电弧喷锌技术
第38卷第3期武钢技术
魏计文
瞬雨西
摘要电弧喷辞是国内近年新兴的防腐,蓑饰或具有特殊功能的新技术,本文试就武姻金属结构
奢司对这一新技术的运用,对电弧喷涤设备,使用材料,操诈程序,技术参数覆性能检测等若干因素进行
简要舟绍.
关键词AbstractElectricarcZnsprayingisanewtechnologythspecialfunctionsforcorr osionre? sistanceanddecorationemerqinginChinaintherecentyears.Thepresentpaper eⅡvintroduced theapplicationofthistechnologyintheMetalStructureCompanyofW/SCOan dfactorsrelat/ngto
thet~ologysuchfitstheelectricarcsprayingequipments,,$~i13gmaterial,oper atingprocedure,
technicalpamri~ersandperformancecheckandimpecdon. KeywordselectricarcZnsprayequipmentperfonnanc~checkandinspection
1前言
电弧喷锌属热喷涂技术范畴.然而,它又是
热喷涂技术中实用性最强,施工速度快,质量优良,最具代表性的热喷涂技术之一.
所谓电弧喷锌,简言之,就是通过喷锌设备,
且在电流的作用下,借助高压空气,将热融的液体锌高速射向被涂物(被涂物可以是钢铁,金属合金,陶瓷,塑料等),在被涂物表层形成致密,均匀
的锌层,达到被涂物具有防腐,装饰或某种特殊用途的施工方法.金属结构公司在广州南田路高架桥箱形粱及广州革新路口人行天桥箱形梁的施工中,应用了这一新技术.
2电弧喷锌设备的结构及技术参数
电弧喷锌设备主要由硅整流电源,送丝机构,
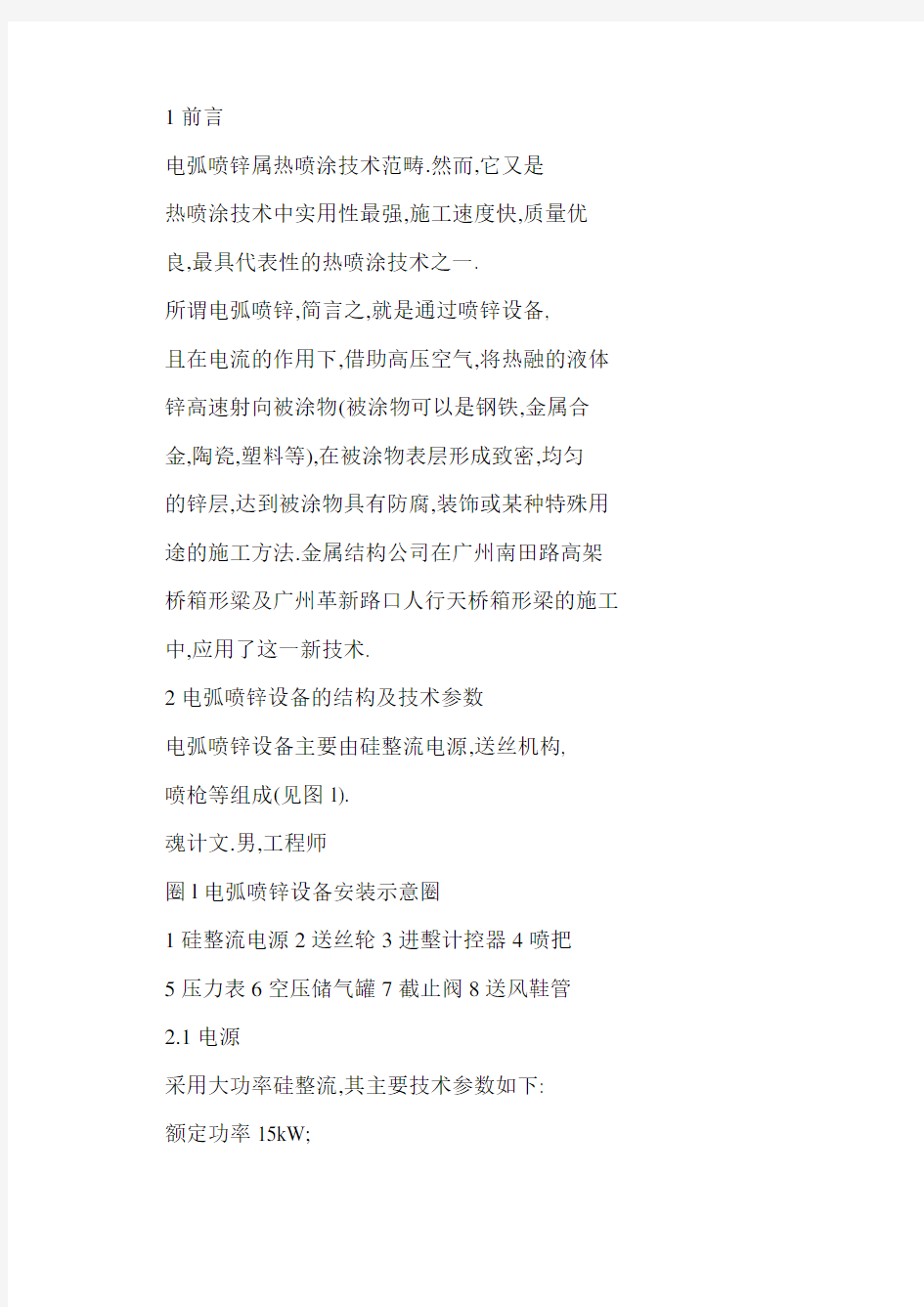
喷枪等组成(见图1).
魂计文.男,工程师
圈l电弧喷锌设备安装示意圈
1硅整流电源2送丝轮3进墼计控器4喷把
5压力表6空压储气罐7截止阀8送风鞋管
2.1电源
采用大功率硅整流,其主要技术参数如下:
额定功率15kW;
输入电压380v;
输出电压22—32v;
额定输出电流300A.
2.2送丝机构
该机构中包括盘丝轮,送丝轮扭,送丝计控
嘲一
~挫
魏计文:电弧喷锌技术
器,点送开关,数码显示器等部件,其内部为集成电路.
送丝机构可实现无级,等速送丝调节,在数码
显示装置上可直接读出送丝速度.双丝动力机构采用四主动轮推丝,由微型电动机作为送丝的原始动力.
2.3空压储气罐
储气压力0.5—0.6MPa,储气罐上应安装两
个出风口,一个接喷枪,一个接防护服头盔.
2.4电弧喷枪
该喷枪上接有:两根送丝软管,启动信号线,
正负极电源,高压空气软管.枪身主体应采用绝缘的硬质塑料制成.喷嘴由铝台金件,陶瓷模压
件组成.
2.5锌丝
锌是一种银灰色金属,具有比铁更低的标准
电极电位,能对钢铁等基体形成有效的”阳极保护”.锌具有良好的导电性,对电磁波有很好的反射率.其熔体对多种金属,金属合金,陶瓷,玻璃,
塑料等基体材料有良好的牯附强度.锌的化学成分见表1,其物理性能见表2.
表1锌的化学成分1w)%
表2锌的部分物理性能
3操作程序
连接各电路一管路打开总电源开关一调节
工作电压一开启送丝机电源一锌丝穿过软管一按动点送开关一调节送丝速度一打开高压空气管阀门一按下喷枪开关.
4辅助设备的配制
有了喷锌机主体设备,还必须自制一些辅助
设备.例如,商品锌丝是成卷的散丝,必须先将它
均匀缠绕在”送丝轮”上才能使用,所以,要制作“放丝机”和”卷丝机”各一台.由于卷好锌丝的送丝轮要运送到施工地点,所以应制作一辆”送锌车”.当然无条件时,也可用其它方法运送.
在这里,必须指出,钢结构在喷锌之前,必须
进行表面预处理,并达到规定的技术等级,而钢结构在喷锌之后,如果是以防腐为目的,则还需进行适当的封闭处理和涂料涂装.
电弧喷锌常见故障及排除方法见表3.
表3常见故障及排除方法
故障现象故障原固排除方法
电源开启,但指
示灯不亮
遴丝轮不转
(1)保险丝熔断
(2)指标灯泡烧损
(I】选丝机电源示
打开
(2)控制线或电缆
接触不良
送丝不匀(1)锌丝粗细不匀
或有硬性折弯
(2)喷嘴磨损严重
喷抢工作时,电(1)电压偏低
弧不稳,有时出(2)导电嘴不对心
现爆破声(3)风压不够