
第29卷第1期
V ol.29N o.12008青岛理工大学学报Journal of Qingdao T echnological University
并联机床发展与国内外研究现状
李长河1,蔡光起2
(1.青岛理工大学机械设计与制造山东省重点实验室,青岛266033;2.东北大学机械工程与自动化学院,沈阳110004)
摘 要:并联机床是20世纪90年代发展起来的新型机床,它是集机床技术、机器人技术和现代数
控技术于一身的新一代加工设备,与传统数控机床相比,并联机床有刚度重量比大、响应速度快、
环境适应性强和技术附加值高等优点,具有广阔的应用前景.笔者主要介绍了并联机床的起源、发
展以及优越性,分析了并联机床的国内外发展现状以及应用领域和发展趋势.
关键词:并联机床;现状;发展趋势
中图分类号:T G580;T H161.1 文献标志码:A 文章编号:1673)4602(2008)01)0007-07
1 并联机床发展
并联机床(Parallel M achine Too ls)又称为并联结构机床(Parallel Structured Machine T ools)、虚拟轴机床(Virtual Ax is M achine T ool),也曾被称为六条腿机床、六足虫(H ex apods),在国际上一般称为Parallel Kinem atic M achine (PKM),PKM 似乎已经成为目前国际上对并联机床约定俗成的称呼,它们都是以Stew art 平台为基础的.它的出现不仅引起了世界各国的广泛关注,而且被誉为/机床结构的重大革命0,制造业给予高度的重视.
并联机床以空间并联机构为基础,充分利用计算机数字控制的潜力,以软件取代部分硬件,以电气装置和电子器件取代部分机械传动,使将近两个世纪以来以笛卡尔坐标直线位移为基础的机床结构和运动学原理发生了根本变化[1]
.
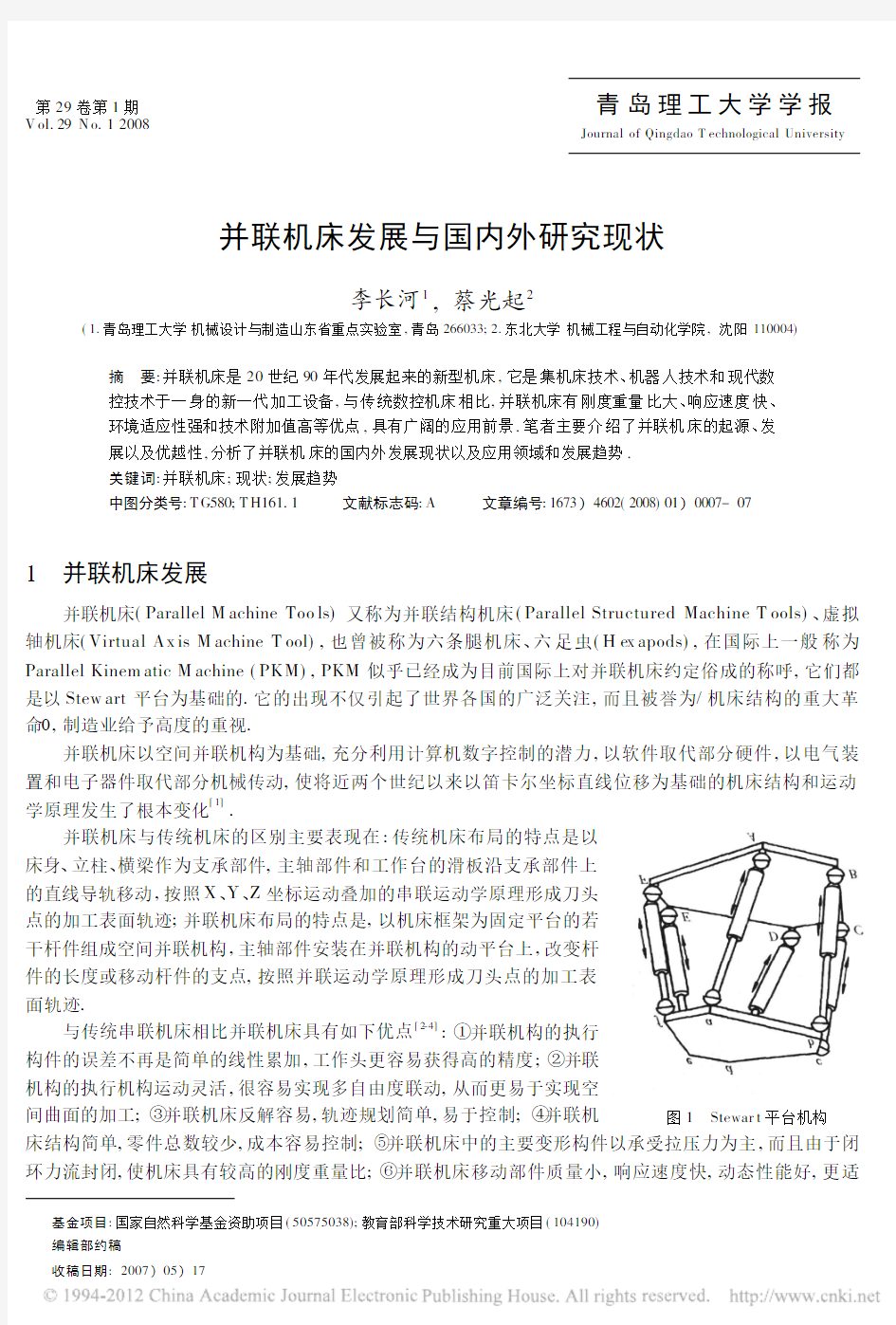
图1 Stewar t 平台机构并联机床与传统机床的区别主要表现在:传统机床布局的特点是以
床身、立柱、横梁作为支承部件,主轴部件和工作台的滑板沿支承部件上
的直线导轨移动,按照X 、Y 、Z 坐标运动叠加的串联运动学原理形成刀头
点的加工表面轨迹;并联机床布局的特点是,以机床框架为固定平台的若
干杆件组成空间并联机构,主轴部件安装在并联机构的动平台上,改变杆
件的长度或移动杆件的支点,按照并联运动学原理形成刀头点的加工表
面轨迹.
与传统串联机床相比并联机床具有如下优点[2-4]:1并联机构的执行
构件的误差不再是简单的线性累加,工作头更容易获得高的精度;o并联
机构的执行机构运动灵活,很容易实现多自由度联动,从而更易于实现空
间曲面的加工;?并联机床反解容易,轨迹规划简单,易于控制;?并联机床结构简单,零件总数较少,成本容易控制;?并联机床中的主要变形构件以承受拉压力为主,而且由于闭环力流封闭,使机床具有较高的刚度重量比;?并联机床移动部件质量小,响应速度快,动态性能好,更适
基金项目:国家自然科学基金资助项目(50575038);教育部科学技术研究重大项目(104190)
编辑部约稿
收稿日期:2007)05)17
青岛理工大学学报第29卷
于高速加工;?并联机床的模块化程度高,易于重构;à并联机床硬件简单,软件复杂,具有更高的技术附加值.因此,并联机床是新一代机床结构的重要发展方向.
1965年,Stew art [5]提出一种新型6自由度的空间并联机构,它由上下两个平台和6个并联的伸缩杆组成,每个伸缩杆和上下平台之间通过两个球铰链连接,称为Stew art 平台.如图1所示.经过30多年的不断改进和发展,Stew art 平台演变出不同运动学原理和结构的空间并联机构,并在许多科学研究和工业领域获得了广泛应用.其主要的应用领域有[6]:运动模拟器、工业机器人、医用机器人、微定位机器人、天文望远镜、绳索机器人、并联机床等.
2 国外并联机床研究现状
国外对并联机床的研究是从20世纪80年代开始的,并于20世纪90年代相继推出了形式各异的产品化样机.1994年在芝加哥国际机床博览会上,美国的Giddings &Lew is 公司和Geo detics 公司分别推出了各自的并联机床,在机床行业引起了轰动[7-8].
Gidding s &Lew is 公司的Variax 型并联机床如图2所示,机床的6根驱动杆2根一组交叉成/X 0型,杆件长度的伸缩,使带有主轴部件的上平台完成加工零件所需的运动.该机床占地面积为7800m m @8180mm ,而工作空间只有700m m @700m m @750mm,工作台面积630mm @630mm ,从空间利用的角度看,其结构不尽合理.加之由于主轴部件配置为内铣型,安装工件也不太方便,因此没有在生产中获得应用.后来该机床提供给英国诺丁汉大学工学院作为进行/航空工业敏捷制造0项目研究的设备.
随后,美国Ingersoll 公司(1994年)相继推出了采用并联机构的V OH -1000型立式加工中心(见图3)和H OH -600型卧式加工中心(EM O97),这两台机床在结构上都作了较大改进,从内铣型改为外铣型,并明显缩小了主轴部件的体积,减轻了运动部件的质量,安装工件也比较方便,对并联机床的发展产生很大影响.图4为H OH -600型的外观,该机床的底座采用基本构件组成的八面体绗架结构,据称这种结构刚性很好,力流封闭,机床安装时不用打基础.该机床连杆的最大进给速度为30m/m in,加速度为015g,主轴转速为0~20000r/min,最大功率为3715kW,最大扭矩为4911Nm,自带刀库,能自动换刀[9]
.
图2 V ar iax 型并联机床 图3 VO H -1000型机床 图4 HO H -600型卧式加工中心
由于Giddings &Lew is 和Geodetics 这两家公司的创新探索,对促进各国大学和研究机构开展并联机床研究起到了积极地推动作用.各有关单位纷纷研制各种并联机构的原型样机,召开并联机床的国际研讨会,开设专门的信息交流网站.
2000年前后,并联机床在运动学原理、机床设计方法、制造工艺、控制技术、动态性能研究和工业应用方面都先后取得重大突破.世界著名的机床公司都相继推出新产品,发展了许多经过改进的机构原理和结构,并使并联机床进入了实用阶段.
德国M ikr omat 机床公司的6X -H ex a 立式加工中心是欧洲第一台商品化的并联机床[7],其外观如图5所示.该机床的开发由欧共体Esprit 高科技研究计划资助[10],有4个德国的研究所与公司参加:弗琅霍夫机床及锻压技术研究所、M ikr omat 机床公司、Andron 公司和GM D -First 公司.该机床的工作台在底座上可前后移动,以便于装卸工件.底座上有三根按120b 分布的立柱,用于支承并联机构.并联机构的特点是采用双层Stew ar t 平台,即上下平台都是两层.这种变形结构增大了工作空间,使机床主轴姿态变化时8
第1期 李长河,等:并联机床发展与国内外研究现状受力更均匀.该机床主要用于磨具加工,可以实现5坐标高速铣削,加工精度可达0101~0102mm.
德国斯图加特大学机床研究所研制的H exact 卧式机床[11]如图6所示.该机床的特点是,在一个六角形的框架的两侧,与框架成30b 配置有6根伸缩杆,伸缩杆的外套筒通过万向铰链支架固定在框架弯角处.伸缩杆的另一端通过万向铰链支承主轴部件.并联机构的上下平台(六角形框架平面和主轴部件截面)可以处于同一平面之内,所有构件的配置都是镜像对称,并处于预加拉应力状态,因而具有很好的静态和动态性能
.
图5 M ikro mat 公司的6X -H exa 型并联机床图6 Hex act
型卧式并联机床
图7 SK M -400型并联机床的外观及结构原理德国H erker t 机床公司2000年推出结构独特的SKM -
400型卧式加工中心(见图7).它是一台3杆并联运动机床,
机床的左前方配置有数控系统和容量为16把刀具的盘状刀
库,3根伸缩杆分布在顶部横梁和左右两侧倾斜立柱上,由中
空转子伺服电动机的滚珠丝杠驱动.其特点是在主轴部件的
下方配置有双曲柄机构,它是一个被动机构,由两个自由度,
使主轴部件绕固定在机床底座上的轴线偏转和前后倾斜,从
而扩大了工作空间.该机床还配有数控回转工作台,主要用于
加工箱体类零件,机床的运动控制采用Siemens 840D 型控制
系统[12].
Dyna -M 型卧式加工中心[13](见图8)是由德国阿亨工业大学机床实验室开发,由Cro ss H ueller 机床公司生产的.机床采用2自由度的并联机构,实现刀具在X 和Y 坐标的运动,然后由主轴套筒完成Z 坐标的运动.并联机构由伺服电机驱动的2根双层滚珠丝杠、曲柄连杆机构以及主轴部件的动平台组成.整个并联机构通过B 1、B 2、B 3、B 44回转支点固定在机床立柱上,组成2自由度的平面运动机构.由P 1、P 3、P 4组成的动平台上安装有主轴部件.
德国Index 机床公司2000年率先推出采用并联机构的车削中心,2002年又先后将6台车削中心组成两条加工传感器壳体零件的生产线[14],实际生产应用效果良好.该机床的外观和工作原理如图9所示
.
图8 Dyna -M 型并联机床的外观及结构原理图9 V 100型并联车削加工中心
法国Renault Autom ation 公司在1999年推出U rane SX 卧式加工中心,其外观、主轴后视图和机构原理如图10所示.9
青岛理工大学学报第29
卷 美国H ex el 公司致力于并联机床
和并联机构应用的普及化,推出低价位
的To rnado 型5坐标加工中心和铣床
工作台以及6自由度的定位平台和微型
机器人等一系列产品.图11是该公司生
产的To rnado2000铣床,图12是该公
司推出的P2000型5坐标数控铣床.
P2000型5坐标数控铣床由采用并联机
构的工作台和传统立式铣床组成.将并
联机构的上平台作为铣床工作台的运动
台面,下平台与机床底座固定在一起.该
并联机构工作台可以作为单独部件提供
给用户,也可以按照用户需要配制成各
种5坐标数控铣床.
Metrom 公司推出的P -800型5杆
并联机床[15-18]是一台极有创意的并联机
床.机床是一个封闭的框架机构,在三角
形顶部安装有3根电滚珠丝杆,在后侧
安装2根电滚珠丝杆,如图13所示.5
根电滚珠丝杆通过结构独特的万向铰
与主轴部件连接,滚珠丝杆与主轴部件
的连接是通过可绕其外壳旋转的、带铰
链的环.当滚珠丝杆集中到主轴一侧
时,倾角可达到90b ,是第一台真正实
现五面加工的并联机床.该机床的另一个特点是模块化和可重构性.电滚珠丝杆、电主轴铰链和工作台都可以系列化、标准化.只要用钢板焊接机床框架就可以按照用户需要重构一台新机床.
其它一些著名机床公司近年推出的并联机床产品还有日本大隈株式会社在2001年推出的PM -600型立式加工中心(见图14)、日本丰田精机株式会社推出的H ex aM 立式加工中心(见图15)、瑞士ETH Z 研究所的H ex ag lide 并联机床(见图16)、瑞典SM T T ricept(前身是Neos Robotics)公司的T ricept-845型5坐标加工中心(见图17)、Dekel Maho 公司推出的TriCenter DM T -100型5坐标加工中心(见图18)、德国斯图加特制造技术中心等单位联合开发的Paralix 型5面加工并联机床(见图19)、德国DS Techno-l o gie 机床公司于1999年推出的用于加工飞机机身结构件的Ecospeed 型大型5坐标加工中心(见图20)、德国Reichenbacher 公司推出的Pegasus 型木材加工中心[19-21]
(见图21)、西门子公司试验基地的并联运动机床(见图22)、法国H ex apod CM W 公司的CM W 300型5坐标高速铣头(见图23)等[22]
.图14 PM-600型加工中心 图15 日本T o yoda 公司的Hex aM 图16 瑞士ET HZ 的H ex ag lide 10
第1期 李长河,等:
并联机床发展与国内外研究现状3
国内并联机床研究现状
图22 西门子公司试验
基地的并联机床图23 CM W 300型5坐标 并联高速铣头 国内对于并联机床的研究是从20世纪90年
代中期开始的,主要研究单位有燕山大学、东北大
学、清华大学、天津大学、中科院沈阳自动化研究
所、哈尔滨工业大学、北京航空航天大学、西安交
通大学、华中理工大学和浙江大学等.1998年,清
华大学在第五届中国国际机床展览会上展出了名
为VAM T1Y 的并联机床(见图24),该机床由清
华大学和天津大学联合开发,是我国展出的第一
台并联机床样机[23].后来,清华大学[24]又先后和云南机床厂、大连机床厂、江东机床厂合作开发了
多台并联机床
.
图24 清华大学的虚轴机床 图25 天津大学的并联机床 图26 哈工大的BJ -1并联机床
北京航空航天大学从1996年开始从事并联机床的研究,于1999年开发出一台虚轴刀具磨床实验样机.1999年天津大学在第六届中国国际机床展览会上展出了名为Linapod 的3自由度并联机床,见图25.该机床是由天津大学开发,天津第一机床厂制造的.该机床的定位精度不大于20L m.沈阳自动化所于11
青岛理工大学学报第29卷1995年底研制出一台6杆并联机器人机床样机,后来又开发出一台龙门式4杆5轴并联机床.哈尔滨工业大学于1998年研制出6坐标BJ 系列并联机床(见图26),并在1999年的机床展览会上展出[25-26].
2001年在北京举行的国际机床展览会(CIMT 2001)上,哈工大又与哈尔滨量具刃具厂合作推出了一台商品化的并联机床
[27](见图27).该机床可以对水轮机叶片等复杂曲面进行加工,加工精度可达
0102
mm. 图27 哈工大的BJ -2并联机床 图28 北大学的三杆3-DOF 机床 图29 东大的三杆5-DOF 机床
东北大学先进制造与自动化技术研究所,从1995年开始对少于6杆的并联机构作了大量研究,并于1997年推出了一台三杆3-DOF 并联机床(见图28),开创了我国开发研制低于六个自由度的并联机床的先河.该三自由度并联机床采用TPT 型支链结构,具有三个移动自由度,基本克服了六自由度Stew art 并联机构工作空间小、耦合性强的缺点,应用范围广.1999年东北大学研制出我国首台三杆5-DOF 度并联机床[28](见图29),用于复杂曲面的加工.该三杆五自由度并联机床是在三自由度机床的基础上增加了两个转动自由度构成,从而扩展了机床的加工能力.该成果已通过国家863验收,省级技术鉴定,达到国际先进水平,机床本体设计获得国家专利(专利号:9722931116),这为具有完全自主产权的并联机床国产化创造了条件.2000年东北大学又创新开发研制了另一种新型3-PTT 型水平滑块式并联机床(见图30),并与大连钢铁集团有限公司合作应用于钢坯修磨生产中.图31是该机床进行钢坯修磨的现场照片
[29]
.目前,东北大学先进制造与自动化技术研究所,开展了/立
卧转换五轴混联加工中心0样机开发和/少自由度并联机床约束
关节可控刚度和阻尼理论及关键技术0的研究[30].立卧转换五
轴混联加工中心可实现主轴立、卧转换和完全五面加工,带静力
平衡和约束关节可控阻尼系统,约束链兼测量链实现半闭环控
制,可加工铸铁和钢[31].机床设计指标为:机床精度0101mm,
运动速度50m/min,加速度918m/s 2,加工空间400m m @400
mm @400mm.并联机床约束关节可控刚度和阻尼针对并联机
床动刚度较低这一关键共性问题,采用在其机构从动约束链的
关节上附加可控阻尼的方法,寻求有效提高系统动刚度这一影
响加工精度和生产效率的主要指标、有效改善机构动态特性和
控制运动及切削过程中振动的途径,并解决其技术实现的主要
关键问题,为该方法的实际应用提供理论基础和关键技术,推动
我国并联机床技术理论发展和实现实用化、产品化.
4 结束语
并联机床是世界上近年来逐渐兴起的一种新型制造装备,
可实现多坐标联动数控加工、装配和测量等功能,更能满足复杂特种零件的加工,与传统机床相比,具有不可比拟的优势.当然并联机床也有弱点,比如其工作空间相对狭小,动平台的偏转角度不能太大.另外虽然并联机构各个支链可以有效地抑制执行构件的误差,但开发精度高、持久耐用的铰链是一大难题.目前,并12
第1期李长河,等:并联机床发展与国内外研究现状
13联机床的加工精度还难以和传统高精度机床相比拟.尽管国外在并联机床的产业化方面已经取得了突破性进展,但国内的研究和国外相比还有一定的差距,虽然东北大学已有一台并联机床应用于实际生产,但总的来看,国内在并联机床的实用化方面还有相当远的距离.并联机床是一个新生事物,有着巨大的市场潜力,还有许多问题需要深入研究,例如对并联机床动态特性研究是提高加工精度和效率的重要技术关键,并联机床关节多,接触刚度低,阻尼小,整机动态特性变差,且在工作空间内高度非线性,并联机床的动态特性问题非常复杂,迄今有关研究较少,这为机床行业带来了新的机遇和挑战,因此加速我国并联机床的研究及其商品化进程具有重要的意义.另外,并联机床的出现,改变了多年来机床类比设计的观念,将机构学分析及设计方法引入到机床设计中,为包含传统机床在内的机床设计提出了一种全新的科学的思路,对机床产品的创新具有重要的意义.
参考文献:
[1]雷源忠.现代制造科学的新发展[J].中国机械工程,1999,10(9):962-965.
[2]汪劲松,黄田.并联机床)))机床行业面临的机遇与挑战[J].中国机械工程,1999,10(10):1103-1107.
[3]M erlet J P.Determination of6D Works paces of Gough-Ty pe Parallel M anipulator and Comparis on betw een Different Geom etries[J].
T he International Journ al of Robotics Research,1999,18(9):902-916.
[4]汪劲松,段广洪,杨向东.VAM T1Y虚拟轴机床[J].制造技术与机床,1998(2):42-43.
[5]黄田,孔令夫,方跃法.并联机器人机构学理论及控制[M].北京:机械工业出版社,1997.
[6]张曙.并联机床理论与应用[M].北京:机械工业出版社,2001.
[7]陈学生,陈在礼,孔民秀.并联机器人研究的进展与现状[J].机器人,2002,24(5):464-470.
[8]邬昌峰,高荣慧.并联机床的特点、研究现状及展望[J].机械,2003,30(1):1-6.
[9]关浩.21世纪新兴机床)虚拟轴并联机床[J].江苏机械制造与自动化,2001,4:17-18.
[10]Goss elin C M J.Dyn.Sys.M eas.Control[J].T ran s.Of th e ASM E,1996,118(4):22-28.
[11]段广洪,李铁民.并联机器的起源和发展[J].世界制造技术与装备市场,2006(1):41-48.
[12]S tew art D.A Platform with Six Degree of Freedom[J].Proceeding of th e Institute for M echanical Engineerin g,1965,108(15):371-
386.
[13]Cai G Q,H u M,Gu o C,et al.Development and.study of a new k ind of trip od[J].Ann als of CIRP,1999(1):333-336.
[14]冯宝富,蔡光起.水平滑块式三杆并联钢锭修磨机器人[J].福州大学学报(自然科学版),2005,33(5):619-623.
[15]Hun t K H.Structu ral kinematics of in-paralle-l actuated r ob ot arm[J].Journ al of M echan ism,Transmission,and Autom ation in De-
s ign,1983,105(2):15-22.
[16]孟祥志.一种新型立卧转换式三杆混联机床的设计研究[D].沈阳:东北大学,2004.
[17]Lin W ei,Cran C D.Clos ed-form forward displacemen t analysis of the4-5in-parallel platform.of M ech[J].Des,1994,116(1):47-
53.
[18]中国机床工具工业协会赴EM097工作组.六条腿机床取得重大进展[J].世界制造技术与装备市场,1998(2):17-22.
[19]石宏.3-TPS混联机床相关控制算法研究[D].沈阳:东北大学,2005.
[20]Kim J,Park F C,Lee J M.A New Parallel M echanism M achine T ool Capable of Five-Face M achin ing[J].Annals of th e CIRP,1999,
48(1):337-340.
[21]Cai G Q,Wang Q M.H u M,A study on the kinem atics and dynam ics of a3-DOF parallel machine tool[J].J ou rnal of M aterial of
Processing T echnology,2001,111:269-272.
[22]M atthias Hebsacker,孙季初.用六条腿实现高速铣削[J].制造技术与机床,1998(10):20-22.
[23]杨建新,郁鼎文,王立平,等.并联机床研究现状与展望[J].机械设计与制造工程,2002(3):10-14.
[24]陈文家,王洪光,房立金,等.并联机床的发展现状与展望[J].机电工程,2001,18(4):5-9.
[25]Qin chuan Li,David,Zhen H uan g.T ype Synth esis of3R2T5-DOF Parallel M echanis ms Usin g the Lie Group of Displacemen ts[J].
IEEE T ransactions on Robotics&Automation,2004,20(2):173-180.
[26]蔡光起,胡明.机器人化的三腿磨削机床的研究[J].制造技术与机床,1998(10):4-6.
[27]杨斌久,蔡光起,赵亮.三杆五自由度并联机床运动学研究[J].工具技术,2005,39(2):14-16.
[28]孟祥志,蔡光起,赵亮.三杆混联数控机床的动力学[J].机械工程学报,2006,42(6):112-119.
[29]李长河,孟广耀,蔡光起.高速超高速磨粒加工技术的现状与新进展[J].青岛理工大学学报,2007,28(2):6-13.
[30]杨斌久,蔡光起,罗继曼.少自由度并联机器人的研究现状[J].机床与液压,2006(5):202-205.
(下转第67页)
第1期何立娟,等:高锰酸盐复合药剂处理中堂水厂水源水的研究
67
Study on raw water treatment of Zhongtang waterworks utilizing
potassium permanganate composite
H E L-i juan1,LI Gu-i bai2,LV M ou1,YU L-i jun2
(1.Schoo l o f Env iro nmental and M unicipal Eng ineering,Q ingdao T echnolog ical U niv ersity,Q ingdao266033,China;
2.Schoo l o f M unicipal and Env ir onmental Eng ineering,H arbin Inst itute of T echno lo gy,H arbin150090,China) Abstract:The ex periment with po tassium perm ang anate composite(PPC)to enhance the treatment of r aw w ater o f Zhong tang w aterw orks is to inspect the enhanced effect on the main facto rs.It show s that the potassium permang anate com po site(PPC)has a v ery go od effect on coagulation tr eatment in the r esult o f the ex periment.M oreover,it raises the remo val rates of turbidity,U V254,iro n concentr ation can low er residual m anganese co ncentratio n of the treated w ater.It also show s that the potassium per mang anate com po site(PPC)not o nly improv es the quality of outlet water,but also has a goo d econom ic and social efficiency.
Key words:potassium per mang anate com po site(PPC);enhanced co ag ulation;drinking w ater treatment 作者简介:何立娟(1981-),女,山东枣庄人.2004级硕士研究生,主要从事给排水工程及系统化研究.
(上接第13页)
[31]王晋生,蔡光起,胡明.并联机床发展现状和共性关键技术[J].2006(12):33-35.
[32]王优强,王丙生,王民轩,等.油井管杆磨蚀试验研究[J].青岛理工大学学报,2005,26(5):1-4.
Development and research status of parallel machine tool
LI Chang-he1,CAI Guang-qi2
(1.P rov incial K ey L abor ator y fo r M achinery D esign and M anufacture,Q ingdao T echno lo gical U niver sity,Q ingdao 266033,China;2.Scho ol o f M echanical Eng ineering&A ut omatio n,N ort heastern U niv ersity,Sheny ang110004,China)
Abstract:The par allel machine to ol(PM T),a new kind of m achine tool developed in1990.s,is a new generation machining equipm ent com bined w ith the technolo gy o f m achine to ols,robots and moder n NC.Co mpared w ith traditional m achine tools,PM T has such specific pro perties as hig h stiffness w eig ht ratio,high r esponse rate,high adaptability to circum stance and high additional technolo gy v alue,etc. Therefore,it has a v ery vast application field in industry.The histo ry o f PMT is review ed and its deve-l o pm ent and advantag e are also presented.The resear ch status of PM T all ov er the w o rld and their appl-i cation field and future development current ar e analyzed.
Key words:the parallel m achine too l(PMT);current status;future developing
作者简介:李长河(1966-),男,内蒙古通辽人.博士,教授,研究方向:磨削与精密加工、高速/超高速加工以及数字化制造等.
数控机床的现状与发展 趋势综述
数控机床的现状与发展趋势 摘要:从20世纪中叶数控技术出现以来,数控机床给机械制造业带来了革命性的变化。数控加工具有如下特点:加工柔性好,加工精度高,生产率高,减轻操作者劳动强度、改善劳动条件,有利于生产管理的现代化以及经济效益的提高。数控技术的应用,关键在于开发具有高速度、高精度、高稳定性的高新技术设备,在现有加工设备中,只有数控机床才有可能担当其重任。然而,要实现真正意义上的高速切削加工,数控机床还需向高速、高精度、柔性化、控制系统开放性、控制系统支撑软件和工厂生产数据管理方向迈进,才能适应现代制造业飞速发展的要求。 关键:高速化 / 高精度化 / 复合化 / 智能化 / 开放化 / 网络化 / 多轴化 / 绿色化 进入21世纪,我国经济与国际全面接轨,进入了一个蓬勃发展的新时期。机床制造业既面临着机械制造业需求水平提升而引发的制造装备发展的良机,也遭遇到加入世界贸易组织后激烈的国际市场竞争的压力,加速推进数控机床的发展是解决机床制造业持续发展的一个关键。随着制造业对数控机床的大量需求以及计算机技术和现代设计技术的飞速进步,数控机床的应用范围还在不断扩大,并且不断发展以更适应生产加工的需要。本文简要分析了数控机床高速化、高精度化、复合化、智能化、开放化、网络化、多轴化、绿色化等发展趋势,并提出了我国数控机床发展中存在的一些问题。 一、数控机床的发展趋势 机械加工装备对促进制造技术发展的紧密关系和以数字化为特征数控机床是柔性化制造系统和敏捷化制造系统的基础装备。其总的发展趋势是:高精化、高速化、高效化、柔性化、智能化和集成化,并注重工艺实用性和经济性。 (一)高速化 随着汽车、国防、航空、航天等工业的高速发展以及铝合金等新材料的应用,对数控机床加工的高速化要求越来越高。 (1)主轴转速:机床采用电主轴(内装式主轴电机),主轴最高转速达 200000r/min;
. Word资料●本课题国外研究现状分析 教育科研立项课题如何申报与论证博白县教育局教研室朱汝洪发布时间: 2009 年 4 月 2 日19 时24 分一、课题申报的基本步骤第一步: 阅读各级课题申报通知,明确通知的要求;第二步: 学习研究课题管理方面的文件材料;第三步: 学习研究《课题指南》,确定要申报的课题(可以直接选用《课题指南》中的课题,也可以自己确定课题);第四步:组织课题组,认真阅读关于填表说明的文字,研究清楚课题《申请评审书》各个栏目的填写要求;第五步: 根据《申请评审书》各栏目的要求分工查找材料和论证;第六步: 填写《申请评审书》草表;第七步: 研究确定后,填写《申请评审书》正式表(一律要求打印);第八步: 按要求复印份数;第九步: 按要求签署意见、加盖公章;第十步: 填写好《课题申报材料目录表》;第十一步: 按时将《申请评审书》《课题申报材料目录表》和评审费送交县教研室科研组转送市教科所(也可以直接送市教科报,但必须报县教研室备案)。
二、教育科研课题的选题1、课题的选题方法。 一是从上级颁发的课题指南中选定;二是结合学校的实际对课题指南中的课题作修改;三是完全从学校的实际出发确定课题。 2、课题的选题要依据的原则。 一是符合法规和政策;二是切合当地和学校实际;三是适合教师的水平和能力;四是切中当前教改热点。 3、课题名称的规表述。 ①研究,如小学生学习兴趣培养的研究。 ②实践与研究,如高中学生探究性学习的实践与研究。 ③应用研究,如合作学习理论在初中语文教学中的应用研究。 ④实验与研究,如杜郎口模式的实验与研究。 ⑤探索与研究,如农村寄宿制小学学生管理的探索与研究。 三、立项课题的论证例说(以2009 版市课题申报表的要求为准)1、课题论证的含义。 课题论证,也叫论证与设计、设计与论证,是对所要申报的课题的选题依据、研究目标、研究容、研究重点、研究难点、研究思路、研究步骤、研究条件等进行的阐述与设计。 2、课题论证的包括的容。 不同级别的课题申报表(课题申请、评审书)要求有所不同,但基本上包括两大方面的容: 一是关于本研究课题的论证,二是关于对课题实施的论证。 3、课题论证例说。
我国数控机床的现状与发展趋势 摘要:数控机床是制造业发展的基础,可极大地提高制造业生产率。介绍了数控机床的组成,还就我国数控机床的发展和现状进行了详细说明;对我国数控机床的发展趋势进行了介绍,并对我国数控机床的发展提出了建议。 关键词:数控机床;现状;发展趋势 0 引言 数控(NC)是数字控制(Numerical Control)的简称,是20世纪中叶发展起来的一种用数字化信息进行自动控制的一种方法。装备了数控技术的机床,称为数控机床,也简称为NC机床。 世界上第一台数控机床是由美国麻省理工学院于1952年首先研制出来的;日本于1958年研制出首台数控机床。我国数控机床的研制是从1958年起步的,由清华大学研制出了最早的样机。但是经过50多年的发展,2010年我国已经跃居世界第一大机床生产国。在2012年5月27日,在湖北省数控一代机械产品创新应用示范工程启动大会上,中国工程院院长周济强调:“全世界的机械工业正处于产品数字化发展时期,我们必须抓住这一契机,在10年内实现机械产品总体升级为‘数控一代’,使我国机械工业实现由‘大’到‘强’的转变。” 1 数控机床的组成 数控机床是机电一体化的典型产品,是集机床、计算机、电动机及拖动、动控制、检测等技术为一体的自动化设备。数控机床的基本组成包括控制介质、数控装置、伺服系统、反馈装置及机床本体,如图1所示。 1.1 控制介质 控制介质是储存数控加工所需要的全部动作和刀具相对于工件位置信息的媒介物,它记载着零件的加工程序,因此,控制介质就是指将零件加工信息传送到数控装置去的信息载体。控制介质有多种形式,它随着数控装置类型的不同而不同,常用的有穿孔带、穿孔卡、磁带、磁盘等。随着数控技术的发展,穿孔带、穿孔卡趋于淘汰,而利用CAD/CAM软件在计算机编程,然后通过计算机与数控系统通信,将程序和数据直接传送给数控装置的方法应用越来越广泛。 1.2 数控装置 数控装置是数控机床的核心,人们喻为“中枢系统”。现代数控机床都采用计算机数控装置,即CNC(Computer Numerical Control)。数控装置包括输入装置及中央处理器(CPU)和输出装置等构成数控装置能完成信息的输入、存储、变换、插补运算以及实现各种控制功能。 1.3 伺服系统
数控机床的发展趋势及国内发展现状 1.引言 从20世纪中叶数控技术出现以来,数控机床给机械制造业带来了革命性的变化。数控加工具有如下特点:加工柔性好,加工精度高,生产率高,减轻操作者劳动强度、改善劳动条件,有利于生产管理的现代化以及经济效益的提高。数控机床是一种高度机电一体化的产品,适用于加工多品种小批量零件、结构较复杂、精度要求较高的零件、需要频繁改型的零件、价格昂贵不允许报废的关键零件、要求精密复制的零件、需要缩短生产周期的急需零件以及要求100%检验的零件。数控机床的特点及其应用范围使其成为国民经济和国防建设发展的重要装备。 进入21世纪,我国经济与国际全面接轨,进入了一个蓬勃发展的新时期。机床制造业既面临着机械制造业需求水平提升而引发的制造装备发展的良机,也遭遇到加入世界贸易组织后激烈的国际市场竞争的压力,加速推进数控机床的发展是解决机床制造业持续发展的一个关键。随着制造业对数控机床的大量需求以及计算机技术和现代设计技术的飞速进步,数控机床的应用范围还在不断扩大,并且不断发展以更适应生产加工的需要。本文简要分析了数控机床高速化、高精度化、复合化、智能化、开放化、网络化、多轴化、绿色化等发展趋势,并提出了我国数控机床发展中存在的一些问题。 2.数控机床的发展趋势 2.1 高速化
随着汽车、国防、航空、航天等工业的高速发展以及铝合金等新材料的应用,对数控机床加工的高速化要求越来越高。 (1)主轴转速:机床采用电主轴(内装式主轴电机),主轴最高转速达200000r/min; (2)进给率:在分辨率为0.01μm时,最大进给率达到240m/min且可获得复杂型面的精确加工; (3)运算速度:微处理器的迅速发展为数控系统向高速、高精度方向发展提供了保障,开发出CPU已发展到32位以及64位的数控系统,频率提高到几百兆赫、上千兆赫。由于运算速度的极大提高,使得当分辨率为0.1μm、0.01μm时仍能获得高达24~240m/min的进给速度; (4)换刀速度:目前国外先进加工中心的刀具交换时间普遍已在1s左右,高的已达0. 5s。德国Chiron公司将刀库设计成篮子样式,以主轴为轴心,刀具在圆周布置,其刀到刀的换刀时间仅0.9s。 2.2 高精度化 数控机床精度的要求现在已经不局限于静态的几何精度,机床的运动精度、热变形以及对振动的监测和补偿越来越获得重视。 (1)提高CNC系统控制精度:采用高速插补技术,以微小程序段实现连续进给,使C NC控制单位精细化,并采用高分辨率位置检测装置,提高位置检测精度(日本已开发装有106脉冲/转的内藏位置检测器的交流伺服电机,其位置检测精度可达到0.01μm/脉冲),位置伺服系统采用前馈控制与非线性控制等方法; (2)采用误差补偿技术:采用反向间隙补偿、丝杆螺距误差补偿和刀具误差补偿等技术,对设备的热变形误差和空间误差进行综合补偿。研究结果表明,综合误差补偿技术的应用可将加工误差减少60%~80%;
国内数控机床发展现状研究 1国内数控机床发展概述 国内的数控机床近几年发展十分迅速,各种各样的数 控加工机床如雨后春笋般被不断被研发。低端机床的研 制量很大,但是对于高端机床设备的研发却始终依靠引 进与复制模式。总体上对国外技术依赖性太强,缺乏独立 的高端机床知识产权。 国内机床行业一直肩负着研制高端数控机床,支撑国 内重点项目与军品项目的建设。国产XNZD2415五轴机 床,综合传统机床与并联机床各自的特点,技术革新方面 也开了一个先河。拥有自己的安全可靠的控制系统,能够 很好地实现人机互动,较高精度的实现五轴联动。并且机 床的作业范围很广,实用性很强。 国内铣床也实现了五轴联动技术,采用刀具内冷却与 应力控制等高新技术。可用于潜艇涡轮,复杂型腔模具与 航天、军工等高难度、高质量要求的加工。 国内柔性制造系统也有了长足发展,采用模拟加工与 实际加工想结合方式,不仅能够提高加工质量与效率,还 大大降低了加工的成本与周期。 近几年我国的机床行业产值早已突破千亿,特别是技 术加工机床,占总产值的三分之一左右。中国继日、德、 意 ' ' 成为第四大机床销售国。 然而世界各国,特别是发达国家,机床行业的发展早 已经脱离初级阶段,进入层次更高的超高精度、超高效率、 超高质量领域发展,各种高新数控加工机床其科技水平超 过当前国内机床行业的发展。国内的机床行业发展虽然 很迅速,但是还是处于发达国家早已过渡完成的初级阶 段。 近十年来我国机床行业发展迅速,归结于中国快速发 展的相关制造业的急迫需求。虽然近几年的机床发展迅 速,销量也十分巨大,但是低端的数控机床占了很大一部 分,这也造成了中国基础制造业水平低下的原因。对于大 部分中高端数控机床和特种加工机床,仍需要大量的进 口,这方面中国缺少自己的知识产权,一直处于被动的 地位。我国机床的需求量在未来几年内还很大,在世界机 床总需求量中占据很大比重。如果中国的机床行业的技 术,特别是数控加工机床的高端技术一直缺乏,中国的机 床行业与制造行业将处于一个被动发展的模式。 很长一段时间,中国数控机床一直是一个低端的迅速 扩张,中端进展缓慢,关键高端设备依赖国外支持,特别是 在国家重点项目需要主要依靠进口,技术由他人控制。国 内企业在数控机床技术,与国外相比,产品设计、质量、 精度、性能较国外数控技术落后5_10年,在高精度和先 进技术的差距可以达到10—15年。与此同时,中国的技 术和技
数控机床现状及发展趋势分析 数控机床的概念 数控机床就是在数字控制下,能在尺寸精度和几何精度两方面完成金属毛坯零件加工成所需要形状的工作母机的总称。数控机床通常由控制系统、伺服系统、检测系统、机械传动系统及其他辅助系统组成。 国产数控机床的发展现状 一、国产数控机床与国际先进水平差距逐渐缩小 数控机床是当代机械制造业的主流装备,国产数控机床的发展经历{HotTag}了30年跌宕起伏,已经由成长期进入了成熟期,可提供市场1,500种数控机床,覆盖超重型机床、高精度机床、特种加工机床、锻压设备、前沿高技术机床等领域,产品种类可与日、德、意、美等国并驾齐驱。特别是在五轴联动数控机床、数控超重型机床、立式卧式加工中心、数控车床、数控齿轮加工机床领域部分技术已经达到世界先进水平。其中,五轴(坐标)联动数控机床是数控机床技术的制高点标志之一。 它集计算机控制、高性能伺服驱动和精密加工技术于一体,应用于复杂曲面的高效、精密、自动化加工,是发电、船舶、航天航空、模具、高精密仪器等民用工业和军工部门迫切需要的关键加工设备。
五轴联动数控机床的应用,其加工效率相当于2台三轴机床,甚至可以完全省去某些大型自动化生产线的投资,大大节约了占地空间和工作在不同制造单元之间的周转运输时间及费用。国产五轴联动数控机床品种日趋增多,国际强手对中国限制的五轴联动加工中心、五轴数控铣床、五轴龙门铣床、五轴落地铣镗床等均在国内研制成功,改变了国际强手对数控机床产业的垄断局面。 二、国产数控机床存在的问题 由于中国技术水平和工业基础还比较落后,数控机床的性能、水平和可*性与工业发达国家相比,差距还是很大,尤其是数控系统的控制可*性还较差,数控产业尚未真正形成。因此加速进行数控系统的工程化、商品化攻关,尽快建成与完善数控机床和数控产业成为当前的主要任务。目前主要问题有: 三、核心技术严重缺乏 统计数据表明,数控机床的核心技术—数控系统,由显示器、控制器伺服、伺服电机和各种开关、传感器构成,中国90%需要国外进口。如在上海设厂的德国吉特迈集团和意大利利雅路机床集团,在烟台建厂的韩国大宇综合机械株式会社,所有的核心技术都被外方掌握。国内能做的中、高端数控机床,更多处于组装和制造环节,普遍未掌握核心技术。国产数控机床的关键零部件和关键技术主要依赖进口,国内真正大而强的企业并不多。目前世界最大的3家厂商是:日
北京市绿化隔离带可持续经营技术及效益评价 二、项目所属领域国内外研究开发现状和发展趋势 1、由城市绿地到城市林业的发展 城市绿地是城市中一种特殊的生态系统,它是城市系统中能够执行“吐故纳新”负反馈调节机制的子系统。这个系统一方面能为城市居民提供良好的生活环境,为城市生物提供适宜的生境;另一方面能增强城市景观的自然性、促进城市居民与自然的和谐共生。它是城市现代化和文明程度的重要标志。 绿地(green space)一词,各国的法律规范和学术研究对它的定义和范围有着不同的解释,西方城市规划概念中一般不提城市绿地,而是开敞空间(Open Space),我国建国以来一直延用原苏联的绿地概念,包括城市区域内的各类公园、居住区绿地、单位绿地、道路绿化、墓地、农地、林地、生产防护绿地、风景名胜区、植物覆盖较好的城市待用地等。 尽管各国关于开敞空间(或绿地)的定义不尽相同,但它们都强调了开敞空间(或绿地)在城市中的自然属性,即都是为了保持、恢复或建立自然景观的地域。绿地作为城市的一种景观,是城市中保持自然景观,或使自然景观得到恢复的地域,是城市自然景观和人文景观的综合体现,是城市中最能体现生态性的生态空间,是构成城市景观的重要组成部分。在结构上为人工设计的植物景观、自然植物景观或半自然植物景观。绿地在城市中的功能和作用主要包括:组织城市空间的功能、生态功能(改善生态环境的功能、生物多样性保护功能)、游憩休闲功能、文化(历史)功能、教育功能、社会功能、城市防护和减灾功能。 城市绿地发展和研究进程包括:城市绿地思想启蒙阶段、城市绿地规划思想形成阶段、城市绿地理论和方法的发展阶段、城市绿地生态规划和建设阶段。 吴人韦[1]、汪永华[2]、胡衡生[3]等从城市公共绿地的起源开始介绍了国外城市绿地的发展历程,认为国外的城市绿地建设经历了从公园运动(1843~1887)、公园体系(1880~1890)、重塑城市(1898~1946)、战后大发展(1945~1970)、生物圈意识(1970年以后)等一系列由简单到复杂的城市绿地发展过程,其中“重塑城市”阶段提出了“田园城市”和城市绿带概念,绿带网络提供城区间的隔离、交通通道,并为城市提供新鲜空气。“有机疏散”理论中的城市与自然的有机结合原则,对以后的城市绿化建设具有深远的影响。1938年,英国议会通过了绿带法案(Green Belt Act)。1944年的大伦敦规划,环绕伦敦形成一道宽达5英里的绿带。1955年,又将该绿带宽度增加到6~10英里。英国“绿带政策”的主要目的是控制大城市无限蔓延、鼓励新城发展、阻止城市连体、改善大城市环境质量。早在1935年,莫斯科进行了第一个市政建设总体规划,规划在城市用地外围建立10公里宽的“森林公园带”;1960年调整城市边界时,“森林公园带”进一步扩大为10~15公里宽,北部最宽处达28公里;1971年,莫斯科采用环状、楔状相结合的绿地布局模式,将城市分隔为多中心结构。目前,德国城市森林建设已取得了让世人瞩目的成绩,其树种主要为乡土树种,基本上是高大的落叶乔木(栎类、栗类、悬铃木、杨树、核桃、欧洲山毛榉等)[4]。在绿化城
我国数控机床的现状和发展 数控机床是数字控制机床是用数字代码形式的信息(程序指令),控制刀具按给定的工作程序、运动速度和轨迹进行自动加工的机床,简称数控机床。数控机床具有广泛的适应性,加工对象改变时只需要改变输入的程序指令;加工性能比一般自动机床高,可以精确加工复杂型面,因而适合于加工中小批量、改型频繁、精度要求高、形状又较复杂的工件,并能获得良好的经济效果。 因而了解和提升数控机床对我国的制造业的发展至关重要。 一.国内外数控机床的发展 (1)我国数控机床的发展 我国于1958年研制出第一台数控机床,发展过程大致可分为两大阶段。建国初期在1958—1979年间为第一阶段,第一阶段中对数控机床特点、发展条件缺乏认识,在人员素质差、基础薄弱、配套件不过关的情况下,主要存在的问题是盲目性大,缺乏实事求是的科学精神。改革开放,从1979年至今为第二阶段。在第二阶段从日、德、美、西班牙先后引进数控系统技术,从日、美、德、意、英、法、瑞士、匈、奥、韩国、台湾省共11国家(地区)引进数控机床先进技术和合作、合资生产,解决了可靠性、稳定性问题,数控机床开始正式生产和使用,并逐步向前发展。在20余年间,数控机床的设计和制造技术有较大提高,主要表现在三大方面:培训一批设计、制造、使用和维护的人才;通过合作生产先进数控机床,使设计、制造、使用水平大大提高,缩小了与世界先进技术的差距;通过利用国外先进元部件、数控系统配套,开始能自行设计及制造高速、高性能、多轴联动加工的数控机床,供应国内市场的需求,但对关键技术的试验、消化、掌握及创新却较差。至今许多重要功能部件、自动化刀具、数控系统依靠国外技术支撑,不能独立发展,基本上处于从仿制走向自行开发阶段,严重缺乏各方面专家人才和熟练技术工人;缺少深入系统的科研工作;元部件和数控系统不配套;企业和专业间缺乏合作,基本上孤军作战,虽然厂多人众,但形成不了合力。 (2)国外数控技术的发展 数控机床的起源 1948年,美国帕森斯公司接受美国空军委托,研制飞机螺旋桨叶片轮廓样板的加工设备。1949年,该公司在美国麻省理工学院(MIT)伺服机构研究室的协助下,开始数控机床研究,并于1952年试制成功第一台由大型立式仿形铣床改装而成的三坐标数控铣床,不久即开始正式生产,于1957年正式投入使用。标志着制造领域中数控加工时代的开始。 数控机床的兴起 1952年美国麻省理工学院和吉丁斯·路易斯公司首先联合研制出世界上第 一台数控升降台铣床,随后德国、日本、苏联等国于1956年分别研制出本国的第一台数控机床。60年代初,美国、日本、德国、英国相继进入商品化试生产,由于当时数控系统处于电子管、晶体管、和集成电路初期,设备体积大、线路复杂、价格昂贵、可靠性差,数控机床大多是控制简单的数控钻床,数控技术没有普及推广,数控机床技术发展整体进展缓慢。 70年代,出现了大规模集成电路和小型计算机,特别是微处理器的研制成功,实现了数控系统体积小、运算速度快、可靠性提高、价格下降,使数控系统
1国内外研究现状 1.1国内交通应急信息化现状 2006年8月,交通运输部颁发了《公路水路交通信息化“十一五”发展规划》,提到信息化的主要目标为““十一五”公路水路交通信息化主要任务可归纳为:建设两级数据中心、三大综合信息平台、三大应用系统,完善两大门户网站、三个保障体系和一个通信信息基础网络。以数据库建设为基础,以信息资源共享为目的,建设部、省厅(局、委)两级数据中心;以业务数据为核心,整合业务系统,构建部省两级公路、水路和综合类管理三大综合信息平台,从而形成交通电子政务平台的核心内容;以三大信息平台建设为基础,开发和推广交通运行综合分析、公路水路交通应急处理和公路水路公众出行信息服务三大应用系统;建设和完善各级交通主管部门的内外网两大门户网站,作为信息平台和应用系统的前端展示;构建和连通覆盖区域的交通通信信息基础网络,为交通信息的传输、交换与共享提供支撑;构筑交通信息化建设运营、安全保证及标准规范三个保障体系,确保交通信息化建设目标的顺利实现。” 1.1.1公路应急 目前我国公路应急信息化发展较迅速,在一些人口众多的大城市都建立了比较成熟的交通应急指挥中心。举例如下: (1)北京市交通应急指挥中心。为实现对意外事件的快速反应和高效处置,北京市完善了交通民警警务装备,建设了交通应急指挥硬、
软件系统。在系统综合管理平台下,以宽带、高速数字通信网络为基础,以交通地理信息系统为依托,集成了交通指挥调度信息系统、“122”接处警系统、综合信息查询系统、警车定位系统等。发现交通意外或接到“122”报警后,指挥中心利用警车卫星定位系统、无线指挥通信系统等技术手段,将距离事发地点最近的警车直接调度到达现场,处警时间缩短至平均3分钟每起,使得交通管理处置能力显著增强。目前,系统平均每天接到群众交通报警、交通咨询7000余起,发布各种指挥调度指令700多次。通过快速处置,因交通意外造成的交通堵塞减少了25%。同时,在指挥调度中心设立了交通广播直播室,建设了户外信息显示屏、停车诱导系统,并利用电台、电视台、寻呼台等多种媒体,有效诱导交通流,均衡交通流量,为交通参与者出行提供方便。目前,已有340余处路口、人行横道信号灯实现了计算机集中控制,二环路内交通信号已全部实现计算机自动优化区域协调控制,路网运行能力提高15%以上,基本保障了全市道路交通的正常运行,取得了良好的经济效益和社会效益。 (2)山东省交通应急指挥中心。山东省依托易华录公司按照”金盾工程”的技术标准和功能要求,应用最新的现代通信、多媒体网络、计算机、自动化控制等理论与新技术,以现有网络和信息系统为基础,以山东省GIS地理信息系统为支撑,以有线通信系统为纽带建立了山东省交警总队应急指挥中心。中心将山东省公安交通管理信息系统、警务工作站系统、各地市视频监控系统、GPS警车定位系统、指挥调度系统等有机地组成一个整体,充分发挥指挥中心技术系统的整体效能,建立具有数据采集、整合、处理调度、反馈等功能的交通指挥运行机制,实现科学、高效的现代化交通管理。主要建设内容如下:
我国数控机床发展现状及存在问题 摘要:近年来,我国的数控机床产业取得了长足的进步,但同时也暴露出很多问题。本文首先介绍了我国数控机床的发展现状,然后从技术研发、政府管理、机制改革等多个方面分析了要改变现状取得更大进步所必须采取的措施。 关键词:数控技术,现状,成绩,问题,展望。 一、近年来我国数控技术所取得的成绩 我国数控技术的发展起步于二十世纪五十年代,通过“六五”期间引进数控技术,“七五”期间组织消化吸收“科技攻关”,我国数控技术和数控产业取得了相当大的成绩。特别是最近几年,我国数控产业发展迅速,1998~2004年国产数控机床产量和消费量的年平均增长率分别为39.3% 34.9%。尽管如此,进口机床的发展势头依然强劲,从2002年开始,中国连续三年成为世界机床消费第一大国、机床进口第一大国。据统计,目前我国可供市场的数控机床有1500种,几乎覆盖了整个金属切削机床的品种类别和主要的锻压机械。领域之广,可与日本、德国、美国并驾齐驱。这标志着国内数控机床已进入快速发展的时期。 国家统计局数据显示,2011年我国机械工业累计实现工业总产值16.89万亿元,同比增长25.06%。全年实现利润总额12013亿元,同比增长21.14%。在列入快报统计的120种主要机械产品中,102种产品的产量实现同比增长。其中数控机床产量25.71万台,比上年增长20.6%,产量首次超过25万台,创下历史新高。数控机床增速高于普通机床增速5个百分点左右。数控机床在保持较快增长的同时,产业结构调整有序展开并明显提速,突出表现之一就是依靠自主创新,使得技术产品向高端升级步伐加快,通过国家相关计划的支持,创造了一批具有自主知识产权的研究成果和核心技术。取得了很多令人瞩目的成绩:近年来我国机床行业不断承担为国家重点工程和国防军工建设提供高水平数控设备的任务。如国产XNZD2415型数控龙门混联机床充分吸取并联机床的配置灵活与多样性和传统机床加工范围大的优点,通过两自由度平行四边形并联机构形成基础龙门,在并联平台上附加两自由度串联结构的A、C轴摆角铣头,配以工作台的纵向移动,可完成五自由度的运动。该构型为国际首创。基于RT 一Linux开发的数控系统具有的实时性和可靠性,能在同一网络中与多台PLC 相连接,可控制机床的五轴联动,实现人机对话。该机床的作业空间4.5mx1.6mx1.2m,A轴转角±1050,C轴连续转角0一4000,主轴转速(无级)最高10000r/min,重复定位精度±0.01mm,可实现三维立体曲面如水轮机叶片,导叶的五轴联动高速切削加工。 超精密球面车床为陀螺仪的加工提供了基础设备,这类车床也可用于透镜模具、照相机塑料镜片、条型码阅读设备、激光加工机光路系统用聚焦反射镜等产品的加工。 高速五轴龙门铣床采用铣头内油雾润滑冷却、横梁预应力反变形控制等技术。这类铣床可用于航空、航天、造船、水泵叶片、高档模具等的加工。 SSCKZ80一5型五轴车铣复合加工中心可满足航天、航空、船舶及铁路运输业对高精度、高刚度、形状复杂的大型回转体零件加工的要求,如飞机发动机主轴、起落架的加工,船舶发动机活塞、增压器蜗杆差速换向器及螺旋叶片的加工等。 TW250型高速、高效车削中心采取双主轴对置结构,两个刀架分别位于主
中国重型数控机床的发展现状及存在的问题 来源:中国机械资讯网发布时间:2008-4-3 10:30:15 重型数控机床主要用于大型、特大型零件的加工,是国防军工、航空、航天、船舶、能源、交通、冶金、机械等国家重点企业的当家把关装备。 一、中国重型数控机床的发展现状 自2000年以来我国机床行业已连续7年以20%以上的增速发展,2006年我国机床总产值为7 0.6亿美元,同比增长27%;进口72.4亿美元,同比增长11.5%;消费131.1亿美元,同比增长22%。2 007年机床工具行业的产值再创新高同比增幅达36.9%,数控机床产量将超过11万台,同比增幅达33%。2007年中国将继续保持机床生产世界第三、进口世界第一、消费世界第一的地位,中国已成为世界机床产 业的发动机。 我国重型机床行业的8家重点企业,2006年实现工业总产值47.3亿元,同比增长36.2%,增长幅度高于全行业27%的平均水平。从2000年以来,国内重型机床制造厂家通过不断的技术创新,提升自主知识产权的水平,开发高档类新产品的速度明显加快,市场满足度越来越高。如齐二机床可提供镗轴直径∮130~260毫米多种规格,包括方滑枕移动及主轴箱移动结构,刨台式、对置式、车铣镗复合型以及可实现3~5轴联动和加工中心型产品,打破了国外对我国的技术封锁,为国防建设、国家重点工程的急需提供了大量的关键重大装备,2007年产成重型落地铣镗床153台,其中重型数控落地铣镗床达94台, 产量已居世界第一。 我国数控机床经历了多年的发展,取得了一定的成就,低档经济型数控机床基本实现自给,但中高档数控机床市场占有率不高,高档重型数控机床大部分仍然依靠进口。多年来我国国产机床市场占有率一直不足50%,2006年进口机床的市场占有率仍达55.18%,而数控机床高达70%,特别是高档数控机床高达约90%,这也说明我国机床产业在与国外同行的竞争中仍处于劣势,机床产业的发展步伐滞后于我国国民经济总体的发展步伐。重型数控机床产品与发达国家著名企业相比仍存在一定差距,产品水平的差距主要体现在: ·主轴转速,国外先进水平已发展到最高达3000~4000r/min,而国内主要徘徊在800~1500r/ min。 ·快速进给,国外先进水平达20000~30000mm/min,而国内主要在6000~10000mm/min。 ·精度,国外先进水平定位精度0.015/1000mm,重复定位精度0.003~0.007mm;国内产品水平,定位精度0.025/1000mm,重复定位精度0.01~0.015mm。 ·机床的可靠性、精度的稳定性、复合多功能、柔化性、智能化方面不如国外厂家,外观质量也 有明显的差距。 2、造成差距的原因分析
毕业论文指之国内外研究现状的写法与范文 毕业论文指之“国内外研究现状”的撰写一、写国内外研究现状的意义通 过写国内外研究现状,考察学生对自己课题目前研究范围和深度的理解与把握, 间接考察学生是否阅读了一定的参考文献。这不仅是毕业论文撰写不可缺少的组 成部分,而而且是为了让学生了解相关领域理论研究前沿,从而开拓思路,在他 人成果的基础上展开更加深入的研究,避免不必要的重复劳动或避免研究重复。二、国内外研究现状写法在撰写之前,要先把从网络上和图书馆收集和阅读过的与所写毕业论文选题有关的专著和论文中的主要观点归类整理,找出课题的研究 开始、发展和现在研究的主要方向,并从中选择最具有代表性的作者。 1. 在写 毕业论文时,简写课题的研究开始、发展和现在研究的主要方向,最重要的是对 一些现行的研究主要观点进行概要阐述,并指明具有代表性的作者和其发表观点 的年份。 2. 再者简单撰写国内外研究现状评述研究的不足之处,可分技术不足和研究不足。即还有哪方面没有涉及,是否有研究空白;或者研究不深入;还有哪些理论或技术问题没有解决;或者在研究方法上还有什么缺陷等等。 3. 最后简 略介绍发展趋势。三、写国内外研究现状应注意的问题 1.注意写的是把研究现状,而不是写课题物本身现状,重要体现研究。例如,写算法的可视化研究现状,应 该写有哪些专著或论文、哪位作者、有什么观点等;而不是大量算法的可视化研 究何时产生、有哪些交易品种、如何演变,此只需一笔带过,也是对研究的一种 把握。 2.要写最新研究成果和历史意义重大的研究成功,主要写最新成果。 3.不要写得太少或写的太多。如果写的少,说明你查阅的材料少;如果太多则说明你没有归纳,只是机械的罗列。一般2-3 页A4 纸即可。 4.如果没有与毕业论 文选题直接相关的文献,就选择一些与毕业论文选题比 较靠近的内容来写。多从网络上找资料,学习和练习。 “国内外研究现状”的撰写范文在计算机图形学领域,三维可视化是一个重 要的研究方向,许多研究人员己经进行了大量卓有成效的研究,并有许多成熟的 技术己经应用到实际中,出现了大量的优秀的可视化软件产品,如3DMAX、MAYA、EVS、 AVS 等。这些产品主要应用于游戏、电影动画、工业设计以及其它专业领 域的研究,而与GIS 联系较少。可视化理论与技术用于地图学与GIS 始于90 年 代初。1993 年,国际地图学协会在德国科隆召开的第16 届学术讨论会上宣告成 立可视化委员会,其主要任务是定期交流可视化技术在地图学领域中的发展状况 和研究热点,并加强与计算机领域的协作。 1996 年该委员会与美国计算机协会图形学专业组进行了跨学科的协作,制订了一项称为“CartoProiect"的行动计划,旨在探索计算机图形学领域的理论和技术如何有效地应用于空间数据可视化中, 同时也探讨怎样从地图学的观点和方法来促进计算机图形学的发展。1998 年 2 月由B.H.Mccormick 等根据美国国家科学基金会召开的“科学计算可视化研讨
机床数控技术的现状及未来发展趋势 一、数控机床的简单介绍 车、铣、刨、磨、镗、钻、电火花、剪板、折弯、激光切割等都是机械加工方法,所谓机械加工,就是把金属毛坯零件加工成所需要的形状,包含尺寸精度和几何精度两个方面。能完成以上功能的设备都称为机床,数控机床就是在普通机床上发展过来的,数控的意思就是数字控制。数控系统是由显示器、控制器伺服、伺服电机、和各种开关、传感器构成。当然,普通机床发展到数控机床不只是加装数控系统这么简单,例如:从铣床发展到加工中心,机床结构发生变化,最主要的是加了刀库,大幅度提高了精度。加工中心最主要的功能是铣、镗、钻的功能。我们一般所说的数控设备,主要是指数控车床和加工中心。 1、数控机床的特点如下: (1)加工精度高,具有稳定的加工质量; (2)可进行多坐标的联动,能加工形状复杂的零件; (3)加工零件改变时,一般只需要更改数控程序,可节省生产准备时间机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3~5倍); (4)机床自动化程度高,可以减轻劳动强度; (5)对操作人员的素质要求较高,对维修人员的技术要求更高。
2、数控机床的组成部分主机,他是数控机床的主题,包括机床身、立柱、主轴、进给机构等机械部件。他是用于完成各种切削加工的机械部件。数控装置,是数控机床的核心,包括硬件(印刷电路板、CRT显示器、键盒、纸带阅读机等)以及相应的软件,用于输入数字化的零件程序,并完成输入信息的存储、数据的变换、插补运算以及实现各种控制功能。驱动装置,他是数控机床执行机构的驱动部件,包括主轴驱动单元、进给单元、主轴电机及进给电机等。他在数控装置的控制下通过电气或电液伺服系统实现主轴和进给驱动。当几个进给联动时,可以完成定位、直线、平面曲线和空间曲线的加工。辅助装置,指数控机床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、监测等。它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。编程及其他附属设备,可用来在机外进行零件的程序编制、存储等。数控技术,简称“数控”。英文:NumericalControl(NC)。是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。 二、国内外机床数控技术的现状 1、国内数控机床技术现状我国数控机床制造业在80年代曾有过高速发展的阶段,许多机床厂从传统产品实现向数控化产品的转型。但总的来说,技术水平不高,质量不佳,所以在90年代初期面临国家经济由计划性经济向市场经济转移调整,经历了几年最困难的萧条时期,那时生产能力降到50%,库存超过4个月。
数控技术的发展及国内外现状 数控技术的发展及国内外现状 摘要:数控技术(Numerical Contrl)是一种采用计算机对生产过程中各种控制信息进行数字化运算、处理,并通过高性能的驱动单元对机械执行构件进行自动化控制的高新技术。本文对数控技术的发展经行了研究,并比较对比了国内外数控技术的发展现状,对国内数控未来的发展提出了建议。 关键词:数控技术;发展;国内外现状 数控技术集传统的机械制造技术、计算机技术、现代控制技术、传感检测技术、网络通信技术和光、电技术于一体的现代制造业的基础技术。它具有高精度、高效率、柔性自动化等特点,对制造业实现柔性自动化、集成化和智能化起着举足轻重的作用。数控技术是制造自动化的基础,是现代制造装备的灵魂核心,是国家工业和国防工业现代化的重要手段,关系到国家战略地位,体现国家综合国力水平,其水平的高低和数控装备拥有量的多少是衡量一个国家工业现代化的重要标志。 1.数控技术的发展概述 1948年,美国帕森斯公司接受美国空军委托,研制直升飞机螺旋桨叶片轮廓检验用样板的加工设备。由于样板形状复杂多样,精度要求高,一般加工设备难以适应,于是提出采用数字脉冲控制机床的设想。1949年,该公司与美国麻省理工学院(MIT)开始共同研究,并于1952年试制成功第一台三坐标数控铣床,当时的数控装置采用电子管元件。1959年,数控装置采用了晶体管元件和印刷电路板,出现带自动换刀装置的数控机床,称为加工中心( MC Machining Center),使数控装置进入了第二代。60年代末,先后出现了由一台计算机直接控制多台机床的直接数控系统(简称 DNC),又称群控系统;采用小型计算机控制的计算机数控系统(简称 CNC),使数控装置进入了以小型计算机化为特征的第四代。 1974年,研制成功使用微处理器和半导体存贮器的微型计算机
1、研究意义: 随着我国国民经济和城市化建设的飞速发展,大型商业综合体在当今商业创新模式的潮流和城市空间有机化、复合化的趋势下应运而生,数量日益增多,体量越来越大。 这类公众聚集场所一般具有功能繁多、空间种类丰富、人流量大、火荷载大等特点,一旦发生火灾,容易导致重、特大人员伤亡和直接经济损失。 近年来大型商业建筑火灾造成的人员伤亡事件屡有发生。 国外的发展经验表明,当一个国家的人均GDP达到1000-3000美元时,社会将会处于一个灾难事故多发阶段,这表明我国当前及今后较长的一个时期,火灾安全形势依然十分严峻。 飞速发展的大型商业建筑,使用功能日趋复杂、集约,这给大型商业综合体的安全疏散设计带来了十分严峻的挑战。 安全疏散,就是在发生火灾时,在允许的疏散时间范围中,使遭受火灾危害的人或贵重物资在楼内火灾未危及其安全之前,借助于各种疏散设施,有组织、安全、准确、迅速地撤离到安全区域。 大型综合性商业建筑的使用功能高度集中,现行规范都无法对其建筑形态和业态分布做出明确的规定,基于以往经验及科研成果制订出来的建筑防火设计规范难以适应新的需要,实践中经常遇到大量现行规范适应范围无法涵盖或规范条文无法适应建筑物设计形式的尴尬局面。 现代大型商业综合体建筑的设计往往突破了现行规范,因此在一些经济发达的地区,也将性能化的防火设计理念引入到了设计之中,它已成为未来防火设计发展的趋势。 商业街建筑由于其独特性,有关消防设计也有别于一般的商业建筑。 比如,商业街是否作为一个整体建筑考虑其消安全疏散设计,是否应限制商业街建筑的层数,长度和宽度,步行街是否考虑作为人员疏散安全区域及其条件等等这些问题都有待于进一步的调研及深入分析。
龙源期刊网 https://www.doczj.com/doc/de13417195.html, 数控车床技术发展现状及精度提升方法探索作者:杨皓天万腾刘瑶 来源:《农机使用与维修》2017年第12期 摘要:数控技术是现代工程制造业所依托的重要技术,我国的数控车床技术近年来有了 长足的发展,为我国的机械加工行业提供了不小的帮助,但同时也应清楚的认识到我国数控车床在技术和市场占有率上的不足,生产厂家应积极探索出路,数控车床的使用者也应尝试新方法以提高零件的加工精度。 关键词:数控车床;发展历程;现状;精度提升 中图分类号:TG659 文献标识码:A doi:10.14031/https://www.doczj.com/doc/de13417195.html,ki.njwx.2017.12.021 数控技术是将机械、电子技术、液压及气动等众多技术集于一身的先进技术,数控技术自诞生以来给机械制造业带来了巨大的变化,其具备的高效率、高精度以及高度自动化的优点正迎合了装备制造业对加工设备的需求,数控机床技术水平的高低和其加工能力的强弱是衡量国家装备制造整体水平的重要标志。数控车床是数控机床最常见的重要分支,在数控加工中需求量高、占有的比例很大且发展速度很快,通过研究数控车床的发展过程及发展现状,努力探索先进的加工技术及工艺,能够更好地促进我国数控车床技术的发展,为提高我国工业制造能力提供保障。 1 数控车床技术发展现状 我国对数控车床的研究和开发始于20世纪70年代,经过多年的探索与发展,截止到2000年,结构简单的卧式数控车床已经较为广泛地在各大加工企业中使用,其特点是价格低廉、购置所需的费用较少,且能够完成车床加工的常规需求,且加工效率相对于人工较高,特别适用于批量生产中使用,因此受到了加工界的欢迎,目前仍有很多企业仍在使用这一机型。随着时代的进步,有2轴控制的斜床身数控车床及立式数控车床逐渐占据我国市场,相对于普通卧式数控车床而言,其加工能力、自动化程度更为强大,国产机型受到了用户的认可与购买,能够在机械加工上给我国加工企业以更大帮助。而更为先进的3轴以上的数控车床,因其技术复杂且售价较高,在我国的中小加工企业中的保有量较低,大企业所购置的3轴以上的数控车床也多以进口技术为主,其机型多为外资或合资企业所生产的成熟产品,国产机床对高端机床市场的占有率较低。近年来,我国针对中高端的数控车床市场也努力开发了新技术,如双主轴双刀架车削中心、车Y 轴功能的车削中心以及铣复合中心等新技术和新机型都纷纷研发 成功并推向市场。
毕业论文指导:如何写“国内外研究现状”? 一、为什么要写国内外研究现状 通过写国内外研究现状,可以考察学生是不是阅读了大量的相关文献。 为什么要求学生阅读大量的参考文献呢?不是为了让学生抄袭,而是为了让学生了解相关领域理论研究前沿,从而开拓思路,在他人成果的基础上展开更加深入的研究,避免不必要的重复劳动。 二、怎样写国内外研究现状 在写之前,同学们要先把收集和阅读过的与所写毕业论文选题有关的专著和论文中的主要观点归类整理,并从中选择最具有代表性的作者。在写毕业论文时,对这些主要观点进行概要阐述,并指明具有代表性的作者和其发表观点的年份。还要分别国内外研究现状评述研究的不足之处,即还有哪方面没有涉及,是否有研究空白,或者研究不深入,还有哪些理论问题没有解决,或者在研究方法上还有什么缺陷,需要进一步研究。 三、写国内外研究现状应注意的问题 一是注意不要把研究现状写成事物本身发展现状。例如,写股指期货研究现状,应该写有哪些专著或论文、哪位作者、有什么观点,而不是写股指期货本身何时产生、有哪些交易品种、如何演变。 二是要反映最新研究成果。 三是不要写得太少。如果只写一小段,那就说明你没有看多少材料。 四是如果没有与毕业论文选题直接相关的文献,就选择一些与毕业论文选题比较靠近的内容来写。
国内外研究现状的开题报告的格式(通用) 由于开题报告是用文字体现的论文总构想,因而篇幅不必过大,但要把计划研究的课题、如何研究、理论适用等主要问题说清楚,应包含两个部分:总述、提纲。 1 总述 开题报告的总述部分应首先提出选题,并简明扼要地说明该选题的目的、目前相关课题研究情况、理论适用、研究方法、必要的数据等等。 2 提纲 开题报告包含的论文提纲可以是粗线条的,是一个研究构想的基本框架。可采用整句式或整段式提纲形式。在开题阶段,提纲的目的是让人清楚论文的基本框架,没有必要像论文目录那样详细。 3 参考文献 开题报告中应包括相关参考文献的目录 4 要求 开题报告应有封面页,总页数应不少于4页。版面格式应符合以下规定。 开题报告 学生: 一、选题意义 1、理论意义 2、现实意义 二、论文综述 1、理论的渊源及演进过程 2、国外有关研究的综述 3、国内研究的综述 4、本人对以上综述的评价 三、论文提纲 前言、 一、 1、 2、 3、