Arduino 旋转编码器模块KY-040
工作电压:5V
一圈脉冲数:20
旋转编码器可通过旋转可以计数正方向和反方向转动过程中输出脉冲的次数,旋转计数不像电位计,这种转动计数是没有限制的。配合旋转编码器上的按键,可以复位到初始状态,即从0开始计数。
工作原理:
增量编码器是一种将旋转位移转换为一连串数字脉冲信号的旋转式传感器。这些脉冲用来控制角位移。在Eltra编码器中角位移的转换采用了光电扫描原理。读数系统以由交替的透光窗口和不透光窗口构成的径向分度盘(码盘)的旋转为依据,同时被一个红外光源垂直照射,光把码盘的图像投射到接收器表面上。接收器覆盖着一层衍射光栅,它具有和码盘相同的窗口宽度。接收器的工作是感受光盘转动所产生的变化,然后将光变化转换成相应的电变化。再使低电平信号上升到较高电平,并产生没有任何干扰的方形脉冲,这就必须用电子电路来处理。读数系统通常采用差分方式,即将两个波形一样但相位差为180°的不同信号进行比较,以便提高输出信号的质量和稳定性。读数是再两个信号的差别基础上形成的,从而消除了干扰。
增量编码器:
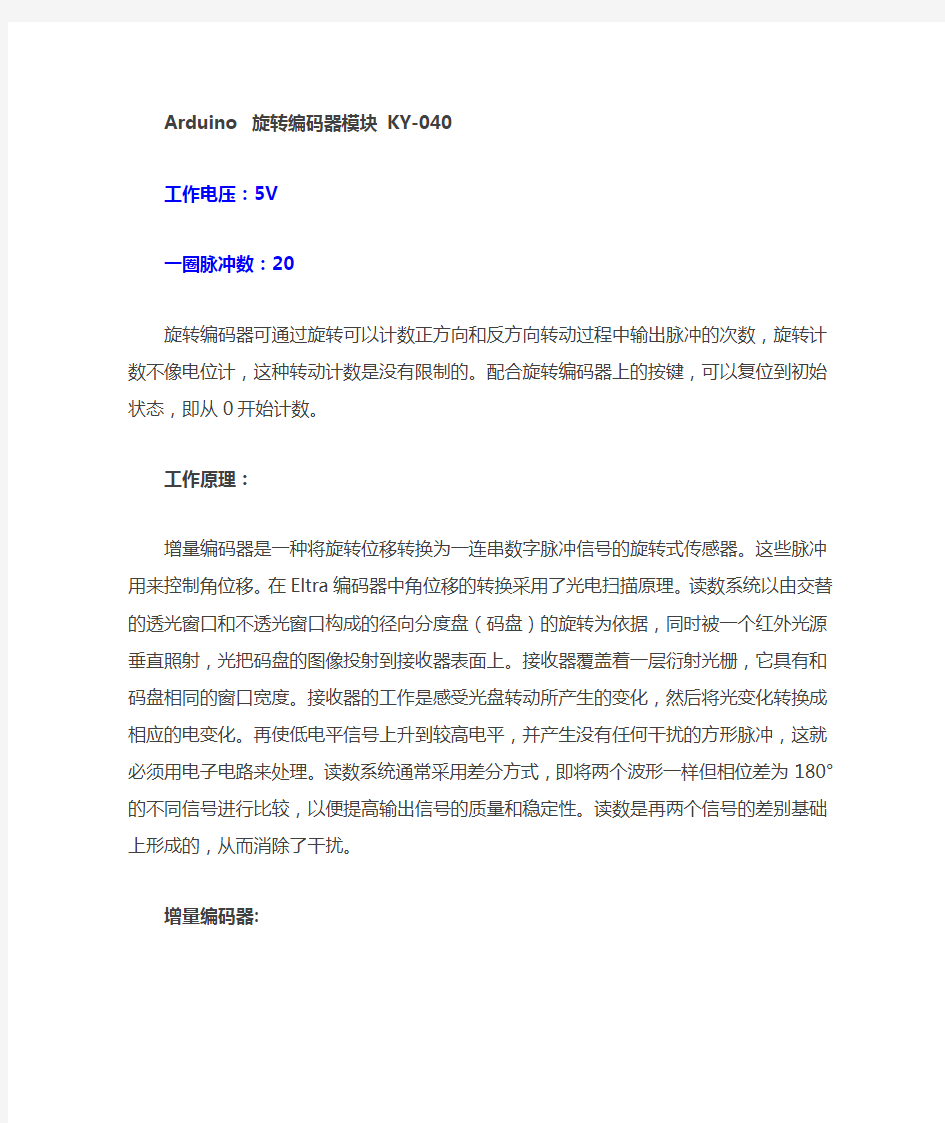
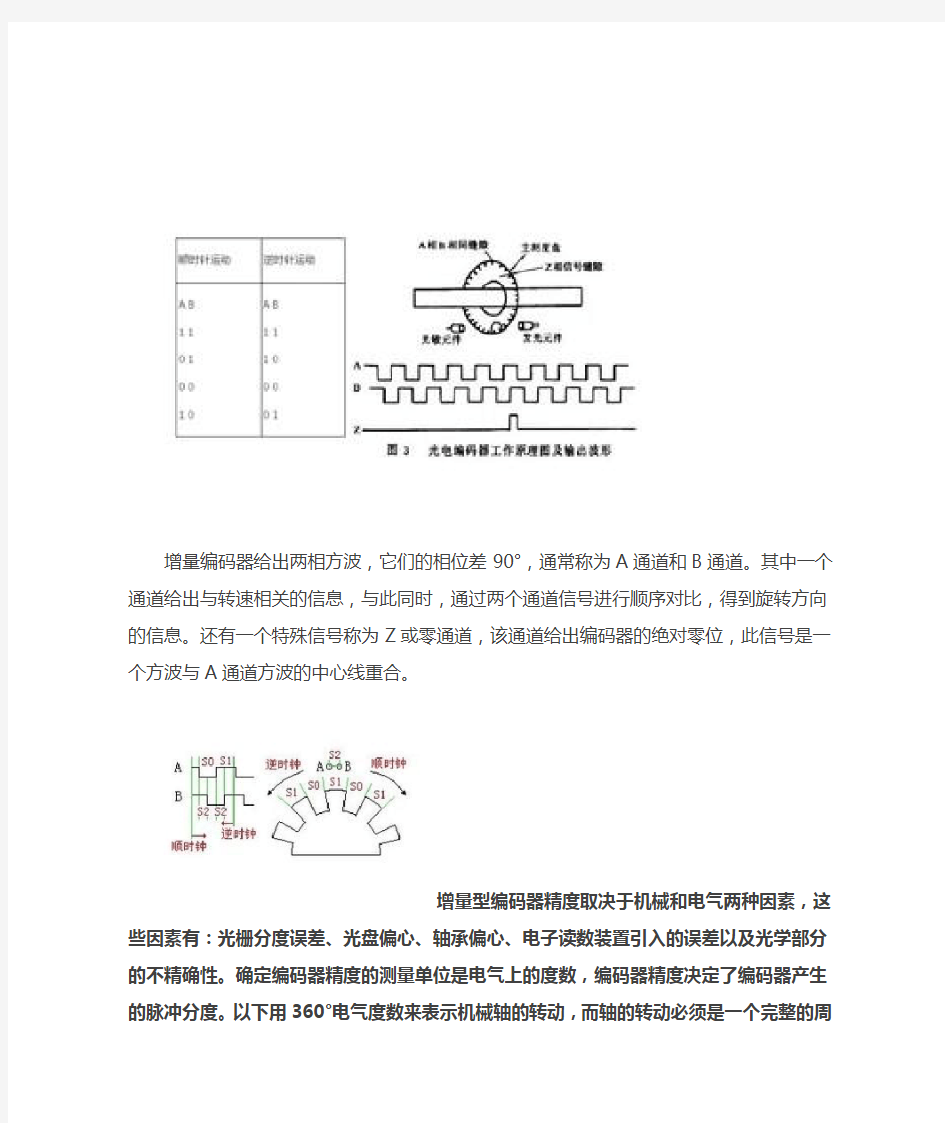
增量编码器给出两相方波,它们的相位差90°,通常称为A通道和B 通道。其中一个通道给出与转速相关的信息,与此同时,通过两个通道信号进行顺序对比,得到旋转方向的信息。还有一个特殊信号称为Z或零通道,该通道给出编码器的绝对零位,此信号是一个方波与A通道方波的中心线重合。
增量型编码器精度取决于机械和电气两种因素,这些因素有:光栅分度误差、光盘偏心、轴承偏心、电子读数装置引入的误差以及光学部分的不精确性。确定编码器精度的测量
单位是电气上的度数,编码器精度决定了编码器产生的脉冲分度。以下用360°电气度数来表示机械轴的转动,而轴的转动必须是一个完整的周期。要知道多少机械角度相当于电气上的360度,可以用下列公式来计算:电气360 =机械360°/n°脉冲/转
图:A、B换向时信号
编码器分度误差是以电气角度为单位的两个连续脉冲波的最大偏移来
表示。误差存在于任何编码器中,这是由前述各因素引起的。Eltra编码器的最大误差为±25电气角度(在已声明的任何条件下),相当于额定值偏移±7%,至于相位差90°(电气上)的两个通道的最大偏差为±35电气度数相当于额定值偏移±10%左右。
UVW信号增量型编码器
除了上述传统的编码器外,还有一些是与其它的电气输出信号集成在一起的增量型编码器。与UVW信号集成的增量型编码器就是实例,它通常应用于交流伺服电机的反馈。这些磁极信号一般出现在交流伺服电机中,UVW信号一般是通过模拟磁性原件的功能而设计的。在Eltra编码器中,这些UVW信号是用光学方法产生,并以三个方波的形式出现,它们彼此偏移120°。为了便于电机启动,控制电动机用的启动器需要
这些正确的信号。这些UVW磁极脉冲可在机械轴旋转中重复许多次,因为它们直接取决于所连接的电机磁极数,并且用于4、6或更多极电机的UVW信号。
************************************************************* **************
ARDUINO测试代码:
int redPin = 2;
int yellowPin = 3;
int greenPin = 4;
int aPin = 6;
int bPin = 7;
int buttonPin = 5;
int state = 0;
int longPeriod = 5000; // Time at green or red
int shortPeriod = 700; // Time period when changing
int targetCount = shortPeriod; int count = 0;
void setup()
{
pinMode(aPin, INPUT);
pinMode(bPin, INPUT);
pinMode(buttonPin, INPUT); pinMode(redPin, OUTPUT);
pinMode(yellowPin, OUTPUT); pinMode(greenPin, OUTPUT); }
void loop()
{
count++;
if (digitalRead(buttonPin))
{
setLights(HIGH, HIGH, HIGH);
}
else
{
int change = getEncoderTurn();
int newPeriod = longPeriod + (change * 1000); if (newPeriod >= 1000 && newPeriod <= 10000)
{
longPeriod = newPeriod;
}
if (count > targetCount)
{
setState();
count = 0;
}
}
delay(1);
}
int getEncoderTurn()
{
// return -1, 0, or +1
static int oldA = LOW;
static int oldB = LOW;
int result = 0;
int newA = digitalRead(aPin);
int newB = digitalRead(bPin);
if (newA != oldA || newB != oldB) {
// something has changed
if (oldA == LOW && newA == HIGH) {
result = -(oldB * 2 - 1);
}
}
oldA = newA;
oldB = newB;
return result;
}
int setState()
{
if (state == 0)
{
setLights(HIGH, LOW, LOW);
targetCount = longPeriod;
state = 1;
}
else if (state == 1)
{
setLights(HIGH, HIGH, LOW); targetCount = shortPeriod; state = 2;
}
else if (state == 2)
{
setLights(LOW, LOW, HIGH); targetCount = longPeriod; state = 3;
}
else if (state == 3)
{
setLights(LOW, HIGH, LOW);
targetCount = shortPeriod;
state = 0;
}
}
void setLights(int red, int yellow, int green) {
digitalWrite(redPin, red);
digitalWrite(yellowPin, yellow);
digitalWrite(greenPin, green);
}
增量型编码器与绝对型编码器的区分 编码器如以信号原理来分,有增量型编码器,绝对型编码器。 增量型编码器 (旋转型) 工作原理: 由一个中心有轴的光电码盘,其上有环形通、暗的刻线,有光电发射和接收器件读取,获得四组正弦波信号组合成A、B、C、D,每个正弦波相差90度相位差(相对于一个周波为360度),将C、D信号反向,叠加在A、B两相上,可增强稳定信号;另每转输出一个Z相脉冲以代表零位参考位。 由于A、B两相相差90度,可通过比较A相在前还是B相在前,以判别编码器的正转与反转,通过零位脉冲,可获得编码器的零位参考位。 编码器码盘的材料有玻璃、金属、塑料,玻璃码盘是在玻璃上沉积很薄的刻线,其热稳定性好,精度高,金属码盘直接以通和不通刻线,不易碎,但由于金属有一定的厚度,精度就有限制,其热稳定性就要比玻璃的差一个数量级,塑料码盘是经济型的,其成本低,但精度、热稳定性、寿命均要差一些。 分辨率—编码器以每旋转360度提供多少的通或暗刻线称为分辨率,也称解析分度、或直接称多少线,一般在每转分度5~10000线。 信号输出: 信号输出有正弦波(电流或电压),方波(TTL、HTL),集电极开路(PNP、NPN),推拉式多种形式,其中TTL为长线差分驱动(对称A,A-;B,B-;Z,Z-),HTL 也称推拉式、推挽式输出,编码器的信号接收设备接口应与编码器对应。 信号连接—编码器的脉冲信号一般连接计数器、PLC、计算机,PLC和计算机连接的模块有低速模块与高速模块之分,开关频率有低有高。 如单相联接,用于单方向计数,单方向测速。 A.B两相联接,用于正反向计数、判断正反向和测速。 A、B、Z三相联接,用于带参考位修正的位置测量。 A、A-, B、B-,Z、Z-连接,由于带有对称负信号的连接,电流对于电缆贡献的电磁场为0,衰减最小,抗干扰最佳,可传输较远的距离。 对于TTL的带有对称负信号输出的编码器,信号传输距离可达150米。 对于HTL的带有对称负信号输出的编码器,信号传输距离可达300米。
磁旋转编码器常见问题 常见问题:磁旋转编码器I C 一般性问题 Q1:芯片如果不能按预期工作,我需要进行哪些测试才能找出原因? Q2:可以在不编程的情况下使用旋转编码器芯片吗? Q3:如何知道上电之后角度数据何时有效? Q4:启动时间是否会随温度而改变? Q5:不同类型的输出可用于哪些应用? Q6:我可以利用数字输出驱动大于4m A的电流,例如驱动一个10m A的L E D吗?Q7:为什么已存在下拉电阻还必须将P R O G连接到V S S? Q8:对准模式下限制数值32是什么意思? Q9:可以得到的最佳精度是多少? Q10:可以得到优于0.1度的精度吗? Q11地利微电子可以校准芯片以实现最佳的精度吗? Q12:数据资料中显示的误差曲线对于所有产品都是一样的吗? Q13:编码器的重复性是指什么? Q14:重复性怎样随着温度改变? Q15:C S n引脚可以永久地连接到V S S吗? Q16:角度数据采样与C S n是同步的吗? Q17:奥地利微电子可以提供预先编程的定制化编码器吗? Q18:编码器可承受的振动水平怎样? Q19:怎样降低A S5040/43/45的功耗? 磁铁相关问题 Q20:推荐的磁铁水平偏离容差是多少? Q21:如果不能将磁铁对准在推荐的容差内,会发生什么呢? Q22:我可以将编码器I C安装在环形磁铁的周围吗? Q23:怎样才能扩展磁铁的垂直间距? Q24:如果在―绿色‖(适当)范围之外使用传感器会有什么后果? Q25:哪些类型的磁铁可以和A S5035/40/43/45配合使用? Q26:在旋转轴内安装磁铁的时候需要注意什么? Q27:为什么在移除磁铁的时候不能触发C O F和L I N报警? Q28:为什么即使移除磁铁时我仍可以得到随机的角度数据? Q29:在什么磁场范围可以得到M a g I n c/-D e c、L I N和C O F报警信号? Q30:如何分辨磁铁场强过弱(或丢失)与磁铁场强过强的情况? Q31:要获得零位读数时,磁铁要处于哪一个缺省位置? Q32:磁编码器是如何做到对于外部磁场不敏感的? A S5035,A S5040,A S5045 磁旋转编码器产品系列常见问题 A S50000磁旋转编码器产品系列 常见问题 Q33:是否需要屏蔽传感器以避免外部磁场的影响? Q34:B L D C电动机的强磁场转子磁铁会对编码器造成什么影响? Q35:我可以将其它材料放置到磁铁和I C之间吗?
2010-04-30 08:14 传统的绝对编码器光码盘上有许多道光通道刻线,每道刻线依次以2线、4线、8线、16线。。。。。。编排,这样,在编码器的每一个位置,通过读取每道刻线的通、暗,获得一组从2的零次方到2的n-1次方的唯一的2进制编码(格雷码),这就称为n位绝对编码器。这样的编码器是由光电码盘的机械位置决定的,它不受停电、干扰的影响。 绝对编码器由机械位置决定的每个位置是唯一的,它无需记忆,无需找参考点,而且不用一直计数,什么时候需要知道位置,什么时候就去读取它的位置。这样,编码器的抗干扰特性、数据的可靠性大大提高了。 单圈绝对值编码 多圈绝对值编码器 旋转单圈绝对值编码器,以转动中测量光电码盘各道刻线,以获取唯一的编码,当转动超过360度时,编码又回到原点,这样就不符合绝对编码唯一的原则,这样的编码只能用于旋转范围360度以内的测量,称为单圈绝对值编码器。 如果要测量旋转超过360度范围,就要用到多圈绝对值编码器。 编码器生产厂家运用钟表齿轮机械的原理,当中心码盘旋转时,通过齿轮传动另一组码盘(或多组齿轮,多组码盘),在单圈编码的基础上再增加圈数的编码,以扩大编码器的测量范围,这样的绝对编码器就称为多圈式绝对编码器,它同样是由机械位置确定编码,每个位置编码唯一不重复,而无需记忆。 多圈编码器另一个优点是由于测量范围大,实际使用往往富裕较多,这样在安装时不必要费劲找零点,将某一中间位置作为起始点就可以了,而大大简化了安装调试难度. 绝对值多圈有电子增量计圈与机械绝对计圈等多种,(还有其他几圈方式,但不多见)。机械绝对计圈,无论是每圈位置是绝对的,而且圈数也是绝对值的,但是,这样的话,圈数就有个范围,例如现在较多的4096圈和65536圈两种。这样,就有人提出来,超过圈数还算不算绝对的在一次加工中不超过圈数,或停电移动不超过1/2圈数,当然是绝对的。 电子增量计圈,通过电池记忆圈数,实际上是单圈绝对,多圈增量,好处是省掉了一组机械齿轮,经济、体积小且没有圈数限制,似乎也不错,但是他毕竟是多圈增量的,不能算真正意义上的绝对值,什么是真正意义上的绝对值就是不依赖于前次历史的直接读数。它在停电后,由于电池低功耗的要求,移动的速度与范围其实是有限制的,另外加上电池的因数,可靠性方面还是要有疑问的。尤其是如果计圈的失误,反而无法找到原来的绝对位置。 事实上,很多人理解用绝对值,都是停电后移动的问题,却不了解德国人在运动控制中用机械真多圈绝对值的真正用意,由于真正的绝对值是不依赖于前次历史
增量式编码器的A.B.Z 编码器A、B、Z相及其关系
TTL编码器A相,B相信号,Z相信号,U相信号,V相信号,W相信号,分别有什么关系? 对于这个问题的回答我们从以下几个方面说明: 编码器只有A相、B相、Z相信号的概念。 所谓U相、V相、W相是指的电机的主电源的三相交流供电,与编码器没有任何关系。“A相、B相、Z相”与“U相、V相、W相”是完全没有什么关系的两种概念,前者是编码器的通道输出信号;后者是交流电机的三 相主回路供电。 而编码器的A相、B相、Z相信号中,A、B两个通道的信号一般是正交(即互差90°)脉冲信号;而Z相是零脉冲信号。详细来说,就是——一般编码器输出信号除A、B两相(A、B两通道的信号序列相位差为90度)外,每转一圈还输出一个零位脉冲Z。 当主轴以顺时针方向旋转时,输出脉冲A通道信号位于B通道之前;当主轴逆时针旋转时,A通道信号则位于B通道之后。从而由此判断主轴是正转还是反转。 另外,编码器每旋转一周发一个脉冲,称之为零位脉冲或标识脉冲(即Z相信号),零位脉冲用于决定零位置或标识位置。要准确测量零位脉冲,不论旋转方向,零位脉冲均被作为两个通道的高位组合输出。由于通道之间的相位差的存在,零位脉冲仅为脉冲长度的一半。 带U、V、W相的编码器,应该是伺服电机编码器 A、B相是两列脉冲,或正弦波、或方波,两者的相位相差90度,因此既可以测量转速,还可以测量电机的旋转方向Z相是参考脉冲,每转一圈输出一个脉冲,脉冲宽度往往只占1/4周期,其作用是编码器自我校正用的,使得编码器在断电或丢失脉冲的 时候也能正常使用。 ABZ是编码器的位置信号,UVW是电机的磁极信号,一般用于同步电机; AB对于TTL/HTL编码器来说,AB相根据编码器的细分度不同,每圈有很多个,但Z相每圈只有一个; UVW磁极信号之间相位差是120度,随着编码器的角度转动而转动,与ABZ 之间可以说没有直接关系。 /#############################################################
Arduino关于旋转编码器程序的介绍介绍 旋转或编码器是一个角度测量装置. 他用作精确测量电机的旋转角度或者用来控制控制轮子(可以无限旋转,而电位器只能旋转到特定位置)。其中有一些还安装了一个可以在轴上按的按钮,就像音乐播放器的控制按钮。Some of them are also equipped with a pushbutton when you press on the axis (like the ones used for navigation on many music controllers). 它们的精度多种多样,有每圈16步到1024步的各种,价格也从2到200欧元不等。 我写了一个小例子去读旋转编码器,并且使将读数通过RS232显示。我们很容易实现当编码器每走一步更新一下计数,并且将它通过串口显示在电脑上(通过串口监视器)。这个程序在ALPS STEC12E08编码器(每圈有24步)上运行良好。但是我认为当它使用在一个有更高精度的编码器上时有可能就会失效或者当电机旋转很快,或者你拓展这个程序以适应多个编码器。请先试试他吧。 我在Arduino distribution(A VRLib的一部分)的encoder.h中学会了怎样操作编码器。谢谢作者:Pascal Stang,感谢他对每一个函数友好而详细的解释。如下: Example 1 /* Read Quadrature Encoder * Connect Encoder to Pins encoder0PinA, encoder0PinB, and +5V. * * Sketch by max wolf / https://www.doczj.com/doc/ea2931500.html, * v. 0.1 - very basic functions - mw 20061220 * */ int val; int encoder0PinA = 3; int encoder0PinB = 4; int encoder0Pos = 0; int encoder0PinALast = LOW; int n = LOW; void setup() { pinMode (encoder0PinA,INPUT); pinMode (encoder0PinB,INPUT); Serial.begin (9600); } void loop() { n = digitalRead(encoder0PinA); if ((encoder0PinALast == LOW) && (n == HIGH)) {//上升沿
P+F Absolute Rotary Encoder通讯参数设置 型号
1、地址选择和终端电阻1.1站地址 1.2 终端电阻 2、信号和电源线的连接
3、安装GSD文件 GSD文件为电子设备数据库文件,是可读的ASCII码文件。不同厂家的PROFIBUS产品集成在一起,生产厂家必须以GSD文件方式提供这些产品的功能参数,例如I/O点数、诊断信息、传输速率、时间监视等。在Step 7 的SIMATIC 管理器中打开硬件组态工具HW Config ,安装GSD后,在右边的硬件目录PROFIBUS DP→Additional Field Devices→Encoders→ENCODER将会出现刚刚安装的P+F Rotary Encoder。其数据传输原理如图所示。 4、组态通讯参数
在Step 7硬件配置窗口中,双击P+F Rotary Encoder 图标,打开编码器(DP Slave)的参数设置窗口,如图所示。结合工程实际,在此窗口中进行参数设置: a、代码顺序(Code Sequence):计数方向, CW(顺时针旋转,代码增加),CCW (逆时针旋转,代码增加); b、标定功能控制(Scaling function control):只有设置成Enable ,下面 c、d和e的设置才会生效; c、单圈分辨率(Measuring units per revolution):8192; d、测量范围高位(Total measuring range(units)hi): 512; e、测量范围低位(Total measuring range(units)lo): 0; f、其它参数采用默认值。 注:1、由c可以计算出编码器每圈产生(=8192)个二进制码,即单圈精度为13位。2、由d和e可以计算出编码器最大可以转(=512×65536+0)圈,即多圈精度为12位。 5、预置值 6、LED状态灯指示信息
绝对值旋转编码器程序 #include // 寄存器头文件包含 #include // 寄存器头文件包含 #include // 空操作函数,移位函数头文件包含 #define uchar unsigned char #define uint unsigned int /* sbit SH_CP = P1^1; //移位时钟脉冲端口 sbit DS = P1^2; // 串行数据输入端口 sbit ST_CP = P3^7; //锁存端口 */ int inc_data=0; //每刷新一次的增量值 int jms=0; //累计增量 int m_iPrvSSI = 0; int m_bIsSPI = 0; uchar uPrvState = 0; sbit AA = P3^3;// sbit BB = P3^4;//这个是时钟 sbit ZZ = P3^5;//这个是数据 sbit BEEP=P1^5; //正反判断 bit t_bFang = 1; int a; int iSSI = 0;
int temp,num,j; uchar led_buf[12]; /*定义LED显示缓冲区*/ uchar code table[]="0123456789"; void delay (int t) { int i,j; for(i=1;i for (j=1;j } void GetSSI(void) { uchar ix = 0; // uchar uState = 0; //状态位数据 int iSSI = 0;//当前的角度数据(0-1023) bit bCrc = 0; // 奇数或偶数标志位 int ire = 0; //增量数据,表示上次正确读的数据,和这次正确读的位置差 AA = 0; //CSN _nop_();_nop_(); BB = 0;//CLK _nop_();_nop_(); BB = 1;//CLK _nop_();_nop_(); for(ix = 0; ix { BB = 0;//CLK
数控铣床的工作原理 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 数控机床是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作数控折弯机并加工零件。 数控机床的机床本体与传统机床相似,由主轴传动装置、进给传动装置、床身、工作台以及辅助运动装置、液压气动系统、润滑系统、冷却装置等组成。但数控机床在整体布局、外观造型、传动系统、刀具系统的结构以及操作机构等方面都已发生了很大的变化,这种变化的目的是为了满足数控机床的要求和充分发挥数控机床的特点。 ⑵、CNC单元 CNC单元是数控机床的核心,CNC单元由信息的输入、处理和输出三个部分组成。CNC单元接受数字化信息,经过数控装置的控制软件和逻辑电路进行译码、插补、逻辑处理后,将各种指令信息输出给伺服系统,伺服系统驱动执行部件作进给运动。 ⑶输入/输出设备 输入装置将各种加工信息传递于计算机的外部设备。在数控机床产生初期,输入装置为穿孔纸带,现已淘汰,后发展成盒式磁带,再发展成键盘、磁盘等便携式硬件,极大方便了信息输入工作,现通用DNC网络通讯串行通信的方式输入。 输出指输出内部工作参数(含机床正常、理想工作状态下的原始参数,故障诊断参数等),一般在机床刚工作状态需输出这些参数作记录保存,待工作一段时间后,再将输出与原始资料作比较、对照,可帮助判断机床工作是否维持正常。
从增量值编码器到绝对值编码器 旋转增量值编码器以转动时输出脉冲,通过计数设备来计算其位置,当编码器不动或停电时,依靠计数设备的内部记忆来记住位置。这样,当停电后,编码器不能有任何的移动,当来电工作时,编码器输出脉冲过程中,也不能有干扰而丢失脉冲,不然,计 数设备计算并记忆的零点就会偏移,而且这种偏移的量是无从知道的,只有错误的生产结果出现后才能知道。 解决的方法是增加参考点,编码器每经过参考点,将参考位置修正进计数设备的记忆位置。在参考点以前,是不能保证位置的准确性的。为此,在工控中就有每次操作先找参考点,开机找零等方法。 这样的方法对有些工控项目比较麻烦,甚至不允许开机找零(开机后就要知道准确位置),于是就有了绝对编码器的出现。 绝对编码器光码盘上有许多道光通道刻线,每道刻线依次以2线、4线、8线、16线。。。。。。编排,这样,在编码器的每一个位置,通过读取每道刻线的通、暗,获得一 组从2的零次方到2的n-1次方的唯一的2进制编码(格雷码),这就称为n位绝对编码器。这样的编码器是由光电码盘的机械位置决定的,它不受停电、干扰的影响。 绝对编码器由机械位置决定的每个位置是唯一的,它无需记忆,无需找参考点,而且不用一直计数,什么时候需要知道位置,什么时候就去读取它的位置。这样,编码器的抗干扰特性、数据的可靠性大大提高了。 从单圈绝对值编码器到多圈绝对值编码器 旋转单圈绝对值编码器,以转动中测量光电码盘各道刻线,以获取唯一的编码,当转动超过360度时,编码又回到原点,这样就不符合绝对编码唯一的原则,这样的编码只能用于旋转范围360度以内的测量,称为单圈绝对值编码器。 如果要测量旋转超过360度范围,就要用到多圈绝对值编码器。 编码器生产厂家运用钟表齿轮机械的原理,当中心码盘旋转时,通过齿轮传动另一组码盘(或多组齿轮,多组码盘),在单圈编码的基础上再增加圈数的编码,以扩大编 码器的测量范围,这样的绝对编码器就称为多圈式绝对编码器,它同样是由机械位置确定编码,每个位置编码唯一不重复,而无需记忆。
我用的是三菱PLC的FX2N,这里有A、B、Z相的HK38系列的增量式旋转编码器,将PLC 的X0,X1,X2分别接编码器的A相和B相及Z相,用PLC的双相计数器C252计数,虽然我知道A相超过B相90°为顺时针转,滞后就逆时针转,但不知道如何具体编程,我的目的是达到测旋转轴的角度,从-135°~-30°~-10°~10°~+30°~-135°,正反转旋转 多谢各位,我改了一下,但仍旧没找到问题原因,但测试中发现,接X2和X5都能使C252复位,尽管手册上说只有X2复位,但由于以上提到的Z相接入任何一个输入端都使之ON,所以我就避开了接X2和X5端子,改接其他的端子,比如X3,这并不是因为它是高速输入端的一种才选,其他端也一样,因此我采用了软件复位,也没办法了,效果倒是达到了想要的,
DHSZ D200 K8 C235 M8130 HSZ是高速区间比较指令,前面加D是32位的。运作如下: D200 > C235 M8130 ON D200<=C235>=k8 M8131 ON D200 < C235 M8132 ON
将旋转编码器的A相或B相的输出信号连接至X0~X5,(使用不同的计数器,接不同的输入点)然后用高速计数器对编码器的脉冲信号进行计数。以C235为例,只进行加计数,脉冲编码器的A相或B相需要接入PLC的X0,当设备带动编码器旋转,则X0就有信号输入,C235就会进行计数。使用很简单。 需求一段三菱PLC+旋转编码器+变频器实行多段距离控制,例如:上升总距离为50cm,0-15cm 实行20hz运行、16-25 cm 实行35HZ运行、26-35cm实行40HZ 运行、36-46cm实行20HZ 运行、47-50cm实行10HZ运行;下降反之! 程序中的数字,是按每厘米100个脉冲设计的,在实际中还要经过计算。
充注小车、运载小车定位使用说明 定位原理: 旋转编码器定位与老式的旋转变压器一样,实际上是一个计数器。我们目前使用的OMRON旋转编码器每旋转一周,能精确地发出1024脉冲,PLC依据旋转编码器发出的脉冲进行计数,再乖以固定机械变比与旋转半径的系数,就可以得出脉冲与实际行走距离的线性对应关系。 PLC利用高速计数模块QD62D读取旋转编码器的值并进行数字化处理,可以将脉冲数值转换成实际的距离值如mm。 目前我们设备都是利用旋转编码器的原始值进行处理的,所有触模屏上的距离值均为脉冲值而非实际距离值,这样在处理数据时比较方便直观。 根据这一对应关系利用普通变频器控制一般的三相鼠笼电机就能实现精度在1毫米左右定位系统,可以在许多定位要求不高的控制领域使用。 使用方法: 依据上述原理,定位系统定位首先必须选择一个参考点,以这点作为基准点,其它所有设置点均为到这一点的相对距离。当基点信号取的不稳定或不好,就会影响整个定位过程。 旋转编码器由一个联轴器与一套齿轮机构组合成一套测量机构。由于齿轮与齿轮之间存在间隙,运行一段时间后就会有误差积累,造成定位不准,这时不要改变屏上设定数据,而是在运行机构运行一段时间后,让运行机构回到基点,进行一次清零,就可以消除积累误差。 旋转编码器定位机构的故障主要有定位不准、或运行数据无变化等等。 定位不准主要是由测量机构之间的间隙,联轴器、齿轮相对打滑。 一种定位不准就是干扰,现场已采用了一端接地的屏蔽等措施。出错时请严格检查测量线路(包抱QD62D联接器)有无断线、短路、屏蔽不严、模块供电电压不足等问题。 还有一种定位不准表现在:由于测量机构所能测量的最大频率不超过500KHz,因此对于变化速度太快脉冲系统不能及时测量,造成定位不准。因此系统要运行平稳,不能有速度突变。
增量式旋转编码器工作原理 增量式旋转编码器通过内部两个光敏接受管转化其角度码盘的时序和相位关系,得到其角度码盘角度位移量增加(正方向)或减少(负方向)。在接合数字电路特别是plc后,增量式旋转编码器在角度测量和角速度测量较绝对式旋转编码器更具有廉价和简易的优势。增量式编码器是直接利用光电转换原理输出三组方波脉冲A、B和Z相;A、B两组脉冲相位差90o,从而可方便地判断出旋转方向,而Z相为每转一个脉冲,用于基准点定位。它的优点是原理构造简单,机械平均寿命可在几万小时以上,抗干扰能力强,可靠性高,适合于长距离传输。其缺点是无法输出轴转动的绝对位置信息。 增量式旋转编码器的内部工作原理(附图) 增量式编码器是直接利用光电转换原理输出三组方波脉冲A、B和Z相;A、B两组脉冲相位差90o,从而可方便地判断出旋转方向,而Z相为每转一个脉冲,用于基准点定位。它的优点是原理构造简单,机械平均寿命可在几万小时以上,抗干扰能力强,可靠性高,适合于长距离传输。其缺点是无法输出轴转动的绝对位置信息。 A,B两点对应两个光敏接受管,A,B两点间距为 S2 ,角度码盘的光栅间距分别为S0和S1。 当角度码盘以某个速度匀速转动时,那么可知输出波形图中的S0:S1:S2比值与实际图的S0:S1:S2比值相同,同理角度码盘以其他的速度匀速转动时,输出波形图中的S0:S1:S2比值与实际图的S0:S1:S2比值仍相同。如果角度码盘做变速运动,把它看成为多个运动周期(在下面定义)的组合,那么每个运动周期中输出波形图中的S0:S1:S2比值与实际图的S0:S1:S2比值仍相同。 通过输出波形图可知每个运动周期的时序为
在电缆生产线上,通常需要检测电缆的走线速度,用来控制收线电机的转速和计算线缆的长度。成缆工艺参数的稳定,直接关系到电线电缆的质量。 该项目是为某电缆厂的技术改造项目,要改造的设备是利用束线原理制造的盘绞式成缆机,改造的内容是更换全部电气控制系统。这种成缆机的放线盘固定,而收线盘固定在盘绞架上同时完成绞合和收线的双重运动。工作时,在线缆盘直流电机的带动下,完成电缆的收线运动,在排线电机的带动下实现电缆在收线盘的整齐排列。在大盘电机的带动下,通过齿轮箱带动盘绞架实现轴向旋转,完成电缆绞合运动,是保证节距的关键。线速度是由收线盘的旋转速度决定的,如果收线电机的转速恒定,收线盘随着收线轴的变粗,线速度会增大,因此,为保证收线速度恒定,要逐渐降低收线电机的转速。 1 系统设计原理 根据电缆的生产工艺要求,不同型号的电缆,其走线速度是恒定的。通常,电缆的运行速度是由电缆带动旋转编码器来检测的。电缆线速度测速示意图如图1所示。 该项目中,采用的旋转编码器的型号是TRDJ1000系列,旋转一周输出1 000个脉冲。因此,根据在一定时间内检测到的脉冲数,就可以计算出电缆的走线速度。实际应用中,将其与一加工精度极高、周长为500 mm的旋转编码器测量主动轮与旋转编码器同轴安装,主动轮与电缆接触。在电缆生产运动过程中,依靠摩擦力拉动测量轮旋转,这样就把电缆的直线位移(长度)转化为旋转编码器的脉冲数字信号输出。
设旋转编码器每旋转一周,其计数脉冲个数为NP(脉冲个数/转),则旋转编码器角分辨率(单位:(°)/个)为: P=360/NP 假定固定在旋转编码器转轴上的主动导向轮半径为r m,则旋转编码器位移分辨率(单位:m/个)为: Ps=27πr/NP 这时,若计数脉冲个数为N(个),则由旋转编码器测量的位移量S(单位:m)为: S=Ps·N 线缆走线速度V(单位:m/s)为: V=S/T 式中:T为接收N个脉冲所用的时间(单位:s)。 2 硬件电路设计原理 该检测电路以AT89C51单片机为控制核心,如图2所示,旋转编码器输出的脉冲,经过电平转换,变成O~5 V的TTL电平脉冲,送到AT89 C51单片机的外部中断INT0端。每收到
P O S I T A L编码器说明书 Prepared on 24 November 2020
POSITAL编码器资料 FRABA 编码器 德国博思特POSITAL编码器、POSITAL工业编码器、POSITAL倾角仪,POSITAL传感器、POSITAL线性传感器,POSITAL绝对值编码器、POSITAL旋转编码器等。 编码器行业领导者上海精芬德国博思特POSITAL编码器、POSITAL工业编码器、POSITAL倾角仪,POSITAL 传感器、POSITAL线性传感器,POSITAL绝对值编码器、POSITAL旋转编码器等,如需询价或详细信息,方案选型与精芬联系。德国POSITAL公司成立于1918年,致力于高端机电产品的研发及生产,是欧洲绝对值编码器产品的领跑者。该公司产品广泛应用于冶金、汽车制造、水利、物流、机械制造、木材加工、造船等行业。 以下021列举部分型号:OCD-S200G-1412-B15S-PRL、OCD-S200G-1212-B150-PRL、OCD-S200G-1212-B15S-CRW、OCD-S200G-1213-B150-CAW、OCD-S200B-1213-SA1C-CRS-150、OCD-S200G-1416-S060-PRL、OCD-S200G-1213-B15C-CAS-182、OCD-S200G-1416- S100-CAW、OCD-S200G-1212-C100-PRL、OCD-S200G-1412-B150-PRL、OCD-S100G-1212-B150-PAL、OCD-
S100G-0012-C100-PRL、OCD-S100G-1212-C10S-CRW-5m、OCD-S100G-1212-S100-PRL、OCD-S100G-1212- B15V-CAW-5m、OCD-S100G-0013-S100-PRL、OCD- S100G-1212-S10S-PRL、OCD-S100G-0016-S10S-PAL、OCD-S100B-1212-C10S-PRL、OCD-S100G-1416-C100-PRL、OCD-S100G-1213-C100-PA9、OCD-S100G-1213-C100-PAL、OCD-S100G-1212-S060-PRL-050、OCD- S100G-1212-B150-PRL、OCD-S100G-1213-C100-PRL、OCD-S100B-0016-B15S-CRW-136、OCD-S100G-1212-C100-PRL、OCD-S100G-1212-C100-CRW、OCD-S100G-1212-S060-PAL、OCD-S100B-0016-S060-PAL-135、OCD-S100G-0013-C100-PAL OCD-S100G-1213-T120-PRL、OCD-S100B-1212-S060-CRW、OCD-S100G-0016-T12C-CRW-163、OCD-S100G-1416-C10V-CAW-5m、OCD-S100G-1216-S10S-PRL、OCD-S100G-0016-T120-CRW、OCD-S100B-1212-C100-PRL、OCD-S100B-1212-B15V-CAW-5m、OCD-S100G-1212-B15S-PAL、OCD-S100B-0016-C100-CAW-5m、OCD-S100G-1212-C10S-PRL、OCD-S100B-0016-T120-CRW、OCD-S100G-1213-S10S-PRL、OCD-S100B-1213-C10S-PRL、OCD-S100G-0013-S060-PRL、OCD-S100B-0016-T120-PRL、OCD-SL00G-1213-SA1C-CRS-159、OCD-S100B-0016-B150-CRW、
编码器的选型及技术解答 一、问:增量旋转编码器选型有哪些注意事项? 应注意三方面的参数: 1.机械安装尺寸,包括定位止口,轴径,安装孔位;电缆出线方式;安装空间体积;工作环境防护等级是否满足要求。 2.分辨率,即编码器工作时每圈输出的脉冲数,是否满足设计使用精度要求。 3.电气接口,编码器输出方式常见有推拉输出(F型HTL格式),电压输出(E),集电极开路(C,常见C为NPN型管输出,C2为PNP型管输出),长线驱动器输出。其输出方式应和其控制系统的接口电路相匹配。 二、问:请教如何使用增量编码器? 1,增量型旋转编码器有分辨率的差异,使用每圈产生的脉冲数来计量,数目从6到5400或更高,脉冲数越多,分辨率越高;这是选型的重要依据之一。 2,增量型编码器通常有三路信号输出(差分有六路信号):A,B和Z,一般采用TTL电平,A脉冲在前,B 脉冲在后,A,B脉冲相差90度,每圈发出一个Z脉冲,可作为参考机械零位。一般利用A超前B或B超前A进行判向,增量型编码器定义为轴端看编码器顺时针旋转为正转,A超前B为90°,反之逆时针旋转为反转B超前A为90°。也有不相同的,要看产品说明。 3,使用PLC采集数据,可选用高速计数模块;使用工控机采集数据,可选用高速计数板卡;使用单片机采集数据,建议选用带光电耦合器的输入端口。 4,建议B脉冲做顺向(前向)脉冲,A脉冲做逆向(后向)脉冲,Z原点零位脉冲。 5,在电子装臵中设立计数栈。 增量型编码器与绝对型编码器的区分:编码器如以信号原理来分,有增量型编码器,绝对型编码器。 增量型编码器(旋转型)工作原理:由一个中心有轴的光电码盘,其上有环形通、暗的刻线,有光电发射和接收器件读取,获得四组正弦波信号组合成A、B、C、D,每个正弦波相差90度相位差(相对于一个周波为360度),将C、D信号反向,叠加在A、B两相上,可增强稳定信号;另每转输出一个Z相脉冲以代表零位参考位。由于A、B两相相差90度,可通过比较A相在前还是B相在前,以判别编码器的正转与反转,通过零位脉冲,可获得编码器的零位参考位。编码器码盘的材料有玻璃、金属、塑料;玻璃码盘是在玻璃上沉积很薄的刻线,其热稳定性好,精度高。金属码盘直接以通和不通刻线,不易碎,但由于金属有一定的厚度,精度就有限制,其热稳定性就要比玻璃的差一个数量级。塑料码盘是经济型的,其成本低,但精度、热稳定性、寿命均要差一些。 分辨率:编码器以每旋转360度提供多少的通或暗刻线称为分辨率,也称解析分度、或直接称多少线,一般在每转分度5~10000线。 信号输出:信号输出有正弦波(电流或电压),方波(TTL、HTL),集电极开路(PNP、NPN),推拉式多种形式,其中TTL为长线差分驱动(对称A,A-;B,B-;Z,Z-),HTL也称推拉式、推挽式输出,编码器的信号接收设备接口应与编码器对应。 信号连接:编码器的脉冲信号一般连接计数器、PLC、计算机,PLC和计算机连接的模块有低速模块与高速模块之分,开关频率有低有高。如单相联接,用于单方向计数,单方向测速。A.B两相联接,用于正反向计数、判断正反向和测速。A、B、Z三相联接,用于带参考位修正的位臵测量。A、A-,B、B-,Z、Z-连接,
绝对值编码器概述 工作原理 绝对值编码器与增量编码器工作原理非常相似。它是一个带有若干个透明和不透明窗口的转动圆盘,用光接收器来收集间断的光束,光脉冲转换成电脉冲后, 由电子输出电路进行 处理,并将电脉冲发送出去。 绝对值代码 绝对值编码器和增量编码器之间主要的差别在于位置是怎么样来确定的:增量编码器的位置是从零位标记开始计算的脉冲数量来确定的,而绝对值编码器的位置是由输出代码的读数来确定的,在一转内每个位置的读数是唯一的。因此,
当电源断开或码盘移位时,绝对值编码器不会丢失实际位 置。 然而,当绝对值编码器的电源一旦重启位置值就会立即替代旧值,而一个增量编码器则需要设置零位标记。 输出代码用于指定绝对位置。很明显首选会是二进制码,因为它可以很容易被外部设备所处理,但是,二进制码是直接从旋转码盘上取得的,由于同时改变的编码状态位数超过一位,所以要求同步输出代码很难。 例如,两个连续的二进制码编码7(0111)变到8(1000),可以注意到所有位的状态都发生了变化。因此,如果你试着读在特定时刻的编码,要保证读数的正确性是很困难的,因为在数据改变的一瞬间同时就有超过一位的状态变化。因此,格雷码在二个连续编码之间(甚至于从最后一个到第一个)只有一位二进码状态变化。 格雷码通过一个简单的组合电路就可以很容易被转换为二进制码。(见如下表单)
格雷余码 当定义位置的个数不是2的幂次方时,从最后一个位置变到最前一个位置,即使是格雷码,同时改变的编码状态也会超过一位。 例如,假设一个每转12个位置的绝对型编码器,其格雷码如右侧所示,显而易见在位置11和0之间变化时,3位二进制码位同时改变状态,可能会引起读数出错,这是不允许的。试用格雷余码,3位二进制就可以维护编码仅仅只有一位状态变化,使得位置0与N值一一对应,这就得到格雷余码。其中,N是这样一个数,从转换成二进制码的格雷余码中减去N,就得到正确的位置值。 超差值N的计算: N=(2n-IMP)/2 式中:IMP IMP是每转的位置数(只能是 偶数)
旋转编码器的应用 例:E6C-N绝对型多旋转高精度型旋转编码器与CPM1A PLC连接进行定位控制 一、连接示意图 型号E6C-NN5C 型号CPM1A-40CD□-□ 二、配线表 【型号E6C-NN5C和型号CPM1A的配线】 型号E6C-NN5C输出信号型号CPM1A 输入信号 单旋转导线外皮褐(20) 00000 数据颜色橙(21) 00001 (灰)黄(22) 00002 绿(23) 00003 蓝(24) 00004 紫(25) 00005 灰(26) 00006 白(27) 00007 粉红(28) 00008 多旋转导线外皮茶(20) 00100 数据颜色橙(21) 00101 (黑)黄(22) 00102 绿(23) 00103 蓝(24) 00104 紫(25) 00105 符号+=0 灰(26) 00106 -=1 白(27) 00107 三、输出时间 【输出时间】 型号E6C-NN5C的绝对值数据 1旋转 2旋转 127旋转 63999
四、梯形图程序 000通道的0 接点,输送到 (单旋转数 BIN) BIN BCD 001通道的 0~7接点,输送 到DM0003(多旋转 数据BIN) BIN 转换到BCD BCD)× 500(单旋转分辨率) 的结果存入 DM0005~6 比较带在DM0010/11的值与DM0012/13 的值间在线性绝对值数据时,输出01000 接点。(限正旋转时进行带域比较)
五、DM设定 【DM设定】 DM0000 0001 0002 0000 数据程序用工作区域 0003 0004 0005 0006 0007 线性绝对值数据 0008 0009 比较数据 0010 9000 0011 0000 上限值设定 0012 0500 0013 0001 下限值设定 注:上述梯形程序为参考例,有时会因程序控制器的数据读入时间而产生数据读取错误。这时,比较上次读入的数据与当前读入的数据。若超过100以上,则该数据作废。(多旋转数据变化时,同时读入单旋转数据与多旋转数据,则错误的数据也被读入。
AS5145/AS5145A/AS5145B 12-Bit Programmable Magnetic Rotary Encoder D a t a S h e e t 1 General Description The AS5145 is a contact less magnetic rotary encoder for accurate angular measurement over a full turn of 360 degrees. It is a system-on-chip, combining integrated Hall elements, analog front end and digital signal processing in a single device. To measure the angle, only a simple two-pole magnet, rotating over the center of the chip, is required. The magnet may be placed above or below the IC. The absolute angle measurement provides instant indication of the magnet’s angular position with a resolution of 0.0879o = 4096 positions per revolution. This digital data is available as a serial bit stream and as a PWM signal. An internal voltage regulator allows the AS5145 to operate at either 3.3V or 5V supplies. 2 Key Features Contact less high resolution rotational position encoding over a full turn of 360 degrees Two digital 12 bit absolute outputs: -Serial interface -Pulse width modulated (PWM) output Figure 1. AS5145 Automotive Rotary Encoder IC Three incremental outputs Quadrature A/B (10 or 12 bit) and Index output signal (pre-programmed versions available AS5145A for 10 bit and AS5145B for 12 bit) User programmable zero position Failure detection mode for magnet placement, monitoring, and loss of power supply Red-Yellow-Green indicators display placement of magnet in Z-axis Serial read-out of multiple interconnected AS5145 devices using Daisy Chain mode Tolerant to magnet misalignment and gap variations Wide temperature range: - 40oC to +150oC Fully automotive qualified to AEC-Q100, grade 0 Small Pb-free package: SSOP 16 (5.3mm x 6.2mm) 3 Applications The device is ideal for industrial applications like contactless rotary position sensing and robotics; automotive applications like steering wheel position sensing, transmission gearbox encoder, head light position control, torque sensing, valve position sensing and replacement of high end potentiometers. Hall Array & Front end Amplifier PWM Interface DSP OTP Register MagINCn DO CSn CLK PDIO Sin Cos Mag Ang MagDECn PWM Absolute Interface (SSI) V DD5V Incremental Interface DTEST1_A DTEST2_B LDO 3.3V V DD3V3 Mux Mode_Index AS5145