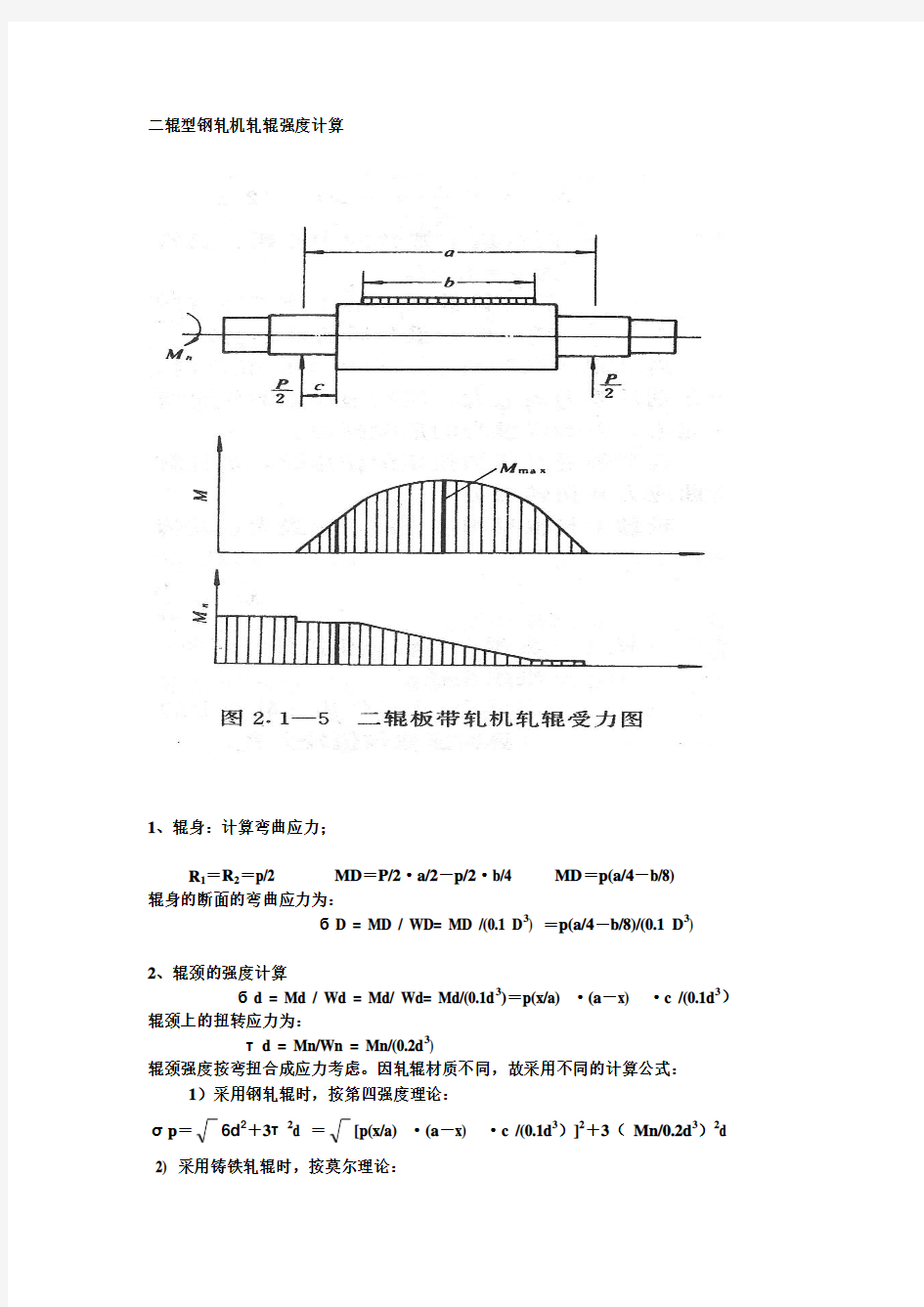

二辊型钢轧机轧辊强度计算
1、辊身:计算弯曲应力;
R1=R2=p/2 MD=P/2·a/2-p/2·b/4 MD=p(a/4-b/8)
辊身的断面的弯曲应力为:
бD = MD / WD= MD /(0.1 D3) =p(a/4-b/8)/(0.1 D3)
2、辊颈的强度计算
бd = Md / Wd = Md/ Wd= Md/(0.1d3)=p(x/a) ·(a-x) ·c /(0.1d3)辊颈上的扭转应力为:
τ d = Mn/Wn = Mn/(0.2d3)
辊颈强度按弯扭合成应力考虑。因轧辊材质不同,故采用不同的计算公式:1)采用钢轧辊时,按第四强度理论:
σp=6d2+3τ2d =[p(x/a) ·(a-x) ·c /(0.1d3)]2+3(Mn/0.2d3)2d
2) 采用铸铁轧辊时,按莫尔理论:
σp =0.375 бd +0.625[p(x/a) ·(a -x) ·c /(0.1d 3)]2+4(Mn/0.2d 3)2
3.辊头的强度计算
τd = Mn/ Wd 1=Mn/Wn
1、辊身:计算弯曲应力;
R 1=R1+R2 Px =R2·a R2=p(x/a) MD =p(x/a)(a -x)·R2·(a -x) 辊身的断面的弯曲应力为:
бD = MD / WD= MD /(0.1 D 3) =p(x/a)(a -x)/(0.1 D 3)
2、辊颈的强度计算
бd = Md / Wd = Md/ Wd= Md/(0.1d 3)=p/2·c/(0.1d 3)
辊颈上的扭转应力为:
τ d = Mn/Wn = Mn/(0.2d 3)
辊颈强度按弯扭合成应力考虑。因轧辊材质不同,故采用不同的计算公式:
1)采用钢轧辊时,按第四强度理论:
σp =6d 2+3τ2d =[p(1-x/c)·c /(0.1d 3)]2+3( Mn/0.2d 3)2d
2) 采用铸铁轧辊时,按莫尔理论:
224625.0375.0d
d d p τσσσ++
=
σp =0.375 бd +0.625[p/2 ·c /(0.1d 3)]2+4(Mn/0.2d 3)2
3.辊头的强度计算
τd = Mn/ Wd 1=Mn/Wn
224625.0375.0d
d d p τσσσ++=
轨梁950技改BD2轧机安装工艺研究 一、立项背景及目的 攀钢钒轨梁厂是依靠自身技术力量建设的大型型材厂,包括万能生产线和950生产线。950生产线建设于上世纪70年代,现有950生产线装备在质量、产量方面已不能满足市场和用户的高标准要求。同时,随着国家铁路建设的发展,近年来铁路用钢需求量持续旺盛。因此有必要对950生产线进行改造,这样既可可以提高百米重轨的产能,显著缓解万能线的重轨生产压力,同时亦可将两条生产线的产品进行合理分配,灵活应对市场变化。 本改造设备采用典型跟踪式轧线布置,主轧机除950 轧机为利旧外,其余轧机新增,均为当前先进的高强度牌坊式轧机结构形式。BD2 粗轧机选用二辊可逆式闭口牌坊轧机,采用高精度滚动轴承轧辊辊系,轴向窜动小、承载能力强、轴承寿命高;上、下辊操作侧轴承座采用液压轴向锁紧,操作灵活、使用可靠;液压防轧卡装置,可快速处理轧件阻塞事故,并具有过载保护功能;轧机快速换辊可有效节省换辊时间。 本工程是攀钢以高新技术产业化,高新技术改造传统产业、优质重点产品和技术结构的技术改造工程,在充分利用轨梁厂原950轧线的厂房,公辅设施和部分设备的基础上,实施技术改造,因此,本工程具有技术难度高、施工工期短、施工场地狭窄、多专业、多单位交叉作业的特点、难点。本工程的安装工期仅为11天,同时在轧机底座安装开始与建筑及其他专业混合交叉作业。如何合理协调现场的吊车、人员、和工序组织将是本工程的一大难点。
图1BD2轧机区域布置图 针对本次改造施工的实际情况,本课题组认真研究施工工艺,提出合理的工序优化,充分利用工序之间的交叉时间,提高吊车的利用率,做到工序间无缝连接。 二、工艺难点分析 1、工序节点交叉施工 本次改造工程以元月10日950线停产开始到新设备安装只有30天时间,包括旧设备拆除,建筑基础施工、浇筑。按照施工网络要求,及完成节点在2月17日,则设备安装时间只有9天,因此,我们在设备拆除过程中按照原计划的7天提前到第6天由建筑进场,而建筑计划2月6日交基础进行设备安装施工,提前为2月5日进场。在拆除过程中的前6天集中力量将主要基础上的旧设备先拆除完成,让建筑按排进入交叉施工,这样也可以利用建筑的机械设备来拆除设备埋有混凝土的底座;同样在建筑拆除新浇灌的基础模板时,我们可以提前进行座浆基础的处理。 在对BD2轧机底座进行安装找正的过程中,同时对附属设备的底座
原料加厚到135mm 适应性分析 根据爱克伦德公式计算各轧机热轧时平均单位压力,然后求出总轧制力,参照板带厂620mm 热带设备性能参数分析运行情况。 爱克伦德公式()()εη++=k m p 1 m ——外摩擦对单位压力影响的系数 h H h h R f m +?-?= 2.16.1 η——粘性系数 ()t 01.04.11.0-=η 2 m m s N ? t ——轧制温度 ε——平均变形速度 h H R h v +?=2ε )4.1)(01.014(8.9Mn c w w t K ++-=2 mm N c w ——以质量分数表示的碳含量 Mn w ——以质量分数表示的锰含量 )0005.005.1(t a f -= 对于钢性轧辊a =1,对于铸铁轧辊a =0.8 一、首先计算0R 机架:以435135?mm 原料为例 0R 铸钢轧辊,辊径560mm~650mm mm R 325=半径大 0R 辊缝摆设在105mm~95mm mm S 30=小 0R 速度设定s m v 6.0= 轧件轧前尺寸mm B H H 420135?=? (考虑RE0) 轧件轧后尺寸mm b h h 430105?=? 轧制温度执行1100℃以上, 1100=t ℃ 5.0)11000005.005.1(1)0005.005.1(=?-=-=t a f
179.0105 13530 2.1-303255.06.12.16.1=+???=+?-?= h H h h R f m s mm v 600= 5 .53)3.012.04.1)(110001.014(8.9)4.1)(01.014(8.9=++?-=++-=Mn c w w t K (普碳) ()3.0)110001.04.1(1.001.04.11.0=?-=-=t η2 m m s N ? 519.1105 135******** 22=+?=+?=h H R h v ε ()()61.63)519.13.05.53)(179.01(1=?++=++=εηk m p 计算总轧制力 KN bl p p 2669303252 430 42061.63=??+? == 同上原理可以计算出 表一 同理品种钢以65Mn 为例 67.89)165.04.1)(110001.014(8.9)4.1)(01.014(8.9=++?-=++-=Mn c w w t K
20辊轧机之父——森吉米尔的一生 20辊轧机之父——泰德伍兹. 森吉米尔的一生 科学技术是没有国界的,科学技术推动了人类历史的进步 纪念20辊轧机的发明人——泰德伍兹.森吉米尔。 一个出生在波兰、曾经在中国生活了11年、最终定居在美国的钢铁巨人的故事。 泰德伍兹.森吉米尔(Tadeusz Sendzimir)于1894年7月15日出生于波兰勒武市。在他大学生涯的最后一年,由于接近俄国和德国的势力范围,而这两个国家在一战期间都试图征服对方,他被迫逃离祖国。 和他的很多同胞不同的是,森吉米尔往东逃到了中国。这次旅程耗时三年,沿着与之前所有圆睁着眼的侵略者、商人和冒险家相同的路——从长江宽阔的褐色江口逆流而上12英里,他到达了上海。 当森吉米尔的船靠岸时,有几个欧洲人在码头。其中一个男人走近问森吉米尔是否需要住的地方,他可以给森吉米尔提供他公寓里的一个房间,森吉米尔同意了。于是他们离开码头,穿过苏州河,来到了俄国移民聚集的街区。 在聊着他逃离的地方时,森吉米尔满怀敬畏地观察着这个他刚刚踏入的世界。赤膊的苦力或拉或推着独轮车,车上的家具、木箱、关在竹笼里的鸡、轮船衣箱和一捆捆铁丝堆得高高的。他们喊着口号来保持步伐并警戒路上的行人。森吉米尔立即被中国的独轮车迷住了。“当时我问自己:独轮车已经经过了几个世纪的发展,如果改进它,我能做什么?当然没有:你无法再改进它了。” 森吉米尔在东方汽车房找到了一份工作,这是一家美资的汽车修理店。但是他们不是需要他修车,而是需要他给数百名中国人培训如何驾驶T型车。大约20万中国人在一战期间被送往欧洲和中东,这也是中国对战争的贡献。这些司机在东方汽车房训练好以后就送往法国清理战场。 对于一个工程师来说,这几乎不算工作,但森吉米尔却热情地投入到这个任务中。他发现别的老师一次只教一个学生。“我不喜欢那样,”他回忆。“那样太慢了。我对自己说,别在意别人所做的。我要合理地做,用我的方式。”他让几名学员坐在车里,他自己坐在车轮后面,一边驾驶着车围绕场地后退、前进,一边解释怎样操纵和倒转两个车轮。然后,他让学员们一个接一个地驾车在小场地里前进、后退和转圈。第二天,他们驾车去外面的街道。四天内,森吉米尔已经训练出一打司机了。 大约在五月中,森吉米尔遇到一个定居在青岛的荷兰人,他想在那儿开一间汽车房。他邀请森吉米尔立刻去着手管理汽车房。于是森吉米尔开始了他的第二段旅程。 1918年5月的青岛是一个海滨胜地和海运区,有着干净的、沿途有树的街道和新建的、红瓦和绿瓦为屋顶的建筑,就像一幅画和小心翼翼的学生在他的阁楼里建的火柴村。 森吉米尔在离开的日子里畅游黄海,拜访他的朋友,花几个小时在海滩或在通向城外的路上散步。他相当满足,因为他收入不菲。但是他没接受过挑战。在散步时,他让自己的思绪在汽车房不能考验他的智力的物理、化学和工程问题上打转。
工字钢抗弯强度计算方法 一、梁的静力计算概况 1、单跨梁形式:简支梁 2、荷载受力形式:简支梁中间受集中载荷 3、计算模型基本参数:长L =6 M 4、集中力:标准值Pk=Pg+Pq =40+40=80 KN 设计值Pd=Pg*γG+Pq*γQ =40*1.2+40*1.4=104 KN 工字钢抗弯强度计算方法 二、选择受荷截面 1、截面类型:工字钢:I40c 2、截面特性:Ix= 23850cm4 Wx= 1190cm3 Sx= 711.2cm3 G= 80.1kg/m 翼缘厚度tf= 16.5mm 腹板厚度tw= 14.5mm 工字钢抗弯强度计算 方法三、相关参数 1、材质:Q235 2、x轴塑性发展系数γx:1.05 3、梁的挠度控制〔v〕:L/250 工字钢抗弯强度计算方法 四、内力计算结果 1、支座反力RA = RB =52 KN 2、支座反力RB = Pd / 2 =52 KN 3、最大弯矩Mmax = Pd * L / 4 =156 KN.M 工字钢抗弯强度计算方法 五、强度及刚度验算结果
1、弯曲正应力σmax = Mmax/ (γx * Wx)=124.85 N/mm2 2、A处剪应力τA = RA * Sx / (Ix * tw)=10.69 N/mm2 3、B处剪应力τB = RB * Sx / (Ix * tw)=10.69 N/mm2 4、最大挠度fmax = Pk * L ^ 3 / 48 * 1 / ( E * I )=7.33 mm 5、相对挠度v = fmax / L =1/ 818.8 弯曲正应力σmax= 124.85 N/mm2 < 抗弯设计值f : 205 N/mm2 ok! 支座最大剪应力τmax= 10.69 N/mm2 < 抗剪设计值fv : 125 N/mm2 ok! 跨中挠度相对值v=L/ 818.8 < 挠度控制值〔v〕:L/ 250 ok! 验算通过! 钢板抗弯强度计算公式 钢板强度校核公式是:σmax= Mmax / Wz ≤ [σ] 4x壁厚x(边长-壁厚)x7.85 其中,边长和壁厚都以毫米为单位,直接把数值代入上述公式,得出即为每米方管的重量,以克为单位。 如30x30x2.5毫米的方管,按上述公式即可算出其每米重量为: 4x2.5x(30-2.5)x7.85=275x7.85=2158.75克,即约2.16公斤 矩管抗弯强度计算公式 1、先计算截面模量 WX=(a四次方-b四次方)/6a 2、再根据所选材料的强度,计算所能承受的弯矩 3、与梁上载荷所形成的弯矩比对,看看是否在安全范围内 参见《机械设计手册》机械工业出版社2007年12月版第一卷第1-59页
验算Φ500×3三辊型钢开坯机第一机座的下轧辊强度。已知: 1)按轧制工艺,该辊K13、K9、K5三个道次同时走钢; 2)各道的轧制力:P13 =1100KN , P9=800KN , P5 =600 KN ; 3)各道的轧制力矩:M13 = 60.0KN .m , M9 = 30KN.m , M5= 20KN.m ,忽略摩擦力矩; 4)轧辊有关尺寸见图所示。其中各道次的辊身工作直径为:D13=340 mm , D9=384 mm , D5=425 mm 轧辊辊颈直径:d=300 mm 辊颈长度l =300 mm,轧辊梅花头外径d1=280 mm,其抗扭断面系数Wn = 0.07d13 。 5)轧辊右侧为传动端; 6)轧辊材质为铸钢,其强度极限为σb = 5 00 ~ 600 MPa; 7)轧辊安全系数取 n =5; 8)许用应力 [τ] = 0.6[σ]。 (要求画出轧辊的弯矩图和扭矩图) 1)由静力学平衡方程求得轧辊辊颈处的支反力: R1*(286+507+654+353)-P5*(507+654+353)- P9*(654+353)- P13 *(353)=0 即:R1 =( 600 *1514+ 800 *1007 + 1100*353)/(286+507+654+353) =1167.94 KN R2= (P5+P9+P13)- R1= (600+800+1100)-1167.94=1332.06KN 2)轧辊各位置点的弯矩值: Ma = R1 *300/2/1000 = 1167.94 *0.15 =175.191KN.m Mb= R1 * 286/1000 = 1167.94 *0.286 =334.03KN.m Mc= R1 *(286+507)/1000- P5*507/1000 = 1167.94*0.793-600*0.507=621.98 KN.m 或(Mc= R2 *(353+654)/1000- P13*654/1000 = 1332.06*1.007-1100*0.654=621.98 KN.m)Md = R2 *353/1000 = 1332.06 *0.353 = 470.22KN.m Me = R2 *300/2/1000 = 1332.06 *0.15 = 199.81KN.m 3)绘制弯矩图和扭矩图: 4)轧辊各位置点的扭矩值:忽略摩擦力矩后,传动侧的扭矩为 Mn =M13+M 9+M5=60+30+20=110.0 KN.m 5)辊身强度计算:三个孔型处的弯曲应力分别为:σD5 = Mb /(0.1D53)= 334.03 / ( 0.1×0.4253) = 43.51 MPa σD9 = Mc /(0.1D93)= 621.98/ ( 0.1×0.3843) = 109.85 MPa σD13 = Md /(0.1D133)=470.22 / ( 0.1×0.343) = 119.64MPa 6)辊颈强度计算:由支反力的大小和传动端的位置可判定,辊颈的危险断面在传动侧,其弯曲应力为:σd = Me /(0.1d3)=199.81/ ( 0.1×0.33) = 74 MPa 危险断面的扭转应力: τ d = Mn /(0.2d3)=110/ ( 0.2×0.33) = 20.37 MPa 辊颈危险断面的合成应力: σd p = (σd2 +3τd2 )1/2= (74 2 +3×20.372 )1/2 = 81.98 MPa 7)辊头的强度计算:τ d 1= Mn /(0.07d13)=110/ ( 0.07×0.283 ) = 71.59 MPa 8)轧辊的许用应力: [σ] = σb / n = (500 ~ 600) / 5 = 100 ~ 120 MPa [τ] = 0.6[σ] = 0.6×( 100 ~ 120) = 60 ~ 72 MPa 9)结论:辊身、辊径的应力均小于许用值,所以轧辊受力安全,不合符要求。
二、轧制压力计算 根据原料尺寸、产品要求及轧制条件,轧制压力计算采用斯通公式。详细计算按如下步骤进行。 1、轧制力计算: 首先要设定如下参数作为设计计算原始数据: 1.1轧制产品计算选用SPCC ,SPCC 常温状态屈服强度MPa S 200=σ; 1.2成品最大带宽,B=1000mm ; 1.3轧制速度,m in /12m in /20m m v MAX 常轧制速度(鉴于人工喂料),正=; 1.4轧辊直径g D ; α cos 1-?≥ h D g 轧制时的单道次压下量-?h ;;数咬入角,取决于摩擦系b μα- ;取用煤油作为润滑剂,则轧制摩擦系数,轧制采06.0=-b b μμ ?=<433.3b actg μα 代入数据计算得 35.1=?h 则mm h D g 17.793cos 1=-?≥ α 05.1=?h 则mm h D g 585cos 1=-?≥ α 2.1=?h 则mm h D g 705cos 1=-?≥ α 取mm D g 860~810= 初定轧辊直径:mm D g 860= 2、根据来料厚度尺寸数据,选择最典型的一组进行轧制压力计算,初步道次分配见下表:
3、轧制压力计算 3.1、第1道次轧制压力计算 3.1.1、咬入条件校核 ?=??= ?2878.3180π R h ,即满足咬入条件 3.1.2、变形区长度l mm h R l 7945.21=??= 3.1.3、平均压下率ε 106.04.0εεε?+?= 00=ε 83.201=ε% 则,%5.126.04.010=?+?=εεε 经第1道次轧制后材料的变形阻力:MPa S 7.3799.334.2256 .01=?+=εσ 3.1.4、求解轧辊弹性压扁后的接触弧长度l ' 依次求解Y 、Z ,最后得出接触弧长度l ' a-求解诺莫图中Y m h k C Y μ σσ)2 (210+- = N mm R C /90900 3= ; MPa k S S 335)2 ( 15.11 0=+=σσ 力轧制时的前张力、后张、-10σσ,人工辅助咬入为无张力轧制,前后 张力均为零; mm h H h m 375.52 =+= 代入以上各项数据,得Y=0.0415 b-求解诺莫图总Z 2 ??? ? ??=m h l Z μ,代入各项数据,得Z=0.105
6 轧制力与轧制力矩计算 6.1 轧制力计算 6.1.1 计算公式 1. S.Ekelund 公式是用于热轧时计算平均单位压力的半经验公式,其公式为(1); ))(1ηε++= P k m ( (1) 式中:m ——表示外摩擦时对P 影响的系数,h H h h R f m +?-?= 2.16.1; 当t≥800℃,Mn%≤1.0%时,K=10×(14-0.01t )(1.4+C+Mn+0.3Cr )Mpa 式中t —轧制温度,C 、Mn 为以%表示的碳、锰的含量; ε— 平均变形系数,h H R h v +?=2ε;η—粘性系数,')01.014(1.0C t -=ηMpa.s F —摩擦系数,)0005.005.1(t a f -=,对钢辊a=1,对铸铁辊a=0.8; ‘C — 决定于轧制速度的系数,根据表6.1经验选取。 表6.1 ’ C 与速度的关系 轧制速度(m/s ) <6 6~10 10~15 15~20 系数‘ C 1 0.8 0.65 0.60 2. 各道轧制力计算公式为 p h R b B p F P h H ??+= =2
6.1.2 轧制力计算结果 表6.2粗轧轧制力计算结果 道次 1 2 3 4 5 T(℃)1148.68 1142.76 1133.93 1117.15 1099.45 H(mm)200 160 112 67 43 h(mm) 160 112 67 43 30 Δh(m m) 40 48 45 24 13 Ri(mm) 600 600 600 600 600 f 0.476 0.479 0.483 0.491 0.500 m 0.194 0.266 0.408 0.596 0.755 K(Mpa) 64.3 65.9 68.1 72.4 76.9 ‘ C 1 1 1 1 1 η0.251 0.257 0.266 0.283 0.301 v(mm/s) 3770 3770 3770 3770 3770 5.408 7.841 11.536 13.709 15.204 P(Mpa) 78.5 85.9 100.2 121.8 143.0 B(mm) 1624 1621 1635.4 1623.9 1631.1 H b(mm) 1621 1635.4 1623.9 1631.1 1615 h P(KN) 19720 23743 26834 23778 20501
1森吉米尔轧机在结构性能 1.1森吉米尔结构性能的特点 1.1.1森吉米尔结构性能的特点 (1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。 (2)工作辊径小,道次压下率大,最大达60%。有些材料不需中间退火,就可以轧成很薄的带材。 (3)具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。 (4)设备质量轻,轧机质量仅为同规格的四辊轧机的三分之一。轧机外形尺寸小,所需基建投资少。 1.1.2森吉米尔冷轧机单机架可逆式布置 森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。但是亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969年为日本日新制钢公司周南厂设计制造的一套1270mm四机架全连续式二十辊森吉米尔轧机。该轧机第一架为ZR22-50"型轧机,其余三架均为,ZR21-50"型轧机,轧制规格为O.3mm31270mm 不锈钢,卷重22t,轧制速度600m/min。 森吉米尔冷轧机的形式及命名法介绍如下: 最常用的森吉米尔冷轧机形式是1-2-3-4型二十辊轧机。例如ZR33-18″,“Z"是波兰语Zimna的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。森吉米尔冷轧机还有1-2-3型十二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。 森吉米尔冷轧机1-2型六辊轧机,由2个传动的工作辊和4个背衬轴承辊装置组成。 基本型号是森吉米尔冷轧机的基本设计,轧辊布置的几何尺寸提供轧机具有最小直径的工作辊。派生型号实质上是围绕工作辊直径及轧机开口度的变化而出现的。 ZR21A:单个“A”只出现在ZR21A中,它表示该轧机的工作辊直径是66~76mm,小于基本型ZR21的工作辊直径。 ZR21AA:“AA”只出现在ZR21AA中,它表示该轧机的梅花膛孔位置、中间辊尺
6 轧制力与轧制力矩计算 轧制力计算 6.1.1 计算公式 1. 公式是用于热轧时计算平均单位压力的半经验公式,其公式为(1); ))(1ηε++= P k m ( (1) 式中:m ——表示外摩擦时对P 影响的系数,h H h h R f m +?-?= 2.16.1; 当t≥800℃,Mn%≤%时,K=10×()(+C+Mn+)Mpa 式中t —轧制温度,C 、Mn 为以%表示的碳、锰的含量; ε— 平均变形系数,h H R h v +?=2ε;η—粘性系数,')01.014(1.0C t -=η F —摩擦系数,)0005.005.1(t a f -=,对钢辊a=1,对铸铁辊a=; ‘C — 决定于轧制速度的系数,根据表经验选取。 表 ’ C 与速度的关系 轧制速度(m/s ) <6 6~10 10~15 15~20 系数‘ C 1 2. 各道轧制力计算公式为 p h R b B p F P h H ??+= =2
6.1.2 轧制力计算结果 表粗轧轧制力计算结果 道次12345 T(℃) H(mm)2001601126743 h(mm)160112674330Δh(mm)4048452413 Ri(mm)600600600600600 f m K(Mpa) ‘ C11111 η v(mm/s)37703770377037703770 P(Mpa) B(mm)16241621 H b(mm)16211615 h P(KN)1972023743268342377820501
表 精轧轧制力计算结果 道次 1 2 3 4 5 6 7 T(℃) 880 H(mm) 18 h(mm) 18 Δh(mm) 12 Ri(mm) 400 400 400 350 350 350 350 f m K(Mpa) ‘C 1 1 η v(mm/s) 3310 5080 7260 9690 12930 15220 17000 ε P (Mpa) 2 h H b B +(mm) P(KN) 21307 20047 18505 15905 18050 11604 8800 轧制力矩的计算 6.2.1 轧制力矩计算公式 传动两个轧辊所需的轧制力矩为(2); Pxl M z 2= (2) 式中:P —轧制力; x —力臂系数; l —咬入区的长度。
森吉米尔二十辊冷轧机介绍 森吉米尔冷轧机与四辊轧机或其他类型轧机的本质区别是轧制力的传递方向不同。森吉米尔冷轧机轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到坚固的整体机架上。这种设计保证了工作辊在整个长度方向的支撑。这样辊系变形极小,可以在轧制的整个宽度方向获得非常精确的厚度偏差。 森吉米尔轧机在结构性能上有如下主要特点: (1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。 (2)工作辊径小,道次压下率大,最大达60%。有些材料不需中间退火,就可以轧成很薄的带材。 (3)具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。 (4)设备质量轻,轧机质量仅为同规格的四辊轧机的三分之一。轧机外形尺寸小,所需基建投资少。 森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。但是亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969年为日本日新制钢公司周南厂设计制造的一套1270mm四机架全连续式二十辊森吉米尔轧机。该轧机第一架为ZR22-50"型轧机,其余三架均为,ZR21-50"型轧机,轧制规格为O.3mm×1270mm不锈钢,卷重22t,轧制速度600m/min。 森吉米尔冷轧机的形式及命名法介绍如下: 最常用的森吉米尔冷轧机形式是1-2-3-4型二十辊轧机。例如ZR33-18″,“Z"是波兰语Zimna的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。森吉米尔冷轧机还有1-2-3型十二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。 森吉米尔冷轧机1-2型六辊轧机,由2个传动的工作辊和4个背衬轴承辊装置组成, 如ZS06型,“S”表示“板材”,用来轧制宽的板材,但是它同样可以轧制带材,并且有一些还用在连续加工线上。 森吉米尔“ZR”型冷轧机有10个基本型号,其中1-2-3-4二十辊轧机7个;1-2-3.型十二辊轧机3个;“ZS”1-2型六辊轧机只有2个基本型号。 各型号轧机的背衬轴承外径、工作辊名义直径如下: 轧机型号背衬轴承直径/mm 工作辊名义直径/mm 1-2-3-4型: ZR32 47.6 6.35 ZR34 76.2 10.00
320轧机轧辊强度有限元分析 贾慧灵1 任学平1窦剑琳2 (1:内蒙古科技大学机械工程学院内蒙古包头014010; 2:中冶东方工程技术有限公司设备室内蒙古包头014010) 摘要根据轧辊的约束情况,建立了简化后的有限元模型,分别计算了3种不同轧制工况下轧制点处的应力,得到轧辊的最小安全系数。分析得到距辊身约39mm处的过渡区最易发生疲劳断裂,对现场生产和今后的设计具有指导意义。 关键词轧辊有限元分析安全系数疲劳断裂 中图分类号TG333.17文献标识码A Analysis on t he Stre ngth of t he Roller for 320M ill by Fi nite Elem e ntM et hod Jia Hu iling1Ren Xuep i n g1Dou Jianlin2 (1:I nstitute o fM echan ica lEng ineeri n g,I nnerM ongolia University o f Sc i e nces and Techno logy; 2:E qu ip m en tD epart m en,t East Eng ineeri n g and Techno logy C o.,Ltd.o fM CC) AB STRACT Based on boundary constra i n t o f t he ro ll er,t he si m p lified fi n ite e le m ent model i s estab li shed. T he stress a t rolling po i nt i s ca l culated i n three worki ng conditi ons.T he m i n i m u m safety facto r of the ro ller is ob ta i ned.T he ana l ysis s how s the fa ti gue fracture m ay take place i n about39mm transiti onal zone from the ro ller.T he resu lt has practicall y gu i ding m ean i ng to s i te producti on and fut ure des i gn. K EY W ORDS R oll F inite e le m ent ana l ysis Safe t y factor F atigue frac t ure 1前言 目前小型轧机使用最多的一种主导机型为短应力线轧机,由于其为无牌坊的四拉杆结构,缩短了轧制力所引起的应力回线,使轧机的整机刚度得到增强,产品质量提高,设备总重降低。在我国现代化的小型棒材轧钢车间,主要精轧设备普遍采用了这种先进的短应力线轧机[1]。如某钢铁集团公司生产 16~40mm圆钢及带肋钢筋的小型棒材车间,为提高产品精度和成材率,采用了我国自行研制的 320mm精轧机,精轧区共有六架轧机,平立交替布置,立式轧机与水平轧机的本体一样,都采取了短的应力回线结构,其结构如图1所示。 轧辊是轧机的主要承载件,在轧制力作用下,会产生弹性变形,其强度高低直接影响钢材的质量及产量。一般说来,小型型钢轧机采用半硬面或硬面轧辊(H B250~600),该车间轧辊材料为镍钼球墨铸铁,弹性模量E=1.54!103MPa,泊松比为 =0.3,强度极限b=600MPa,单侧轴承座承受的最大轧制力为420kN。为提高轧辊刚度, T ota lN o.168 A pril2008 冶金设备 M ETALLU RG IC A L EQU IP M ENT 总第168期 2008年4月第2期 内蒙古科技大学青年基金项目K J200647 作者简介:贾慧灵,女,1976年生,内蒙古科技大学毕业,硕士,讲师
20辊森吉米尔轧机辊系结构分析 廿辊森吉米尔轧机是单机架可逆式冷轧机。其主要特点是:20个轧辊环形叠加式镶嵌在具有“零凸度”的整体铸钢机架内,在轧机机架受力情况下,轧机宽度方向变形均匀且有较小的接触弧长和不易变形的小直径工作辊,使该轧机可以达到大压下量,高速连续轧制薄带钢。20辊森吉米尔轧机辊系由2个工作辊、4个第一中间辊、6个第二中间辊及8个支承辊组成。其压下机构和调整机构均采用液压缸或液压马达,通过齿轮、齿条带动与偏心轮连接的齿轮来实现参数的调整。这样,液压缸或液压马达的推力只需克服轧制分力引起的滑动面间的摩擦力即可,使液压设备和轧机的尺寸大大减小。 1、辊系组成 图1 图2 图1 辊系组成图
图2 压下调整 图中,S、T——工作辊:公称辊径:63.5mm; 最小辊径:58mm,最大辊径:73.5mm; O、P、Q、R——第一中间辊:公称辊径:102mm; 最小辊径:96mm,最大辊径:105mm; I、J、K、L、M、N——第二中间辊:公称辊径:173mm; 最小辊径:170mm,最大辊径:173mm; A、B、C、D、E、F、G、H——支承辊: 公称辊径:300.02mm; 最小辊径:297mm,最大辊径:300.02mm。 该轧机仅第二中间辊为传动辊,其余辊均为自由辊,靠辊间摩擦来转动。 2 、压下调整 轧机的压下调整(见图2)是通过支承辊B、C辊来实现的。安装于轧机牌坊上的两个液压缸带动轴端的两个齿轮,齿轮、偏心轮由键与支撑轴联结,齿轮转动时,偏心轮内心绕偏心环内心转动,完成压下功能,实现辊缝的调整。图2中: 坐标1:S1=2.574,S2=2.912 A(+400.05,215.9), B(+149.225,400.05) I(+171.833,167.277),J(0,225.238) O(+52.879,98.312), S(0,34.662) T(0,-34.324), R(+53.315,-97.61) M(0,-234.353), N(+171.818,-167.347) G(+149.225,-400.05),H(+400.05,-215.9) 坐标2:S1=-3.461,S2=-3.15 A(+400.05,215.9), B(+149.225,400.05) I(+173.544,159.86), J(0,216.81) O(+54.722,90.668), S(0,28.595) T(0,-28.289), R(+55.153,-89.98) M(0,-215.934), N(+173.524,-159.941) G(+149.225,-400.05),H(+400.05,-215.9) 图2中坐标1为侧偏心在0位,轧线和压下均为最大开口,As-u辊在中位, 辊径为公称直径时辊系的相对位置关系;坐标2为侧偏心在0位,轧线和压下均为最小开口,As-u辊在中位,辊径为公称直径时辊系的相对位置关系。 从图2中可以看出偏心轮偏心量为6.35mm,当辊径为公称通径时,在压下齿条行程范围内(140mm),压下齿轮旋转74.31°,第二中间辊“J”的中心在压下方向位移量为8.425mm,第一中间辊的中心在压下方向位移量为7.644mm,上工作辊的位移量为6.607mm。 由于辊A、D在辊径不变的情况下,中心不变,在J辊压下的同时,辊I、K、O、P的辊中心在压下方向和轧制线方向都要发生位移,以保证各辊的相互接触。但由于辊之间的接触点始终在两接触辊中心的连线上,因此在辊径、侧偏心量、齿条压下行程一定的条件下,可以确定工作辊的压下量。 3 、As-u辊调整
【例 5-1】试确定截面尺寸及配钢如下图所示的型钢混凝土梁所能承受的最大极限弯矩。混凝土C30,钢筋为HPB235级钢筋,型钢Q235钢。 解 选择I22a 计算受压区高度:当中和轴在型钢翼缘上通过时,有 属于第二种情况,即中和轴不通过型钢,此时 所以,不考虑型钢上翼缘的作用,重新 计算x 此截面所能承受的极限弯矩 【例5-2】计算截面尺寸及配钢如下图所示的型钢混凝土梁所能承受的最大极限弯矩。混凝土C30,钢筋为HPB235级钢筋,型钢为Q235钢。 解 选择I40a 计算受压区高度:当中和轴在型钢上冀缘通过时,有 属于第一种情况,即中和轴通过型钢腹板,此时 此截面所能承受的极限弯矩 【例5-3】型钢混凝土简支梁,计算跨度为7.5m ,承受均布荷载,其中永久荷载的设计值为13.11kN /m(包括梁的自重),可变荷载的设计值为15kN /m 。根据正截面抗弯强度计算,确定截面尺寸为460 mm ×250 mm(由于空间高度限制)。选用HPB235级钢4φ16为上下架立钢筋。内配型钢I 25a 普通热轧工字钢Q235。混凝土强度等级为C30。试验算其斜截面剪切承载能力。 习题4-3图 解 查C30混凝土强度得,214.3/c f N mm =,21.43/t f N mm =。 I25a 工字钢 250,8,13s w t h mm mm mm δδ===,所以 梁上永久荷载设计值与可变荷裁设计值之和为 梁中最大剪力设计值为 则 【例5-4】有一型钢混凝土简支梁,计算跨度为9m ,承受均布荷载,其中永久荷载设汁值为12.22kN /m(包括梁自重),可变荷裁设计值为16kN /m 。由于空间高度限制,截面尺寸拟取为460 mm × 250 mm 。经正截面抗弯强度计算,拟配I36a 普通热轧工字钢Q235,梁的上下共配4φ16架立钢筋。混凝土强度等级为C30。试验算其斜截面抗剪承载力,并配置钢箍。 解 查C30混凝土强度得 2214.3/, 1.43/c t f N mm f N mm ==。 I36a 工字钢27630,360,10,s s w A mm h mm mm δ=== 梁上永久荷载设计值与可变荷载设计值 之和为 梁中最大剪力为 所以,截面尺寸符合要求。 则 剪切承载力满足要求,所以钢箍可按构造选配,拟配双肢箍φ8@200。 【例5-5】有一框架柱截面如习题4-5图所示,设计轴力N =1350 kN ,弯矩M=500 kN m ,计算高度l 0=6m ,混凝土采用C30.钢筋为HPB235钢,型钢为Q235钢。验算其正截面强度。 习题4-1图 习题4-2图 习题 4-4图
燕山大学 Inventor课程设计 二辊轧机机构装配设计 专业班级: 小组名单: 指导老师: 2012年10月 前言
计算机辅助设计普遍应用在机械行业,为了摆脱图版,使工程设计人员减轻劳动强度,应用计算机为其服务,进行设计及修改。 二辊轧机课程设计主要通过对轧机二 维图纸的分析,加深锻炼认识分析图纸的能力,通过Inventor软件对个零件的绘制,进一步熟悉该软件的各种绘图功能,掌握各种零件的绘制过程和技巧。在轧机设计中,会接触到各种各样的轧机结构件,可以使设计者充分了解轧机结构,利用项目与实体结合,把课程学到的知识应用到实物上,提高学习兴趣,为课程设计及专业课乃至今后的工作打下基础。 目录
第一章二辊轧机介绍 (1) 第二章机架结构介绍 (2) 2.1 机架结构介绍 (2) 2.2 机架绘制及组装 (3) 第三章辊系结构设计 (4) 3.1 辊系结构介绍 (5) 3.2 主要零件 (5) 3.3 辊系视图 (7) 3.4 装配图 (8) 第四章压下结构设计 (9) 4.1 压下结构介绍 (9) 4.2 压下结构视图 (9) 4.3 压下机构装配 (10) 第五章总的装配图 (13) 第六章小结 (14) 6.1组员分工 (14) 6.2 心得与体会 (15) 6.3 参考文献 (16) 第一章二辊轧机结构介绍
该设备为低碳钢、有色金属板材冷轧实验设备。具有先进的轧制工艺参数计算机采集装置,可进行轧制过程的压力、转矩、电机功率、转速等参数的测量。因此、在该设备上可进行材料轧制工艺的研究和冷轧件的开发。 结构组成 1 机架结构 2 辊系结构 3 压下结构
森吉米尔冷轧机简介 森吉米尔轧机在结构性能上有如下主要特点:(1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。(2)工作辊径小,道次压下率大,最大达86%。有些材料不需中间退火,就可以轧成很薄的带材。(3)具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。(4)设备质量轻,轧机质量仅为同规格的四辊轧机的三分之一。轧机外形尺寸小,所需基建投资少。森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。但是亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969年为日本日新制钢公司周南厂设计制造的一套1270mm四机架全连续式二辊森吉米尔轧机。该轧机第一架为ZR22-50"型轧机,其余三架均为,ZR21-50"型轧机,轧制规格为O、3mm1270mm不锈钢,卷重22t,轧制速度600m /min。森吉米尔冷轧机的形式及命名法介绍如下:最常用的森吉米尔冷轧机形式是1-2-3-4型二辊轧机。例如ZR33-18″,“Z"是波兰语Zimna的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。森吉米尔冷轧机还有1-2-3型二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。森吉米尔冷轧机1-2型六辊轧机,由2个传动的工作辊和4个背衬轴承辊装置组成,
如ZS06型,“S”表示“板材”,用来轧制宽的板材,但是它同样可以轧制带材,并且有一些还用在连续加工线上。森吉米尔“ZR”型冷轧机有10个基本型号,其中1-2-3-4二辊轧机7个;1-2-3.型二辊轧机3个;“ZS”1-2型六辊轧机只有2个基本型号。各型号轧机的背衬轴承外径、工作辊名义直径如下:轧机型号背衬轴承直径/mm工作辊名义直径/mm1-2-3-4型:ZR32 47、 66、35ZR34 76、2 10、00ZR241 20、0 21、50ZR331 60、0 28、50ZR232 25、0 40、00ZR22300、0 54、00ZR21406、4 80、001-2-3型:ZR15 75、0 12、00ZRl61 20、0 20、30ZRl92
森吉米尔冷轧机简介 森吉米尔冷轧机与四辊轧机或其他类型轧机的本质区别是轧制力的传递方向不同。森吉米尔冷轧机轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到坚固的整体机架上。这种设计保证了工作辊在整个长度方向的支撑。这样辊系变形极小,可以在轧制的整个宽度方向获得非常精确的厚度偏差。 森吉米尔轧机在结构性能上有如下主要特点: (1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。 (2)工作辊径小,道次压下率大,最大达86%。有些材料不需中间退火,就可以轧成很薄的带材。 (3)具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。 (4)设备质量轻,轧机质量仅为同规格的四辊轧机的三分之一。轧机外形尺寸小,所需基建投资少。 森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。但是亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969年为日本日新制钢公司周南厂设计制造的一套1270mm四机架全连续式二十辊森吉米尔轧机。该轧机第一架为ZR22-50"型轧机,其余三架均为,ZR21-50"型轧机,轧制规格为O.3mm×1270mm不锈钢,卷重22t,轧制速度600m/min。 森吉米尔冷轧机的形式及命名法介绍如下: 最常用的森吉米尔冷轧机形式是1-2-3-4型二十辊轧机。例如ZR33-18″,“Z"是波兰语Zimna 的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。森吉米尔冷轧机还有1-2-3型十二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。 森吉米尔冷轧机1-2型六辊轧机,由2个传动的工作辊和4个背衬轴承辊装置组成, 如ZS06型,“S”表示“板材”,用来轧制宽的板材,但是它同样可以轧制带材,并且有一些还用在连续加工线上。 森吉米尔“ZR”型冷轧机有10个基本型号,其中1-2-3-4二十辊轧机7个;1-2-3.型十二辊轧机3个;“ZS”1-2型六辊轧机只有2个基本型号。 各型号轧机的背衬轴承外径、工作辊名义直径如下: 轧机型号背衬轴承直径/mm 工作辊名义直径/mm 1-2-3-4型: ZR32 47.6 6.35 ZR34 76.2 10.00 ZR24 120.0 21.50 ZR33 160.0 28.50 ZR23 225.0 40.00 ZR22 300.0 54.00 ZR21 406.4 80.00 1-2-3型: ZR15 75.0 12.00 ZRl6 120.0 20.30 ZRl9 225.0 46.OO
接触网H 型钢柱强度复核计算书 一、 标准依据 《钢结构设计规范》 GB 50017-2003 《建筑结构荷载规范》 GB 50009-2001 欧标《热轧工字钢及H 型钢》 DIN1025-2 《接触网H 型钢柱》 通化(2006)1301 二、 计算公式: 根据接触网H 型钢柱的设计原则,同一截面处X 轴和轴最大受力不同时存在,可进行单一方向截面最大弯矩计算: Mmax=Q x x f r W γγ???0 Mmax —截面最大使用弯矩; x W —截面处对X 轴的截面抵抗矩; x r —截面塑性发展系数;对于工字形截面x r =1.05; f —钢材的抗弯强度设计值,本设计取205N/mm 2; 0γ—结构构件的重要性系数,本设计取1.0; Q γ—可变荷载的分项系数,本设计取1.4; 三、 验证计算: 1、钢柱规格:GH240A/8 截面尺寸240×240×10×17钢柱,Mk=120kN.m , 查DIN1025-2,x W =938cm 3=938000mm 3, 则:Mmax=1000 *4.1*1.0205*05.1*938=144.2175 kN.m >Mk=120kN.m 满足设计要求。
2、钢柱规格:GH260A/8 截面尺寸260×260×10×17.5钢柱,Mk=150kN.m , 查DIN1025-2,x W =1150cm 3=1150000 mm 3, 则:Mmax=1000 *4.1*1.0205*05.1*1150=176.8125 kN.m >Mk=150kN.m 满足设计要求。 3、钢柱规格:GH280A/8 截面尺寸280×280×10.5×18钢柱,Mk=200kN.m , 查DIN1025-2,x W =1380cm 3=1380000 mm 3, 则:Mmax=1000 *4.1*1.0205*05.1*1380=212.175 kN.m >Mk=200kN.m 满足设计要求。 4、钢柱规格:GH300C/8 截面尺寸300×300×11×19钢柱,Mk=240kN.m , 查DIN1025-2,x W =1680cm 3=1680000 mm 3, 则:Mmax=1000 *4.1*1.0205*05.1*1680=258.3 kN.m >Mk=240kN.m 满足设计要求。 核动力装置热力分析大作业(一) WANO 对核电站运行性能的评价指标