实验一焊缝接头金相试样制备及显微组织分析
一、实验目的
1.学会正确截取焊接接头试样。
2.认识焊缝区和热影响区各区段的组织特征。
二、实验原理焊接是工业生产中用来连接金属材料的重要加工方法。根据工艺特点不同,焊接方法又分为许多种,其中熔化焊应用得最广泛。
熔化焊的实质就是利用能量高度集中的热源,将被焊金属和填充材料快速熔化,然后冷却结晶而形成牢固接头。
由于熔化焊过程的这一特点,不仅焊缝区的金属组织与母材组织不一样,而且靠近焊缝区的母材组织也要发生变化。这部分靠近焊缝且组织发生了变化的区域称为热影响区。热影响区内,和焊缝距离不一样的金属由于在焊接过程中所达到的最高温度和冷却速度不一样,相当于经受了不同规范的热处理,因而最终组织也不一样。
焊接结构的服役能力和工作可靠性,既取决于焊缝区的组织和质量,也取决于热影响区的组织和宽窄。因此对焊接接头组织进行金相观察与分析已成为焊接生产与科研中用以评判焊接质量优劣,寻找焊接结构的失效原因的一种重要手段。
本实验采用焊接生产中应用最多的低碳钢为母材,用焊条电弧焊(又称为手工电弧焊)施焊,然后对焊接接头进行磨样观察。
焊条电弧焊的原理如图 1 所示。焊接前,将电焊机的输出端分别与工件和焊钳相连,接通电路后,焊条和被焊工件之间引燃电弧,焊条和工件作为阴极或阳极。电弧热使工件和焊条同时熔化形成熔池,焊条药皮也随之熔化形成熔渣覆盖在焊接区的金属上面,药皮燃烧时产生大量CO2 气流围绕在电弧周围,熔渣和气流可防止空气中的氧氮侵入起到保护熔池的作用。随着焊条的移动,焊条前的金属不断熔化,焊条移动后的金属则冷却凝固成焊缝,于是形成一个焊接接头。
在焊条电弧焊焊接中,受电弧的热作用焊接接头的金属都要经历常温状态升温到一定温度后,然后再逐渐冷却到常温的过程。图 2 表示了焊件截面上各区域温度的变化情况。在焊接时各部分和焊缝距离不同而受热不均匀,导致不同位置的点所经历的焊接热循环是不同的(即被加热的最高温度不同),而且焊接后的冷却速度也不同。因此,各部分组织与性能变化也不同。
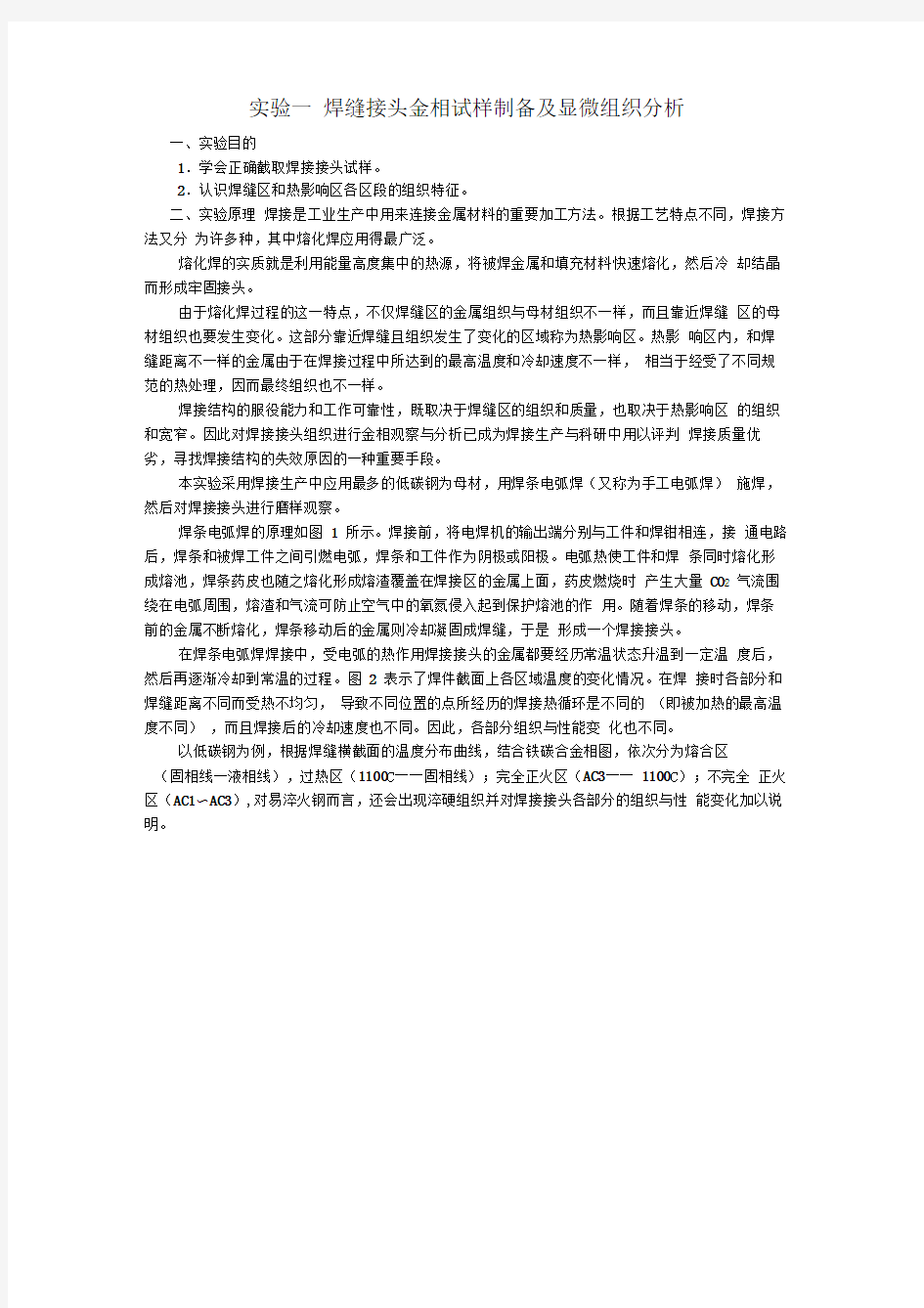
以低碳钢为例,根据焊缝横截面的温度分布曲线,结合铁碳合金相图,依次分为熔合区
(固相线一液相线),过热区(1100C――固相线);完全正火区(AC3―― 1100C);不完全正火区(AC1?AC3),对易淬火钢而言,还会出现淬硬组织并对焊接接头各部分的组织与性能变化加以说明。
2.
3-正火氐 … rsj,部”箱葩区i 70
G
叫
30
L I lool
图3低碳钢焊接接头的组织变化示意图 1-熔合区;2-过热区;3-正火区;4-部分相变区
1?焊缝金属
焊缝金属结晶是从熔池底壁上许多未熔化的半个晶粒开始的。 因结晶使各个方向冷却速
度不同,垂直于熔合线方向冷却速度最大, 所以晶粒由垂直于熔合线向熔池中心生长,
最终
呈柱状晶,如图 4 (a )所示。在结晶过程中,低熔点的硫磷杂质和氧化铁等易偏析,集中 在焊缝中
心,将影响焊缝金属的力学性能,如图
4 ( b )所示。图5为20钢焊缝区组织图。图
5 20钢焊缝组织图图
2. 热影响区
热影响区是指焊缝两侧因焊接热作用而发生组织与性能变化的区域。 各种不同的焊接方
法和焊接时输入热量的多少, 使热影响区区域的大小也有所不同。 在热影响区,由于各点的 热循环
不同,热影响区可分为熔合区、过热区、正火区和部分相变区。 (1)
熔合区 是焊缝和基本金属的交界区,其最高加热温度处于固相线和液相线之间
一 生砂一-⑸:
JL
(a)
(b)
图4焊缝金属结晶示意图
(a)焊缝的柱状树枝晶(b)焊缝金属偏析
, ” 〔 :
-
<1- ■
i I f
岭
? - r - M
心仏珀「夕八
"ha 对
亠
盅界f ’
w
汀仇 -#
二I
二巴”叮
復“才炸3
垒y
用
一
J 什虫应「忙门
ME -m
覚门乙城歹宀
图6 20钢过热区组织
I
目ir …
细04
2 器广
的区域。由于该区域温度高,基体金属部分熔化,所以也称为“半熔化区”。熔化的金属凝
固成铸态组织,未熔化金属体因温度过高而形成粗晶粒。 此区域在显微镜下一般为 2~3个晶
粒的宽度,有时难以辨认。该区域虽然很窄,但强度、塑性和韧性都下降;同时此处接头断 面变化较大,将引起应力集中,很大程度上决定着焊接接头的性能。此区域见图 3中的1
区所示。
(2)
过热区 是热影响区中最高加热温度在 1100C
以上至固相线温度区间的区域,见
图3中的2区所示。该区域在焊接时,由于加热温度高,
奥氏体晶粒急剧长大,形成过热组
织,所以也称“粗晶粒区”。冷却以后形成粗大的过热区组织,先共析的铁素体从奥氏体晶 界上呈针片状析出并向晶内生长,这种先共析针片状铁素体加珠光体这种组织称为魏氏体组 织如图6所示。图6为20钢过热区组织。在大热输入的电弧焊、气焊、电渣焊的条件下, 经常出现魏氏体组织。因此使该区域的塑性和韧性大大降低,冲击韧性约下降 25%~75%。
对淬透性好的钢材,过热区冷却后得到淬火马氏体, 脆性更大。所以过热影响区中力学性能
最差的部位。
(3) 正火区 是指热影响区中加热温度在 A3~1100 C 之间的区间,见图 3中的3区所 示。该区温度虽较高,但加热时间较短,晶粒不容易长大。焊后空冷,金属将发生重结晶, 得到晶粒较细的正火组织, 所以该区域称为正火区, 也称为细晶区或重结晶区。 该区的组织
比退火(或轧制)状态的母材组织细小,其力学性能优于母材。图
7为20钢正火区组织。
图7 20钢正火区组织图 (4)
部分相变区 是指
热影响区中加热温度在
示。焊接加热时,首先珠光体向奥氏体转变, 氏体中溶解,温度愈高,溶入愈多,至
.
短,该区只有部分铁素体溶入奥氏体。 珠光体与未经重结晶的铁素体组成不均匀组织。 组织不均
匀,力学性能稍差。
图8为20钢焊接接头组织全貌。 三、 实验设备及器材
1. 施焊设备及器材(BX-330交流手工电弧焊机、结 422焊条、面罩)。
2.
200X 100X 8mmA3钢板一块。施焊前用牛头刨床沿其长度方向中心线刨一条深 2mm ,
宽4?5mm 的弧形槽。
3?砂轮切割机一台。 4?钳工工具一套。
5?制备金相试样的全部器材。 6.金相显微镜若干台。
側騒嶷逡鑿海if
图8 20钢焊接接头组织全貌
A1~A3之间的区域,如图3中的4区所 随着温度的
进一步升高,部分铁素体逐步向奥
A3时,全部转变为奥氏体。焊接加热时由于时间较 焊后空冷,该区域得到由经过重结晶的细小铁素体和 所以该区也称为不完全重结晶区。 该区由于
四、实验方法与步骤
1 .在钢板上沿刨槽用①4mm结422焊条施焊。焊接电流取140?150A。
2.待钢板冷至室温后,用砂轮切割机截取试样。截取部位如图9所示,切割时须用水冷
却。以防止组织发生变化(图中虚线为砂轮切割线,两端
图9焊接接头金相试样取样位置示意图
3. 截下焊接缝接头制备成金相试样。注意磨制面应选择与焊缝走向垂直的横截面。
4.
在金相显微镜上观察制备好的焊接接头试样。先用低倍镜镜头(放大 100倍)观察焊
缝区及热影响区全貌,再用高倍镜镜头(450倍)逐区进行观察,注意识别各区的金相组织特 征,并
画出草图。
五、 实验报告要求 1?明确实验目的。
2?画出焊接接头各区段的金相图,并指出其形貌特征。 3. 解释焊接接头各区段组织的形成原因。 六、 注意事项
1. 焊缝最好由有经验的焊工一次焊成,焊缝要均匀,填满刨槽,尽量减少夹渣、气孔等 缺陷。
2. 用砂轮切割机切割时,钢板要夹紧,线要对正。向下按手把时要用力平稳。人要站在 砂轮侧面,以免砂轮破裂后飞出伤人。
30mm 长焊缝舍弃不用)。