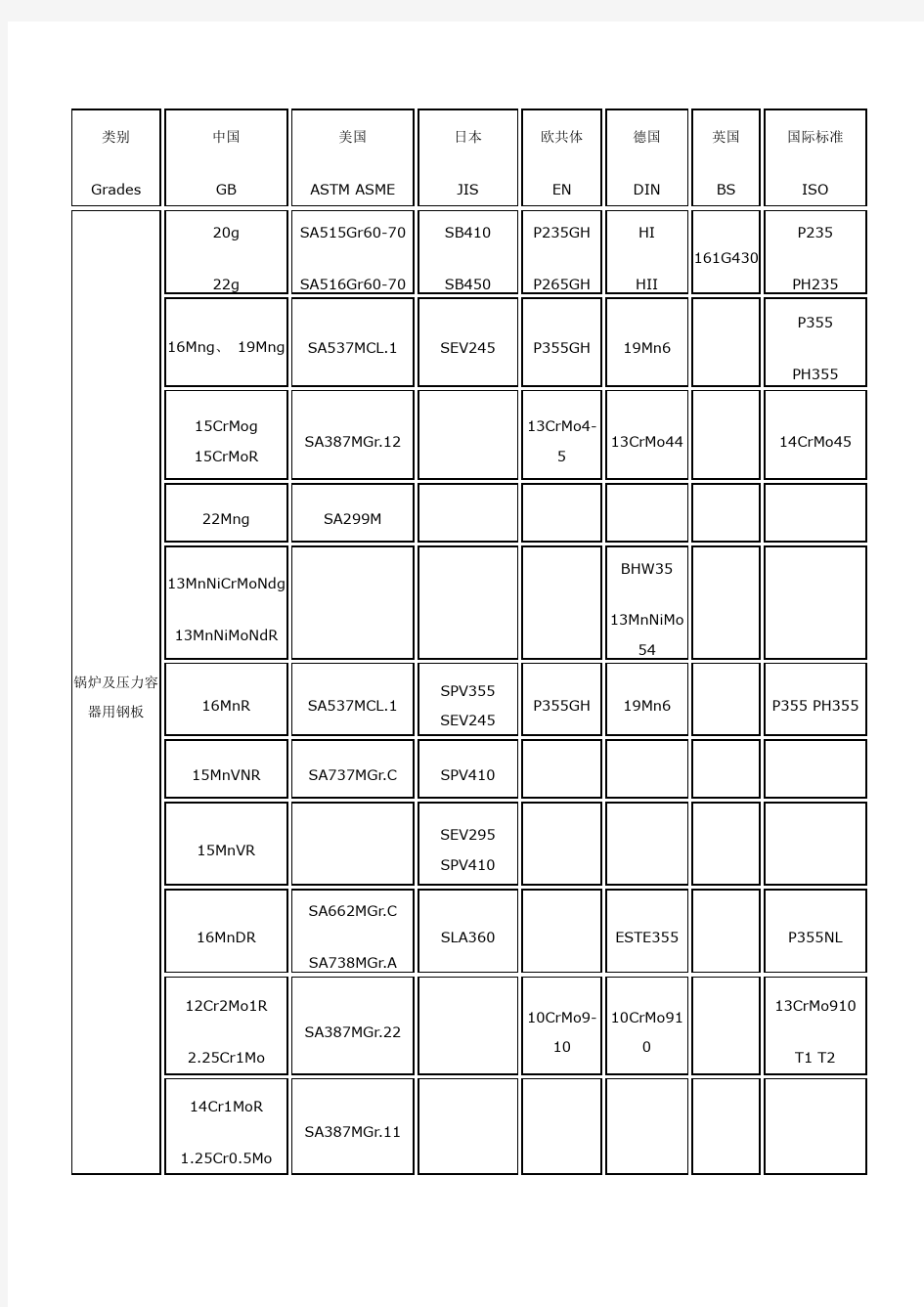
类别Grades 中国
GB
美国
ASTM ASME
日本
JIS
欧共体
EN
德国
DIN
英国
BS
国际标准
ISO
锅炉及压力容器用钢板
20g
22g
SA515Gr60-70
SA516Gr60-70
SB410
SB450
P235GH
P265GH
HI
HII
161G430
P235
PH235 16Mng、19Mng SA537MCL.1SEV245P355GH19Mn6
P355
PH355 15CrMog
15CrMoR
SA387MGr.12
13CrMo4-
5
13CrMo4414CrMo45 22Mng SA299M
13MnNiCrMoNdg
13MnNiMoNdR
BHW35
13MnNiMo
54
16MnR SA537MCL.1
SPV355
SEV245
P355GH19Mn6P355PH355 15MnVNR SA737MGr.C SPV410
15MnVR
SEV295
SPV410
16MnDR
SA662MGr.C
SA738MGr.A
SLA360ESTE355P355NL 12Cr2Mo1R
2.25Cr1Mo
SA387MGr.22
10CrMo9-
10
10CrMo91
13CrMo910
T1T2 14Cr1MoR
1.25Cr0.5Mo
SA387MGr.11
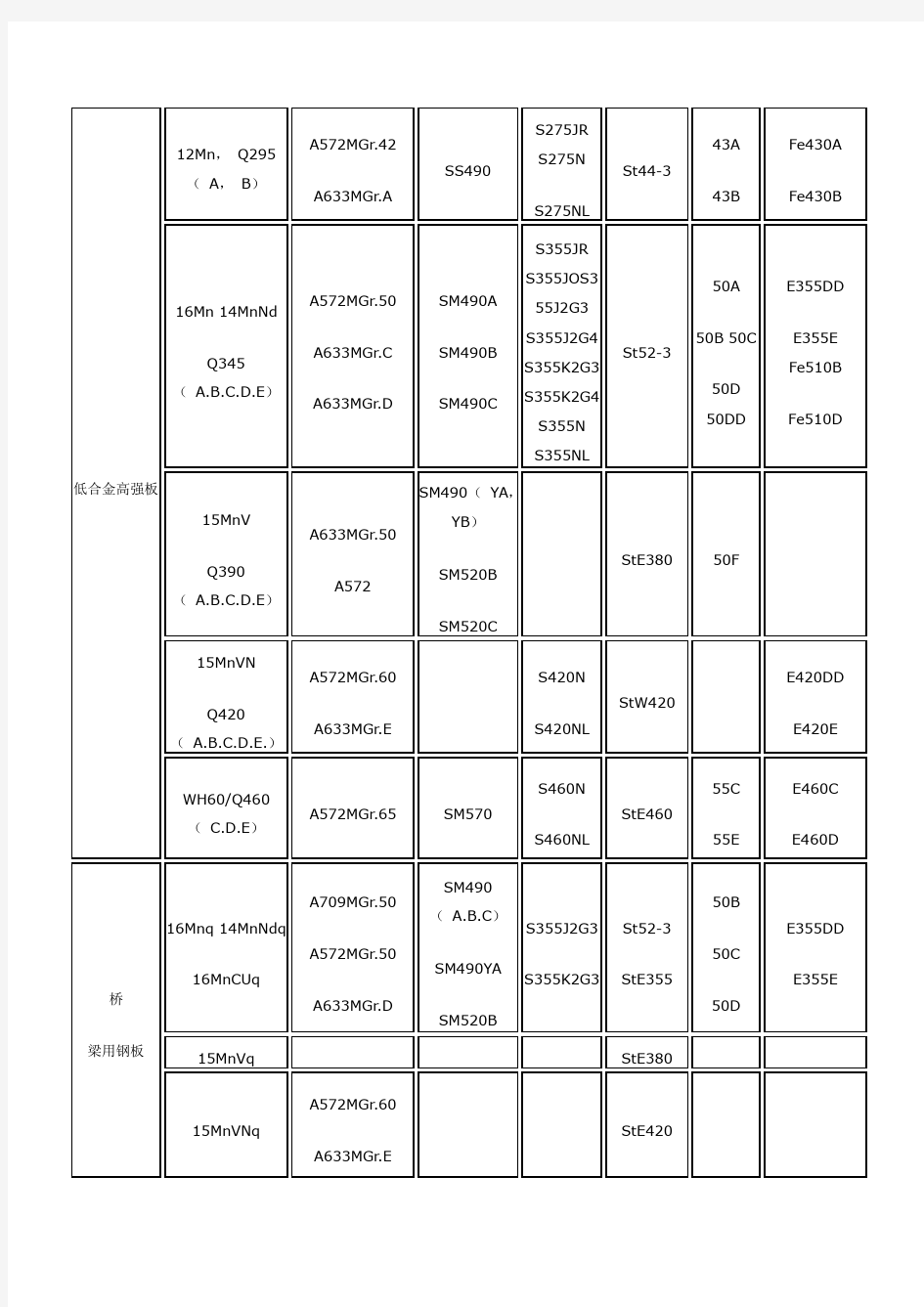
低合金高强板
12Mn,Q295
(A,B)
A572MGr.42
A633MGr.A
SS490
S275JR
S275N
S275NL
St44-3
43A
43B
Fe430A
Fe430B
16Mn14MnNd
Q345
( A.B.C.D.E)
A572MGr.50
A633MGr.C
A633MGr.D
SM490A
SM490B
SM490C
S355JR
S355JOS3
55J2G3
S355J2G4
S355K2G3
S355K2G4
S355N
S355NL
St52-3
50A
50B50C
50D
50DD
E355DD
E355E
Fe510B
Fe510D 15MnV
Q390
( A.B.C.D.E)
A633MGr.50
A572
SM490(YA,
YB)
SM520B
SM520C
StE38050F 15MnVN
Q420
( A.B.C.D.E.)
A572MGr.60
A633MGr.E
S420N
S420NL
StW420
E420DD
E420E
WH60/Q460
( C.D.E)
A572MGr.65SM570
S460N
S460NL
StE460
55C
55E
E460C
E460D
桥
梁用钢板16Mnq14MnNdq
16MnCUq
A709MGr.50
A572MGr.50
A633MGr.D
SM490
( A.B.C)
SM490YA
SM520B
S355J2G3
S355K2G3
St52-3
StE355
50B
50C
50D
E355DD
E355E 15MnVq StE380
15MnVNq
A572MGr.60
A633MGr.E
StE420
合金结构钢
40Cr
20Mn2
40Mn2
15CrMo
30CrMo
35CrMo
42CrMo
5140
1524
1340
4130
4137
4140
SCr4400
SMn420
SMn438
SMn443
SCM430
SCM435
SCM440
41Cr4
25CrMo4
34CrMo4
42CrMo4
41Cr4
13CrMo45
25CrMo4
34CrMo4
42CrMo4
25CrMo4
34CrMo4
42CrMo4
41Cr4
22Mn6
42Mn6
34CrMo4
42CrMo4 45,SM45
50,SM48,
SM50
55.SM53,
SM55
SM3Gr2Mo
40Cr
1045
1050
1055
P20
5140
S45C S48C
S50C S53C
S55C S58C
SCr440
1C45
1C50
1C55
41Cr4
1C45
1C50
1C55
41Cr4
1C45
1C50
1C55
C45E4
C50E4
C55E4
41Cr4
Q235(A.B.C.D)
Q275
20
25
30
35
40
45
50
55
50Mn A283MGr.C
A283MGr.D
1020
1025
1030
1035
1040
1045
1050
1055
1053
SS400
SM400(A B)
SS490
S20CS22C
S25C S28C
S30C S33C
S35C S38C
S40C S43C
S45C S48C
S50C S53C
S55C S58C
SWRH52B
S235JR
S235JO
S235J2G3
1C22
1C25
1C30
1C35
1C40
1C45
1C50
1C55
2C50
St37-2
St37-3
1C22
1C25
1C30
1C35
1C40
1C45
1C50
1C55
2C50
40A40B
40C40D
1C22
1C25
1C30
1C35
1C40
1C45
1C50
1C55
2C50
Fe360
( A.B.C.D)
Fe430A
C25E4
C30E4
C35E4
C40E4
C45E4
C50E4
C55E4
SL,SM
高层建筑结构
钢板HBS235(Z)
A572MGr.42
A633MGr.A
SN400A
SN400B
SN400C
S235JO
S235J2G3
St37-2
St37-3
40B
40D
Fe430A
Fe430B HBS345(Z)A572MGr.50
SN490B
SN490C
S355J2G3
S355K2G3
S355N
S355NL
St52-3
StE355
355D
355E
355EM
355EMZ
E355DD
E355E
船板类
中国船级社
CCS 德国劳船级社氏
GL
美国船级社
ABS
挪威船级社
DNV
法国船级社
BV
日本船级
社
KR
英国船级社
LR
A B C D A32 D32 E32 F32 A36 D36 E36 F36
A
B
C
D
A32
D32
E32
F32
A36
D36
E36
F36
A
B
C
D
AH32
DH32
EH32
FH32
AH36
DH36
EH36
FH36
NVA
NVB
NVD
NVE
NVAH32
NDH32
NVEH32
NVFH32
NVAH36
NVDH36
NVEH36
NVFH36
A
B
C
D
AH32
DH32
EH32
FH32
AH36
DH36
EH36
FH36
A
B
C
D
AH32
DH32
EH32
FH32
AH36
DH36
EH36
FH36
A
B
C
D
AH32
DH32
EH32
FH32
AH36
DH36
EH36
FH36
前言 本标准参考了日本JISA5528-2000《热轧钢板桩》及欧盟EN10248-1995《热轧非合金钢钢板桩》等标准, 结合国内生产和应用的具体情况而制订。 本标准与JISA5528-2000的主要差异为: ——钢板桩截面形状仅列入U型钢板桩一种类别。 ——将欧标U型钢板桩桩10个规格并入U型钢板桩系列。 ——结合钢类国标规定修改了钢种成分与性能要求。 本标准由中国钢铁工业协会提出。 本标准由全国钢标准化技术委员会归口。 本标准起草单位:马鞍山钢铁股份有限公司、上海瑞马钢铁有限公司、冶金工业信息标准研究院、攀枝花 钢铁集团公司。 本标准主要起草人:钱奕峰、李庆中、柳泽燕、程鼎。 本标准于200×年×月首次发布。 热轧U型钢板桩 1.范围 本标准规定了热轧U型钢板桩的订货内容、分类、代号、尺寸、外形、重量及其允许偏差、技术要求、试验方法、检验规则、包装、标志及质量证明书。 本标准适用于堤防加固、截流围堰等防渗止水工程以及挡土墙、挡水墙、建筑基坑支护等结构基础工程所用的热轧U型钢板桩。 2.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T222钢的成品化学成分允许偏差 GB/钢铁及合金化学分析方法二安替比啉甲烷磷钼酸重量法测定磷量 GB/钢铁及合金化学分析方法硝酸铵氧化容量法测定锰量 GB/钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量 GB/钢铁及合金化学分析方法铜铁试剂分离-铬天青S光度法测定铝含量 GB/钢铁及合金化学分析方法过硫酸铵氧化容量法测定铬量 GB/钢铁及合金化学分析方法硫酸亚铁铵滴定法测定钒含量 GB/钢铁及合金化学分析方法钽试剂萃取光度法测定钒含量 GB/钢铁及合金化学分析方法变色酸光度法测定钛量 GB/钢铁及合金化学分析方法二安替吡啉甲烷光度法测定钛量 GB/钢铁及合金化学分析方法硫代硫酸钠分离-碘量法测定铜量 GB/钢铁及合金化学分析方法新亚铜灵三氯甲烷萃取光度法测定铜量 GB/钢铁及合金化学分析方法丁二酮肟分光光度法测定镍量 GB/钢铁及合金化学分析方法萃取分离-丁二酮肟分光光度法测定镍量 GB/钢铁及合金化学分析方法氯磺酚S光度法测定铌量
德标、欧标、国际、国标对照表 —— DIN EN ISO GB 对照表 新德标 旧德标 英文名 中文名 国标 DIN EN ISO 4014 DIN 931-1 Hexagon head bolts - Product grades A and B(ISO 4014:1999) 六角头螺栓 GB/T 5782-2000 DIN EN ISO 4016 DIN 601 Hexagon head bolts - Product grade C(ISO 4016:1999) 六角头螺栓 C 级 GB/T 5780-2000 DIN EN ISO 4017 DIN 933 Hexagon head screws - Product grade A and B (ISO 4017:1999) 六角头螺栓 全螺纹 GB/T 5783-2000 DIN EN ISO 4018 DIN 558 Hexagon head screws - Product grade C (ISO 4018:1999) 六角头螺栓 全螺纹 C 级 GB/T 5781-2000 DIN EN ISO 8676 DIN 961 Hexagon head screws with metric fine pitch thread - Product grade A and B(ISO 8676:1999) 六角头螺栓 细牙 全螺纹 GB/T 5786-2000 DIN EN ISO 8765 DIN 960 Hexagon head bolts with fine pitch thread - Product grades A and B(ISO 8765:1999) 六角头螺栓 细牙 GB/T 5785-2000 DIN EN ISO 4032 DIN 934 Hexagon nuts,style 1-Product grades A and B(ISO: 4032:1999) 1型六角螺母 GB/T 6170-2000 DIN EN ISO 4033 Hexagon nuts,style 2-Product grades A and B(ISO: 4033:1999) 2型六角螺母 GB/T 6175-2000 DIN EN ISO 4034 DIN 555 Hexagon nuts - Product grade C (ISO 4034:1999) 六角螺母 C 级 GB/T 41-2000 DIN EN ISO 4035 DIN 439-2 Hexagon thin nuts(chamfered)-Product grade A and B (ISO 4035:1999) 六角薄螺母 GB/T 6172.1-2000 DIN EN ISO 4036 DIN 439-1 Hexagon thin nuts - Product grade B(unchamfered)(ISO 4036:1999) 六角薄螺母 无倒角 GB/T 6174-2000 DIN EN ISO 8673 DIN 934| DIN 971-1 Hexagon nuts,style 1,with metric fine pitch thread - Product grades A and B (ISO 8673:1999) 1型六角螺母 细牙 GB/T 6171-2000 DIN EN ISO 8674 DIN 971-2 Hexagon nuts,style 2,with metric fine pitch thread - Product grades A and B (ISO 8674:1999) 2型六角螺母 细牙 GB/T 6176-2000 DIN EN ISO 8675 DIN 439-2 Hexagon thin nuts with metric fine pitch thread - Product grades A and B (ISO 8675:1999) 六角薄螺母 细牙 GB/T 6173-2000 DIN EN ISO 4762 DIN 912 Hexagon socket head cap screws(ISO 4762:1997) 内六角圆柱头螺钉 GB/T 70.1-2000 DIN EN ISO 7380 Hexagon socket button head sxrews (ISO 7380:1997) 内六角平圆头螺钉 GB/T 70.2-2000 DIN EN ISO 10642 DIN 7991 Hexagon socket countersunk head screws (ISO 10642:1997) 内六角沉头螺钉 GB/T 70.3-2000 DIN EN ISO 1207 DIN 84 Slotted cheese head screws-Product grade A(ISO 1207:1992) 开槽圆柱头螺钉 GB/T 65-2000
中德标准对照表 序号Item 德国标准 DIN-Standard 中文品名 Description in Chinese 英文品名 Desciption in English 国际标准 ISO-Standard 中国标准 GB-Standard 1DIN1圆锥销Taper pins ISO2339GB117 2DIN7圆柱销Parallel pins ISO2339GB119-86 3DIN84开槽圆柱头螺 钉 Slotted cheese head screws ISO1207GB65-85 4DIN85开槽盘头螺钉Slotted pan head screws ISO1580GB67-85 5DIN93单耳止动垫圈Tab washers GB854 6DIN94开口销Split cooter pins ISO1234GB91 7DIN95开槽半沉头木 螺钉 Slotted raised csk head wood screws GB101 8DIN96开槽半圆头木 螺钉 Slotted round head wood screws GB99 9DIN97开槽沉头木螺 钉 Slotted countersunk head wood screws GB100 10DIN125-A平垫Plain washers ISO7089GB97.1-85 11DIN125-B平垫(带倒角)Mediun washers ISO7090GB97.2-85 12DIN126平垫Plain washers ISO7091 13DIN127-A重型弹垫Spring lock washers,tang ends GB7244 14DIN127-B标准弹垫Spring lock washers,square ends GB93-87 15DIN128-A鞍形弹垫Single coil spring lock washers GB7245-87 16DIN137-A弹簧止动垫圈Curved spring washers 17DIN137-B波形弹垫Wave spring washers GB955 18DIN186T型方颈螺栓T-head blots with square neck GB37-88 19DIN188T型双接头螺 栓 T-head bolts with double nip 20DIN258螺纹圆锥销Taper pins with threaded end ISO8737 21DIN261T型头螺栓T-head bolts 22DIN315AF 蝶型螺母(美 制) Wing nuts America form
GB/T 11253 碳素结构钢和低合金结构钢冷轧薄钢板和钢带 GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法 Q/SY 074 021 金属材料疲劳实验方法 EN 10029 3mm或以上厚度的热轧钢板——尺寸、形状、质量公差( Hot rolled steel plates 3mmth ick or above-Tolerances on dimensions,shape and mass ) JIS G 3193 热轧钢板、薄板及钢带的尺寸、质量及允许误差 4、订货内容 根据需要,订货时用户需提供包括足以说明所需材料的下述信息: a)标准号; b)牌号; c)规格; d)尺寸、外形精度(偏差); e)交货状态; f )表面状态; g)重量; h)用途; i)其它特殊要求(如焊接修补要求、特殊热处理或表面处理等) 5.技术要求 5.1交货状态 5.1.1钢板轧制状态交货,除非技术协议或合同中另有规定。 5.1.2当技术协议或合同中未规定钢板的交货状态时,应由供应商选定。 5.2表面 5.2.1钢板的表面状态分为黑皮、喷丸、涂漆、喷丸 +涂漆等。如有特殊需求应在合同中说明。5.2.2表面质量 5.2.2.1钢板的表面质量分为不同的等级,如表 1 所示。其中热轧钢板需达到 F1 级或 F2 级,而冷轧钢板根据设计人员要求应达到 F3 级。 5.2.2.2冷轧钢板表面结构可分为麻面和光亮表面。当表面为麻面时,平均粗糙度 Ra目标值为按 0.6 μ m 钢板(带)进厂验收标准 1、目的 为便于统一公司内外标准,规范检验操作,减小判定误差,发现、控制不良品, 防止批不良品 输入下道工序。本标准提供了钢板(带)的检验方法及规定了钢板(带)的接收标准。 2、范围 本标准规定了钢板(带)的通用技术要求、试验和验收方法、验收规则、标志、包装和贮存以及质量证明书等。 本标准适用于本公司使用的所有钢板和钢带(以下简称钢板)。 当技术协议或合同规定与本标准规定不一致时,应以技术协议或合同规定为准。 3、规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 222 钢的成品化学成分允许偏差 GB/T 223 钢铁及合金化学分析方法 GB/T 228 金属材料 室温拉伸试验方法 GB/T 229 金属夏比缺口冲击试验方法 GB/T 232 金属材料 弯曲试验方法 GB/T 247 钢板和钢带检验、包装、标志及质量证明书的一般规定 GB/T 699 优质碳素结构钢 GB/T 700 碳素结构钢 GB/T 708 冷轧钢板和钢带的尺寸、外形、重量及允许偏差 GB/T 709 热轧钢板和钢带的尺寸、外形、重量及允许偏差 GB/T 711 优质碳素结构钢热轧厚钢板和宽钢带 GB/T 912 碳素结构钢和低合金结构钢热轧薄钢板和钢带 GB/T 2523 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法 GB/T 2975 钢及钢产品 力学性能试验取样位置及试样制备 GB/T 3274 碳素结构钢和低合金结构钢热轧厚钢板和钢带 GB/T 4237 不锈钢热轧钢板 GB/T 5027 金属材料 薄板和薄带塑性应变比(r值)的测定 GB/T 5766 摩擦材料洛氏硬度试验方法 . 钢 材 ( 铁 件 ) 验 收 标 准 编制: 校对: 审核: . 1范围 本标准规定了钢技术要求、检验方法、尺寸、外形、重量及允许偏差等要求。 本标准适用于家具类所需钢材料。 2 规范性引用文件 GB/T 223.71-1997 钢铁及合金化学分析方法管式炉内燃烧后重量测定碳含量 GB/T 223.69-1997 钢铁及合金化学分析方法管式炉内燃烧后气体容量法测定碳含量GB/T 223.68-1997 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.63-88 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量 GB/T 223.60-87 钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量 GB/T 223.59-87 钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量 GB/T 247-1997 钢板和钢带验收包装、标志及质量证明书的一般规定 GB/T 700-2006 碳素结构钢 GB/T 709-88 热轧钢板和钢带的尺寸、外形、重量及允许偏差 GB/T 2975-82 钢材力学及工艺性能试验取样规定 GB/T 3094-2000 冷拔异型钢管 GB/T 3274-88 碳素结构钢和低合金结构钢热轧厚钢板和钢带 GB/T 6728-2002 结构用冷弯空心型钢尺寸、外形、重量及允许偏差 GB/T 17395-2008 无缝钢管尺寸、外形、重量及允许偏差 ASTM 370-02 钢制品力学性能试验的标准试验方法和定义 3术语和定语 3.1钢的牌号 钢的牌号由代表屈服强度的字母、屈服强度数值、质量等级符号、脱氧方法符号等4个部分按顺序组成。 例如:Q235AF 3.2钢的分类 钢管按产品加工方式分为两类,类别的代号为: 热轧(挤、扩)WH 冷拔(轧)WC 尺寸精度等级, 普通级PA 高级PC 4技术要求 4.1 表1 常用钢管外径尺寸和壁厚尺寸允许偏差(外径允许偏差等级为D4,壁厚允许偏差等级S5) 表2 常用矩形管截面的长、宽尺寸和壁厚尺寸允许偏差 四、加工、检验标准规范 一、保证材料质量的技术组织措施 目前,公司已建立一整套科学规范的质量管理体系文件,包括质量手册2份,程序文件35份,工作文件108份,质量记录156份。通过全员参与,严格管理和有效激励,所有的质量保证和质量控制文件,都能得到有效执行,保证了从设计、采购、生产、检验、包装、运输到售后服务的所有环节,都得到有效控制。 在异形石材产品尚无国家和行业标准的情况下,我们就拟订了严格的企业内控标准,目前共有各类质量标准20多项,多数技术指标的要求均高于国家或行业标准。检验人员的素质更是公司关注的重点,所有检验员都具备中专以上学历,在企业内部经过严格培训,熟悉石材知识和生产工艺,准确掌握石材质量标准。目前已拥有一支技术过硬、高效负责的检验员队伍。 在产品稳定性和产品供应方面,要从采购、生产和工艺排版三个方面来考虑:在采购方面,由于石材的天然性,采购到质量稳定、颜色花纹调和的材料,是极为重要的一环。而采购方面,正是我们公司的强项,我们专业化的验货采购员,长期驻扎世界主要石材出产国和国内各地主要的石材基地,严格控制采购石材的质量。 在生产方面,我们一流的设备和先进的工艺,有严谨科学的质量保证体系,更有高效专业的生产和检验人员,几年来我们的生产产品质量合格率,都能保持在98%以上,去年合格率更是达到了99.5%。 为了保证本工程所选石材质量达到业主、监理、总包的质量要求,更 加符合设计意图,确保工程质量。首先我公司将汇同各职能部门制定周密、细致的方案,并成立以总工程师为领导的项目专案组,负责该项目石材采购、加工、制作、包装配送等工作。 我公司所供石材全部按照国家技术标准要求进行,各项标准如下:原材料技术标准: JC/T 202-2001(JC202-92)天然大理石荒料标准; JC/T 204-2001(JC204-92)天然花岗岩荒料标准; JC/T 79-2001(JC79-92)天然大理石建筑板材标准; GB/T 18601-2001(JC205-92)天然花岗岩建筑板材标准; 技术基础标准: QG/ II SO5.05-89 营销技术标准; QG/ II SO8.03-89 采购技术标准; QG/ II SO9.07-89 工艺技术标准; QG/ II SO12.01-89 设备技术标准; QG/LIS13.01-89 安全生产和环境保护技术标准;QG/LIS14.01-89 检验方法技术标准;半成品标准: QZ/LIS3.1-1-90 半头自动磨光机板材质量标准;QZ/LIS3.1-2-90 双向切机板材质量标准;QZ/LIS3.1-3-90 切断机板材质量标准;QZ/LIS3.1-4-90 二十四头自动磨光机板材质量标准;QZ/LIS3.1-6-90 粗磨机粗磨板质量标准;异型装饰石材技术标准:JC/T 847.1-1999 异型装饰石材弧面板; JC/T 847.2-1999 异型装饰石材花线; 钢材检验标准Q/RY.10.1403-2017 钢材检验标准 2017-6-8发布2017-6-8实施 编制:技术部批准: 钢材检验标准Q/RY.10.1403-2017 1、范围 本标准规定了冷轧钢板和钢带、热轧钢板和钢带的外观尺寸、外形重量要求的检验方法。 本标准适用于本公司所采购进厂的冷轧钢板和钢带、热轧钢板和钢带的检验。 2、引用标准 GB708-88 冷轧钢板和钢带的尺寸、外形、重量及允许偏差 GB709-88 冷轧钢板和钢带的尺寸、外形、重量及允许偏差 3、检验量具设备: 采用目测,钢卷尺、游标卡尺、超声波测厚仪、平台。 4、检验内容 4.1、所采购的各种钢材,应是本公司的合格供方提供,具有国家认可授权检测机构检验的有效检验报告、生产厂家质量检验部门的产品合格证明书,应注有产品规格型号、产品等级,使用性能技术要求等。 4.2、外观要求:钢板表面不得有锈斑、裂纹、结疤、折叠、起泡、夹杂和分层。 4.2.1.锈斑主要是指钢板氧化后产生的生锈现象,底色为黄褐色斑状。 4.2.2.钢板表面允许有深度或高度不超过钢板厚度公差一半的麻点、凹凸、划痕。 4.2.3.麻点主要指板材在制作是落入杂质产生,其底色为板材色状。 4.2.4.钢板板边要求平整、光滑,无锯齿状,四棱见线。 钢材检验标准Q/RY.10.1403-2017 4.4、钢板和钢带的宽度允许偏差:(表二) mm 5.1、车身钣金件使用钢质材料的性能应有生产厂商提供的合格材质检验报告; 5.2、钢质材料的厚度采用游标卡尺、千分尺、超声波测厚仪等检验设备检测,在距离边缘不小于40mm处钢(板)材的任意测定三点,计算平均值,结果应与(表一、表四)相符。 5.3、钢质材料的宽度采用卷尺,在距离边缘不小于40mm处钢(板)材的任意测定三点,计算平均值,结果应与(表二)相符。 5.4、钢板的不平度检测是将钢板自由地放在平台上,除钢板的本身重量外,不施加任何压力,用米尺进行测量,测量钢板与米尺之间的最大距离。所测的结果应与(表三)相符。 说明:本标准公司提出技术部负责起草 2010年9月8日 压型钢板安装要求验收标准 一. 屋面板安装要求 1. 钢板的铺设要注意常年风向,板肋搭接需与常年风向相背. 2. 钢板间连接只搭接一个肋,必须大边扣在小边上. 3. 在屋脊处需将钢板上弯80度左右,形成挡水板,在天沟下弯10度,形成滴水线. 4. 屋脊处两坡钢板间留20-50mm左右空隙,以便插入弯工具,此间隙不易过大且不易过小,在天沟处压型板伸出100-150mm左右. 5. 固定自攻钉要与钢板和檩条垂直,并对准檩条中心,打钉前画线或挂线,使钉打在一条直线上. 6. 屋面板单层作法:带钢丝网时,钢丝网铺设必须拉直并在两端檩条上打自攻钉,尽量减少中间挠度, 7. 屋面板单层作法:带不锈钢丝和铝箔时,双向钢丝必须拉直成棱形,不锈钢丝间隔尺度误差不能超过20mm,铝箔铺设必须拉直并在两端用双面胶固定.铝箔侧向搭接50-100mm,铝箔端部搭接必须在檩条上. 8. 每安装5-6块钢板,即需检查板两端的平整度,以保证平行铺设.如有误差及时调整. 9. 安装760暗扣板时固定座安装统一位置,彩钢板正确安放,可以确保其有效的扣合. 10. 屋面板排放时上端必须用螺钉固定,防止彩板沿檩条下滑. 11. 檩条安装必须保证屋面的平直. 檩条系统安装工序必须完成验收后才能进行压型钢板安装。 二. 彩板的固定及使用的固定座和螺钉 1. 暗扣式ZL-760型板:以ZL-760型固定座扣合固定,除第一个固定座外,以后每个固定座需将前一张彩板小边压住,固定座以三颗12*20平自攻螺钉固定。(不同的彩板板型采用相应固定座) 暗扣式彩板搭接时必须全部咬合,严禁跳咬。 2. 打钉式ZL-830型 A屋面板用M12*50的六角头自攻钉将波峰与檩条固定,沿檩条每波峰固定一颗. B屋面内层钢板及墙板:以M12*25六角头自攻钉固定在沿檩条靠近板肋处,每波谷固定一颗. 3.采光板固定:先用大于自攻钉直径2mm的钻头在采光板波峰上部钻孔,再以自攻钉加防水垫圈通过预钻孔与檩条固定.沿檩条每波峰一颗,. 4.钉的使用位置: A.收边与收边搭接采用M4*12铝拉钉固定。 B.收边与彩板连接采用M12*20自攻钉连接。 C.收边与砼墙间连接采用M12*50自攻钉加胶条,每500mm固定一颗. 5.天沟托架:天沟托架每一端以一颗M12*25自攻钉与檩条固定,天沟托架间距500mm.如图纸另有说明按图纸要求施工. 6.山墙处屋面板需剪去板波峰时,必须将余下的平板沿板长度方向上扳30mm高,并在用M12*25的六角头自攻钉与檩条固定. 三.板的搭接及封胶 1.屋面板:,屋面板搭接宽度250-300mm,采光板搭接长度为300mm(图纸另有说明除外)并施以两道硅胶或防水胶带进行防水.屋面内层钢板搭接长度为50-100mm,无密封胶。 2.墙面板:墙面外层钢板搭接长度50-100mm,内层钢板搭接长度50-100mm.玻璃棉铺设 焊条型号和牌号对照表 表12.4 常用焊条型号和牌号对照表 2 名词解释: E,表示焊条。前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适 用于平焊和平角焊。4表示向下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮 类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。前两位数字表示熔 敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0 和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适用于平焊和平角焊。4表示向 下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表 示冲击性能有特殊规定的焊条。例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流 种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。例2:E4316,表示低氢钾型焊 2 条,适用于全位置焊接,电流种类为交流或直流反接,熔敷金属抗拉强度 ≥420Mpa(43kgf/mm2)。E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交 流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。 2 项目介绍 D502阀门堆焊焊条符合 GB EDCr-A1-03 说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用, 焊接工艺良好。堆焊金属为1Cr13半铁素体高铬钢。堆焊层具有空淬特 性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当 加热至900-1000℃空冷或油淬后,可重新硬化。 2 新《容规》的规定 1. 无损检测要求 压力容器设计单位应当根据本规程、本规程引用标准和JB/T4730的要求在设计图样上规定所选择的无损检测方法、比例、质量要求及其合格级别等。 2.钢板超声检测 2.1 检测要求 厚度大于或者等于12mm的碳素钢和低合金钢钢板(不包括多层压力容器的层板)用于制造压力容器壳体时,凡符合下列条件之一的,应当逐张进行超声检测: (1) 盛装介质毒性程度为极度、高度危害的; (2) 在湿H2S腐蚀环境中使用的; (3) 设计压力大于或者等于10MPa的; (4) 本规程引用标准中要求逐张进行超声检测的。 2.2 检测合格标准 钢板超声检测应当按JB/T 4730 《承压设备无损检测》的规定进行,用于本规程2.5.1第(1)项至第(3)项的钢板,合格等级不低于Ⅱ级,用于本规程2.5.1第(4)项的钢板,合格等级应当符合本规程引用标准的规定。 3.接管与壳体之间接头设计 钢制压力容器的接管(凸缘)与壳体之间的接头设计以及夹套压力容器的接头设计,可参照本规程引用标准进行。有下列情况之一的,应当采用全焊透结构: (1)介质为易爆或者介质毒性为极度危害和高度危害的压力容器; (2)要求气压试验或者气液组合压力试验的压力容器; (3)第Ⅲ类压力容器; (4)低温压力容器; (5)进行疲劳分析的压力容器; (6)直接受火焰加热的压力容器; (7)设计图样规定的压力容器。 4.焊接返修 焊接返修(包括母材缺陷补焊)的要求如下: (1)应当分析缺陷产生的原因,提出相应的返修方案; (2)返修应当按本规程4.2.1进行焊接工艺评定或者具有经过评定合格的焊接工艺规程(WPS)支持,施焊时应当有详尽的返修记录; (3)焊缝同一部位的返修次数不宜超过2次,如超过2次,返修前应当经过制造单位技术负责人批准,并且将返修的次数、部位、返修情况记入压力容器质量证明文件; (4)要求焊后消除应力热处理的压力容器,一般应当在热处理前焊接返修,如在热处理后进行焊接返修,应当根据补焊深度确定是否需要进行消除应力处理; (5)有特殊耐腐蚀要求的压力容器或者受压元件,返修部位仍需保证不低于原有的耐腐蚀性能; (6)返修部位应当按照原要求经过检测合格。 5. 压力容器对接接头无损检测的实施时机 (1)压力容器的焊接接头应当经过形状、尺寸及外观检查,合格后再进行无损检测; 序号DIN 英文名称EN ISO GB 中文名称 1DIN 1 taper pins EN 22339 ISO 2339 GB/T 117 圆锥销 2DIN 1052 washers for timber connectors 木材连接用垫圈 3DIN 11024 spring cotters 弹簧卡子 4DIN 1151 round plain head nails 沉头钢钉 5DIN 125-1 plain washers without chamfer ISO 7089 GB/T 97.1 平垫圈 A 级 6DIN 125-2 plain washers with chamfer ISO 7090 GB/T 97.2 平垫圈倒角型 A 级 7DIN 126 plain washers ISO 7091 GB/T 95 平垫圈 C 级 8DIN 127-1 spring lock washers with tang ends GB/T 7244 重型弹簧垫圈 9DIN 127-2 spring lock washers with square ends GB/T 93 标准弹簧垫圈 10DIN 128 curved spring lock washers GB/T 7245 鞍形弹簧垫圈 11DIN 13257 belting bolts (elevator bolts) 平板螺栓 12DIN 137 wave spring washers GB/T 955 波形弹性垫圈 13DIN 1440 plain washers for clevis pins EN 28738 ISO 8738 GB/T 97.3 销轴用平垫圈 14DIN 1441 Washers, Type Coarse for Bolts 螺栓用粗制垫圈 15DIN 1444 clevis pins with head EN 22341 ISO 2341 GB/T 882 销轴 16DIN 1471 grooved pins, taper grooved ISO 8744 GB/T 13829.2 槽销锥槽(A 型) 17DIN 1472 grooved pins, taper grooved half length ISO 8745 GB/T 13829.2 槽销锥槽(B 型) 18DIN 1473 grooved pins, parallel grooved full length ISO 8740 GB/T 13829.1 槽销平行沟槽(B 型) 19DIN 1474 grooved pins, reserve grooved half length ISO 8741 GB/T 13829.2 槽销锥槽(C 型) 20DIN 1475 grooved pins, centre grooved ISO 8742 GB/T 13829.1 槽销平行沟槽(C 型) 21DIN 1476 grooved pins with round head ISO 8746 GB/T 13829.3 槽销圆头、沉头(A 型) 22DIN 1477 grooved pins with countersunk head ISO 8747 GB/T 13829.3 槽销圆头、沉头(B 型) 23DIN 1479 turnuckles(centre parts), made out of hexagon bar 六角螺母棒 24DIN 1480 turnuckles with eye bolt and hook bolt 花篮螺栓 25DIN 1481 spring pins, heavy type ISO 8752 GB/T 879.1 弹性圆柱销直槽重型 26DIN 1587 hexagon domed cap nuts GB/T 802 组合式盖形螺母 钢板检验标准(总则) 编号: 零部件名称 钢板 适用范围 通用 主要组成部 件 钢板 包装方式 因主要产品为热轧裸露散装 钢板,故采取裸露裸露不捆 扎。 包装标识 供方名称或供方商 标、标准号、牌号、 规格、重量及能够追 踪从钢材到冶炼的识 别号码。 检验依据标 准 QJS/RK 03.00/01.002-2013 关键特性 1、冶炼方法 2、交货状态 3、包装标识 4、化学成分 5、力学性能 6、尺寸允许偏差 7、外形允许偏差 8、表面质量 9、内部质量 10、重量 备 注 1、冶炼方法的确认:除需方有特殊要求并在合同中注明,冶炼方法由供方或制造厂自行决定。 2、交货状态的确认: ①各种钢板交货状态要求应符合QJS/RK 03.00/01.002-2013中表1、表2规定。需方有退火状态要求时,以退火状态交货。 ②钢板应剪切或用火焰切割交货。受设备能力限制时,经供需双方协议,并在合同中注明,允许以毛边状态交货。 ③对于厚度大于30mm的优质碳素结构钢热轧厚钢板允许火焰切边,但需热处理的钢板,应在热处理前进行。 3、重量确认:钢板重量由保管员进行确认,确认的方法应符合QJS/RK 03.00/01.002-2013中5.9的规定。 拟制/日期 审核/日期 批准/日期 变更标记 变更申请单号 检验员/SQE确认及日期 钢板检验标准(指导部分) 编号: 操作步骤 检验项目 检测设备 详细操作方法及内容 标准要求、注意事项 备注 第1步 资料审查 …… 1、确定供应商是否提供规定格式的自检记录(尺寸、外观、外形)。 2、确定供应商提供的质量证明书符合规定格式及检验项目,保证质量证 明书的内容真实有效。 a、如果未提供自检记录或质量证明书, 则检验完毕后不予入库,待补齐并经质检 员确认数据真实性后入库。 第2步 标准确认 …… 标准齐套性: 3、是否有该型号原材料的正式送货单、技术条件或通用技术标准; 4、是否有检验标准(指导书),标准是否为最新版本; b.送货单齐全、无错误,技术条件或通 用技术标准为最新受控版本; c. 检验标准为受控、最新版本; 第3步 抽样方案 …… 5、钢板的尺寸和外形抽样方案按照GB/T2828.1-2012正常检验一次抽 样方案(II级检验水平)。 6、钢板的重量按送货批次实行全检。 7、钢板的化学成分和力学性能成批验收,每批由同一牌号、同一冶炼炉 号、同一规格(外形、厚度)、同一质量等级、同一交货状态或热处理制 度的钢板组成,每批次按附录表1中的规定进行抽检。 8、钢板的外观质量,逐张检查。 9、钢板内部质量的检验按表1中的规定执行。 d、 检验项目AQL值检验水平 外形 2.5一般检验 水平II 尺寸 2.5一般检验 水平II …… 编号:ZL/-10A 页数:第1页共16页—————————————————————————————————————— 钢板试样加工检验操作规程 1、适应范围 本规程适应于钢板物理性能试样的加工、检验。 2、引用标准 GB/T228金属拉伸试验方法 GB/T229金属夏比缺口冲击试验方法 GB/金属布氏硬度试验:试验方法 GB/T232金属弯曲试验方法 GB/T4160钢的应变时效敏感性试验方法(夏比冲击法) GB/T4338金属高温拉伸试验方法 GB/T8363铁素体钢落锤撕裂试验方法 3 作业程序 调度作业程序 3.1.1 调度员根据质量网当班所传的钢板试样加工委托,依据相关标准下达试样加工卡。 3.1.2 所来样坯由计算机统一生成一一对应的流水号,禁止使用由“0”“6”“9”三个数字组成的编号。 3.1.3 调度员根据加工卡核对样坯外观、尺寸和标识 3. 2. 试样加工作业程序 3.2.1 锯床操作人员根据加工卡核对样坯外观、尺寸和标识,然后依据加工卡的下料要求合理选择下料位置和尺寸。 3.2.2 矩形截面拉伸试样 3.2.2.1 锯床下料尺寸要求 (1) b =40mm的矩形截面试样,下料尺寸为t×60×(400~420)(mm); 页数:第2页共16页—————————————————————————————————————— (2) b =30mm的矩形截面试样,下料尺寸为t×50×(280~380)(mm); =25mm的矩形截面试样,下料尺寸为t×45×(270~410)(mm); (3) b (4) b 0=20mm 的矩形截面试样,下料尺寸为t ×40×(250~380)(mm); (5) b 0=12.5mm 的矩形截面试样,下料尺寸为t ×35×(210~230)(mm); 3.2.2.2 毛坯下料完毕,在半成品的端部打上加工卡左上角所示流水号的后三位,半成品试样转至下道工序(铣床)。 3.2.2.3 铣床按照要求对半成品试样进行精加工,具体加工尺寸如下: b 0=40mm 的矩形截面试样,加工尺寸为t ×[50±(1~]×(400~420)(mm);b 0=30mm 的矩形截面试样,加工尺寸为t ×[40±(1~]×(280~380)(mm);b 0=25mm 的矩形截面试样,加工尺寸为t ×[35±(1~]×(270~410)(mm); b 0=20mm 的矩形截面试样,加工尺寸为t ×[30±(1~]×(250~380)(mm);b 0=12.5mm 的矩形截面试样,加工尺寸为t ×[25±(1~]×(210~230)(mm)铣床加工完毕转至下道工序(平行部分加工)。 3.2.2.4 铣床按照要求对精加工的半成品试样进行平行部分加工,具体尺寸如下: b 0=40mm 的矩形截面试样,平行段尺寸为(40±×L c (≥225)(mm); b 0=30mm 的矩形截面试样,平行段尺寸为(30±×L c (110~220)(mm); b 0=25mm 的矩形截面试样,平行段尺寸为(25±×Lc(110~245)(mm); b 0=20mm 的矩形截面试样,平行段尺寸为(20±×Lc(90~210)(mm); b 0=12.5mm 的矩形截面试样,平行段尺寸为±×70(mm); 3.2.2.5 成品试样加工完毕后,与加工卡进行核对,确认加工卡信息与试样所打标识一致后,统一送力学组待检。 《承压设备用不锈钢钢板及钢带》国家标准 起草编制说明 (征求意见稿) 1 工作概况 1.1 任务来源 《承压设备用不锈钢钢板及钢带》国家标准由国标委批准立项,根据全国钢标准化技术委员会SAC/TC183钢标委[2008]01号《关于下达全国钢标委2008年第一批国家标准制修订计划项目的通知》的安排(计划编号20074235-Q-605),由太原钢铁(集团)有限公司、冶金信息标准研究院、全国锅炉压力容器标准化委员会等单位共同制定。 1.2 编制单位 太原钢铁(集团)有限公司、冶金信息标准研究院、全国锅炉压力容器标准化委员会。 1.3主要起草人及其所承担工作的简要说明 1.3.1 主要起草人:名单待定 1.3.2 主要起草人所承担的标准研究工作: (1)收集、对比相关国内外标准,确定满足要求的现行有效版本: (2)对收集到的国、外标准进行了对比分析。国际、国外标准主要参照了EN10028-7、ASTMA240/A240M等,中国国家标准主要参照了GB/T20878、GB/T3280及GB/T4237标准。(3)收集太钢及其它钢厂的生产数据,并进行分析。 (4)根据有关单位及专家意见、标准的对比分析结果以及实际生产数据统计结果,完成标准征求意见稿。 (5)完成标准征求意见稿后,于2008年9月向宝新、张浦、宝钢不锈钢分公司、昆山大庚及部分重点客户发出《关于征求对GB××××《承压设备用不锈钢钢板和钢带》(征求意见稿)修改意见的函》,进行征求意见。到10月底为止,共收到公司等家单位的条反馈意见。 (6)汇总并处理反馈意见。 (7)根据反馈意见,对标准的征求意见稿进行了进一步的修改完善,在此基础上形成了标准的审送稿。 (8)2008年 11月日在北京召开了标准审定会,共有等家相关单位参加。与会代表对标准的送审稿进行了热烈的讨论,并形成了标准审定会的会议纪要。 2标准制订原则 1)标准的编写格式按国家标准GB/T 1.1-2000《标准化工作导则第一部分:标准的结构和编写规则》的规定和要求进行编写; 2)本标准修改采用国际、国外先进标准,以保证标准的先进水平; 3)充分考虑国内企业的生产工艺、设备水平以及实物质量水平; 4)满足用户的使用要求; 5)满足标准的科学性、先进性、有效性原则,提升国内产品质量,为参与国际市场的竞争创造条件。 3 标准中主要技术内容的说明 3.1 标准名称 参照EN10028-7 标准《压力容器用钢的扁平产品第七部分:不锈钢》,并结合全国锅炉压力容器标准化技术委员会的建议,本标准命名为《承压设备用不锈钢钢板和钢带》。3.2 范围 适用于宽度≥600mm的承压用热轧、冷轧不锈钢钢板及钢带(含卷切钢板)。参照欧标EN10028-7,确定了各种类型产品的最大厚度。 3.2.1适用于不锈钢冷轧钢带及其卷切定尺钢板,最大厚度为8mm。 3.2.2适用于不锈钢热轧钢带及其卷切定尺钢板,最大厚度为14mm。 3.2.3 适用于由可逆式轧机轧制的不锈钢热轧厚钢板,最大厚度为80mm。 3.3 规范性引用文件 根据相关国家标准的变化情况,引用标准为最新版本: 根据GB/T 1.1-2000的规定,增加了关于标准引用的时效性说明,规范引用标准的使 第A版 第0次修改第1页共2页1、目的 为了规范钢板类检验作业、避免不合格物料流入生产,确保产品质量,特制订本标准。2、范围 本公司投入生产的冷轧钢板、热镀铬钢板。 3、检验标准 3.1外观检验 3.1.1检验要求 3.1.1.1冷轧钢板外观要求。 3.1.1.1.1表面应平整、光滑、涂油均匀,不得有沉积物或其它杂物。 3.1.1.1.2表面不允许有针孔、砂眼、包点、变形、凹凸不平、麻点、扭曲、分层、起皮、穿 底、夹渣、生锈、碰划伤、拉裂等缺陷。 3.1.1.1.3表面不得有辊压痕,大面积氧化色和经酸洗后黄色薄膜。 3.1.1.1.4卷料纵切面不应有锯齿状,外形不得呈塔状形。 3.1.1.2电镀板外观要求。 3.1.1.2.1表面光洁、镀铬均匀、色泽一致 3.1.1.2.2表面处理状态良好,不应有沉积物及其它杂物、污垢。 3.1.1.2.3表面不应有麻点、划痕和氧化色等现象。 3.1.1.2.4表面不得有黄锈(含锈迹)、霉变(含霉斑)、划伤、碰伤、变形、凹凸不平等影响 喷涂外观的表面缺陷。 3.1.1.2.5表面不允许有起皮、夹渣、裂纹、穿底等影响使用的缺陷。 3.1.2检验方法和器具 3.1.2.1目测法,触摸法 3.1.2.2目测.手感 3.2规格尺寸检验 3.2.1检验要求 3.2.1.1长度检验要求 3.2.1.1.1板料总长度小于2000mm时允许≥1mm。 3.2.1.1.2板料总长度大于2000mm时允许+0.03×规格总长度 3.2.1.2宽度检验要求(见下表): 第A版 3.2.1.3厚度检验要求(见下表): 3.2.1.4对角线检验要求 3.2.1. 4.1板料长度<2000mm时允许对角线≤1mm。 3.2.1. 4.2板料长度>2000mm时允许对角线≤2mm。 3.2.2检验方法和器具 3.2.2.1测量法 3.2.2.2卷尺、千分尺 3.2.2.3加工性能检验:要求每批材料所需生产产品前均要试模,拉伸后不允许有爆裂或表面 扭曲变形、起波浪状的现象,折弯后不允许起棱角等缺陷。 3.2.2.4热镀铬层附着力检验:锌层弯曲可取纵向或横向任意方向弯曲180°,距试样边部5mm 以外,不允许出现锌层脱落,但允许表面出现不露钢基的裂纹,弯曲处不允许出现裂纹和分层。 3.2.2.5防腐性能检验 3.2.2.5.1热镀锌防腐性能:用5%氯化钠溶液连续雾化24小时后,金属镀层上的每个锈迹面 积不超过1mm2,并且每100mm2试件不允许有锈点和锈迹。 3.2.2.5.2电镀锌防腐性能:用5%氯化钠溶液连续雾化12小时后,金属镀层上的每个锈迹面 积不超过1mm2,并且每100mm2试件不允许有锈点和锈迹。 3.2.2.5.3不锈钢防腐性能:用5%氯化钠溶液连续雾化96小时后,金属表面上的每个锈迹面 积不超过1mm2,并且每100mm2试件不允许有锈点和锈迹。 编制:审核:批准:(仅供参考)钢板(带)验收标准
钢材(铁)检验规范标准
加工、检验标准规范
钢材检验标准新版
压型钢板安装要求验收标准
焊条型号和牌号对照表
容规、国标对检测比例的规定
DIN、EN、ISO、GB标准件对照表
钢板检验标准
钢板试样检验操作规程
承压设备用不锈钢钢板及钢带国家标准
钢板类检验标准
相关主题
文本预览