Designation:F2112?02(Reapproved2011)
Standard Terminology for
Membrane Switches1
This standard is issued under the?xed designation F2112;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(′)indicates an editorial change since the last revision or reapproval.
1.Scope
1.1This terminology de?nes terms that are commonly used in the membrane switch industry.
1.2These de?nitions are not mutually exclusive.
2.Terminology
actuation force—the maximum force measured prior to or including point at which contact closure is achieved on a membrane switch.
bend—to force from a straight form into different and espe-cially a curved one.
bend cycle—a fold of a sample around a speci?ed mandrel which is“rolled”in one direction,followed by rolling in the opposite direction,returning the sample to its original position.
circuit resistance—electrical resistance as measured between two test points whose internal contacts,when held closed, complete a circuit.
conductor resistance—the measured electrical resistance through a circuit loop between two test points.
contact bounce—intermittent contact opening and contact closure that may occur after switch operation.
contact closure—the event at which a speci?ed resistance is achieved on a membrane switch.
contact force—the force at contact closure.
crease—a ridge or groove made by folding and pressing. crease cycle—a180degree crease followed by a?attening of the crease.
current carrying capacity—the maximum level of electrical current that a circuit can conduct without sustaining damage.dielectric withstand voltage—the maximum voltage a dielec-tric can withstand in a membrane switch without a visual change from a voltage discharge or speci?ed change of insulation resistance,or both.
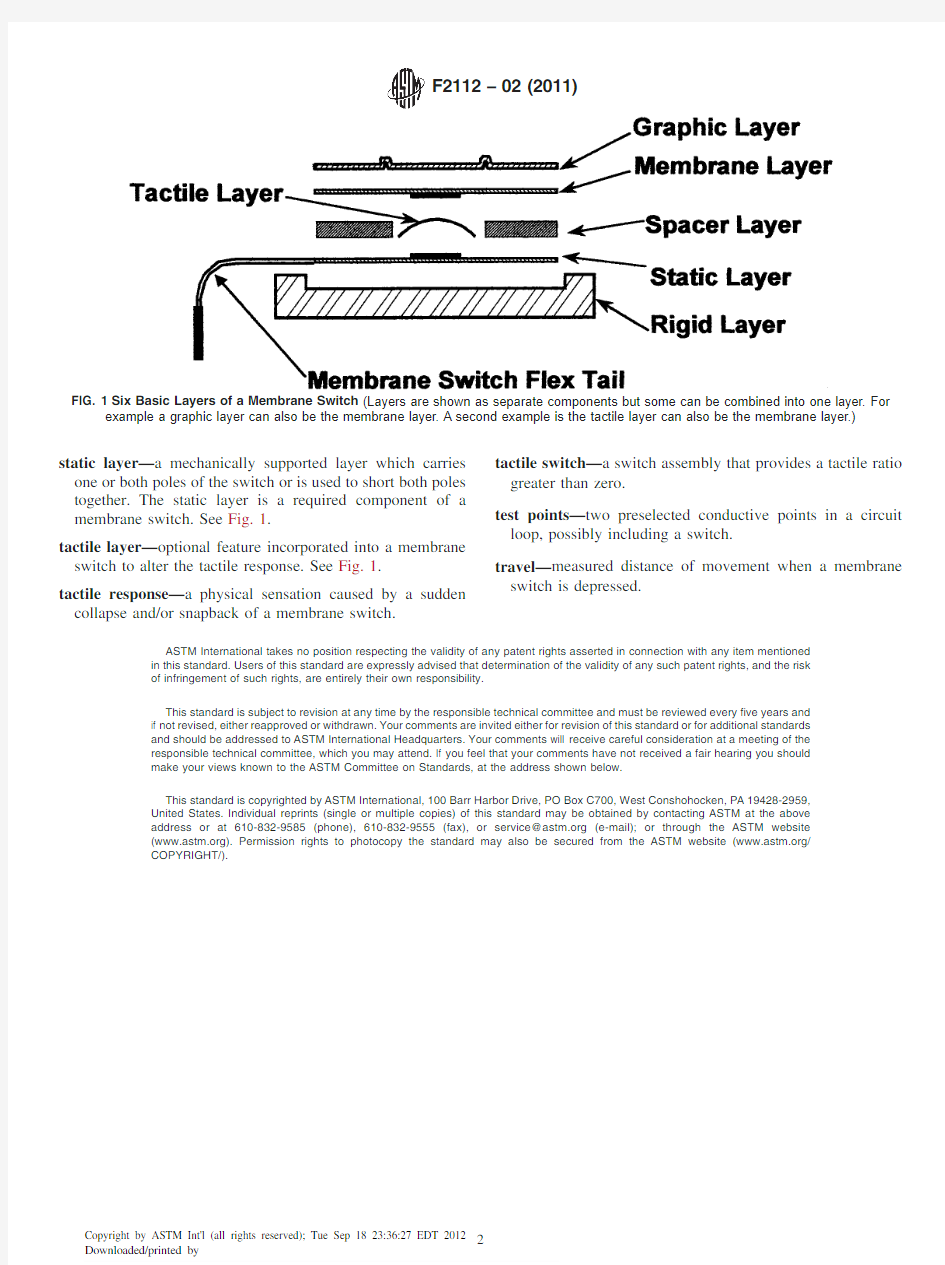
duty cycle—the ratio of switch closed time to total cycle time. graphic layer—optional decorated layer of a membrane switch.See Fig.1.
insulation resistance—the electrical resistance between two isolated test points on a membrane switch.
leakage current—current?ow through the insulation between test points.
membrane layer—a?exible dynamic layer which carries one or both switch poles the de?ection of which is used to short both poles together.The membrane layer is a required component of a membrane switch.See Fig.1. membrane switch—a momentary switching device in which at least one contact is on,or made of,a?exible substrate. membrane switch?ex tail—?exible portion of a membrane switch used for input/output connection.
non–tactile switch—a switch assembly that has a tactile ratio equal to zero.
open circuit resistance—minimum allowable resistance as measured between two test points that,if lower than,will indicate an electrical short.
power capacity—electrical power is de?ned as current×voltage=V×I(watts)
rigid layer—provides mechanical support for the membrane switch.See Fig.1.
silver migration—a process by which silver,when in contact with insulating materials under electrical potential,is re-moved ionically from its original location,and is redeposited as a metal(silver dendrite)at some other location. spacer layer—a material(usually dielectric)sometimes used to maintain a separation between the membrane layer and static layer of a membrane switch.
speci?ed circuit resistance—maximum allowable circuit re-sistance as measured between two terminations whose inter-nal contacts,when held closed,complete a circuit.
1This terminology is under the jurisdiction of ASTM Committee F01on
Electronics and is the direct responsibility of Subcommittee F01.18on Membrane
Switches.
Current edition approved Feb.1,2011.Published March2011.Originally
approved https://www.doczj.com/doc/dd10102634.html,st previous edition approved in2002as F2112-02.DOI:
10.1520/F2112-02R11.
Copyright?ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959.United States
static layer—a mechanically supported layer which carries one or both poles of the switch or is used to short both poles together.The static layer is a required component of a membrane switch.See Fig.1.
tactile layer—optional feature incorporated into a membrane switch to alter the tactile response.See Fig.1.
tactile response—a physical sensation caused by a sudden collapse and/or snapback of a membrane switch.
tactile switch—a switch assembly that provides a tactile ratio greater than zero.
test points—two preselected conductive points in a circuit loop,possibly including a switch.
travel—measured distance of movement when a membrane switch is depressed.
ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this https://www.doczj.com/doc/dd10102634.html,ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.
This standard is subject to revision at any time by the responsible technical committee and must be reviewed every ?ve years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.
This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@https://www.doczj.com/doc/dd10102634.html, (e-mail);or through the ASTM website (https://www.doczj.com/doc/dd10102634.html,).Permission rights to photocopy the standard may also be secured from the ASTM website (https://www.doczj.com/doc/dd10102634.html,/
COPYRIGHT/).
FIG.1Six Basic Layers of a Membrane Switch (Layers are shown as separate components but some can be combined into one layer.For
example a graphic layer can also be the membrane layer.A second example is the tactile layer can also be the membrane
layer.)
F2112?02(2011)
SAE标准代号名称对照表(英文版) 美国SAE标准网上购买 SAE-STD标准网络服务 购买下列标准及美国SAE标准汇编光盘请访问 https://www.doczj.com/doc/dd10102634.html,/book/sae/index.htm SAEJ10:2000 (R) Automotive and Off-Highway Air Brake Reservoir Performance and Identification Requirements.pdf SAEJ100:1999 Class “A” Vehicle Glazing Shade Bands.pdf SAEJ1001:1987 (R) INDUSTRIAL FLAIL MOWERS AND POWER RAKES.pdf SAEJ1004:1999 Glossary of Engine Cooling System Terms.pdf SAEJ1008:1987 SOUND MEASUREMENT—SELF-PROPELLED AGRICULTURAL EQUIPMENT—EXTERIOR.pdf SAEJ101:1989 (R) HYDRAULIC WHEEL CYLINDERS FOR AUTOMOTIVE DRUM BRAKES.pdf SAEJ1012:1993 (R) OPERATOR ENCLOSURE PRESSURIZATION SYSTEM TEST PROCEDURE.pdf SAEJ1013:1992 (R) MEASUREMENT OF WHOLE BODY VIBRATION OF THE SEATED OPERATOR OF OFF-HIGHWAY WORK MACHINES.pdf SAEJ1014:1995 CLASSIFICATION AND NOMENCLATURE TOWING WINCH FOR SKIDDERS AND CRAWLER TRACTORS.pdf SAEJ1015:1995 TON KILOMETER PER HOUR TEST PROCEDURE.pdf SAEJ1017:1986 NOMENCLATURE—ROLLERS AND COMPACTORS.pdf SAEJ1019:1990 (R) TESTS AND PROCEDURES FOR HIGH TEMPERATURE TRANSMISSION OIL HOSE,ENGINE LUBRICATING OIL HOSE, AND HOSE ASSEMBLIES.pdf SAEJ1024:1989 (R) FUEL-FIRED HEATERS--AIR HEATING--FOR CONSTRUCTION AND INDUSTRIAL MACHINERY.pdf SAEJ1025:2000 Test Procedures for Measuring Truck Tire Revolutions Per Kilometer_Mile.pdf SAEJ1028:1998 Mobile Crane Working Area Definitions.pdf SAEJ1029:1996 (R) LIGHTING AND :19KING OF CONSTRUCTION, EARTHMOVING MACHINERY.pdf SAEJ1032:1987 DEFINITIONS FOR MACHINE A V AILABILITY (OFF-ROAD WORK MACHINES).pdf SAEJ1033:1993 PROCEDURE FOR MEASURING BORE AND FACE RUNOUT OF FLYWHEELS, FLYWHEEL HOUSINGS, AND FLYWHEELHOUSING ADAPTERS.pdf SAEJ1037:2001 (R) Windshield Washer Tubing.pdf SAEJ1038:1992 (R) RECOMMENDATIONS FOR CHILDREN'S SNOWMOBILE.pdf SAEJ1042:2002 Operator Protection for General-Purpose Industrial Machines.pdf SAEJ1044:1981 WORLD MANUFACTURER IDENTIFIER.pdf SAEJ1050:2003 (R) Describing and Measuring the Driver's Field of View.pdf SAEJ1051:2002 Force-Deflection Measurements of Cushioned Components of Seats for Off-Road Work Machines.pdf SAEJ1052:2002 (R) Motor Vehicle Driver and Passenger Head Position.pdf SAEJ1053:1996 STEEL STAMPED NUTS OF ONE PITCH THREAD DESIGN—INCH SERIES.pdf SAEJ1053M:1996 (R) STEEL STAMPED NUTS OF ONE PITCH THREAD
电镀线安全操作规程示范 文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
电镀线安全操作规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1.开机前,首先点检机器设备是否正常,有无“带病”作 业,安全防护装置是否处于有效状态; 2.天车运行过程中,身体任何部位不可伸入机器设备运 行范围内,或在天车运行轨道上放置其他物品; 3.添加药水﹑电检机器设备﹑测量槽温﹑设备维修保养 时,必须配戴安全帽且停机作业; 4.机器设备维修时,需在现场﹑启动开关处张贴“维修 中,禁止启动”等 标示; 5.出现紧急状况或其它异常状况时,可按下列方法之一 操作: a.可启动上板台处程序停止与程序暂停按钮;
b.可启动添车控制盒上的程序停止或将自动转换为寸动; c.可拉动轨道下方的拉线开关; d.可推动防撞开关; 6.添加药水需佩带齐全劳动防护用具才能进行; 7.添水添加作业时,应小心谨慎,防止药水溅上皮肤或眼中.若发生此类事故,应立即用大量清水冲洗患处15-30分钟,必要时及时就医; 8.现场所存放的化学药水需分类存放; 9.药水储存不得超过2层,并有相对应的MSDS(物质数据安全表); 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
《电镀污染物排放标准》(GB21900-2008) 1 适用范围 本标准规定了电镀企业和拥有电镀设施企业的电镀水污染物和大气污染物的排放限值等内容。 本标准适用于现有电镀企业的水污染物排放管理、大气污染物排放管理。 本标准适用于对电镀设施建设项目的环境影响评价、环境保护设施设计、竣工环境保护验收及其投产后的水、大气污染物排放管理。 本标准也适用于阳极氧化表面处理工艺设施。 本标准适用于法律允许的污染物排放行为;新设立污染源的选址和特殊保护区域内现有污染源的管理,按照《中华人民共和国大气污染防治法》、《中华人民共和国水污染防治法》、《中华人民共和国海洋环境保护法》、《中华人民共和国固体废物污染环境防治法》、《中华人民共和国放射性污染防治法》和《中国人民共和国环境影响评价法》等法律、法规、规章的相关规定执行。 本标准规定的水污染物排放浓度限值适用于企业向环境水体的排放行为。 企业向设臵污水处理厂的城镇排水系统排放废水时,有毒污染物总铬、六价铬、总镍、总镉、总银、总铅、总汞在
本标准规定的监控位臵执行相应的排放限值;其他污染物的排放控制要求由企业与城镇污水处理厂根据其污水处理能力商定或执行相关标准,并报当地环境保护主管部门备案;城镇污水处理厂应保证排放污染物达到相应排放标准要求。 建设项目拟向设臵污水处理厂的城镇排放水系统排放废水时,由建设单位和城镇污水处理厂按前款的规定执行。 2 规范性引用文件 本标准内容引用了下列文件中的条款。 GB/T6920-1986 水质 pH值的测定玻璃电极法 GB/T7466-1987 水质总铬的测定高锰酸钾氧化-二苯碳酰二肼分光光度法 GB/T7467-1987 水质六价铬的测定二苯碳酰二肼分光光度法 GB/T7468-1987 水质汞的测定冷原子吸收分光光度法 GB/T7469-1987 水质汞的测定双硫腙分光光度法 GB/T7470-1987 水质铅的测定双硫腙分光光度法 GB/T7471-1987 水质镉的测定双硫腙分光光度法 GB/T7472-1987 水质锌的测定双硫腙分光光度法 GB/T7473-1987 水质铜的测定 2,9-二甲基-1,10菲罗啉分光光度法 GB/T7474-1987 水质铜的测定二乙基二硫氨基甲酸
/* 日本工业标准JIS标准—代号名称对照表【中文版】 招聘(广告) 管理提醒: 本帖被tuzi123 执行锁定操作(2007-05-12) JIS B0001 ERRATUM 1-2000 机械工程技术制图(勘误1) JIS B0001-2000 机械工程技术制图 JIS B0002-1-1998 技术制图.螺纹和螺纹部件.第1部分:通用规范 JIS B0002-2-1998 技术制图.螺纹和螺纹部件.第2部分:螺纹嵌镶件 JIS B0002-3-1998 技术制图.螺纹和螺纹部件.第3部分:简化表示 JIS B0003-1989 齿轮的制图室实施规范 JIS B0004-1995 技术制图.弹簧画法 JIS B0005-1-1999 技术绘图.滚动轴承.第1部分:一般简化图解 JIS B0005-2-1999 技术绘图.滚动轴承.第2部分:细节简化图解 JIS B0006-1993 技术制图.花键和锯齿形花键的画法 JIS B0011-1-1998 技术制图.管道的简化表示法.第1部分:通则和正交表示法 JIS B0011-2-1998 技术制图.管道的简化表示法.第2部分:等角投影 JIS B0011-3-1998 技术制图.管道的简化表示法.第3部分:通风和排水系统终端部件 JIS B0021-1998 产品几何量技术规范(GPS).几何公差.形状、方向、位置和偏转公差 JIS B0022-1984 几何公差的基准及基准系统 JIS B0023-1996 技术制图.几何公差.最大和最小的实体公差要求 JIS B0024-1988 技术制图.公差表示的基本原则 JIS B0025-1998 机械制图.几何公差.位置公差 JIS B0026-1998 技术制图.尺寸和公差.非钢性部件 JIS B0027-2000 技术制图.剖面的尺寸和公差表示 JIS B0028-2000 技术制图.尺寸和公差表示.锥形 JIS B0029-2000 技术制图.方向和位置的公差表示.突出公差带 JIS B0031-2003 产品几何量技术规范(GPS).技术产品文献表面结构标注方法 JIS B0041-1999 技术绘图.中心孔简化图解 JIS B0090-10-2001 光学元件和系统图的绘制.第10部分:表示透镜元件数据的表 JIS B0090-11-2001 光学元件和系统图的绘制.第11部分:不包含公差的数据 JIS B0090-1-2001 光学元件和系统图的绘制.第1部分:总则 JIS B0090-12-2001 光学元件和系统图的绘制.第12部分:非球型表面 JIS B0090-2-2001 光学元件和系统图的绘制.第2部分:材料缺陷.应力双折射 JIS B0090-3-2001 光学元件和系统图的绘制.第3部分:材料缺陷.起泡和杂质 JIS B0090-4-2001 光学元件和系统图的绘制.第4部分:材料缺陷.不均匀和擦痕 JIS B0090-5-2001 光学元件和系统图的绘制.第5部分:表面形式公差 JIS B0090-6-2001 光学元件和系统图的绘制.第6部分:中心校正公差 JIS B0090-7-2001 光学元件和系统图的绘制.第7部分:表面缺陷公差 JIS B0090-8-2001 光学元件和系统图的绘制.第8部分:表面结构 JIS B0090-9-2001 光学元件和系统图的绘制.第9部分:表面处理和涂覆 JIS B0100-1984 阀门术语 JIS B0101-1994 螺纹和紧固件.词汇
电镀工序作业指导书 1.0目的 建立详细的作业规范,籍以稳定品质,提升生产效率,并作为设备保养、员工操作的依据,此文件同时也是本岗位新员工培訓之教材。 2.0适用范围 本作业规范适用于本公司电镀班图形电镀工序。 3.0职责 3.1制造部职责 3.1.1员工按工艺提供的参数制造符合要求的产品并作相关的记录,领班对此进行监督和审核。 3.1.2领班負责对员工进行生产操作的培訓及考核。 3.2 品质部职责 品质部负责对制造部的品质、保养、操作、参数和环境稽核与监控,保证产品符合客戶要求。 3.3 工艺部职责 评估和提供生产过程中各种参数要求,及其实现之方法。 3.4维修部 生产设备的管理、维护和维修。 4.0 作业内容 4.1工艺流程 4.1.1加厚铜(板电)作业流程示意图 上料→酸洗→电镀铜→溢流水洗→溢流水洗→下料→洗板烘干→自检→转下工序4.1.2图形电铜电锡基本流程示意图 上料→除油→溢流水洗→溢流水洗→微蚀→溢流水洗→溢流水洗→酸洗→电镀铜 →溢流水洗→溢流水洗→酸洗→电锡→溢流水洗→溢流水洗→下料→转退膜蚀刻4.2 电镀基本流程说明 4.2.1上料:戴手套作业,小心擦花板面,夹具夹紧板边防止掉板,同时夹板靠夹棍底部。 4.2.2除油:清除板面油污、灰尘、指纹印、氧化等。 4.2.3微蚀:清除板面氧化,粗化板面,增强板面与镀层的结合力。微蚀后的板面色泽一
致呈粉红色。 4.2.4酸洗:除去铜表面轻微氧化膜,同时也防止上工序的残液进入镀铜液中,对镀液有 一定的保护作用。还活化铜面,便于电镀时铜的沉积。 4.2.5镀铜:实现孔壁及线路之厚度要求,保证其优良之导电性能。 4.2.6镀锡:作为碱性蚀刻之抗蚀层,形成良好之线路图形。 4.2.7烘烤:湿膜板用105℃烘15分钟以固化油墨,防止电镀时油墨脱落、渗镀、铜点等不 良现象的发生。 4.3 电镀线工艺参数和操作条件
电镀水污染物排放标准 Discharge standard of water pollutants for electroplating (征求意见稿) DB44 ICS 13.040.40 Z 60
前言 .............................................................................................................................................. I 引言 ............................................................................................................................................. II 1 范围 (1) 2 规范性引用文件 (1) 3 术语和定义 (2) 4 技术内容 (3) 4.1 区域划分 (3) 4.2 污染物排放限值 (3) 5 污染物监测要求 (5) 5.1 污染物监测的一般要求 (5) 5.2 污染物监测要求 (6) 6 标准实施与监督 (8) 附录A(规范性附录)水质铝的测定间接火焰原子吸收法 (9) 附录B(规范性附录)水质铝的测定电感耦合等离子发射光谱法(ICP-AES) (12)
本标准依据GB/T 1.1-2009规则进行起草,是在《电镀污染物排放标准》(GB21900-2008)的基础上制定的广东省地方标准。 本标准的全部技术内容为强制性。 本标准由广东省环境保护厅提出并归口。 本标准主要起草单位:广东省环境科学研究院、广东省环境科学学会 本标准主要起草人:xxx 本标准由广东省人民政府xxxx年xx月xx日批准 本标准于xxxx年x月x日首次发布,自xxxx年x月x日实施。
精工电镀有限公司文件编号:JG/11/06版 本:A 修 订 号:0 职责责任发文日期:2011年6月7日 生效日期:2011年6月7日 编制: 复 核: 批准:电镀车间作业指导书 一、车间主管工作职责 1.1认真实行“精工”精神,坚决执行厂部生产任务及各项规章制度。 1.2全面负责电镀车间管理工作、车间考勤、班组长的任务及奖罚。 1.3落实生产协调、急件按排,推进公司6S管理工作。 1.4有创新精神,对工艺开发,新镀产品研究。 1.5监督检查工艺员对工艺维护、机器保养是否合格,有没有按相关操作流程及要求执行。 1.6负责车间的人才培养,人员培训,安全生产教育,技术指导。 1.7时刻检查车间的不良隐患,以预防为主,确保生产必须安全。 1.8与各部门之间做好协调及沟通,时刻为大局着想,以大局为重。 1.9负责车间的材料领用,如何节能降耗。 1.10敬岗、爱业、团结、友善待人。 二、工艺员、机动人员工作要求及工作职责 1、工艺员的工作职责 1.1服从车间主管、班长工作按排,合理按排好各机动人员工作,对机动 人员负有管理权和处罚建议权。
1.2正确指导各机动人员的工作操作,不得有违规、有危险操作,确保生产必须安全。 1.3维护好各镀槽镀液,确保车间生产正常。 1.4负责监控各生产线,整流器、过滤机、抽风细流等生产设备的保养维护工作。 1.5对样板、试镀产品做好跟踪,并做好详细记录。 2、工艺员的工作要求(工艺维护要求) 目的:为了保证车间工艺正常,不影响生产,减少不良品 要求:2.1各镀槽温度必须保证在工艺范围之内,生产时必须在2小时内量一次温度,确保无误。 2.2各镀槽PH值必须保证在工艺范围之内,生产时每天必须测一次。2.3正常生产情况下:仿金、黄铜、碱铜每天化验一次,耐铜、光镍、黑镍、3-5天化验一次,保证各镀槽浓度在工艺范围之内、比例不失调。 2.4 耐铜必须二天打一次试片、保证光剂不失调,试情况需要1-2个月清洗一次。 2.5光镍、哑镍,七天碳处理一次(防止油垢污染)七天电解处理一次(防止金属杂质污染) 一个月清洗一次,六个月大处理一次。 2.6酸解缸开单班十五天更换一次,开双班十天更换一次。自更换之日起,三天每天补充硫酸一桶,保证其除锈效果。 2.7热脱为保证除油效果,保证在8-13之间,五个月更换一次其它镀槽根据化验结果进行补充。 2.8各镀槽光亮剂的添加要少加、勤加:杜绝有撑死和饿死现象。 三、机动人员工作要求 3.1服从车间主管、工艺员的工作按排、工作直接对工艺员负责。 在高温、碱、酸、化物槽操作时要戴好劳保用品。吃饭、喝水前必须要洗手,保证安全和卫生,有自我安全防护意识。
电镀污染物排放标准 (GB21900-2008) 1 适用范围 本标准规定了电镀企业和拥有电镀设施企业的电镀水污染物和大气污染物的排放限值等内容。 本标准适用于现有电镀企业的水污染物排放管理、大气污染物排放管理。 本标准适用于对电镀设施建设项目的环境影响评价、环境保护设施设计、竣工环境保护验收及其投产后的水、大气污染物排放管理。 本标准也适用于阳极氧化表面处理工艺设施。 本标准适用于法律允许的污染物排放行为;新设立污染源的选址和特殊保护区域内现有污染源的管理,按照《中华人民共和国大气污染防治法》、《中华人民共和国水污染防治法》、《中华人民共和国海洋环境保护法》、《中华人民共和国固体废物污染环境防治法》、《中华人民共和国放射性污染防治法》和《中国人民共和国环境影响评价法》等法律、法规、规章的相关规定执行。 本标准规定的水污染物排放浓度限值适用于企业向环境水体的排放行为。 企业向设置污水处理厂的城镇排水系统排放废水时,有毒污染物总铬、六价铬、总镍、总镉、总银、总铅、总汞在本标准规定的监控位置执行相应的排放限值;其他污染物的排放控制要求由企业与城镇污水处理厂根据其污水处理能力商定或执行相关标准,并报当地环境保护主管部门备案;城镇污水处理厂应保证排放污染物达到相应排放标准要求。 建设项目拟向设置污水处理厂的城镇排放水系统排放废水时,由建设单位和城镇污水处理厂按前款的规定执行。
2 规范性引用文件 本标准内容引用了下列文件中的条款。 GB/T6920-1986 水质 pH值的测定玻璃电极法 GB/T7466-1987 水质总铬的测定高锰酸钾氧化-二苯碳酰二肼分光光度法 GB/T7467-1987 水质六价铬的测定二苯碳酰二肼分光光度法 GB/T7468-1987 水质汞的测定冷原子吸收分光光度法 GB/T7469-1987 水质汞的测定双硫腙分光光度法 GB/T7470-1987 水质铅的测定双硫腙分光光度法 GB/T7471-1987 水质镉的测定双硫腙分光光度法 GB/T7472-1987 水质锌的测定双硫腙分光光度法 GB/T7473-1987 水质铜的测定 2,9-二甲基-1,10菲罗啉分光光度法 GB/T7474-1987 水质铜的测定二乙基二硫氨基甲酸钠分光光度法 GB/T7475-1987 水质铜、锌、铅、镉的测定原子吸收分光光度法 GB/T7478-1987 水质铵的测定蒸馏和滴定法 GB/T7479-1987 水质铵的测定纳氏试剂比色法 GB/T7481-1987 水质铵的测定水杨酸分光光度法 GB/T7483-1987 水质氟化物的测定氟试剂分光光度法 GB/T7484-1987 水质氟化物的测定离子选择电极法 GB/T7486-1987 水质氰化物的测定硝酸银滴定法 GB/T7487-1987 水质氰化物的测定异烟酸-吡**啉酮比色法 GB/T11893-1989 水质总磷的测定钼酸铵分光光度法
标准编号:GB/T 17314-1998 标准名称:籼型杂交水稻“三系”原种生产技术操作规程 前言 为规范籼型杂交水稻“三系”原种生产技术,保持“三系”的纯度和优良种性,使其能较长时间地应用于生产,特制定籼型杂交水稻“三系”原种生产技术操作规程。 本标准由中华人民共和国农业部提出并归口。 本标准的附录A是标准的附录。 本标准负责起草单位:全国种子总站、湖南省种子管理站、湖南省种子公司、慈利县原种场、怀化地区种子公司、湖南省贺家山原种场、湖南省标准局。 本标准主要起草人:赵隆国、黄桂荪、孙汝南、龚惠和、万崇翠。 本标准委托农业部全国农业技术推广服务中心负责解释。 本标准首次发布时间为1998年4月。 籼型杂交水稻“三系”原种生产技术操作规程 Rules of operation for the production technology of basic seed of three lines of indica hybrid rice 1 范围 本规程规定了籼型杂交水稻“三系”原种生产中单株选择、株行(系)鉴定、原种生产操作技术规范。 本规程适用于籼型杂交水稻野败型不育系和不育性类似野败型不育系的新
质源类型的不育系、保持系、恢复系(以下简称为“三系”)原种生产。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 3543.1~3543.7-1995 农作物种子检验规程 GB 4404.1-1996 粮食作物种子禾谷类 3 定义 本标准采用下列定义。 3.1 不育系male sterile line 雌蕊正常而雄蕊花粉败育,不能自交结实,育性受遗传基因控制。如具有野生稻雄性不育细胞质的不育系,称为野败型不育系,通常用A表示。 3.2 保持系maintenance line 雌雄蕊发育正常,能自交结实,给不育系授粉后能够结实,但其后代仍然具有雄性不育特性。通常用B表示。 3.3 恢复系restorer line 雌雄蕊发育正常,授粉不育系所产生的杂种一代育性恢复正常,能自交结实,具有较强的优势。通常用R表示。 3.4 繁殖propagation 不育系由保持系授粉结实而繁衍种子。保持系和恢复系自交结实,统称为“三系”繁殖。 3.5 制种seed production 用恢复系给不育系授粉结实,得到育性正常且具杂种优势的杂交水稻种子,
国家安全生产监督管理总局 前言 本标准是依据《中华人民共和国安全生产法》、《中华人民共和国职业病防治法》、《作业场所安全使用化学品公约》(第170号国际公约)、《危险化学品管理条例》(国务院344号令)、《使用有毒物品作业场所劳动保护条例》(国务院352号令)及《作业场所安全使用化学品建议书》(国际劳工组织第177号建议书)等法律法规和有关职业安全标准制订,主要对电镀(包括化学镀)加工的生产企业的安全生产提出安全管理和技术措施要求,以预防和减少人身伤亡事故,达到保证安全与健康的要求。 本标准根据电镀(包括化学镀)加工的中所使用的危险化学品剧毒、易燃易爆、腐蚀等特点,结合我国电镀(包括化学镀)加工生产企业的实际情况,对电镀(包括化学镀)加工的安全生产要求作出基本规定。 本标准为强制性行业标准。 本标准由国家安全生产监督管理总局提出。 本标准由全国安全生产标准化技术委员会涂装作业分技术委员会归口。 电镀生产安全操作规程 1 范围 本标准规定了电镀(包括化学镀)生产作业操作过程中的一般性安全技术管理要求。 本标准适用于进行电镀(包括化学镀)加工的生产企业,其他表面处理作业也可参照执行。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是
否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB 2893 安全色 GB 2894 安全标志 GB/T 3138-1995 金属镀覆和化学处理与有关过程术语 GB 5083 生产设备安全卫生设计总则 GB 8978 污水综合排放标准 GB/T11651 劳动防护用品选用规则 GB/T13869 用电安全导则 GB12158 防静电通用导则 GB 15603 常用化学危险品贮存通则 GB 16297 大气污染物综合排放标准 GB 17914 易燃易暴性商品储藏养护技术条件 GB 17915 腐蚀性商品储藏养护技术条件 GB 17916 毒害品商品储藏养护技术条件 GB/T 18664 呼吸防护用品的选择、使用与维护 GB 50016 建筑设计防火规范 GB 50058 爆炸和火灾危险环境电力装置设计规范 GBZ 2.1 工作场所有害因素职业接触限值第1 部分:化学有害因素GBZ 2.2 工作场所有害因素职业接触限值第2 部分:物理因素 GBZ 158 工作场所职业病危害警示标识 3 术语与定义 GB/T 3138-1995 确立的以及下列术语和定义适用于本标准。 3.1 电镀electroplating 利用电解在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。 3.2 化学镀autocalytic plating 在经活化处理的基体表面上,镀液中金属离子被催化还原形成金属镀
电镀企业排污许可证核发审核要点 (第一版) 环保部门在核发排污许可证之前应结合环境管理要求和政府部门掌握的情况,对电镀企业提交的申请材料进行认真审核,审核主要关注以下几个方面: 一是申请排污许可证的企事业单位的生产工艺和产品不属于国家或地方政府明确规定予以淘汰或取缔的; 二是申请的企业不位于饮用水水源保护区等法律法规明确规定禁止建设区域; 三是有符合国家或地方要求的污染防治设施或污染物处理能力; 四是申请的排放浓度符合国家或地方规定的相关标准和要求,排放量符合相关要求,对新改扩建项目的排污单位,还应满足环境影响评价文件及其批复的相关要求; 五是排污口设置符合国家或地方的要求等。 一、排污单位提交的书面申请材料 电镀排污单位应当在国家排污许可证管理信息平台上填写并提交排污许可证申请,同时向有核发权限的环境保护主管部门提交通过平台印制的书面申请材料,企业提交的排污许可申请材料和守法承诺书是环保部门核发排污许可证的主要依据。
排污单位对申请材料的真实性、合法性、完整性负法律责任。 排污单位书面申请材料应当包括: 1.排污许可证申请表。 主要容包括:排污单位基本信息;与产排污相关的主要生产装置、设施、设备;废气、废水等产排污环节和污染防治设施;申请的排污口位置和数量;排放方式、排放去向、排放污染物种类、排放浓度和排放量、执行的排放标准。 2.有排污单位法定代表人或者实际负责人签字或盖章的守法承诺书。 主要承诺容包括:对申请材料真实性、合法性、完整性负法律责任;按排污许可证的要求控制污染物排放;按照相关标准规开展自行监测、台账记录;按时提交执行报告并及时公开相关信息等。 3.排污单位按照有关要求进行排污口和监测孔规化设置的情况说明。 4.建设项目环境影响评价批复文件;或按照《国务院办公厅关于加强环境监管执法的通知》(国办发〔2014〕56 号)要求,经地方政府依法处理、整顿规并符合要求的相关证明材料;污染物排放总量控制指标的文件和法律文书。 5.生产工艺流程图、污水处理工艺流程图、厂区总平面布置图。专门处理电镀废水的污水集中式处理厂除了提交污水处理工艺流程图、厂区总平面布置图外,还应提供纳污围、纳污企业、接纳每个企业的污水量、管网布置、最终排放去向等材料。
一. 常用国内外紧固件材料的标准及牌号对照 表<-> 钢中国GB 美国ASTM 德国DIN 日本工业JIS 英国BS 种标准种类代号标准种类代号标准种类代号牌号标准种类代号标准种类代号A194 Gr.1 Gr.2 GB669 45 Gr.2H G4051 S43C 4882 Gr.2H S45C Gr.2HM GB669 35 A307 Gr.A G3101 SS4l 5708 SS41 碳 素GB669 20 Gr.B G4051 S20C 1769 钢GB669 25 S25C GB669 30 A325 1 型1654 Cq85 1.1172 CG4051 S33C 8189 2 型 3A型 3B型 3C型 3D型 3E型 3F 型 YB6 1Cr5Mo A193 Gr.B5 G4107 SNB5 Gr.B6 GBl220 1Crl3 Gr.B6X 17440 X15Crl3 1.4024 4882 Gr.B6 GB307735CrMOA A193 Gr.B7 17200 42CrMo4 1.7225 G4107 SNB7 4882 Gr.B7 合 金 Gr.B7M 钢 和 YB6 15CrM01V Gr.B16 17240 21CrMoV57 1.7709 SNBl6 Gr.B16 不 GBl220 0Crl8Ni9 GL B8 17440 X5CrNi189 1.4301 G4303 SUS-304 GL.B8 锈 钢 Gr.B8A GBl220 1Crl8NillNb Gr.B8C X10CrNiNbl89 1.4550 SUS-347 Gr.B8C Gr.B8CA GBl220 0C17Nil2M02 Gr.B8M X5CrNiMo1810 l.4401 SUS-316 Gr.B8M Gr.B8MA Gr.B8N Gr.B8NA
44 /xxx—xxxx 1 电镀水污染物排放标准 Discharge standard of water pollutants for electroplating (发布稿) DB44 ICS 13 040 40 Z 60 广东省 地方 标 准 DB 44/1597-2015 2015-06-03发布 2015-08-20实施 广东省环境保护厅 广东省质量技术监督局 发布
DB 44/1597-2015 目次 前言U ............................................................................................................................................. II 1 适用范围U (1) 2 规范性引用文件U (1) 3 术语和定义U (2) 4 技术内容U (3) 4.1 区域划分U (3) 4.2 水污染物排放控制要求U (3) 5 污染物监测要求U (6) 5.1 污染物监测的一般要求U (6) 5.2 污染物监测要求U (6) 6 标准实施与监督U (8) 附录A(规范性附录)水质铝的测定间接火焰原子吸收法U (9) 附录B(规范性附录)水质铝的测定电感耦合等离子发射光谱法(ICP-AES)U (11) I
DB 44/1597-2015 前言 为贯彻《中华人民共和国环境保护法》和《中华人民共和国水污染防治法》等法律法规,加强广东省电镀水污染物排放控制,减少和削减重金属污染,保护和改善水环境质量,促进电镀工艺和污染治理技术的进步,制定本标准。 本标准依据GB/T 1.1-2009规则进行起草,是在《电镀污染物排放标准》(GB21900-2008)的基础上制定的广东省地方标准。 本标准规定了广东省辖区内电镀企业、电镀专业园区的水污染物排放控制要求。环境影响评价批复文件要求严于本标准时,按照批复文件执行。国家发布新标准严于本标准时,执行国家新标准。 本标准的全部技术内容为强制性。 本标准附录A和附录B为规范性附录。 本标准由广东省环境保护厅提出并归口。 本标准主要起草单位:广东省环境科学研究院、广东省环境科学学会、广东省电镀行业协会。 本标准主要起草人:王刚、张路路、李朝晖、尹倩婷、许冲、韩瑾珂、赵国鹏、黄振雄、罗育池、郭静翔。 本标准由广东省人民政府2015年5月8日批准。 本标准于2015年6月3日首次发布,自2015年8月20日实施。 本标准由广东省环境保护厅解释。 II
1、目的:为保证公司的产品表面、外观质量符合客户要求。 2、适用范围:电镀产品的检验。 3、定义: 3.1产品表面的分类:依产品安装后所观察到的面分类。(附件一) 3.1.1 A面:产品安装后,从正前45度上方可观察到的表面。 3.1.2 B面:产品安装后,观察者需左(右)水平转动90°产品才可看到的表面,即产品两侧面。 3.1.3 C面:产品安装使用中,一般情况下观察者不易看到的面即产品的底面和后面。 3.2表面电镀不良:产品在电镀操作过程中所产生的表面缺陷。 3.2.1起泡:镀层与基层之间因附着力不强,造成在表面隆起的现象。 3.2.2脱皮:镀层与基层结合力不够,镀层从基层起皮脱落。 3.2.3烧焦:局部镀层与其它表面镀层产生色差,表面粗糙。 3.2.4露黄:镀层未能完全覆盖基层,而露出黄色的镍层(零配件可盖住的部分除外)。 3.2.5麻点:镀层表面细微的小点。 3.2.6杂质:镀层表面因附者其它金属颗粒(凸状物),而造成表面粗糙。 3.2.7蓝膜:观察镀层表面可见蓝色的反光。 3.2.8露基材:产品表面未被镀层完全覆盖。 3.3非电镀表面不良:产品不是因电镀原因而造成的表面不良。 3.3.1碰伤:镀层表面因碰撞而产生的凹状痕迹。 3.2.2划伤:镀层表面被尖锐物体划出线状痕迹。 3.2.3擦花:镀层表面被硬物擦的轻微线状痕迹。 3.3.4白膜:电镀后,留在镀层表面的电镀液。 3.3.5波面:电镀前,产品表面未抛平整,电镀后可在镀层表面明显看到水波状波纹。 3.3.6砂眼:铸造、压铸件在抛光后,表面留有较大凹坑。 3.3.7气孔:铸造、压铸件在抛光后,表面留下较深的凹坑。 4、权责: 4.1品管部:负责该标准编制,监督车间及外协供应商执行 4.2车间及外协供应商:执行该标准 5、内容: 5.1外观检验: 5.1.1检验条件及方法: 5.1.1.1在自然散射光线下或在无反射光的白色透明光线下进行目测,光照度不低于300Lx(相当于40W日光灯下距离为500mm的光照度),检验员与电镀品之间间距300mm左右(检验员的 矫正视力1.0以上,无色盲),依据产品外观分面分级检验。 5.1.1.2抽检比例为:本体类每批抽检20%,配件类每批抽检15%。 5.1.2电镀件外观检验标准。(附表二) 5.2功能部位检测项目
作业指导书(电镀)
浙江海荣机械有限公司 作业指导书 名称:电镀 编号:HR-JS-01-008 版本号:A 版 实施日期:2012年8月16日编制:审核:批准:
一.目的 利用电解作用使金属或其它材料制件的表面附着一层金属膜从而起到防 止腐蚀,提高耐磨性、导电性、反光性及增进美观等作用。 二.适用范围 适用于指导供应商进行电镀生产,指导供应商和本公司检验员对电镀产品质量进行有效管控。 二.工作准备 1.电镀现场作业必须注意个人防护,穿好工装、水鞋,戴好口罩、胶手套等, 有腐蚀性液体灼伤皮肤及溅入口眼应及时处理,操作过程中防止电源线及其他电器回路短路。电动葫芦严禁过载。杜绝斜拉、冲顶等违规操作,保证人身及设备安全; 2.根据生产工艺卡核对产品型号、规格、数量以及电镀技术要求。 3.大工件移动时尽量使用电动葫芦,禁止赤手接触工件,戴胶手套亦应注意 手套清洗洁净,防止玷污工件表面; 4.电镀全过程严防油渍污染槽液;工件每次出槽应适当延长于槽子上方停 留时间,尽可能使槽液充分回流,减少带出污染下道工序; 5.下班前清扫现场,将锌阳极取出并打捞遗落入各池中的工件及挂钩等物, 各槽要加盖,切断电源方可离开。 三.工艺操作条件 1.工作液浓度:检测浓度比重 48—52°Be(波美度) 分析浓度硫酸 360—380克/升 铬酸 400—420克/升
三价铬≤30克/升 F—53 0.5—1克/升 2.工作液温度和时间:范围一(适用于易变形工件) 温度 58—60℃(摄氏度) 时间 15—18Min(分钟) 范围二(适用于普通工件) 温度 68--70℃(摄氏度) 时间 12—14Min(分钟) 范围三(适用于不易变形工件) 温度 72--74℃(摄氏度) 时间 8—10Min(分钟) 3)工作液搅拌方式连续压缩空气搅拌 4)工作液净化方式阳极电解净化+清缸过滤(清缸过滤频率每季度一次) 四.镀锌操作 1. 除油、除锈“二合一”: 将工件浸没入槽液中,具体时间依据工件结构,表面锈蚀程度及槽液浓度而不同, 以除净表面锈迹为准。浸泡过程中应翻动工件数次,同时观察锈蚀去除情况并防 止过腐蚀的发生,局部有过厚的锈蚀产物可用钢丝球、砂纸等打磨除去,工件表 面完全呈现出均匀灰白色基体颜色时即将其取出。 2. 水洗: 工件移入流动水洗槽清洗时不断抖动工件,保持与水的相对运动。细长管件采用强 制灌洗以保证清洗效果。提出工件待余液流尽后尽快移入中和槽,过程中可观察其 表面水膜是否完整连续以判定前道工序的除油效果。
电镀污染物排放标准集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]
《电镀污染物排放标准》(GB21900-2008) 1 适用范围 本标准规定了电镀企业和拥有电镀设施企业的电镀水污染物和大气污染物的排放限值等内容。 本标准适用于现有电镀企业的水污染物排放管理、大气污染物排放管理。 本标准适用于对电镀设施建设项目的环境影响评价、环境保护设施设计、竣工环境保护验收及其投产后的水、大气污染物排放管理。 本标准也适用于阳极氧化表面处理工艺设施。 本标准适用于法律允许的污染物排放行为;新设立污染源的选址和特殊保护区域内现有污染源的管理,按照《中华人民共和国大气污染防治法》、《中华人民共和国水污染防治法》、《中华人民共和国海洋环境保护法》、《中华人民共和国固体废物污染环境防治法》、《中华人民共和国放射性污染防治法》和《中国人民共和国环境影响评价法》等法律、法规、规章的相关规定执行。 本标准规定的水污染物排放浓度限值适用于企业向环境水体的排放行为。 企业向设置污水处理厂的城镇排水系统排放废水时,有毒污染物总铬、六价铬、总镍、总镉、总银、总铅、总汞在本标准规定的监控位置执行相应的排放限值;其他污
染物的排放控制要求由企业与城镇污水处理厂根据其污水处理能力商定或执行相关标准,并报当地环境保护主管部门备案;城镇污水处理厂应保证排放污染物达到相应排放标准要求。 建设项目拟向设置污水处理厂的城镇排放水系统排放废水时,由建设单位和城镇污水处理厂按前款的规定执行。 2 规范性引用文件 本标准内容引用了下列文件中的条款。 GB/T6920-1986 水质 pH值的测定玻璃电极法 GB/T7466-1987 水质总铬的测定高锰酸钾氧化-二苯碳酰二肼分光光度法 GB/T7467-1987 水质六价铬的测定二苯碳酰二肼分光光度法 GB/T7468-1987 水质汞的测定冷原子吸收分光光度法 GB/T7469-1987 水质汞的测定双硫腙分光光度法 GB/T7470-1987 水质铅的测定双硫腙分光光度法 GB/T7471-1987 水质镉的测定双硫腙分光光度法 GB/T7472-1987 水质锌的测定双硫腙分光光度法 GB/T7473-1987 水质铜的测定 2,9-二甲基-1,10菲罗啉分光光度法
附件1 154项行业标准编号、名称、主要内容等一览表 序号标准编号标准名称标准主要内容代替标准采标情况实施日期机械行业 1JB/T 13362-2018 电力机车用屏蔽电泵本标准规定了电力机车用屏蔽电泵的术语和定义、 型式与基本参数、技术要求、检验方法、检验规则、标 志、包装、运输和贮存。 本标准适用于电力机车的牵引变流器冷却系统用电 泵。 2018-10-01 2JB/T 13363-2018 家用屏蔽式离心电泵本标准规定了家用屏蔽式离心电泵的型式与基本参 数、技术要求、试验方法、检验规则、标志、包装、运 输和贮存。 本标准适用于家用及类似用途的屏蔽式离心电泵。 2018-10-01 3JB/T 13364-2018 液力回收透平试验方法本标准规定了液力回收透平的水力性能验收试验方 法。 本标准仅适用于回转动力泵在水轮机工况下工作的 水力性能试验。 2018-10-01 4JB/T 10750-2018 牵引车本标准规定了以下类型牵引车的术语和定义、基本 参数、技术要求、试验方法、检验规则、标志、随行文 件、运输和贮存: a)蓄电池牵引车;JB/T 10750-2007、 JB/T 10751-2007 2018-10-01
序号标准编号标准名称标准主要内容代替标准采标情况实施日期 b)内燃牵引车,包括:以柴油、汽油、液化石油气、 天然气为燃料的牵引车和混合动力牵引车。 本标准适用于额定挂钩牵引力不大于20 kN的蓄电 池牵引车、额定挂钩牵引力不大于32 kN的内燃牵引车, 额定挂钩牵引力大于20 kN的蓄电池牵引车和额定挂钩 牵引力大于32 kN的内燃牵引车可参考使用。 本标准亦适用于液化石油气牵引车、额定压力不大 于 1.6 MPa的液化天然气牵引车和额定压力不大于20 MPa的压缩天然气牵引车。 5JB/T 13367-2018 叉车属具倾翻架本标准规定了叉车倾翻架的术语和定义、技术要求、 试验方法、检验规则、标志、随行文件、包装、运输和 贮存。 本标准适用于配装在叉车上的倾翻架。 2018-10-01 6JB/T 13368-2018 叉车属具软包夹本标准规定了叉车软包夹的术语和定义、技术要求、 试验方法、检验规则、标志、随行文件、包装、运输和 贮存。 本标准适用于配装在叉车上的软包夹。 2018-10-01 7JB/T 5936-2018 工程机械机械加工件 通用技术条件 本标准规定了工程机械机械加工件的要求、检验规 则、标志、包装、运输和贮存。 本标准适用于工程机械各类机械加工件。 JB/T 5936-1991 2018-10-01 8JB/T 5937-2018 工程机械灰铸铁件通本标准规定了工程机械用灰铸铁件的术语和定义、JB/T 2018-10-01