
松下GT触摸屏与AB PLC通讯的实现
王华堂
(神华神东煤炭集团教育培训中心,陕西神木719315)
前言
随着工业自动化技术的飞速发展,使得企业在生产和管理的过程中,人们对自动化监控系统的要求越来越高。企业在生产过程中,对于生产过程的控制往往是通过操作控制系统来实现的,因此,如何提高企业生产管理的效果是企业生产所要考虑的核心问题。PLC 控制系统是一种新型的控制系统,它通过对系统程序进行预先编制和存储,并将执行指令有效的输出,实现对整个生产系统的控制。目前多数企业在工业生产管理中,如煤矿企业的生产过程中皮带运输系统、通风系统以及煤的洗选加工系统等,都会采用PLC控制系统。在生产控制过程中,企业管理人员或操作人员如何高效地实时、实地的控制和监控生产设备是实现企业生产自动化的重要因素之一,而触摸屏就可以有效解决这一难题。触摸屏可以满足界面简单,实时性好,开发周期短,便于修改和升级等要求。目前,可编程控制器(PLC)与触摸屏的联控技术已成为工业控制领域最主要的自动化装置之一。如何实现触摸屏与PLC之间的通讯及控制是编辑人机界面首先要考虑的问题,其中在触摸屏中正确的读取到PLC的读写地址十分关键,不同的设备类型和地址范围因PLC的类型不同而有所不同。目前工业中比较常用的有西门子、松下、三菱、欧姆龙以及AB 等公司生产的PLC,它们都规定了各自的地址分配方法,早期的整体式的PLC多采用固定编制法,如西门子的S7-200和AB的SLC500等;后期的PLC多采用自由编址法,如西门子的S7-300和AB的Control Loigx等。这就需要注意所采用的触摸屏是否支持所采用的PLC,如松下GT触摸屏就不支持与AB公司Control Loigx PLC之间的直接连接,这样就不能使触摸屏直接与PLC的I/O口以及内部继电器触点相对应,需要通过采用“映射地址”的方法来解决这一难题,从而使触摸屏起到了通过PLC实时监控系统各工艺参数的大小和变化趋势的作用,实现了报警、故障诊断等功能。
1系统构成
1.1PLC型号选择
我们选用美国AB公司生产的高度模块化结构的、可灵活地进行任意组合好扩充的高性能控制平台Control Loigx的PLC。主要具有以下特点:
(1)Control Loigx控制器适合上千个I/O点的控制系统,具有强大的网络功能,通过强大的网关作用的背板完成信息层、控制层好设备层三个开放式的通信平台之间的自由转换,并兼容DH+、RI/O、DH485/串口等传统通信网络。
(2)Control Logix控制器提供可选的用户内存模块(750K到8M 字节),能解决有大量输入输出点数系统的应用问题(支持多达4000点模拟量和128,000点数字量)。
(3)Control Logix控制器有2个CPU:一个是逻辑CPU,主要是进行逻辑控制和数据处理;另一个是背板CPU,主要是进行背板通信。从而使控制器在逻辑控制和数据处理时与其他控制器进行通信互不影响。
Control Logix系统是机架式、模块化安装。每个模块可以插在机架上任意一个槽位内,并且可以在一个机架上使用多个控制器、通讯模块和输入输出模块(且允许带电插拔模块,以便于维修人员进行检修和维护),各个控制器之间通过背板实现相互通信。但另一方面它们的运行又是相互独立的,即:a、所有控制器均可从全部输入模块中读取数据;b、任何一个控制器均可控制任意的特定模块。用户可以自己配置系统来制定由某一台控制器来控制每一台输出模块,这样使Control Logix控制器、输入输出模块、通讯模块就像网络上的智能节点。
(4)Control Logix系统使用的是RSLogix5000编程软件,可以进行更方便地开发、阅读和修改程序,如能在线完成编程、调试、诊断和排除故障等工作;无需分配/记忆内存地址(对常规PLC是必需的步骤),用户可直接使用或自定义反映控制对象/元件属性的“标签(Tag)”进行编程。
(5)无需要任何编程,用户即可实现同一工业控制网络上的处理器“标签(Tag)”被其他多个Loigx系统控制器同时共享。这一功能还可实现,该网络上的某一DI/AI站数据同时送达多个Loigx系列控制器;或者某一控制器输出指令同时送达该网络上的多个变频器等现场设备。
这里PLC的作用一是初始化变量,设置自由通讯口协议和中断协议;二是与触摸屏进行实时通讯,为触摸屏的显示提供数据,并对触摸屏输入的信息进行处理;三是完成数字量与模拟量的相互交换。
1.2人机界面的选型
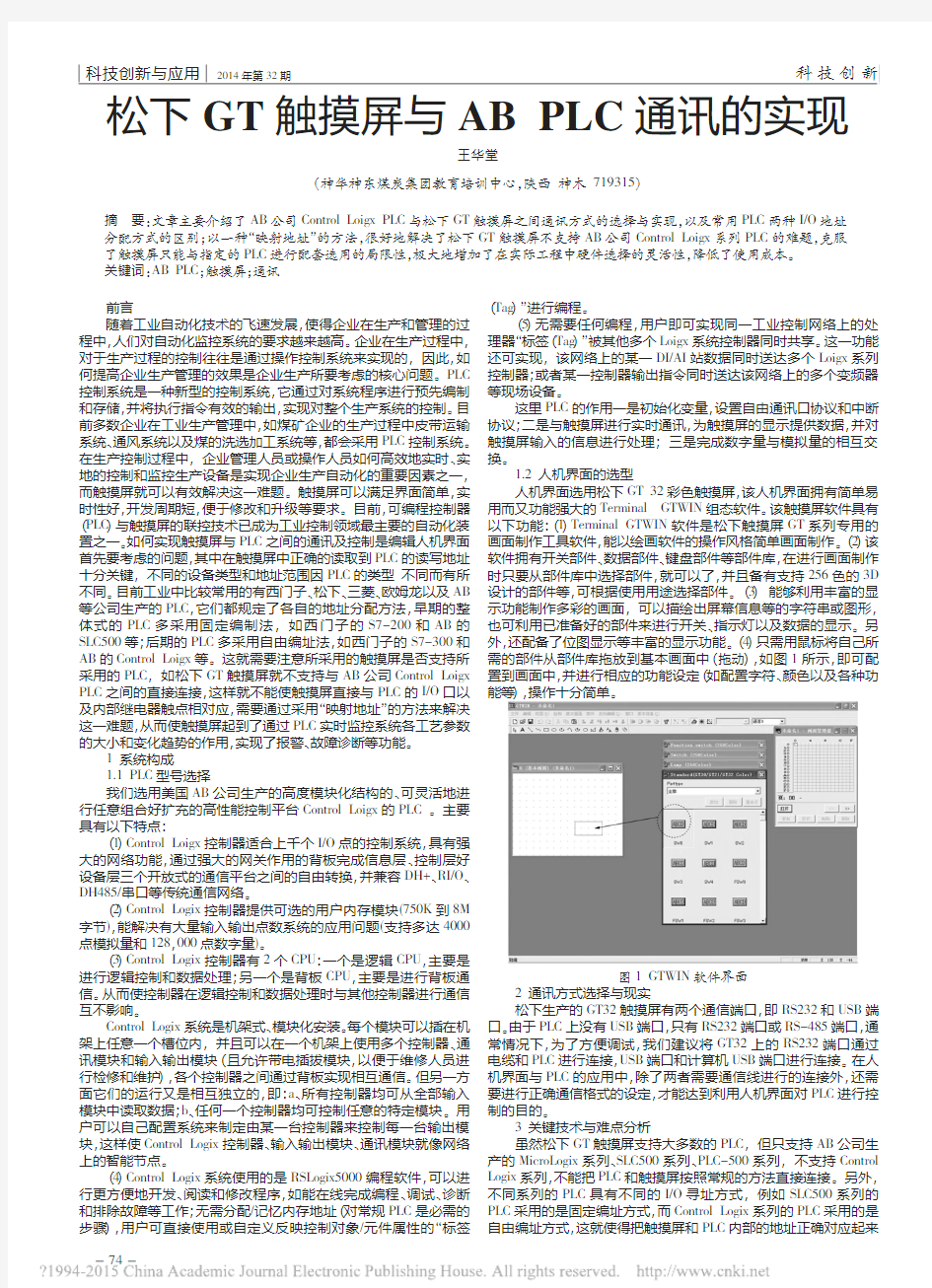
人机界面选用松下GT32彩色触摸屏,该人机界面拥有简单易用而又功能强大的Terminal GTWIN组态软件。该触摸屏软件具有以下功能:(1)Terminal GTWIN软件是松下触摸屏GT系列专用的画面制作工具软件,能以绘画软件的操作风格简单画面制作。(2)该软件拥有开关部件、数据部件、键盘部件等部件库,在进行画面制作时只要从部件库中选择部件,就可以了,并且备有支持256色的3D 设计的部件等,可根据使用用途选择部件。(3)能够利用丰富的显示功能制作多彩的画面,可以描绘出屏幕信息等的字符串或图形,也可利用已准备好的部件来进行开关、指示灯以及数据的显示。另外,还配备了位图显示等丰富的显示功能。(4)只需用鼠标将自己所需的部件从部件库拖放到基本画面中(拖动),如图1所示,即可配置到画面中,并进行相应的功能设定(如配置字符、颜色以及各种功能等),操作十分简单。
图1GTWIN软件界面
2通讯方式选择与现实
松下生产的GT32触摸屏有两个通信端口,即RS232和USB端口。由于PLC上没有USB端口,只有RS232端口或RS-485端口,通常情况下,为了方便调试,我们建议将GT32上的RS232端口通过电缆和PLC进行连接,USB端口和计算机USB端口进行连接。在人机界面与PLC的应用中,除了两者需要通信线进行的连接外,还需要进行正确通信格式的设定,才能达到利用人机界面对PLC进行控制的目的。
3关键技术与难点分析
虽然松下GT触摸屏支持大多数的PLC,但只支持AB公司生产的MicroLogix系列、SLC500系列、PLC-500系列,不支持Control Logix系列,不能把PLC和触摸屏按照常规的方法直接连接。另外,不同系列的PLC具有不同的I/O寻址方式,例如SLC500系列的PLC采用的是固定编址方式,而Control Logix系列的PLC采用的是自由编址方式,这就使得把触摸屏和PLC内部的地址正确对应起来
摘要:文章主要介绍了AB公司Control Loigx PLC与松下GT触摸屏之间通讯方式的选择与实现,以及常用PLC两种I/O地址分配方式的区别;以一种“映射地址”的方法,很好地解决了松下GT触摸屏不支持AB公司Control Loigx系列PLC的难题,克服了触摸屏只能与指定的PLC进行配套选用的局限性,极大地增加了在实际工程中硬件选择的灵活性,降低了使用成本。
关键词:AB PLC;触摸屏;通讯
74
--
接变得更加困难。
3.1PLC 的I/O 地址分配早期的PLC 多为整体式,采用固定编址,方法简单、不易操作错误,使用者只需按照规定的规定地址操作就可以了,但是带来的缺点是灵活性差,系统配置限制多。即使是模块化PLC ,采用固定编址后,模块的种类数量及组合搭配的范围也会受到限制,模块不能自由组合。PLC-5系列的PLC 就是采用这种方法。
与上述固定编址相对应的另一种编址法是自由编址法,在具体做法上可以分为两种:一种是根据PLC 的底板上的槽位来设定各模块的地址;另一种是利用编程工具来设定各模块的地址。所谓根据槽位来确定地址法就是指各个I/O 扩展模块的物理节点对应的映像寄存器的位置是由其所连接安装的位置来决定的,当系统通电时,系统可以根据各模块的类型及插入的槽位自动分配地址。而编程工具设定地址法是指允许用户利用编程工具软件分配各个模块的地址。Control Logix 系列采用的就是槽位来确定地址法。
3.2“映射地址”方法的分析文章采用了“映射地址”的方法,很好解决了松下GT 触摸屏与Control Logix PLC 不兼容的问题。解决方案如下:
(1)选择机型
在松下GTWIN 触摸屏编程软件中打开一个工程,在启动菜单中选择[创建新文件]、[从GT 读取]的情况下,画面中将会出现用于选择机型的对话框如图2所示。在GT 机型中选择“GT32彩色”,在PLC 机型中选择“Allen-Bradley SLC500Micro Logix Series ”的PLC 。
图2GT 和PLC 机型选择
(2)GTWIN 触摸屏基本通信区的设定由于在PLC 中,需要有固定用于操作画面等的字设备及操作位信息的位设备2种,即基本通信区,必须在PLC 中预先设置并保留系统基本通信区,需要固定各占用3个字的字设备和位设备。因此在新建工程时,需要设定与PLC 基本通信区。方法:点击菜单栏的[文件]-[基本配置]-[GT 环境设置],显示主体环境设置对话框。在对话框字数据区选择N7:0到N7:2,位数据区选择B3:0到B3:2,如图3所示。
图3GTWIN 触摸屏基本通信区的设定
(3)Control Logix 通讯协议的设定
在RSLOGIX5000软件中点击“查看”--->“Controller 属性”,进行如图4所示的设置。
图4Control Logix 通讯协议的设定
(4)Control Logix 文件的设定在RSLOGIX5000软件中点击“逻辑”--->“编辑Tags ”,对B3和N7文件进行如图5所示的设置。
(5)Control Logix 映射地址的设定
把Control Logix5000的地址映射成SLC500的地址,方法是在RSLOGIX5000软件中点击“逻辑”--->“映射PLC/SLC 消息”,在弹出的对话框里,设定文件号3为B3,文件号7为N7,如图6所示,这样文件号3表示B3文件,文件号7表示N7文件。在编程时,由于基本通信区占用3个字的字设备和位设备,需要将B3:0~B3:2和N7:0~N7:2作为基本通信区使用,因此在设定其它数字量时需要有3个字的偏移量,比如触摸屏的3:3-0,则在软件中对应地址为B3:96(由于1个字占用32位,3个字应该是占用96位,而地址是从0开始的,因此对应的地址是B3:96)。这样就可以使用SLC500中的B3和N7文件进行编程。
图6Control Logix 映射地址的设定
通过以上操作,我们把Control Logix 控制器里的标签映射到SLC500控制器里,使GT 触摸屏顺利读取到映射到N7或B3里的对应Control Logix 控制器里的数据。这样,不仅解决了Control Logix 控制器和GT 触摸屏之间通信的问题,而且又解决了Control Logix 控制器和GT 触摸屏之间数据交换的问题。
4结束语
文章成功解决了Control Logix PLC 和松下GT 触摸屏的不兼容问题,打破了必须使PLC 和触摸屏相互缺省支持的局限性,使用户在选购设备时能更多地考虑一些价格便宜的硬件,降低了成本,同时也增加了硬件搭配和设备间通讯的灵活性。
参考文献
[1]邓李.Control Logix 系统实用手册[M].北京:机械工业出版社,2008,1.[2]王东云,牛正光.EVIEW 触摸屏与A-B PLC 通讯的实现和应用[J].电气自动化,2008,4.[3]郭宗仁,吴亦锋,郭永.可编程序控制器应用系统设计及通信网络技术[M].北京:人民邮电出版社,2002.[4]岳庆来.变频器、可编程序控制器及触摸屏综合应用技术[M].北
京:
机
械工业出版社,2006,
4.
图5Control Logix 文件的设定
75--