各种通用工程塑料手册
综合机械性能中等的材料----通用工程塑料是指那些用于工程方面,制作各种制品外壳和壳体类的工程塑料,做非承载荷方面的用途。它主要是以苯乙烯为主要单体的塑料和有机玻璃。它主要是以PS的改性形成的,在工程方面合成PS 以后,发现PS有两大特性,一是透明;二是易碎,表面易划伤。为了解决它的缺点,保留它的透明性,就沿两个方面进行改性。一方面是生产出了透明的AS MBS;另一方面生产出了不透明的HIPS ABS AAS ACS PS 简称 PS 俗称硬胶,普通硬胶 学名聚苯乙烯 英文名 general purpose polystyrene 单体苯乙烯---由石油合成的一种无色液体 本色聚苯乙烯本色是一种透明的仿玻璃状的材料,比重为1.05,与水基本相同,刚硬而脆,敲打时,发出金属般的“丁当”的声音,响声清脆,俗称“响胶”。无毒,无味。纯PS 生产的制品,掉在地上,发出清脆的响声后,就会马上碎裂。由于PS的流动性好,分解温度高,而且熔融的比重稳定,它
成为注塑机测定塑化效率的指标性参数。世界各国的注塑机均采用PS标定注塑机的容量。 燃烧特征 易燃,离火后能继续燃烧,火焰上端呈金黄色,燃烧时会软化起泡,无液体滴落,并发出浓烟黑柱,同时,发出苯乙烯单体的“甜香味”味。 优点 聚苯乙烯耐酸碱和低能醇,受许多烃类,酮类,高级脂肪脂等侵蚀而软化,溶于芳烃。 电绝缘性优良,是一种良好的高频绝缘材料,有优良的而电弧性。 聚苯乙烯是透明度极高的材料,有较高的表面光泽。容易印刷。 聚苯乙烯能自由着色,无嗅无味无毒,不致菌类生长。 缺点 机械性能差,质硬而脆,易受溶剂侵蚀而应力开裂;表面硬度低,易刮伤;耐热性差,热变形温度低。
常用塑料手册(20种) 1.ABS 丙烯腈-丁二烯-苯乙烯共聚物 典型应用范围: 汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。 注塑模工艺条件: 干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。建议干燥条件为80~90℃下最少干燥2小时。材料温度应保证小于0.1%。 熔化温度:210~280℃;建议温度:245℃。 模具温度:25~70℃。(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。 注射压力:500~1000bar。 注射速度:中高速度。 化学和物理特性: ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。从形态上看,ABS是非结晶性材料。三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。ABS的特性主要取决于三种单体的比率以及两相中的分子结构。这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。 2.PA6 聚酰胺6或尼龙6 典型应用范围: 由于有很好的机械强度和刚度被广泛用于结构部件。由于有很好的耐磨损特性,还用于制造轴承。 注塑模工艺条件: 干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。如果材料是用防水材料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。 熔化温度:230~280℃,对于增强品种为250~280℃。 模具温度:80~90℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要,因此建议模具温度为80~90℃。对于薄壁的,流程较长的塑件也建议施用较高的模具温度。增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。如果壁厚大于3mm,建议使用20~40℃的低温模具。对于玻璃增强材料模具温度应大于80℃。 注射压力:一般在750~1250bar之间(取决于材料和产品设计)。 注射速度:高速(对增强型材料要稍微降低)。 流道和浇口:由于PA6的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*t(这里t为塑件厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果用潜入式浇口,浇口的最小直径应当是0.75mm。 化学和物理特性: PA6的化学物理特性和PA66很相似,然而,它的熔点较低,而且工艺温度范围很宽。它的抗冲击性和抗溶解性比PA66要好,但吸湿性也更强。因为塑件的许多品质特性都要受到吸湿性的影响,因此使用PA6设计产品时要充分考虑到这一点。为了提高PA6的机械特性,经常加入各种各样的改性剂。玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等。对于没有添加剂的产品,PA6的收
橡胶件的技术规范 1 范围本标准规定了本公司各类产品中使用的橡胶件的技术要求、试验方法、检验规则、包装及贮存。本标准适用于橡胶件成品件的进货检验、型式检验、包装、贮存管理。 2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 533 硫化橡胶密度的测定 GB/T 1690 硫化橡胶耐液体试验方法 GB/T 3452.2 液压气动用O 型橡胶密封圈外观质量检验标准 GB/T3452.1 液压气动用O 型橡胶密封圈第1 部分:尺寸系列及公差 GB/T 3512 硫化橡胶或热塑性橡胶热空气加速老化和耐热试验 GB/T 5723 硫化橡胶或热塑性橡胶试验用试样和制品尺寸的测量 GB/T 20739 橡胶制品贮存指南 GB/T 5721 橡胶密封制品标志、包装、运输、贮存的一般规定 GB/T 528 硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 BS EN549 燃气器具、设备密封件和膜片用橡胶材料规范 NSF 61 饮用水系统部件健康影响 BS EN331 建筑物燃气供应设备用手动球阀和密封底部锥体旋塞阀ASME B16.33 压力在125PSI 以下燃气系统用手动金属制燃气阀门ASME B16.44 家用管道系统中使用的手工操作的金属气体阀门 CJ 50 瓶装液化石油气调压器 CJ/T 180 家用手动燃气阀门 HG/T 2807 城镇燃气调压器用橡胶膜片 Q/NZFJ30 液化石油气瓶阀 3 技术要求 3.1 通用技术要求 3.1.1 气味:无刺鼻气味; 3.1.2 外观:表面无气泡、无杂质、无飞边、无缺胶、无脱层、色泽一致、无局部缺陷; 3.1.3 尺寸:符合图纸要求;3.1.4 应采用耐工作介质的材料且材料应采用正料。
1.ABS 丙烯腈-丁二烯-苯乙烯共聚物 典型应用范围: 汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。 注塑模工艺条件: 干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。建议干燥条件为80~90℃下最少干燥2小时。材料温度应保证小于0.1%。 熔化温度:210~280℃;建议温度:245℃。 模具温度:25~70℃。(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。 注射压力:500~1000bar。 注射速度:中高速度。 化学和物理特性: ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。从形态上看,ABS是非结晶性材料。三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。ABS的特性主要取决于三种单体的比率以及两相中的分子结构。这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。 2.PA6 聚酰胺6或尼龙6 典型应用范围: 由于有很好的机械强度和刚度被广泛用于结构部件。由于有很好的耐磨损特性,还用于制造轴承。 注塑模工艺条件: 干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。如果材料是用防水材料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。 熔化温度:230~280℃,对于增强品种为250~280℃。 模具温度:80~90℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要,因此建议模具温度为80~90℃。对于薄壁的,流程较长的塑件也建议施用较高的模具温度。增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。如果壁厚大于3mm,建议使用20~40℃的低温模具。对于玻璃增强材料模具温度应大于80℃。 注射压力:一般在750~1250bar之间(取决于材料和产品设计)。 注射速度:高速(对增强型材料要稍微降低)。 流道和浇口:由于PA6的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*t(这里t为塑件厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果用潜入式浇口,浇口的最小直径应当是0.75mm。 化学和物理特性: PA6的化学物理特性和PA66很相似,然而,它的熔点较低,而且工艺温度范围很宽。它的抗冲击性和抗溶解性比PA66要好,但吸湿性也更强。因为塑件的许多品质特性都要受到吸湿性的影响,因此使用PA6设计产品时要充分考虑到这一点。为了提高PA6的机械特性,经常加入各种各样的改性剂。玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等。对于没有添加剂的产品,PA6的收缩率在1%到1.5%之间。加入玻璃纤维添加剂可以使收缩率降低到0.3%(但和流程相垂直的方向还要稍高一些)。成型组装的收缩率主要受材料结晶度和吸湿性影响。实际的收缩率还和塑件设计、壁厚及其它工艺
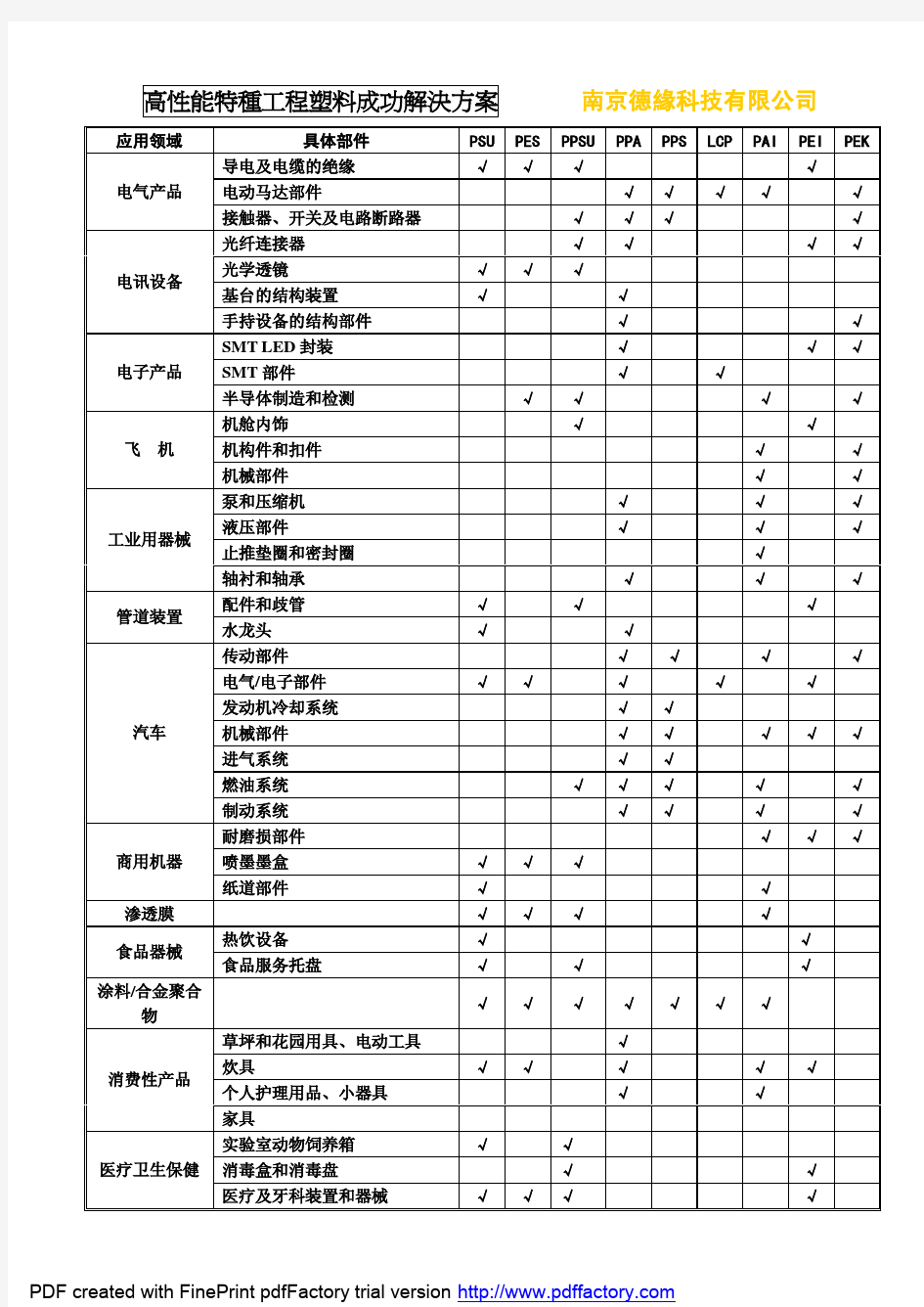
迄今为止,已见报道的树脂种类达到上万种,实现工业化生产的也不下千余种。塑料材料的选用就是在众多的树脂品种中,选择一个合适的品种。初看起来,可供我们选择的塑料品种太多,有眼花缭乱的感觉。但实际上并不是所有的树脂品种都获得了具体应用。我们所指的塑料材料的选用,并不是漫无边际的选择,而是在常用的树脂品种中选用。 塑料材料的选用原则: 一.塑胶材料的适应性; 1.各种材料的性能比较; 2.不宜选用塑料的条件; 3.选用塑料的适宜条件。 二.塑料制品的使用性能 1.塑料制品的使用条件 a.塑料制品的受力情况; b.塑料制品的电性能; c.塑料制品的尺寸精度要求; d.塑料制品的渗透性要求; e.塑料制品的透明性要求; f.塑料制品的外观要求。 2.塑料制品的使用环境 a.环境温度; b.环境湿度; c.接触介质; d.环境的光、氧及辐射. 三.塑料的加工性能 1.塑料的可加工性; 2.塑料的加工成本; 3.塑料加工的废料处理.
四.塑料制品的成本 1.塑料原料的价格; 2.塑料制品的使用寿命; 3.塑料制品的维护费用. 五.塑料原料的来源。 在实际选用过程中,有些树脂在性能上十分接近,难分伯仲。究竟选择哪一种更为合适?需要多方考虑、反复权衡,才可以确定下来。因此说塑胶材料的选用是一项十分复杂的工作,可遵循的规律并不十分明显。有一点需提醒大家特别注意,从各种书刊上引用的塑料材料性能数据,都是在特定条件下测定的,这些条件可能与实际工作状态差别较大。如不吻合则要将所引数据转换成实际使用条件下的性能或按实际条件重新测定。 面对一个要开发制品的设计图纸,选材应遵循如下步骤。 首先要确定这个产品是否可选用塑料材料制造;其次,如果确定可用塑料材料来制造,究竟选用那种塑料材料是进一步需要考虑的因素。 根据产品精度选择塑料材料: 不同塑料材料对应的产品精度 精度等级可用塑料材料品种 1级无 2级无 3级 PS、ABS、PMMA 、PC、PSF、PPO、PF、AF、EP、UP、 F4 UHMW、30%GF增强塑料等,其中以30%GF增强塑料的精度最高. 4级 PA类、氯化聚醚 HPVC等 5级 POM 、PP、HDPE等 6级 SPVC、LDPE、LLDPE等 衡量塑料制品耐热性能好坏的指标有热变形温度、维卡软化点和马丁耐热温度三种,其中以热变形温度最为常用. 从下表中可以看出,塑料的最高使用温度一般不超过400°C,而且大多数塑料的使用温度都在100到260°C范围内;只有不熔聚酰亚胺、液晶聚合物、聚苯酯(AP)、聚苯并咪唑(PBI)、聚硼二苯基硅氧烷(PBP)的热变形温度可大于300°C。因此,如果使用环境的温度长时间超过400°C,几乎没有塑料材料可供选用;如果使用环境的温度短期超过400°C,甚至达到500°C以上,并且无较大的负荷,有些耐高温塑料可短时使用。不过以碳纤维、石墨或玻璃纤维增强的酚醛等热固性塑料很特别,虽然其长期耐热温度不到200°C,但其瞬时可耐上千度高温,可用作耐烧蚀材料,用于导弹外壳及宇宙飞船面层材料。
常用20种塑料手册 $P!_* |+S ^ 1.ABS 丙烯腈-丁二烯-苯乙烯共聚物质量-SPC ,six sigma,T S16949,MSA,FMEA%O(J P t&n7M*l 典型应用围: a ?+Y I }汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。六西格玛品质论坛3{ n;b9\6p%z R;q 注塑模工艺条件: 干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。建议干燥条件为80~90℃下最少干燥2小时。材料温度应保证小于0.1%。V v-v x$_+yV9l 熔化温度:210~280℃;建议温度:245℃。bbs.6s https://www.doczj.com/doc/cc18738266.html, a*W K j ` Y%l)u,G 模具温度:25~70℃。(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。 注射压力:500~1000bar。 注射速度:中高速度。k-g a h4y b4A u &Z 化学和物理特性: ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。从形态上看,ABS是非结晶性材料。三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。ABS 的特性主要取决于三种单体的比率以及两相中的分子结构。这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。六西格玛品质论坛9P,J E"[1J 'O F'T 质量-SPC ,six sigma,TS16949,MSA,FMEA$A r/U7E4s A0G 2.PA6 聚酰胺6或尼龙6 ? `0b9` Z Z 典型应用围: 由于有很好的机械强度和刚度被广泛用于结构部件。由于有很好的耐磨损特性,还用于制造轴承。 注塑模工艺条件: 干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。如果材料是用防水材料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。 熔化温度:230~280℃,对于增强品种为250~280℃。 模具温度:80~90℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要,因此建议模具温度为80~90℃。对于薄壁的,流程较长的塑件也建议施用较高的模具温度。增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。如果壁厚大于3mm,建议使用20~40℃的低温模具。对于玻璃增强材料模具温度应大于80℃。 注射压力:一般在750~1250bar之间(取决于材料和产品设计)。六西格玛品质论坛X;E p!H\ N g:S 注射速度:高速(对增强型材料要稍微降低)。i6F's t7B
材料手册 姓名: 学号: 班级: 一、材料选择的基本原则 多机械工程师在内,都可能把选材看成一种简单而不太重要的任务。当碰到零件的选材问题时,他们一般都是参考相同零件或类似零件的用材方案,即经验法选材。当无先例可循,同时对材料的性能又无特殊要求时,会偏向选用一种较万能的材料,如45号钢。但严格地说,这
种选材并不科学。选材正变成一种严格地建立在试验与分析的基础上的科学方法。掌握这种选材方法的要领,了解正确选材的过程,显然具有很大的实际价值。 零件在工作过程中最终都会发生失效,即零件完全被破坏或严重损伤,或不能满意地起到预掌握各种材料的特性,正确地选择和使用材料,是一项重要的任务。包括许定的作用。失效也可能是设计失效,也可能是选材失效,也可能是加工失效或安装使用失效。找出失效原因,解决零件失效问题便具有基础。这首先是一个机械工程师要做的工作,但从事工业设计人员也要了解这类分析,这将会为产品带来更合理的设计并减少设计的返工。具体地说,应从下列5个方面进行考虑: 1、考虑工作条件对材料使用性能的要求 材料在使用过程中的表现,即使用性能,是选材时考虑的最主要根据。不同零件所要求的使用性能是很不一样的,有的零件主要要求高强度,有的零件则要求耐磨性,而另外一些零件甚至无严格的性能要求,仅仅要求有美丽的外观。因此,在选材时,首要的任务就是准确地判断零件所要求的主要使用性能。 对所选材料使用性能的要求,是在对零件的工作条件及零件的失效分析的基础上提出的。零件的工作条件是复杂的,要从受力状态、载荷状态、工作温度、环境介质等几个方面全面分析。受力状态有拉、压、弯、扭等;载荷性质有静载、冲击栽荷、交变载荷等;工作温度可分为低温、室温、高温、交变温度;环境介质为与零件接触的介质,如润滑剂、海水、酸、碱盐等。为了更准确地了解零件的使用性能,还必须分析零件的失效方式,从而找出对零件失效起主要作用的性能指标。 有时,可通过改进强化方式或方法,可以将廉价材料制成性能更好的零件。所以选材时,要把材料成分和强化手段紧密结合起来综合考虑。另外,当材料进行预选后,还应当进行实验室试验、台架试验、装机试验、小批生产等,进一步验证材料力学性能试验的可靠性。 2、考虑生产工艺对材料工艺性能的要求 任何零件都是由不同的工程材料通过一定的加工工艺制造出来的。因此材料的工艺性能,即加工成零件的难易程度,自然应是选材时必须考虑的重要问题。所以,熟悉材料的加工工艺过程及材料的工艺性能,对于选材是相当重要的。 材料的工艺性能与使用性能相比,工艺性能处于次要地位;但要某种情况下,工艺性能也可成为主要考虑的因素。当工艺性能和力学性能相矛盾时,有时正是工艺性能的考虑使得某些力学性能显然合格的材料不得不舍弃,此点对于大批量生产的零件特别重要。因为在大量生产时,工艺周期的长短和加工费用的高低,常常是生产的关键。例如,为
1 范围 本标准适用于以天然橡胶、合成橡胶为主要原料,并添加配合剂制成的弹性橡胶材料,但是,O形密封圈、油封以及硬质橡胶、海绵和挤压成形的胶管材料除外。 本标准适用于起动机的橡胶材料。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 3 种类和标识 3.1种类 橡胶材料的种类见表1。硬度、抗拉强度见表6~表13。 特别性能的种类按表2的规定。 基本性能与特别性能并用的时候按表3的要求限度。 表1 一般规格的 种类记号 性况材料名称 A Ⅰ不要求耐油性 天然橡胶 天然橡胶+丁苯橡胶Ⅱ不要求耐油性,但要求较高的耐侯、耐臭氧性三元乙丙橡胶等
B Ⅰ要求有很高的耐油性极高丁睛橡胶 Ⅱ要求有较高的耐油性 中~高丁睛橡胶 丁睛橡胶+聚氯乙烯 等 Ⅲ要求有一般的耐油性 氯乙橡胶 氯磺化聚乙烯 C Ⅰ要求有较高的耐热、耐寒性硅橡胶 Ⅱ要求有较高的耐热、耐油和耐臭氧性丙烯橡胶 D 要求有较高的耐热、耐油、耐燃油和耐臭氧性氟橡胶 3.2表示记号 适用材料按分类记号在图纸的材料栏里象如下表示进行。 * * * * *——* . * 特别性能的种类(3) 最低抗拉强度—用两位和一位数表示(2) 硬度—用两位数表示(2) 一般规格的种类(1) 注(1)根据表1。 注(2)根据表6~表13。
注(3)表6~表13表示基本性能要求,有特殊要求时,添加按表3规定的特别性能的种类记号与基本性能区别。 例: B Ⅱ 6 10 ——O M .mac 耐酸试验 耐臭氧试验 最低抗拉强度 硬度(60Hs) 种类(基本性能) 表2 附带文字实验内容 a 老化实验 b 压缩永久弯曲试验 c 压力试验(20%时) d1 耐油试验(NO.1油) d3 耐油试验(NO.3油) f1 耐寒试验(-35±2℃90℃弯折) f2 耐寒试验(-35±2℃180℃弯折) g 耐燃料试验 h 拉裂试验 mac 耐酸试验 o H 耐臭氧试验(500ppmm×70小时伸长率30%)
https://www.doczj.com/doc/cc18738266.html, FocusFLAT Reliable CNC Machining Services 工程塑料选材常识 PEEK PEEK(聚醚醚酮),具有较高的玻璃化转变温度和熔点(334℃),这是它可在有耐热性要求的用途中可靠应用的理由之一。其负载热变型温度高达316℃,连续使用温度为260℃。 PEEK是韧性和刚性兼备并取得平衡的塑料。特别是它对交变应力的优良乃疲劳是所有塑料中最出众的,可与合金材料媲美。 密度:1.32 PSU PSU聚砜英文名Polysalfone(简称PSF或PSU)。PSF是略带琥珀色非晶型透明或半透明聚合物,具有良好的辐射稳定性,较低的离子杂质和良好的耐化学及耐水解性能。 特性 空气中最大准许工作温度非常高(可在150度持续工作)。热稳定性高,耐水解,成型收缩率小,无毒,耐辐射,耐燃,有熄性。在宽广的温度和频率范围内有优良的电性能。化学稳定性好在较宽的温度范围下机械强度好,刚性高。优秀的抗水解性,物理惰性,非常好的尺寸稳定性,半透明,不透光,抗紫外线,抗高能辐射,良好的电绝缘性能。 应用 电子绝缘部件,食品加工设备上使用广泛,如机械、泵阀、过滤器、换热器等,在与重复清洗消毒有关的医疗器械上也常常应用。 密度:1.24 防静电POM板 电阻值为108~109欧姆,具有优秀的防静电功能,卓越的表面硬度和抗化学溶剂侵蚀性能,防静电功能不易受超市,温度的影响,外观靓丽,非常平整光滑,机械强度高,加工性能优良。 密度:1.42 PA6(尼龙) 概述:聚已内酰胺(PA6)又称聚酰胺6、尼龙6。 Pa6为乳白色或微黄色透明到不透明交织状结晶性聚合物,可自由着色,韧性、耐磨性、自润滑性好、刚性小、耐低温、乃细菌、能慢燃,离火慢熄,有滴落、气泡现象,成型加工性极好:可注塑、吹塑、浇塑、、粉末成型、机加工、焊接、粘接。 PA6是吸水率最高的PA。尺寸稳定性差,并电性能(击穿电压)。具有较高的机械强度,软化点高,耐热,摩擦系数低,耐磨损,自润滑性,吸震性和消音性,耐油,耐弱酸,耐碱和一般溶剂,电绝缘性好。 密度:1.14 PPS 概述 聚苯硫醚,全称为聚亚苯基硫醚,英文名称为Polyphenylene sulfide,简称PPS。 性能
橡胶国家标准大全 No. 标准编号标准名称 1 GB/T 10541-2003 近海停泊排吸油橡胶软管 2 GB/T 19090-200 3 矿用输送空气和水的织物增强橡胶软管及软管组合件 3 GB 7542-2003 铁路机车车辆制动用橡胶软管 4 GB/T 10546-2003 液化石油气(LPG)用橡胶软管和软管组合件散装输送用 5 GB/T 15329.1-2003 橡胶软管及软管组合件织物增强液压型第1部分: 油基 流体用 6 GB/T 18950-2003 橡胶和塑料软管静态下耐紫外线性能测定 7 GB/T 5566-2003 橡胶或塑料软管耐压扁试验方法 8 GB/T 19228.3-2003 不锈钢卡压式管件用橡胶O型密封圈 9 GB 4491-2003 橡胶输血胶管 10 GB/T 19089-2003 橡胶或塑料涂覆织物耐磨性的测定马丁达尔法 11 GB/T 19208-2003 硫化橡胶粉 12 GB/T 13460-2003 再生橡胶 13 GB/T 11409.9-2003 橡胶防老剂、硫化促进剂盐酸不溶物含量的测定 14 GB/T 11409.6-2003 橡胶防老剂、硫化促进剂表观密度的测定 15 GB/T 11409.3-2003 橡胶防老剂、硫化促进剂软化点的测定 16 GB 4655-2003 橡胶工业静电安全规程 17 GB/T 5009.64-2003 食品用橡胶垫片(圈)卫生标准的分析方法 18 GB/T 5009.66-2003 橡胶奶嘴卫生标准的分析方法 19 GB/T 5009.79-2003 食品用橡胶管卫生检验方法 20 GB/T 5009.152-2003 食品包装用苯乙烯—丙烯腈共聚物和橡胶改性的丙烯腈 —丁二烯—苯乙烯树脂 及其成型品中残留丙烯腈单体的测定 21 GB/T 1698-2003 硬质橡胶硬度的测定 22 GB/T 1699-2003 硬质橡胶马丁耐热温度的测定 23 GB/T 18943-2003 多孔橡胶与塑料动态缓冲性能测定 24 GB/T 18944.1-2003 高聚物多孔弹性材料海绵与多孔橡胶制品第1部分: 片 材 25 GB/T 18946-2003 橡胶涂覆织物橡胶与织物粘合强度的测定直接拉力法 26 GB/T 18951-2003 橡胶配合剂氧化锌试验方法 27 GB/T 18952-2003 橡胶配合剂硫磺试验方法 28 GB/T 18953-2003 橡胶配合剂硬脂酸定义及试验方法 29 GB/T 7760-2003 硫化橡胶或热塑性橡胶与硬质板材粘合强度的测定90° 剥离法 30 GB/T 7762-2003 硫化橡胶或热塑性橡胶耐臭氧龟裂静态拉伸试验 31 GB/T 4500-2003 橡胶中锌含量的测定原子吸收光谱法 32 GB/T 11202-2003 橡胶中铁含量的测定1,10-菲罗啉光度法 33 GB/T 9881-2003 橡胶术语 34 GB/T 12587-2003 橡胶或塑料涂覆织物抗压裂性的测定 35 GB/T 7755-2003 硫化橡胶或热塑性橡胶透气性的测定
常用塑料完全手册 模板
1.ABS 丙烯腈-丁二烯-苯乙烯共聚物典型应用范围: 汽车( 仪表板, 工具舱门, 车轮盖, 反光镜盒等) , 电冰箱, 大强度工具( 头发烘干机, 搅拌器, 食品加工机, 割草机等) , 电话机壳体, 打字机键盘, 娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。注塑模工艺条件: 干燥处理: ABS材料具有吸湿性, 要求在加工之前进行干燥处理。建议干燥条件为80~90℃下最少干燥2小时。材料温度应保证小于0.1%。熔化温度: 210~280℃; 建议温度: 245℃。模具温度: 25~70℃。( 模具温度将影响塑件光洁度, 温度较低则导致光洁度较低) 。注射压力: 500~1000bar。( 1bar=0.1Mpa) 注射速度: 中高速度。化学和物理特性: ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性: 丙烯腈有高强度、热稳定性及化学稳定性; 丁二烯具有坚韧性、抗冲击特性; 苯乙烯具有易加工、高光洁度及高强度。从形态上看, ABS是非结晶性材料。三中单体的聚合产生了具有两相的三元共聚物, 一个是苯乙烯-
丙烯腈的连续相, 另一个是聚丁二烯橡胶分散相。ABS的特性主要取决于三种单体的比率以及两相中的分子结构。这就能够在产品设计上具有很大的灵活性, 而且由此产生了市场上百种不同品质的ABS材料。这些不同品质的材料提供了不同的特性, 例如从中等到高等的抗冲击性, 从低到高的光洁度和高温扭曲特性等。ABS材料具有超强的易加工性, 外观特性, 低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。 2.PA6 聚酰胺6或尼龙 6 典型应用范围: 由于有很好的机械强度和刚度被广泛用于结构部件。由于有很好的耐磨损特性, 还用于制造轴承。注塑模工艺条件: 干燥处理: 由于PA6很容易吸收水分, 因此加工前的干燥特别要注意。如果材料是用防水材料包装供应的, 则容器应保持密闭。如果湿度大于0.2%, 建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中暴露超过8小时, 建议进行105℃, 8小时以上的真空烘干。熔化温度: 230~280℃, 对于增强品种为250~280℃。模具温度: 80~90℃。模具温度很显著地影响结晶度, 而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要, 因此建议模具温度为80~90℃。对于薄壁的, 流程较长的塑件也建议施用较高的模具温度。增大模具温度能够提高塑件的强度和刚度, 但却降低了韧性。如果壁厚大于3mm, 建议使用20~40℃的低温模具。对于玻璃增强材料模具温度应大于80℃。注射压力: 一般在750~1250bar之间( 取决于材料和产品设计) 。
常用塑料名称缩写 1.聚苯乙烯(POLYSTYRENE),简称聚苯、PS、GPS、硬胶,是一种通用的透光性材料,特点如下:(1)光学性能好,其透光率达88%—92%。 (2)电气性能优良。 (3)着色性能好。 (4)热膨胀系数大,易产生内应力,宜用高料温、模温、低压力,延长注射时间有利于降低内应力,防止缩孔,变形(尤其对壁厚塑件),但料温高易出银线,料温低则透明度差。 (5)最大的缺点是脆性,抗冲击强度低。 (6)耐热温度低,其制品的最高连续使用温度60—80`。 (7)耐酸性能较差。 2.改性聚苯乙烯(HIPS),俗称不碎胶,比PS有较强的韧性和耐冲击强度,较大的弹性。 3.ABS: (1)机械强度高。
(2)抗冲击能力强,低温时也不会迅速下降。 (3)缺口敏感性较优。 (4)抗蠕变性好,温度升高也不会迅速下降。 (5)有一定的表面硬度,抗抓伤,耐磨性好,摩擦系数低。 (6)产品有良好的质感。 (7)电气性能好,受温度、湿度、频率变化影响小。 (8)一般耐热可达90`C,耐热型的还可以在110—115`C下连续使用。 (9)耐低温达—40`C。 (10)耐酸、碱、盐、耐油耐水。 (11)不易燃着。 (12)可以喷油、印刷、还可以电镀。 (13)能与其它许多热塑性或热固性塑料共混,改进这些塑料的加工和使用性能。 (14)缺点:不耐有机溶剂,耐候性较差,吸湿性强。 4.聚乙烯(POLYETHEREN),简称PE、马力士,是产量最大,使用最普遍的一种塑料,其特点是:(1)软性,无毒,价廉,加工方便。 (2)收缩率比其他塑料大(1.5—3.5%),且方向性明显,易变形,翘曲。 (3)结晶倾向比其他塑料大(结晶料)。 (4)流动性极好,且流动性对压力变化敏感。 (5)宜用高压注射,射速要快,保压要充分,料温应均匀。 5.聚丙烯(POLYPRORYLENE),简称PP,俗称百折胶,其性能如下: (1)结晶料,流动性极好,成形性能好,制件的表面光泽、染色效果、外伤留痕等方面优于聚乙烯(PE)。 (2)是通用塑料中耐热最高的一种(100`C)。 (3)抗位强度大,在100`C时仍保留常温时抗位强度的一半。 (4)屈服强度高,有较高的弯曲疲劳寿命。 (5)收缩率小于橡胶(HDPE),产品的翘曲,扭弯等变形程度也相对小些。 (6)冷却速度快。 (7)表面硬度比橡胶(HDPE)高,耐刮性,耐磨性也较之为好。 (8)有良好的耐应力开裂性,制件在嵌入配件后或在螺丝拧紧后不致于太容易开裂。 (9)密度小(0.0—0.1),是目前使用的塑料中最轻的品种之一。 (10)有较好的抗化学药品浸蚀性,能耐80`C以下的无机酸、碱液、盐类及很多有机溶剂的浸泡,吸水性也很小。 (11)电气性能好,介电常数低。 (12)耐冲击强度随温度变化而变化,比聚乙烯(PE)低温脆化温度高。 (13)不宜制造尺寸精度要求高或容易出现变形缺陷的产品,模具结构要特别讲究结构的合理安排。 (14)刚性不足,不宜作受力机械构件。 (15)装饰性和装配性受到限制。 (16)防火安全性差。 (17)耐候性较差。 6.尼龙(NYLO、POLYARHIDE)简写PA、属结晶料,其特点如下: 优点: (1)机械强度高,韧性好,有较高的抗位,抗压强度。 (2)耐疲劳性能突出,经受多次反复屈折仍能保持原有的机械强度。 (3)表面光滑,摩擦系数小,耐磨。 (4)耐腐蚀,耐碱和大多数盐液,还耐弱酸,机油、汽油。 (5)无毒,对生物侵蚀呈惰性,有良好抗菌、抗毒能力。
橡胶制品常用测试方法 及标准 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
1.胶料硫化特性 GB/T 9869—1997橡胶胶料硫化特性的测定(圆盘振荡硫化仪法) GB/T 16584—1996橡胶用无转子硫化仪测定硫化特性 ISO 3417:1991橡胶—硫化特性的测定——用摆振式圆盘硫化计 ASTM D2084-2001用振动圆盘硫化计测定橡胶硫化特性的试验方法 ASTM D5289-1995(2001)橡胶性能—使用无转子流变仪测量硫化作用的试验方法 DIN 53529-4:1991橡胶—硫化特性的测定——用带转子的硫化计测定交联特性 2.未硫化橡胶门尼粘度 GB/T —2000未硫化橡胶用圆盘剪切粘度计进行测定—第1部分:门尼粘度的测定 GB/T 1233—1992橡胶胶料初期硫化特性的测定—门尼粘度计法 ISO 289-1:2005未硫化橡胶——用剪切圆盘型黏度计—第一部分:门尼黏度的测定
ISO 289-2-1994未硫化橡胶——用剪切圆盘型黏度计测定—第二部分:预硫化特性的测定 ASTM D1646-2004橡胶粘度应力松驰及硫化特性(门尼粘度计)的试验方法JIS K6300-1:2001未硫化橡胶-物理特性-第1部分:用门尼粘度计测定粘度及预硫化时间的方法 3.橡胶拉伸性能 GB/T528—1998硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 ISO37:2005硫化或热塑性橡胶——拉伸应力应变特性的测定 ASTMD412-1998(2002)硫化橡胶、热塑性弹性材料拉伸强度试验方法 JIS K6251:1993硫化橡胶的拉伸试验方法 DIN 53504-1994硫化橡胶的拉伸试验方法 4.橡胶撕裂性能 GB/T 529—1999硫化橡胶或热塑性橡胶撕裂强度的测定(裤形、直角形和新月形试样)
包装热封用塑料薄膜 为了满足对包装材料品质的要求,在复合薄膜的设计加工中,应对热封用薄膜进行正确的选用。任何材料和结构的设计选用,都应当遵守全面满足性能要求的前提下,成本最低的原则。干式复合中,热封用塑料薄膜的选择是很重要的一个设计。这应当把握热封必要的性能特点;了解热封薄膜有关的性能数据;然后正确选用。包装用热封膜必要的特性,主要有:对内容物的质量有良好保护性能,即阻隔性、机械保护性、耐内容物性、稳定性。 为了获得良好的低温热封性、夹杂物热封性,选用的热封用塑料薄膜和树脂都是熔点较低的PE流涎膜或吹胀膜,以及少量流涎聚丙烯(为了获得较高的耐热性),乙烯及乙烯的共聚物,均有良好的热粘合性。各种热封用薄膜的对比物性如下: 1、热封强度:在实际使用过程中,包装薄膜损伤的大部分是发生在热封部分,这量由于热封强
度不足,热封不适宜,热封的装置以及热封条件不合适造成的。其中最重要的、热封温度,原则上,热封温度大于起始热封温度后就能热封。对于一般的塑料而言,热封温度愈高,热封强度愈大,但是过高的热封温度使热封薄膜在热封棒压力下(一般为2Kg/cm2的压力)熔融流动被挤压热到热封二边上,反而热封强度会降低,;因为热封处薄膜变薄造成的。因此适当的热封温度和热封时间(一般为0.5秒)是很重要的。 2、热封起始温度:当热封起始温度低时,可使用在高速自动包装机上,在日本,作为低温快速热封的EVA。随VA含量的提高,熔融温度降低,结晶度下降,当VA含量超过25%时,EVA 是无定形塑料具有良好回弹性和高度热粘合性,具热弹体性。日本最广泛使用的是VA含量3~5%的EVA,作为热封用薄膜,有良好强度和热封强度。VA含量7%以上的EVA树脂中含有较多的防粘连剂和滑爽剂等,对于用于热封有较多的障碍所以应用较少,在日本作为容器盖材具有低温热封易剥离材料的是EMAA树脂。 3、夹杂物热封强度。热封表面如被内容物污染,结果热封强度显著降低。夹杂物热封强度同夹杂物的种类、热封薄膜的材质的不同而不同。一般讲来,具有同热间剥离相似的倾向。经验告诉我们,夹杂物热封性由好到坏的顺序是:IR >EA >EMA>EVA>LLDPE>LDPE。 容器盖材一般使用复合薄,其内封层应与容器热封,因而需要具有热封性和易开启性,具有良好的使用条件适性。 第九章塑料薄膜的生产工艺 塑料薄膜的性能不仅同树脂的种类、分子量的大小、分子量分布、枝化度及添加剂有关,还同成型加工的方法和成型过程中的工艺参数有关。同一种制品可以由不同的加工工艺生产出来,
塑料大全手册 目录 塑料的定义与分类 ABS 苯乙烯树脂三元聚合物 ASA 丙烯酸-苯乙烯-丙烯睛 CPVC 氯化聚氯乙烯 烯丙酯类树脂 EEA 乙烯-丙烯酸乙酯 EMAC 乙烯-丙烯酸甲酯 EP 环氧树脂 EPS可发性聚苯乙烯 ETFE 聚四氟乙烯-乙烯共聚物 ETPES 工程用热塑性弹性体 EVOH 乙烯-乙烯醇共聚物 HIPS 抗冲击聚苯乙烯 IS 有机硅塑料 MF,UF 氨基塑料 PA 聚酰胺(尼龙) PA6 聚酰胺6或尼龙6 PA12 聚酰胺12或尼龙12 PA66 聚酰胺66或尼龙66 PAR 或PAT聚芳基酸酯or聚芳酯 PBT 聚对苯二甲酸丁二醇酯 PC 聚碳酸酯 PC/ABS聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物和混合物 PC/PBT聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物 PE 聚乙烯 PE-HD 高密度聚乙烯(HDPE) PE-LD 低密度聚乙烯(LDPE) PE-LLD 线性低密度聚乙烯(LLDPE) PE-VLD 超低密度聚乙烯(VLDPE) PEI 聚乙醚 PET 聚对苯二甲酸乙二醇酯 PETG 乙二醇改性-聚对苯二甲酸乙二醇酯 PF 酚醛 PFA 可溶性聚四氟乙烯PMMA 聚甲基丙烯酸甲酯 POM 聚甲醛 PP 聚丙烯均聚物(1) PP 聚丙烯(2) PP 聚丙烯无规共聚物 PP 抗冲击型共聚物 PPA 聚邻苯二酰胺 PPE 聚丙乙烯 PPO 改性聚苯醚 PPS 聚苯硫醚 PS 聚苯乙烯 PS 通用级聚苯乙烯 PSO 聚砜(PSU) 聚醚砜 PTFE(F4)聚四氟乙烯 PVC 聚氯乙烯 PVDC 聚偏氯乙烯 SAN 苯乙烯-丙烯腈共聚物 OSA 烯烃改性苯乙烯-丙烯腈共聚树脂S-MA 苯乙烯-马来酸酐共聚物 苯乙烯-丁二烯共聚物 SMC 热固性聚酯 热塑性弹性体(弹性)合金 烯烃类热塑性弹性体 TPE 热塑性弹性体 苯乙烯类热塑性弹性体(苯乙烯类TPES) 聚氨酯热塑性弹性体(聚氨酯TPEs) TPOS 热塑性聚烯烃 TPUS 聚氨酯热塑性弹性体(聚氨酯TPUS) 热塑性聚酰亚胺 附录1塑料名称中英文对照表 附录2常用塑料的分类和用途 附录3常用塑料的鉴别表
1、什么是塑料 塑料是在一定条件下,一类具有可塑性的高分子材料的通称,一般按照它的热熔性把它们分成:热固性塑料和热塑性塑料。它是世界三大有机高分子材料之一(三大高分子材料是塑料,橡胶,纤维)。 塑料的英文名是plastic,俗称:塑胶。 a)热塑性塑料。热塑性塑料是指加热后会熔化,可流动至模具,冷却后成型,在加热后又会 熔化的塑料。即可运用加热及冷却,使其产生可逆变化(液态?固态),即物理变化。通用的热塑性其连续使用温度在100℃以下,PP除外。 b)热固性塑料。热固性塑料是指在受热或其他条件下固化后不溶于任何溶剂,且不会用加热的方法使其再次软化的塑料。热固性塑料加热温度过高就会分解。如酚醛塑料(俗称电木)、环氧塑料等。 1)为什么有人称塑料为树脂? 人类最早认识的高分子材料都是树皮割破后流出的液体的提取物,呈粘稠状,也就是说它是树中提取的脂。因此,目前仍然有很多人把这种高分子材料叫树脂。但随着现代化工工业的发展,现在所用的高分子材料都是石油化工产品或石油化工的副产品或石油合成产品。现代的塑料已经不是树中提取物了,而是石化产品。 2)塑料的本色和牌号 一般的塑料合成以后,从合成塔出来,都是面粉状的粉末,不能用来直接生产产品,这就是人们常说的从树汁中提取出脂的成份是一样的,也称为树脂,也叫粉料,这是一种纯净的塑料,它流动性差,热稳定性低,易老化分解,不耐环境老化;因此,人们为了改善以上缺陷,在树脂粉中加入热稳定剂,抗老化剂,抗紫外光剂,加入增塑剂增加它的流动性,生产出适应各种加工工艺的,有特殊性能的,不同牌号的塑料品种。所以,同一种塑料品种有很多牌号,如:ABS就有注塑级的,有挤出级的,有电镀级的,有高刚性的,有很大柔韧性的等,这才是目 前人们普遍所使用的塑料,它们都经过造粒,都是颗粒料。每一种牌号的塑料,适应每一种工艺,或注塑,或挤出,或压延,或吸塑等。 3)塑料的分子结构 一般塑料的分子结构,都是线性的高分子链或带支链的高分子链段,有结晶和非结晶两种,塑料材料的性能与其结晶性能有很大的关系,与其分子结构有很大的关系,也与其组成的元素有很大的关系,一般来说,塑料的结晶率越大,其透光性就越差; 带脂基的,带氨基的,带醇基的,比较易吸水,比较容易因水的作用分解,加工时,也比较难烘干;(PA(聚酰胺),PC(聚碳酸酯),PET(聚对苯二甲酸乙二醇酯),PBT(聚对苯二甲酸丁二醇酯),PMMA(聚甲基丙烯酸甲酯)) 带烯烃基的,塑料的柔性较好。(PE(聚乙烯),PP(聚丙烯)) 带苯环的,塑料比较刚硬。(PS(聚苯乙烯)) 由于塑料的分子结构千差万别,形成了不同品种的,性能差异很大,不同牌号的上万种产品。