外斜。(《过故人庄》) 写山村风光。由近渐远,景色越来越开阔,写出了一派清幽恬静的气氛。 3、乱花渐欲迷人眼,浅草才能没马蹄。(《钱塘湖春行》) “渐欲”、“才能”两个字眼富于动态,表现出乱花和浅草的勃勃生机。 4。一水护田将绿绕,两山排闼送青来。(《书湖阴先生壁》) 用拟人手法,将“一水”、“两山”写成富有人情的亲切形象。“护”、“绕”二字显得极有情致。 5、山重水复疑无路,柳暗花明又一村。(《游山西村》) 这是动中即景,写出了路疑无而实有,景似绝而复出的境界,蕴含着生活的哲理,后引申为人在遇到困境时会生出许多希望。 6、日月之行,若出其中;星汉灿烂,若出其里。(《观沧海》) 这几句诗创造了一种宏大的意境,表现了作者吞吐日月的博大胸襟。 7、海日生残夜,江春入旧年。(《次北固山下》) “日”与“春”作为新生的美好事物的象征,提到主语的位置加以强调,并且用“生”字和“入”字使之拟人化,赋予它们以人的意志和情思,妙在作者无意说理,却在描写景物、节令之中,蕴含着一种自然理趣,给人乐观、向上的力量。 8、会当临绝顶,一览众山小。(《望岳》) 写出了诗人不怕困难,敢于攀登绝顶,俯视一切的雄心和气概,具有一定的生活哲理。 9、稻花香里说丰年,听取蛙声一片。(《西江月》)
人教版四年级上册语文全册各课知识点分类汇总 【第一课观潮】 《观潮》是一篇以写景为主的散文。主要描写了被人们称为"天下奇观"的浙江钱塘江大潮的雄伟壮观的景象。课文先写了潮来前江面风平浪静,人们焦急盼望的情景,再写潮来时那雄伟壮观、惊心动魄的景象,最后写潮过后余波奔涌。文章语言优美,词汇丰富,句子变化错落有致,读来令人如临其境,如闻其声,如见其景。 1、基础知识 生字:罩、屹、鼎、沸、贯、崩、恢 四会字:潮、称、盐、笼、罩、蒙、薄、雾、昂、沸、贯、旧、恢 词语:笼罩、恢复、观潮、称为、盐官镇、笼罩、蒙蒙、薄雾、昂首东望、人声鼎沸、贯穿、依旧、恢复 多音字:[称]chēnɡ称为;chèn对称 [笼]lǒnɡ笼罩lónɡ鸟笼 [闷]mèn闷雷;mēn闷热。 [号]háo号叫hào军号。 [涨]zhǎnɡ涨潮;zhànɡ涨红。 [薄]báo薄雾;bó 单薄 近义词:屹立-矗立、霎时-刹那、依旧---照旧、颤动-颤抖、逐渐---渐渐、犹如---好像 反义词:宽阔---狭窄、沸腾---平静、风号浪吼---风平浪静、人声鼎沸---万籁俱静 形近字:提、题、堤;笼、拢、垄 2、重点语段: 午后一点左右,从远处传来隆隆的响声,好像闷雷滚动。顿时人声鼎沸,有人告诉我们,潮来了!我们踮着脚往东望去,江面还是风平浪静,看不出有什么变化。过了一会儿,响声越来越大,只见东边水天相接的地方出现了一条白线,人们又沸腾起来 那条白线很快地向我们移来,逐渐(拉长),(变粗),(横贯江面)。再近些,只见白浪翻滚,形成一堵(两丈多高的水墙)。浪潮越来越近,犹如千万匹白色战马(齐头并进),(浩浩荡荡)地飞奔而来;那声音如同(山崩地裂),好像大地都被震得颤动起来。 1、这段话是按照(由远及近)顺序来写的。(A、由远及近 B、由近及远)。 2、这段话从(形状)、(声音)两方面来描写大潮来时的景象,使人如闻其声,如见其景。 3、这段中分别把浪潮比作(白线)、(水墙)和(战马)。
基本文体知识识记 一、表达方式:记叙、描写、抒情、议论、说明 二、修辞手法:比喻、拟人、排比、夸张、反复、借代、反问、设问、引用、对比、对偶、反 语 三、表现手法、写作方法:象征、联想、想像、烘托、反衬、对比、衬托、借景抒情、托物 言志、借古讽今、借物喻人、寓理于事、寄情于事、借物喻理、状物抒情、、情景交融、运用 典故、先(后)抑后(先)扬、欲扬先抑、以小见大、虚实结合、以静衬动、动静结合。 语言特点:一般指口语的通俗易懂,书面语的严谨典雅,文学语言的鲜明、生动、富于 形象性和充满感情色彩的特点。分析时,一般从修辞上进行分析。 四、记叙文 1、记叙的顺序:顺叙、倒叙、插叙(追叙) 2、记叙文六要素:时间、地点、人物、事情的起因、经过、结果 五、议论文 1、论证方式:立论、驳论 2、议论文三要素: 1、论点:解决“需要证明什么” 2、论据:解决“用什么来证明” 3、论证:解决“怎样来证明” 3、议论文结构 1、引论:提出问题2、本论:分析问题3、结论:解决问题 议论文的文章的结构:总分总、总分、分总;分的部分常常有并列式、递进式。 4、论据类型: 道理论据(理论论据):包括名人名言、俗语谚语、公式定律等。 事实论据:一切事实、史实、数据等。 5、常见论证方法: 1、最基本的论证方法:摆事实、讲道理 2、常用论证方法:举例论证、道理论证、引用论证(如引用故事则属于举例论证,如引 用名言则属于道理论证)、对比论证、比喻论证、类比论证(常有“同样”“诸如此类”等词语) 6、分析论据与论点的关系: 答题方式:本文(段)的论点是,这里所列举的……属(事实或道理)论据,是为了从(反 面或正面)证明这个论点…… 7、辨识论证方法,分析其作用: 1、回答这类问题,首先需要明确常见的几种论证方法的概念,了解它们之间的差别,然 后结合语境,具体内容具体分析 2、答题方式:这一段(一句)运用了论证方法,论证了……(论点),显得……(好处)。 六、说明文 1、说明文分类: 1、实物说明文、事理说明文 2、科技性说明文、文艺性说明文(科学小品或知识小品) 2、说明顺序: 1、时间顺序2、空间顺序:注意表方位的名词3、逻辑顺序:先总后分、由主到次、由表及里、由简到繁由此及彼、由现象到本质等。 3、说明方法:列数字、作比较、举例子、打比方、分类别、作诠释、下定义、列图表、引用(名言、资料等) 4、两大说明方式:平实说明与生动说明 5、说明文语言特征: 1、说明文语言的根本要求是科学性、准确性,简练明确;文学性说明文还要求生动性、形象性。 2、分析说明文语言的基本要求:首先是其对说明事物特征、性质的作用,其次是说明的严密性、科学性,第三是形象性、生动性 6、说明文的结构 1、说明文的结构有:总分式、并列式、层进式、对照式。一篇完整的说明文常常是几种结构综合运用的。 2、把握结构的意义。
知识·积累 专题一现代汉语普通话字音的识记(字音) 多音字及其读音识记 一、常见多音字及其读音 有两个或两个以上读音的字叫多音字。 A 阿①ā阿婆阿姨②ē阿附阿胶 腌①ā腌臜②yān腌肉 挨①āi挨个儿挨近②ái挨打挨说 拗①ào拗口②niù执拗③ǎo拗断 B 扒①bā扒开扒车②pá扒手扒糕 把①bǎ把握把持把柄②bà茶壶把儿花把儿 膀①bǎng臂膀②páng膀胱③bàng吊膀子④pāng膀肿 蚌①bàng蚌壳②Bèng蚌埠 薄①báo薄饼②bó单薄稀薄薄情薄礼③bò薄荷 堡①bǎo碉堡堡垒②bǔ堡子③pù十里堡 暴①bào暴露②pù(同“曝”) 背①bèi脊背背景②bēi背包背债 奔①bēn奔跑奔波②bèn投奔 臂①bì手臂臂膀②bei胳臂 辟①bì复辟②pì开辟 扁①biǎn扁担②piān扁舟 1 / 130
便①biàn方便便利便宜从事②pián便宜 骠①biāo黄骠马②piào骠勇 屏①bǐng屏息屏气②píng屏风③bīng屏营 剥①bō(书面组词)剥削(xuē)②bāo(口语单用)剥皮 泊①bó淡泊停泊②pō湖泊 伯①bó老伯伯父②bǎi大伯子(丈夫的哥哥) 簸①bǒ颠簸②bò簸箕 卜①bo萝卜②bǔ占卜 C 参①cān参观参加②cēn参差③shēn海参人参 藏①cáng矿藏②zàng宝藏 曾①céng曾经不曾未曾②zēng曾孙曾祖 差①chā(书面语)偏差差错②chà(口语)差点儿③cī参差④chāi差遣差事出差交差 刹①chà刹那②shā刹车 禅①chán禅师②shàn禅让封禅 场①chǎng场合冷场②cháng场院一场雨 朝①cháo朝代朝阳(向着太阳) ②zhāo朝夕朝阳(早晨的太阳) 嘲①cháo嘲讽嘲笑②zhāo嘲哳 车①chē车马车辆②jū(象棋棋子的一种)弃车保帅 称①chèn称心对称②chēng称呼称道 乘①chéng乘车乘机②shèng史乘千乘之国 盛①chéng盛饭盛器②shèng盛产盛开盛况盛名 澄①chéng(书面语)澄清(弄清楚认识、问题等) ②dèng(口语)澄清(使杂质沉淀,液体变清) 匙①chí汤匙②shi钥匙 冲①chōng冲锋冲击②chòng冲床冲劲儿 2 / 130
绪论 1)材料连接:材料通过机械、物理、化学和冶金方式,由简单型材或零件连接成复杂零件和机械部件的工艺过程。 2)冶金连接成型是:通过加热或加压(两者并用)使两个分离表面的原子达到晶格距离,并形成金属键而获得不可拆接头的工艺过程。主要用于:金属材料及金属结构的连接,通常称为焊接。 为了克服阻碍材料表面紧密接触的各种因素,在连接工艺上主要采取以下两种措施: A对被连接的材质施加压力B对被连接的材质加热(局部或整体) 3)焊接方法分类:熔化焊、压力焊、钎焊;冶金角度分为:液相连接、固相连接、液-固相连接 熔化焊属液相连接、压力焊属固相连接、钎焊属液-固相连接 第一章熔化焊的本质是小熔池熔炼和铸造。 1)焊接过程所采用的能源主要是热能和机械能。对于熔化焊来说,主要采用热能 2)焊接热源:①电弧热(手工电弧焊、埋弧焊、气体保护焊②电阻热(电阻焊、电渣焊③高频热源(钎焊)④摩擦热(摩擦焊)⑤等离子弧(等离子弧焊接⑥电子束(电子束焊⑦激光束(激光焊⑧化学热(气焊、热剂焊)3)理想的焊接热源:应具有加热面积小、功率密度高和加热温度高等特点 4)真正的热效率:用于熔化金属形成焊缝的热量所占的比例。(热效率:加热焊件所吸收的热量所占的比例) 5)温度场:某瞬时焊件上各点温度的分布称为温度场。 6)焊接热循环:在焊接热源的作用下,焊件上某点的温度随时间的变化过程称为焊接热循环 决定焊接热循环特征的基本参数:加热速度wH、最高加热温度Tm、在相变温度以上停留的时间tH、冷却速度wc 焊接热循环的影响因素:材质的影响、接头形状尺寸的影响、焊道长度的影响、预热温度的影响、线能量的影响 7)多层焊:前一层焊道对后一层焊道起预热作用;后一层焊道对前一层焊道起后热作用。 8)焊条熔化:①焊条金属的平均熔化速度gM:在单位时间内熔化的焊芯质量或长度,与焊接电流成正比; ②损失系数ψ:在焊接过程中由于飞溅,氧化和蒸发而损失的金属质量与熔化的焊芯质量之比 ③焊条金属平均熔敷系数gH:单位时间内真正进入焊接熔池的那部分金属质量 gH=(1-ψ)gM 9)熔池:母材上由熔化的焊条金属与局部熔化的母材共同组成的具有一定几何形状的液体金属区域称为熔池熔滴:焊条端部熔化形成的滴状液态金属称为熔滴。熔滴过渡三种形式:短路过渡、颗粒过渡、附壁过渡 熔渣:药皮熔化反应之后的产物,两种过渡方式:一是以薄膜形式包在熔滴外面或夹在熔滴内同熔滴一起落入熔池: 二是直接从焊条端部流入熔池或以滴状落入熔池 10)熔化焊过程中所采用的保护方式:渣保护、气保护、渣气联合保护 11)焊接的接头组成:焊缝、(熔合区)、热影响区。 焊接的接头的形成过程:焊接热过程、焊接化学冶金过程、熔池凝固和相变过程 熔化焊焊接接头形式:对接接头、角接头、丁字接头、搭接接头 13)熔合比:在焊缝金属中局部熔化母材所占的比例,称为熔合比。 14)焊接性:是指金属材料(同种或异种)在一定焊接工艺条件下,能够焊成满足结构和使用要求的焊件能力。其具体包括:结合性能,即焊接时形成缺陷的敏感性,也称工艺焊接性;使用性能,即焊成的焊接接头满足使用要求 的程度,称为焊接性 15)熔化焊焊接材料:焊条(焊条由焊芯和药皮两部分组成)、焊剂、焊丝、保护气 16)焊芯的作用:a作为电极,起导电作用,产生电弧,提供焊接热源b 焊芯受热熔化成为焊缝的填充金属c 药皮的作用:a保护作用b冶金作用c改善焊接工艺性 17)焊条选用原则:是要求焊缝和母材具有相同水平的使用性能(等强度、等成分) 18)焊接熔渣:焊接时焊条药皮或焊剂熔化后,经过一系列化学变化形成的覆盖在焊缝表面上的非金属物质称为焊接熔渣焊接熔渣在焊接过程中有机械保护作用,改善焊接工艺性能和冶金处理作用 长渣:把粘度随温度变化而缓慢变化的熔渣称为长渣 短渣:一般把黏度随温度变化而急剧变化的熔渣称为短渣 19)焊接化学冶金反应包括:药皮反应区、熔滴反应区、熔池反应区 20)电弧气氛中的H主要来源于焊接材料中的水分及有机物,吸附水和结晶水,表面杂质及空气中的水分等焊接气氛中的H的存在形式有扩散氢和残余氢 21)焊接区的N来源于焊接区周围的空气,O主要来源于焊接材料 22)脱氧剂的选择原则:a在焊接温度下脱氧剂对氧的亲合力必须比被焊金属大 b脱氧产物应熔点低,不溶于液态金属,且其密度也应小于液态金属的密度 23)脱氧反应按其进行的方式和特点分为先期脱氧、沉淀脱氧和扩散脱氧: 先期脱氧:在焊条药皮加热阶段,固态药皮中进行的脱氧反应;
五年级1-3单元基础知识复习卷 班别:姓名:学号: 一、比较组词。 嫌()萝()幕()框() 赚()箩()慕()筐() 廉()罗()暮()眶() 协()稳()浸()蔽() 胁()隐()侵()敝() 塌()延()荒()趟() 榻()廷()慌()躺() 蹋()诞()谎()淌() 挚()馅()朗()夕() 誓()陷()郎()歹() 碎()悔()酬()爆() 醉()诲()洲()暴() 二、四字词语。 飞禽走兽千真万确倾盆大雨狂风怒号一五一十恋恋不舍无拘无束眉开眼笑相依为命成家立业富丽堂皇怒气冲冲美中不足不动声色人影绰绰无价之宝理直气壮完璧归赵攻无不克无穷无尽战无不胜负荆请罪同心协力难以置信不计其数想方设法神气十足无拘无束饮水思源理所当然完好无缺怒发冲冠同归于尽怒目圆睁渑池之会绝口不提清波漾漾震天动地气急败坏畏首畏尾孤掌难鸣直言不讳 二、古诗过关。 1.《蝉》的作者是()代的(),
2.《乞巧》的作者是()代(), 3.《泊船瓜洲》的作者是()代(), 4.《书湖阴先生壁》的作者是()代(), 5. 《六月二十七日望湖楼醉书》的作者是()代(), 三、日积月累 (1)盛年不重来,。及时当勉励,。(2)莫等闲,,空悲切。 (3)不饱食以终日,。 (4);天地转,光阴迫。一万年太久,。 四、判断题。 1.《将相和》中三个故事的顺序是:渑池之会、完璧归赵、负荆请罪。() 2.《落花生》一文是许地山写的一篇文章,文章讲了四件事,分别是种花生、收花生、尝花生和议花生。() 3.《牛郎织女》《猎人海力布》《将相和》都是民间故事。() 4.《珍珠鸟》一文是按照时间顺序写出小鸟有怕人到信赖人的过程,表现作者对珍珠鸟的爱,同时告诉我们:信赖往往创造出美好的境界。() 5.《什么比猎豹的速度更快》是一篇说明文,依次讲了人、鸵鸟、猎豹、游隼、声音、喷气式飞机、火箭、流星体、光等事物的速度是一个比一个快的,猎豹是陆地上跑得最快的动物。() 6.“打开天窗说亮话”是一句俗语。()
常用力学知识 材料力学 1 拉(压)杆内的应力 1.1 1.2斜截面;斜截面上各点处的总应力 cos cos cos a F F F p a a A A A a ασ= === 沿斜截面法线方向的正应力: 2cos cos a p a a ασσ== 沿斜截面切线方向的切应力: 2cos cos a p a a ασσ== 1.3胡克定律 N F l l EA = E 为弹性模量 1N F l l E A E σε=?= 横向切应变与纵向切应变的绝对值之比为一常数,称为横向变形因数或者泊松比 ,ενε = 1.4 拉压杆的强度条件 [],max F N A σ≤ 2、材料的扭转 2.1薄壁圆筒扭转 A dA r T τ=? 用平均半径0r 代替r ,壁厚为δ ,T 为扭矩
2A dA A r πδ==? 202r T τπδ= 引进200A r π= 从而得切应力 几何方面 切应变γ和相距为l 的两端的相对扭转角?之间的关系式: 剪切胡克定律 G τγ= G--称为材料的切变模量 钢材为80 GPa 2.2等直圆杆扭转 几何方面 d dx ρ? γρ = ρ--任意一点处的半径 物力方面 d G G dx ρρ?τγρ== 静力学方面 A dA T ρρτ=? 2 A d G dA T dx ?ρ=? 引入截面的极惯性矩:2p A dA ρI =? p d T dx G ?=I 代入d G G dx ρρ?τγρ== 通用公式 横截面周边上的各点处切应力最大值
引入扭转截面系数:P P I W r = 则有 圆截面极惯性矩 圆截面扭转截面系数 空心圆截面极惯性矩 空心圆截面扭转截面系数 对于剪切强度低于拉伸强度的材料,破坏是从杆的最外层沿横截面发生剪断产生的,对于剪切强度大于拉伸强度的材料,其破坏是由杆的最外层沿与杆轴线约成45度倾角的螺旋曲面发生拉断而产生的。 3弯曲应力 3.1梁横截面上的正应力 原理:由y E E σερ == 和 1 z M E ρ = I (Z E I 称为梁的弯曲刚度 ; z I 为横截面对中性轴z 的惯性矩) 则等直梁在纯弯曲时横截面上任一点处正应力的计算公式
小学语文基础知识归纳汇总分类大全 小学语文要学习的基础知识非常多,下面进行了归纳汇总和分类整理,简洁明了,方便同学们高效学习。 本汇总分类大全知识点包括:拼音、“的地得”儿歌、词语(成语)、句子、查字典、划分句子成分、修改病句、修辞手法、阅读理解、段落划分概括、阅读技巧、朗读背诵、学习法方法及小常识等十四部分。 一、拼音顺口溜 (一)声调歌 一声高高平又平,二声就像上山坡, 三声下坡又上坡,四声就像下山坡。 (二)标调号口诀 标调号,找a母,a母不在找oe,iu并列标在后。 (三)jqx与ü相拼的口诀 小ü小ü有礼貌,见了jqx,脱帽问声好。 (四)易混淆韵母口诀 1、“小红和小明,手拿a和n,来到天安门,成了好朋友” 2、娃娃冬天围围巾,脖子像u露在前,围巾是i甩身后,脖子围巾uiuiui 3、娃娃水里学游泳,脑袋当点在前头,脖子u水里藏,大家一起iuiuiu 4、“小兔飞飞,爱喝咖啡。e前i后,喝了一杯。” 5、“解放军,多威风uīuīuī”;“小朋友围成圈,uíuíuí”;“做了错事会承认,真伟大,uǐuǐuǐ”;“打电话uìuìuì” 二、“的地得”儿歌 名词前面是“白勺” 动词跟着“土也”跑
形动后补“双人(得)”到 的地得,不一样,用法分别记心上, 左边白,右边勺,名词跟在后面跑。 美丽的花儿绽笑脸,青青的草儿弯下腰,清清的河水向东流,蓝蓝的天上白云飘,暖暖的风儿轻轻吹,绿绿的树叶把头摇,小小的鱼儿水中游,红红的太阳当空照,左边土,右边也,地字站在动词前, 认真地做操不马虎,专心地上课不大意,大声地朗读不害羞,从容地走路不着急,痛快地玩耍来放松,用心地思考解难题,勤奋地学习要积极,辛勤地劳动花力气,左边两人就使得,形容词前要用得, 兔子兔子跑得快,乌龟乌龟爬得慢, 青青竹子长得快,参天大树长得慢, 清晨锻炼起得早,加班加点睡得晚, 欢乐时光过得快,考试题目出得难。 三、词语(成语) (一)带反义词的成语 远近闻名、黑白相间、轻重倒置、左右为难黑白分明、舍近求远、因小失大、头重脚轻积少成多、舍本逐末、贪小失大、异口同声左邻右舍、里应外合、大同小异、小题大做大呼小叫、左膀右臂、前因后果、前仰后合
2021年高考语文必考知识点汇总 整理了一些常考常用知识,这些知识看似简单,却很容易在关键时刻混淆。 1. 文化常识 初唐四杰:王勃、杨炯、卢照邻、骆宾王。 三国:魏、蜀、吴。 “四大古典名著”:《红楼梦》、《三国演义》、《水浒》、《西游记》。 “四大民间传说”:《牛郎织女》、《梁山伯与祝英台》、《孟姜女》、《白蛇传》。 世界四大短篇小说巨匠:契诃夫、莫泊桑、马克·吐温、欧·亨利。 苏轼的散文代表北宋散文的最高成就,其诗与黄庭坚并称“苏黄”。 马致远的散曲代表作《天净沙·秋思》,被誉为“秋思之祖”。曹雪芹“披阅十载,增删五次”创作了我国古典小说中最伟大的现实主义作品《红楼梦》(又称《石头记》),它问世后
就广为流传,深受人们喜爱,还出现了专门研究该书的一门学问——“红学”,“红学”现已成为世界文学研究中的重要课题。 鲁迅是中国现代文学的奠基人,陈毅被称为“元帅诗人”;臧克家因诗作多为农村题材,有“泥土诗人”之称; 田间被闻一多誉为“时代的鼓手”(擂鼓诗人)。 岁寒三友:松、竹、梅。 花中四君子:梅、兰、竹、菊。 文人四友:琴、棋、书、画。 文房四宝:笔、墨、纸、砚。 四库全书:经、史、子、集。 《诗经》“六义”指:风、雅、颂(分类)、赋、比、兴(表现手法)。 唐诗、宋词、元曲、明清小说。 桂冠、鳌头、榜首、问鼎、夺魁:第一。 三纲五常:“三纲”:父为子纲、君为臣纲、夫为妻纲;“五常”:仁、义、礼、智、信。
“四书”“五经”是儒家的主要经典:“四书”即《论语》《孟子》《中庸》《大学》;“五经”指《诗》《书》《礼》《易》《春秋》。 三皇:天皇、地皇、人皇或伏羲、女娲、神农; 五帝:黄帝、颛顼、帝喾、唐尧、虞舜。 五金:金、银、铜、铁、锡。 五味:酸、甜、苦、辣、咸。 五行:金、木、水、火、土。 “永字八法”是说“永”字具有:点、横、竖、撇、捺、折、钩、提八种笔画。 古代的学校有庠、序、太学等名称,明清时最高学府为国子监。 三教九流:“三教”:儒教、佛教、道教;“九流”:儒家、道家、阴阳家、法家、名家、墨家、纵横家、杂家、农家。古代科举考试(从隋代至明清): A、童生试,也叫“童试”,应试者不分年龄大小都称童生,合格后取得生员(秀才、相公)资格,这样才能参加科举考试。
焊接技术基础知识练习 一、选择题 . ( )通常分为钎焊、熔焊和压焊三大类。 .自动化焊接.波峰焊.锡钎焊.焊接 .助焊剂一般是由活化剂、树脂、( )和熔剂四部分组成。 .乙醇类.焊剂扩展剂.脂类 .钎焊根据钎料熔点温度小于℃时称为( )。 .软焊.波峰焊.锡钎焊 .硬焊 .( )就是表现钎料迅速地流散在整个接头表面,并通过母材反应扩散成为合金属的能力。 .软焊.润湿锡钎焊.硬焊 .锡钎焊的工艺要求不包括:( )。 .被焊金属材料应具有良好的焊接性 .被焊金属材料表面应清洁 .焊接要有适当的温度和较长的焊接时间 .焊接要有助焊剂和钎料 .下列不属于锡钎焊工艺要素的是( )。 .被焊材料的焊接性.焊接要有适当的湿度.被焊材料表面清洁.电烙铁 .钎料的成分和性能应与被焊金属材料的( )、焊接温度、焊接时间和焊点的机械强度相适应。.焊接性.钎料.化学性能.物理性能 .( )是应用广泛的普通型电烙铁。 .外热式电烙铁.内热式电烙铁.恒温式电烙铁.吸锡式电烙铁 . ( )是手工焊接的基本工具,它的种类有外热式、内热式和恒温式。 .镊子.钎料焊接机.电烙铁 .助焊剂是用于锡钎焊的一种非金属的( )物质。 .固体.液体.气体 .固体和液体 .助焊剂一般由活性剂、树脂、扩散剂和( )四部分组成。 .母材.环氧树脂.凝固剂.熔剂 .( )的主要作用是在焊接过程中除去焊点的氧化膜、保护焊接的质量。 .活性剂.扩散剂.树脂.熔剂 .( )是将树脂、活性剂和扩散剂全部熔化为液体焊剂。 .活性剂.扩散剂.树脂.熔剂 .凡是用来焊接两种或两种以上的金属使之成为一个整体的金属或合金 都称为( )。 .钎料.助焊剂巳凝固剂熔剂 .钎料的种类很多,按其组成分为锡铅料、银钎料和( )钎料等 .铝.铁.铜.合金 .在电子仪器仪表装配中一般都选用( )。 .锡铅钎料.银基钎料铜基钎料.合金钎料 .浸锡就是在元器件的引线和被焊部位涂上一层锡,以提高导线及元器件的( )。 .焊接性.钎焊性.化学性能.物理性能 .浸锡就是在元器件的引线和被焊部位涂上一层锡,它能提高导线及元器件的焊接性,防止产生( )、假焊。 松动.虑焊.高温 .元器件损坏 .()是防止产生虑焊、假焊的有效措施 .浸锡.清除氧化层.剥线. 润湿 .焊接操作的第一步是() .准备.加热.使钎料熔化. 钎料脱落 .熔化的钎料达到适当的范围之后,焊锡丝要() .熔化.加热.立即脱离. 脱落 .为了保证电子仪器仪表的可靠性,进行( )是非常必要的,也可以起到防潮湿、防霉菌、防烟雾作用。 .加热处理.绝缘处理清洁处理.防潮处理 .绝缘处理是非常必要的,也可以起到防潮湿、防霉菌、( )作用。 .防腐蚀.防烟雾.防灰尘.防污染 二、判断题 .锡钎焊是采用锡铅钎料进行焊接、它应用较为广泛。( ) .如果钎料和母材在液固体界面不发生作用,则它们之间的润湿性很差。( ) .焊接前应清洁整个工件,并在焊接接头上涂上助焊剂,为焊接处能被钎料充分润湿创造条件。( ) .在焊接工艺中,被焊金属材料表面要清洁且具有良好的焊接性;要正确选用钎料和助焊剂,时间越长,则效果越好。( ) .焊接的操作一般分为准备、加热、焊锡丝熔化、焊锡丝脱离、电烙铁脱离、检查等六个步骤。( ) .锡钎焊的焊接条件中,湿润就是表现钎料迅速地流散在整个合金层表面,并通过母材反应扩散为合金金属的能力。( ) .助焊剂一般是由无机助焊剂、扩散剂和熔剂四部分组成。( ) .焊接工艺要求中,钎料的成分和性能应与被焊金属材料的焊接性、焊接温度、焊接时间和焊点的机械强度相适应。( ) .电烙铁是手工焊接的基本工具,它的种类有外热式、内热式和恒温式的。( ) .电烙铁是手工焊接的基本工具,其作用是加热钎料和被焊金属。( ) .钎料的种类很多,按其熔点可分为软钎料和硬钎料。( ) .浸锡就是在元器件的引线和被焊部位涂上一层锡,它能提高导线及元器件的焊接性,防止产生印制电路板过热。( ) .在钎料硬化前,不要挪动焊接部位。( ) .为了保证电子仪器仪表装配的可靠性,进行绝缘处理是非常必要的,也可起到防潮湿、防霉菌、防静电作用。( ) 1 / 1