提高激光干涉仪检测数控机床位置精度测量精度的方法
摘要本文主要叙述了激光干涉仪检测数控机床位置精度过程中产生测量误差的原因及消除方法。
关键词激光干涉仪测量误差产生及消除
在数控车床位置精度检测中,激光干涉仪是最常用的仪器。我厂使用的是英国RENISHAW公司生产的ML10双频激光干涉仪,该仪器性能稳定,使用方便,但影响测量精度的因素较多,在测量过程中必须加以考虑,并应采取措施减少或消除。
一、环境因素的影响
1.影响因素
下面所列任何一种环境参数的变化都会导致大约1um的误差:
a. 空气温度:1℃
b. 空气压力:0.3kPa
c. 相对湿度:30%
特别是,振动对测量的影响是非常大的,振动可能导致测量数据的分散,明显影响重复性的测量。甚至可能使测量无法正常进行下去。
2.减少及消除方法
a.尽量使测量在恒温车间进行,以保持环境的相对稳定。
b. 在环境参数偏离标准条件时,可使用EC10环境补偿单元对温度、压力、湿度进行自动补偿,可使上述(温度、压力、湿度)误差减少到±1 .1um。
c. 尽量关掉车间的照明灯和机床上的工作灯,以减少热源。
d. 在夏季,为了减少激光器的发热,可用电风扇对其进行散热和降温,以延长激光器的使用时间。
e. 在测量时,应尽量避免车间各种振动的产生,如机床、行车等。可采用:
2必要时,可在下班或晚上比较安静的环境下测量。
2应将反射镜和干涉境分别安装在刀具/中滑板位置和床身位置上,激光器安装在尽量靠近机床的位置。
2使用尽可能短的加长杆安装附件来固定光学元件。
2磁力表座应直接吸在机床床身或刀架等表面,避免吸装在机床护罩或护盖较薄弱的部分,确保吸装的表面平坦且没有油渍及尘土。
二、机器表面温度的影响
1.影响因素
机器温度偏离20℃时,由于使用的材料温度传感器的测量精度及输入的机器热膨胀系数不正确的影响,对测量精度也会产生影响。当材料温度传感器的精度为±0.1℃, 热膨胀系数为10um/℃时,产生的测量误差为±1 .0um;若输入不正确的机器热膨胀系数会使精度变化为10um甚至更多。
2.减少及消除方法
由上看出,热膨胀系数是一个重要的误差来源,因此应该注意确保输入正确的数值,必要时,可向机器供应商进行咨询。
三、死程误差的影响
1.影响因素
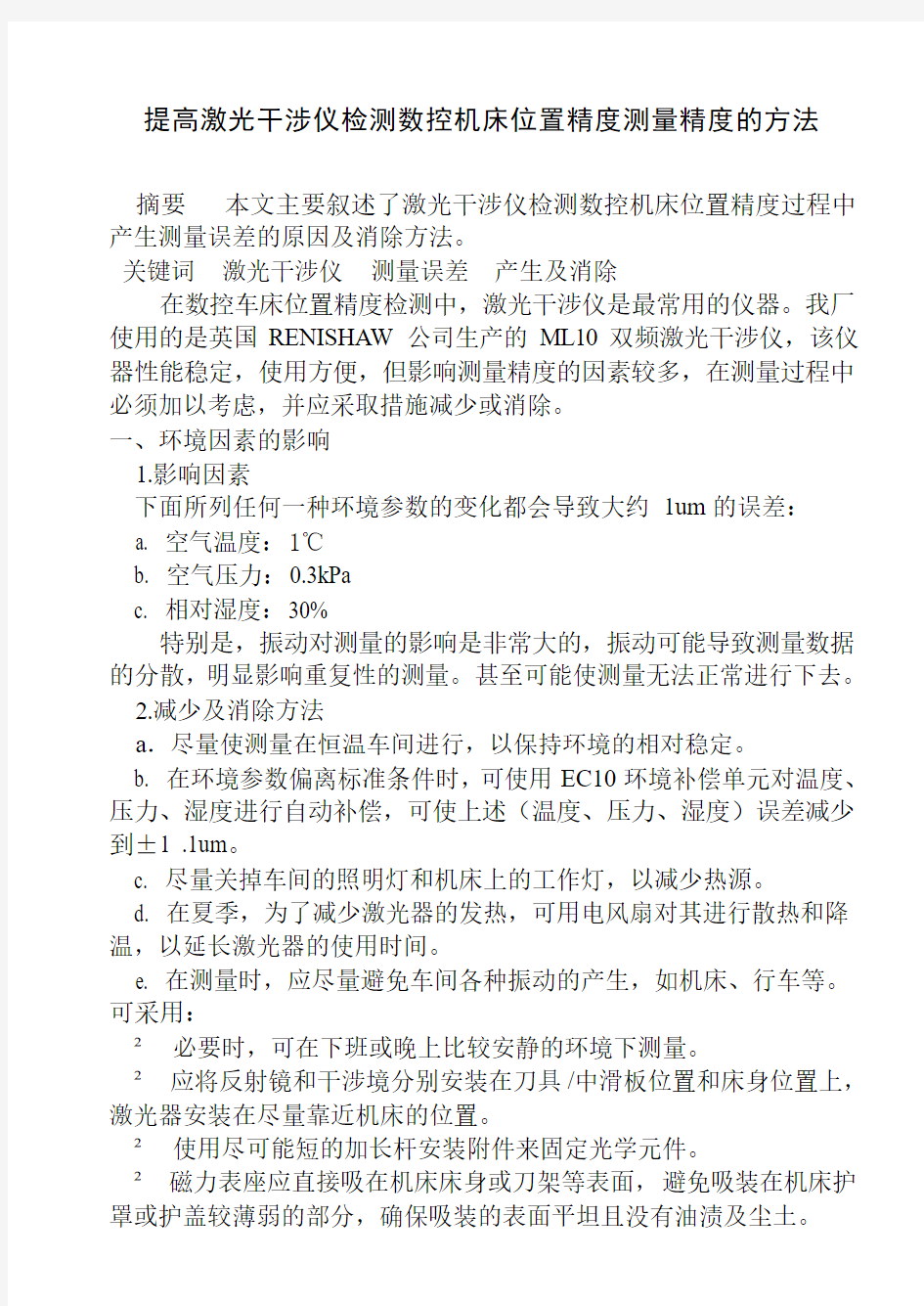
死程是在使用EC10自动补偿的方式进行位置精度测量中随环境参数的变化而产生的一种误差。由于在定“零点”时,固定光学镜和移动光学镜之间存在一段距离,EC10无法对“零点”和固定光学镜之间的距离进行补偿而产生误差。(如图一)
图一
2.减少及消除方法
在定“零点”时,若固定光学镜和移动光学镜是挨在一起放置的,则死程误差可以忽略不计。
在移动光学镜位于坐标轴零点位置时,两个光学元件彼此间距离为最大的这种机器上,可按下述方法进行预置,以避免激光干涉仪以
该点定零点时引起的潜在的死程误差:
①.把移动光学镜放在坐标轴零点位置上;
②.激光干涉仪定零点;
③.把移动光学镜运动到坐标轴另一端(使两个光学镜尽量接近) 注意要保持读数的符号与光栅尺的符号一致;
④.当两个光学元件放在最接近的位置时,设置一个与激光干涉仪读数相等的预选值;
⑤.在这个相同位置上重新设置零点,其值为预选值。
四、余弦误差的影响
1.影响因素
激光光束同运动坐标轴的调准误差会导致测量的距离和实际运动距离之间的误差,该误差与(1-cosθ)成正比,θ为激光光束同运动坐标轴线之间的误差夹角。
当激光测量系统的光路调整得与运动坐标轴不同轴时,该余弦误差会导致测量距离比实际运动距离短,这样如图二所示,用激光测量系统测量的实际距离为Ls,而实际运动距离为Lm。如θ角为0.167°,则引起的余弦误差为5um/m。
图二
2.减少及消除方法
进行光路的细调校准以在测量坐标全行程上获得尽可能恒定的信号读数强度,然后微转激光头使测量读数值最大,由此来使余弦误差
减至最小。
五、阿贝偏置误差的影响
1.影响因素
若激光光束调整得与指定的坐标轴为平行偏置时,在这种情况下进行测量,光学元件偏置安装引起的角度运动会导致阿贝偏置测量误差。该误差与Lφ成正比,其中,L为偏置距离,φ为偏置角度。如φ为0.0028°、L为100mm,所引起的阿贝偏置误差为5um。
2.减少及消除方法
由于恒定角度不会导致阿贝误差,所以,在测量时应固紧好移动光学镜以减少偏置角度的变化;尽量使测量轴线靠近机器光栅尺轴线以减少偏置距离。
六、光学元件的影响
1.影响因素
光学器件表面不干净会导致信号强度减弱,是精密测量变得困难,尤其是在测量较长距离的场合。
2.减少及消除方法
应加强对干涉镜和反射镜等光学元件的正确保管及使用,不至弄脏;若偶而弄脏光学元件,可使用高质量的透镜拭纸和专卖店供应的无痕迹玻璃清洁液,按使用说明清洁灰尘、手印等。
SJ6000激光干涉仪产品具有测量精度高、测量速度快、测量范围大、分辨力高等优点。通过与不同的光学组件结合,可以实现对线性、角度、平面度、直线度(平行度)、垂直度、回转轴等参数的精密测量,并能对设备进行速度、加速度、频率-振幅、时间-位移等动态性能分析。 在相关软件的配合下,可自动生成误差补偿方案,为设备误差修正提供依据。
1.静态测量 SJ6000激光干涉仪的系统具有模块化结构,可根据具体测量需求选择不同组件。SJ6000基本线性测量配置: 图1-基本线性配置 SJ6000全套镜组:
图2-SJ6000全套镜组 镜组附件: 图3-SJ6000 镜组附件 镜组安装配件: 图4-SJ6000 镜组安装配件
1.1. 线性测量 1.1.1. 线性测量构建 要进行线性测量,需使用随附的两个外加螺丝将其中的一个线性反射镜安装在分光镜上,组装成“线性干涉镜”。线性干涉镜放置在激光头和线性反射镜之间的光路上,用它的反射光线形成激光光束的参考光路,另一束光入射到线性反射镜,通过线性反射镜的线性位移来实现线性测量。如下图所示。 图5-线性测量构建图 图6-水平轴线性测量样图图7-垂直轴线性测量样图 1.1. 2. 线性测量的应用 1.1. 2.1. 线性轴测量与分析 激光干涉仪可用于精密机床、三坐标的定位精度、重复定位精度、微量位移精度的测量。测量时在工作部件运动过程中自动采集并及时处理数据。
图8-激光干涉仪应用于机密机床校准 图9-激光干涉仪应用于三坐标机校准 SJ6000软件内置10项常用机床检验标准,自动采集完数据后根据所选标准自动计算出所需误差数据,可生成误差补偿表,为机床、三坐标的误差修正提供依据。
激光干涉仪操作规程 一、操作步骤 1.系统的相互连接 ·将PC10计算机系统与ML10 激光干涉仪用通讯电缆连接。 ·如果需要,将PC10计算机系统与EC10 环境补偿单元用通讯电缆连接。 ·将PC10、ML10、EC10分别接上电源线,再接到电源插板上。·通过稳压电源,将总电源线接到220V接地电源上。 2.激光的预热 闭合激光干涉仪开关,使激光预热大约15~20分钟,等激光指示灯出现绿色后,表明激光已稳定。 3.测量软件的启动 打开计算机,在“C”提示符下依次键入: ·CD/RENISHAW (RETURN) ·RCS (RETURN) ·a (RETURN) ·b (RETURN) 完成以上步骤后,测量软件已被启动。 4.光学镜的安装 ·将反射镜用夹紧块、安装杆、磁性表座固定在机床运动部件上。
·将反射镜和分光镜组合组成干涉镜;将干涉镜用夹紧块、安装杆、磁性表座固定在机床不可运动部件或其它固定部件上。 5.激光调整 ·调整激光,使其与测量方向一致。调整时,首先用粗光束调,然后用细光束调,保证信号强度达到测量精度要求并恒定(由计算机上信号强度指示确定)。 ·调整透射光线和折射光线重合。 6.目标值设定 根据测量要求,设定目标值,目标值的设定应尽可能的覆盖整个行程范围。 7.数据采集 ·按目标值设定要求编制数控测量程序,在每个测量点必须有足够的延时设定(由机床操作人员完成)。 ·设定数据采集参数,主要包括;线性/圆周、测量次数、单向/双向、测量信息等。 ·按“ALI+D”进行数据采集。 ·数据采集完后,按“ESC”终止采集过程。 8.数据分析 选择“数据分析”菜单,按相关标准要求进行数据分析,分别给出双向定位精度、重复性、反向偏差等精度指标。
机械工程综合实 践 实验报告 课程名称机械工程综合实践 专业精密工程 指导教师彭小强 小组成员刘强14033006 谌贵阳 吴志明 实验日期2012.4.2—2011.6.25 国防科学技术大学机电工程与自动化学院
目录 1激光干涉仪 1.1激光干涉仪介绍 1.2激光干涉仪原理 2 激光干涉仪测量机床的直线度 2.1实验器材以及平台的搭建 2.2激光干涉仪的调试 2.3直线度的测量 3 激光干涉仪测量机床的重复定位精度3.1实验器材以及平台的搭建 3.2激光干涉仪的调试 3.3重复定位精度的测量 4 实验分析与总结
目录 一、实验目的与任务 (2) 二、实验内容与要求 (2) 三、实验条件与设备 (2) 四.实验原理 (3) 1.定位精度测量 (3) 2.直线度测量 (4) 五、实验步骤 (5) 1.设定激光测量系统 (5) 2.调整激光光束,使之与机器运动轴准直。 (5) 3.数据记录与数据处理 (6) 六、实验过程和结果 (8) 1.X轴定位精度 (8) 2.X轴直线度 (9) 3.误差分析 (11) 七、实验总结与体会 (14) 1.实验总结 (14) 2.实验心得体会 (14) 3.对课程的一些建议 (14)
综合实践3 伺服系统运动精度建模与评价 一、实验目的与任务 通过对三轴机床的X轴进行定位误差实验,使学生掌握一般机构空间运动精度的测量与分析评价方法。主要内容包括了解双频激光干涉仪测量位移的基本原理,掌握利用双频激光干涉仪测量机床进给轴的定位误差的方法,深刻理解轴运动的精度的概念。在对机床进给轴运动定位误差测量的基础上,分析机床的运动误差。 二、实验内容与要求 (1)直线轴运动误差测量。利用双频激光干涉仪建立直线轴定位精度、直线度、姿态误差的测量系统,并对机床典型三维进给机构各轴的运动误差进行测量,分析测量结果的不确定度; (2)垂直度测量。任选进给机构两轴,利用双频激光干涉仪建立两轴垂直度的测量系统,并对垂直度进行测量,并对测量结果进行评价; (3)典型三维进给机构的精度建模。在分析多轴进给机构拓扑结构的基础上,用多体系统理论和变分法建立多轴进给机构运动空间各点的运动误差传递模型; (4)典型三维进给机构的精度分析与评价。在测量得到的进给机构轴运动误差的基础上,利用所建立的精度模型,对机构的典型运动轨迹如直线、圆弧、平面等的运动误差进行分析,并对分析结果的不确定度进行评价。 三、实验条件与设备 双频激光干涉仪,含直线度、定位精度测量组件。具体如图1所示。 (图1 定位精度测量组件直线度测量组件)
Radiation Harsh Application | 强辐射环境应用 强辐射环境下FPS3010激光干涉测量 Laser Interferometry in Radiation Harsh Environments using the FPS3010 介绍 目前,同步辐射应用已经扩展到多种邻域中,如生物科技(蛋白质晶体),医药研究(微生物),工程应用(高分辨率裂缝演变成像),高级材料研究(纳米结构材料)。在纳米领域许多应用中,如透镜组,布拉格反射器,狭缝以及目标定位等都需要非常高的分辨率。机械结构需要高集成度,高稳定性,并且要减小温漂以及定位误差的影响。另外,运动部件的质量需要严格控制到最低,从而提高机械特性,并且减小位置误差。 针对以上讨论,这意味着编码必须在待测物附近,也就是说,编码器即使不是在X光或者粒子束中,也需要安置在辐射区内。 FPS3010激光干涉仪最大的特点是皮米级分辨率,兼容真空环境,并且在此类应用中,可以采用远程控模块。因此,FPS3010可以工作在强辐射环境下,也就是将干涉仪系统以及子系统安装在同步辐射光源或者束线附近,以及其他高辐射的环境中。 在目前的传感器选型中,“M12”传感器探头可以工作在高达10MGy的辐射环境下。这个研究主要针对这些新型传感器的耐辐射强度。实验主要工作在60Co源下(1.17 MeV / 1.33 MeV γ- and 0.31 MeV β-rays)。实验证明在3MGy辐射强度下传感头的读数没有明显偏差。在第二步骤测试中,对比传感器头放置在10MGy强辐射环境前后,对固定目标的测量值。对比结果为传感器所得目标值没有明显偏差。将两个UHV真空兼容 M12传感头(一个是带AR膜透镜,一个是不带AR膜透镜),安装到聚酰亚胺光纤上,放置在1Gy/s辐射区域中。两个探测头都安装在铝支架上,实验过程中将会有20 nm/°C的温漂。为避免曝光情况,采用镀了金膜的耐辐射镜子,搭建3m反射腔。FPS3010控制器放置在探头测试腔体外,另一个带温控无辐射腔内。在整个测量周期内,腔内温度稳定性高于1℃。测试的最后,总累积量达3.024MGy。 测量 图2a显示在测试过程中,测得的位置值。编码器位置采样率为1kHz。在图中,每一个点为100次独立测量平均值。位置漂移观察周期为34天,采用镀膜传感器测量,3MGy累积量为150nm;未镀膜传感器3MGy累积量为400nm。由于信号保持性较好,所以测得位置值的不确定性(标准偏差)优于10nm。 在未镀膜传感器头,在累积总量达2MGy之后,漂移会略微增大(22.5天)。达到这点之后,可进行两个传感器头性能比较。图2b显示编码器(红线)以及控制器位置(蓝线)的温漂情况。整个周期中,温度漂移小于1℃。
用激光干涉仪系统进行精确的线性测量 — 最佳操作及实践经验 1 简介 本文描述的最佳操作步骤及实践经验主要针对使用激光干涉仪校准机床如车床、铣床以及坐标测量机的线性精度。但是,文中描述的一般原则适用于所有情况。与激光测量方法相关的其它项目,如角度、平面度、直线度和平行度测量不包括在内,用于实现0.1微米即 0.1 ppm以下的短距离精度测量的特殊方法(如真空操作)也不包括在内。 微米是极小的距离测量单位。(1微米比一根头发的1/25还细。由于太细,所以肉眼无法看到,接近于传统光学显微镜的极限值)。可实现微米级及更高分辨率的数显表的广泛使用,为用户提供了令人满意的测量精度。尽管测量值在小数点后有很多位数,但并不表明都很精确。(在许多情况下精度比显示的分辨率低10-100倍)。实现1微米的测量分辨率很容易,但要得到1微米的测量精度需要特别注意一些细节。本文描述了可用于提高激光干涉仪测量精度的方法。 2 光学镜组的位置 光学镜的安放应保证其间距变化能够精确地反映待校准机器部件的线性运动,并且不受其它误差的影响。方法如下: 2.1 使Abbe(阿贝)偏置误差降至最低 激光测量光束应当与需要校准的准线重合(或尽量靠近)。例如,要校准车床Z轴的线性定位精度,应当对测量激光光束进行准直,使之靠近主轴中心线。(这样可以极大降低机床俯仰 (pitch) 或扭摆 (yaw) 误差对线性精度校准数据的影响。 2.2 将光学镜组固定牢靠 要尽量减小振动影响并提高测量稳定性,光学镜组应牢牢固定所需的测量点上。安装支柱应尽可能短,所有其它紧固件的横截面都应尽量牢固。磁力表座应直接夹到机床铸件上。 避免将其夹到横截面较薄的机器防护罩或外盖上。确保紧固件表面平坦并没有油污和灰尘。 2.3 将光学镜组直接固定在相关的点上 材料膨胀补偿通常只应用在与测量激光距离等长的材料路径长度上。如果测量回路还包括附加的结构,该―材料死程‖的任何热膨胀或收缩或因承载而发生的偏斜都将导致测量误差。为尽量减少此类误差,最好将光学镜组直接固定到所需的测量点上。在机床校准中,一个光学镜通常固定在工件夹具上,而另一个光学镜组则固定在刀具夹具上。激光测量将会精确地反映刀具和工件之间发生的误差。即使机器防护系统和机器盖导致难于接近,也一定要尽量将干涉镜和角锥反射镜都固定到机器上。不要将一个光学镜安装在机器内部而另一个安装在外部如支在机器外地面的三脚架上,因为整台机器在地基上的移动可能导致校准无效。然而,是否拆下导轨防护罩时需仔细考虑,因为这可能改变机器性能。
激光干涉仪在检测数控机床精度方面的应用 1.前言 随着大型数控机床应用的日见广泛,对大型机械两条导轨间平垂直度检测要求也越来越多。传统的垂直度检测方法如大理石角尺配合干分表方法受标准角尺大小的限制只能应用于小型机器:另外采用四象限等传感器方法,则因传感器的精度漂移和读数稳定性容易受到环境变化的影响,使得其应用范围大大受限。 激光干涉仪是通过激光波长溯源的原理来实现数控机床几何精度及定位精度检测,激光干涉仪主要可以对数控机床进行线性、角度、直线度、垂直度、转轴测量等,下面就来一一讲解。 2.测量应用 2.1.线性测量 2.1.1.线性测量构建 要进行线性测量,需使用随附的两个外加螺丝将其中的一个线性反射镜安装在分光镜上,组装成“线性干涉镜”。线性干涉镜放置在激光头和线性反射镜之间的光路上,用它的反射光线形成激光光束的参考光路,另一束光入射到线性反射镜,通过线性反射镜的线性位移来实现线性测量。如下图所示。 线性测量构建图
水平轴线性测量样图垂直轴线性测量样图 2.1.2.线性测量的应用 激光干涉仪可用于精密机床定位精度、重复定位精度、微量位移精度的测量。测量时在工作部件运动过程中自动采集并及时处理数据。 激光干涉仪应用于机密机床校准 2.2角度测量 2.2.1.角度测量构建 与线性测量原理一样,角度测量需要角度干涉镜和角度反射镜,测试时角度反射镜 和角度干涉镜必须有一个相对旋转,相对旋转后两束光的光程差就会发生变化,而光程 差的变化会被激光干涉仪探测器探测出来,由软件将线性位置的变化转换为角度的变化 显示出来。
角度测量原理及测量构建 水平轴俯仰角度测量样图水平轴偏摆角度测量样图 2.2.2.角度测量的应用 机床准直平台/倾斜工作台的测量 由于角度镜组的不同安装方式,其测量结果代表不同方向的角度值。您可以结合实际需要进行安装、测量。
激光干涉仪软硬件介绍 本次试验我们使用的仪器为:Renishaw 激光器测量系统。 这个系统由“软件”与“硬件”两个部分组成,所以我们认识他,就是搞清楚各是什么硬件和软件。 看到这个章节时,可定有人会问还有什么硬软件之分的吗?答案是肯定的! 先问大家一个问题:只有躯体的人就是一个正常的人吗?答案是否定的! 一个正常的人不但须要一个实实在在的躯体,还需要由看不见的意识性的东西——思想的存在! 3.1 激光干涉仪是由什么硬件组成 3.1.1 什么是硬件? 硬件:硬件就是我们看到的一堆由金属、塑料等材料堆成的被称之为“Renishaw 激光干涉仪”的东西(事实上,它是由一些机壳和电路板等物构成)。因为是一些看得见、摸得着的东西,又因为都是“硬”的,所以被人们形象地称为“硬件”。 3.1.2具体硬件名称以及各自的用途是什么? 一、本次使用激光检测仪主要检测螺距误差,因此我们主要使用到以下的仪器: (1)ML10 激光器 Renishaw ML10 Gold Standard 激光器
以上四个图案为激光罩在不同的状态下的作用 A)无光束射出 B)缩小横截面光束及目标 C)最答光束及目标 D)标准测量位置射出最大光来的横截面以及反射光束的探测器孔Renishaw ML10 Gold Standard 激光器:
ML10 是一种单频 HeNe 激光器,内含对输出激光束稳频的电子线路及对由测量光学镜产生的干涉条纹进行细分和计数处理。 其主要作用简单概括为:发射红外线以及返收红外线供特定的软件做分析,记录相关的数据。 (2)三脚架
三脚架及云台可用来安装 ML10 激光器,将 ML10 激光器设置在不同的高度,并充分控制 ML10 激光束的准直。对于大多数机床校准设置,建议将 ML10 激光器安装在三脚架和云台上。 三脚架、安装云台和 ML10 激光器三合一体,可为 ML10 光束准直提供下列调整:高度调整 水平平移调整 角度偏转偏转调整 角度俯仰调整 其中高度调整是由图9上显示的高度曲柄控制的,水平平移是由图2上显示的平移控制旋钮控制,角度偏转偏移是由图2上显示的旋转微调旋钮控制。图2后的两个示意图为水平平移和角度偏移的使用方法。 (3)EC10 环境补偿装置
厨 f静堂鸯溅斌技术)2007亭第弘誊第{O麓 激光干涉仪使用技巧 Precise G口洫to Vsine a Laser Interferometer 魏纯 (广州市计最检测技术研究院,广东广州510030) 瓣萎:本文讨论了激光予涉仪在使用巾的准直等技礴,用户在实际使用中增加葺芒件以及维护巾邋蓟的同舔。燕键词:激光平涉仪;准直 l引言高性能激光干涉仪具有快速、高准确测量的优点,是校准数字机床、坐标测量机及其它定位装置精度及线性指标最常用的标准仪器,弦者所在单位使用的是英国RENISHAW公闭生产的MLl0激光干涉仪,具有性能稳定,使罱方便等特点。 通过较长时闯使用,作者认为测量人员除了要考虑环境、温度、原理等影响测量的常规因素外,掌握一些激光干涉仪的使用技巧会使测量互作事半功倍。 2原理介绍
MLl0激光干涉仪是根据光学千涉基本原理设计磊成酌。从MLl0激光器射出的激光束有单一频率,其标称波长隽0.633pLIn,且其长期波长稳定健(真空状态)要高于0.1ppm。当此光束抵达偏振分光镜时,会被分为两道光束一一道反射光糯一道透射光。这两道光射向其反光镜,然后透过分光镜反射圈去,在激光头内的探测器形成一道干涉光束。若光程差没有任俺变讫,探测器会在樵长性秘楣潢性于涉的两极找到稳定的信号。若光程差确实有变化,探测器会在 每一次光程改变时,在相长性和相消性干涉的弼极找 到变动的信号。这些变化(援格)会被计算并用来测量两个光程闻的差异变化。测量的光程就是栅格数乘以光束大约一半的波长。 值褥注意的是,激光束的波长取决于所通过敖空气折射率。由于空气折射率会随着温度、压力和相对湿度而变化,用来计算测蹩值的波长值可能需要加以李}偿,以配合这魍环境参数豹改变。实际上就测量准确度而言,此类补偿在进行线性位移(定位精度)测量,特别是量程较大时,非常重要。3激光干涉仪使用技巧 3.1 Z轴激光光路快速准直方法 用激光干涉仪进行线性测量时,无论是数字机 床、还是坐标测燮枫,z轴测量酵激光光路的礁童榻对X、Y轴准直来说,要困难的多。尤其是在z轴距离较长的情况下,要保证激光光束经反射镜反射后回到激 先探测器的强度满足测量对对光强的要求,准妻激光光路往往需要很长时间。 根据作者长期使用的经验,按照“离处动尾部,低处动整体”的调整方法,将会大大缩短漆直时闻。(“尾部”是指MLl0激光器电源接口边上的倾斜度调蹩旋钮和三兔架云台上的旋转微调控制旋锂,“整体”是指三
激光干涉仪概述 SJ6000激光干涉仪产品采用美国进口高稳频氦氖激光器、激光双纵模热稳频技术、高精度环境补偿模块、几何参量干涉光路设计、高精度激光干涉信号处理系统、高性能计算机控制系统技术,实现各种参数的高精度测量。通过激光热稳频控制技术,实现快速(5~10分钟)、高精度(0.05ppm)、抗干扰能力强、长期稳定性好的激光频率输出,采用不同的光学镜组可以测量出线性、角度、直线度、平面度和垂直度等几何量,并且可以进行动态分析。
SJ6000激光干涉仪产品具有测量精度高、测量速度快、最高测速下分辨率高、测量范围大等优点。通过与不同的光学组件结合,可以实现对直线度、垂直度、角度、平面度、平行度等多种几何精度的测量。在相关软件的配合下,还可以对数控机床进行动态性能检测,可以进行机床振动测试与分析,滚珠丝杆的动态特性分析,驱动系统的响应特性分析,导轨的动态特性分析等,具有极高的精度和效率,
为机床误差修正提供依据。 激光干涉仪性能特点 1.测量精度高、速度快,稳定性好 ①使用美国高性能氦氖激光器,结合伺服稳频控制系统,达到高精度稳频(0.05ppm) ②以光波长(633nm)为测量单位,分辨率可达nm级 ③使用高速光电信号采样和处理技术,测量速度可达到4m/s。 ④配合有环境补偿单元,在环境变化的情况下,也可以得到较高的测量精度 ⑤分离式干涉镜设计,避免了测量镜组由于主机发热而引起的镜组形变 2.应用范围广 ①可以实现线性、角度、直线度、垂直度、平面度等几何量的检测 ②结合我们的软件系统,可以用于速度,加速度,振动分析以及稳定度等分析 ③可实时监控精密加工机床等机器的动态数据,进行动态特性分析 3.软件界面友好 ①使用当前热门的软件界面开发工具,软件界面人性化,操作简单。 ②将静态测量和动态测量两种功能合并到一个软件中,更方便用户切换测量类型。
一文弄懂激光干涉仪与激光平面干涉仪 很多朋友弄不清激光干涉仪与激光平面干涉仪的区别,主要是很多时候,客户把激光平面干涉仪简称为激光干涉仪,到网上一搜,发现激光干涉仪全是用来检测导轨运动精度的,不是自己需要的激光平面干涉仪,今天小编就告诉大家如何区分这两种激光干涉仪。 激光干涉仪 1.测量原理
▲线性测量的光路原理构建图 (1)从SJ6000激光干涉仪主机出射的激光束(圆偏振光)通过分光镜后,将分成两束激光 (线偏振光); (2)两束激光分别经由角锥反射镜A和角锥反射镜B反射后平行于出射光(红色线条)返回, 通过分光镜后进行叠加,由于两束激光频率相同、振动方向相同且相位差恒定,即满足干涉条件; (3)角锥反射镜B每移动半个激光波长的距离,将会产生一次完整的明暗干涉现象。测量距 离等于干涉条纹数乘以激光半波长。 2.功能 SJ6000激光干涉仪具有测量精度高、测量范围大、测量速度快、最高测速下分辨率高等优点,结合不同的光学镜组,可实现线性测长、角度、直线度、垂直度、平行度、平面度等几何参量的高精度测量。在SJ6000激光干涉仪动态测量软件配合下,可实现线性位移、角度和直线度的动态测量与性能检测,以及进行位移、速度、加速度、振幅与频率的动态分析,如振动分析、丝杆导轨的动态特性分析、驱动系统的响应特性分析等。 3.应用 激光干涉仪可广泛用于数控机床、直线电机、电动滑台、线性模组、三坐标、自动化加工设备等运动精度检测。
▲SJ6000激光干涉仪检测数控机床 ▲SJ6000激光干涉仪检测线性模组
▲SJ6000激光干涉仪用于自动化设备装调 激光平面干涉仪 1.测量原理
FANUC、OKUMA机床的激光干涉仪检测方法 一、光的相干性 二、激光干涉法测距原理 三、FANUC螺补参数的设定 四、关于FANUC系统正负方向补偿号的计算方法 五、FANUC的检测用程式 六、OKUMA螺补参数的设定 七、OKUMA检测程式 八、检测值输入的方法
一、光的相干性 相長性干涉 當兩個波長相同的光束波形同步射出時,其波峰位置會如下圖 2 一般重合,固稱為“相長性干涉”。在相長性干涉的情況下,輸出波的振幅等於兩個輸入波的振幅之和。 ?相消性干涉 當兩個相干光束波形以180°的相位差異步射出時,一個輸入光束的波峰位置會如下圖3 一般與另一個輸入光束的波谷重合,固稱為“相消性干涉”。在相消性干涉的情況下,兩個輸入波會互相抵消而產生暗淡的光
二、激光干涉法测距原理 图片: 根据光的干涉原理,两列具有固定相位差,而且有相同频率、相同的振动方向或振动方向之间夹角很小的光相互交叠,将会产生干涉现象,如图所示。由激光器发射的激光经分光镜A分成反射光束S1和透射光束S2。两光束分别由固定反射镜M1和可动反射镜M2反射回来,两者在分光镜处汇合成相干光束。若两列光S1和S2的路程差为Nλ(λ为波长,N为零或正整数),实际合成光的振幅是两个分振幅之和,光强最大。当S1和S2的路程差为λ/2(或半波长的奇数倍)时,合成光的振幅和为零,此时光强最小。 激光干涉仪就是利用这一原理使激光束产生明暗相间的干涉条纹,由光电转换元件接收并转换为电信号,经处理后由计数器计数,从而实现对位移量的检测。由于激光的波长极短,特别是激光的单色性好,其波长值很准确。所以利用干涉法测距的分辨率至少为λ/2,
第一章、前言 一、本次我们主要研究:如何检测机床的螺距误差。因此我们主要的任务在于: 1. 应该使用什么仪器进行测量 2. 怎么使用测量仪器 3. 怎么进行数据分析 4. 怎么将测量所得的数据输入对应的数控系统 二、根据第一点的要求,我们选择的仪器为:Renishaw 激光器测量系统,此仪器检测的范围包括: 1. 线性测量 2. 角度测量 3. 平面度测量 4. 直线度测量 5. 垂直度测量 6. 平行度测量 线性测量:是激光器最常见的一种测量。激光器系统会比较轴位置数显上的读数位置与激光器系统测量的实际位置,以测量线性定位精度及重复性。 三、根据第二点的解释,线性测量正符合我们检测螺距误差的要求。因此,我们此次使用的检测方法——线性测量。 总结以上我们的核心在于:如何操作Renishaw 激光器测量系统结合线性测量的方法进行检测,之后将检测得到的数据进行分析,最后将分析得到的数据存放到数控系统中。这样做的目的在于——提高机床的精度。 - 1 - 第二章、 2.1 什么是螺距误差? 基础知识 开环和半闭环数控机床的定位精度主要取决于高精度的滚珠丝杠。但丝杠总有一定螺距误差,因此在加工过程中会造成零件的外形轮廓偏差。
由上面的原因可以得知: 螺距误差是指由螺距累积误差引起的常值系统性定位误差。 2.2 为什么要检测螺距误差? 根据2.1节,检测螺距误差是为了减少加工过程中造成零件的外形轮廓偏差,即提高机床的精度。 2.3 怎么检测螺距误差? (1)安装高精度位移检测装置。 (2)编制简单的程序,在整个行程中顺序定位于一些位置点上。所选点的数目及距离则受数控系统的限制。 (3)记录运动到这些点的实际精确位置。 (4)将各点处的误差标出,形成不同指令位置处的误差表。(5)多次测量,取平均值。 (6)将该表输入数控系统,数控系统将按此表进行补偿。 2.4 什么是增量型误差、绝对型误差? ①增量型误差 增量型误差是指:以被补偿轴上相邻两个补偿点间的误差差值为依据来进行补偿②绝对型误差 绝对型是误差是指:以被补偿轴上各个补偿点的绝对误差值为依据来进行补偿2.5 螺距误差补偿的原理是什么? 螺距误差补偿的基本原理就是将数控机床某轴上的指令位置与高精度位置测量系统所测得的实际位置相比较,计算出在数控加工全行程上的误差分布曲线,再将
激光干涉仪分类及应用 激光干涉仪以激光波长为已知长度,利用迈克耳逊干涉系统测量位移的通用长度测量。激光干涉仪有单频的和双频的两种。 激光干涉仪的分类: 单频激光干涉仪 从激光器发出的光束,经扩束准直后由分光镜分为两路,并分别从固定反射镜和可动反射镜反射回来会合在分光镜上而产生干涉条纹。当可动反射镜移动时,干涉条纹的光强变化由接受器中的光电转换元件和电子线路等转换为电脉冲信号,经整形、放大后输入可逆计数器计算出总脉冲数,再由电子计算机按计算式[356-11]式中λ为激光波长(N为电脉冲总数),算出可动反射镜的位移量L。使用单频激光干涉仪时,要求周围大气处于稳定状态,各种空气湍流都会引起直流电平变化而影响测量结果。 双频激光干涉仪 在氦氖激光器上,加上一个约0.03特斯拉的轴向磁场。由于塞曼分裂效应和频率牵引效应,激光器产生1和2两个不同频率的左旋和右旋圆偏振光。经1/4波片后成为两个互相垂直的线偏振光,再经分光镜分为两路。一路经偏振片1后成为含有频率为f1-f2的参考光束。另一路经偏振分光镜后又分为两路:一路成为仅含有f1的光束,另一路成为仅含有f2的光束。当可动反射镜移动时,含有f2的光束经可动反射镜反射后成为含有f2±Δf的光束,Δf是可动反射镜移动时因多普勒效应产生的附加频率,正负号表示移动方向(多普勒效应是奥地利人C.J.多普勒提出的,即波的频率在波源或接受器运动时会产生变化)。这路光束和由固定反射镜反射回来仅含有f1的光的光束经偏振片2后会合成为f1-(f2±Δf)的测量光束。测量光束和上述参考光束经各自的光电转换元件、放大器、整形器后进入减法器相减,输出成为仅含有±Δf的电脉冲信号。经可逆计数器计数后,由电子计算机进行当量换算(乘1/2激光波长)后即可得出可动反射镜的位移量。双频激光干涉仪是应用频率变化来测量位移的,这种位移信息载于f1和f2的频差上,对由光强变化引起的直流电平变化不敏感,所以抗干扰能力强。它常用于检定测长机、三坐标测量机、光刻机和加工中心等的坐标精度,也可用作测长机、高精度三坐标测量机等的测量系统。利用相应附件,还可进行高精度直
镭射干涉仪操作手册
手册内容 一.RENISHAW 公司简介 1 二.镭射干涉仪原理 2 (1)波的速度 3 (2)干涉量测原理 3 (3)镭射干涉仪 4 (4)镭射干涉仪一般量测项目 4 三.注意事项 5 四.镭射干涉仪防止误差及保养 5 (1)镭射干涉仪防止误差 5 (2)镭射干涉仪保养方法 6 五.安全及注意事项 6 六.镭射光原理及特性7 七.镭射硬件介绍8 八.镭射架设流程图15 九.定位量测原理及操作16 (1)线性定位量测原理16 (2)量测方式17 十.镭射易发生之人为架设误差20 (1)死径误差20 (2)余弦误差21 (3)阿倍平移误差21 十一.镭射操作之步骤22 (1)软件安装之步骤22 (2)执行量测软件22 (3)定位量测硬件架设之操作23 (4)镜组架设前之注意事项24 (5)镜组架设之步骤24 十二.定位量测之程序范例29 十三.定位量测之软件操作步骤30 热漂移量测38 快速功能键44 十四.动态软件量测之操作45 (1)动态量测硬件之架设45 (2)执行量测之软件46 (3)位移与时间48 (4)速度与时间49 (5)加速度与时间50 十五.角度量设之操作52 (1)注意事项52 (2)镜组架设的种类53 (3)镜组架测之步骤54 (4)角度量测之软件操作步骤57 十六.RX10旋转轴之量测62 (1)说明62
(2)硬件配件之介绍62 (3)硬件操作之步骤64 (4)软件操作之步骤67 十七.直度量测之操作75 (1)直度之分类75 (2)直度量测之硬件架设75 (3)镜组架设之步骤75 (4)直度软件之操作步骤80 十八.Z轴直度镜组织架设方法85 十九.垂直度量测之操作89 (1)垂直度镜组架设之步骤89 (2)软件操作之步骤95 二十.平面度量测之原理与操作101 (1)硬设备101 (2)操作之原理102 (3)镜组架设之步骤102 (4)软件操作之步骤110
简介 以激光波长为已知长度、利用迈克耳逊干涉系统(见激光测长技术)测量位移的通用长度测量工具。激光干涉仪有单频的和双频的两种。单频的是在20世纪60年代中期出现的,最初用于检定基准线纹尺,后又用于在计量室中精密测长。双频激光干涉仪是1970年出现的,它适宜在车间中使用。激光干涉仪在极接近标准状态(温度为20℃、大气压力为101325帕、相对湿度59%、C O2含量0.03%)下的测量精确度很高,可达1×10?7。 工作原理 一个角锥反射镜紧紧固定在分光镜上,形成固定长度参考光束。另一个角锥反射镜相对于分光镜移动,形成变化长度测量光束。 从激光头射出的激光光束(1)具有单一频率,标称波长为0.633μm,长期波长稳定性(真空中)优于0.05ppm。当此光束到达偏振分光镜时,被分成两束光—反射光束(2)和透射光束(3)。这两束光被传送到各自的角锥反射镜中,然后反射回分光镜中,在嵌于激光头中的探测器中形成干涉光束。 如果两光程差不变化,探测器将在相长干涉和相消干涉的两端之间的某个位置观察到一个稳定的信号。如果两光程差发生变化,每次光路变化时探测器都能观察到相长干涉和相消干涉两端之间的信号变化。这些变化(条纹)被数出来,用于计算两光程差的变化。测量的长度等于条纹数乘以激光波长的一半。 应当注意到,激光波长将取决于光束经过的空气的折射率。由于空气折射率会随着气温、压力和相对湿度的变化而变化,用于计算测量值的波长值可能需要对这些环境参数的变化进行补偿。在实践中,对于技术指标中的测量精度,只有线性位移(定位精度)测量需要进行此类补偿,在这种情况下两束光的光程差变化可能非常大。
产品用途 1.激光干涉仪是检定数控机床、坐标测量机位置精度的理想工具。检定时可按照规定标准处理测量数据并打印出误差曲线,为机床的修正提供可靠依据。 2.激光干涉仪配有各种附件,可测量小角度、平面度、直线度、平行度、垂直度等形位误差,在现场使用尤为方便。 2.1.线性测量 要对线性测量进行设定,使用随附的两个外加螺丝将其中的一个线性反射镜安装在分光镜上。这个组合装置称为“线性干涉镜”,它形成激光光束的参考光路。线性干涉镜放置在激光头和线性反射镜之间的光路上,如下图所示。
性能对比:雷尼绍XL80——Lasertex HPI 3D激光干涉仪测量系统 雷尼绍 XL80激光测量系统Lasertex HPI-3D(高性能激光干涉 仪系统) Sl. No. 规格参数(XL80)参数(HPI-3D) 1线性定位测量单频零差激光测量系统,激光干涉仪 测量原理 双频激光测量系统,频率外插 1GHz,远程干涉测量原理,对环境 光影响不敏感 1.1测量软件激光器软件标准模块包含最新的测量 分析功能 ? 软件模块分为线性,角度,旋转轴, 平面度,直线度和垂直度测量。 ? 动态测量能力是可选配置,需要另外 购买 ?标准报告选项,比如ISO,ASME, VDI,JIS 和 GB等等。 ?生成补偿值来提高机床定位精度。 机床补偿软件需要单独报价购买激光器软件包含所有内置测量分析标准模块。 ? 包含测量直线度、夹角、旋转轴、平面度、直线度以及垂直度软件模块。 ?具备动态测量能力,采样频率可单独设定。 ?生成标准报告功能如:ISO,ASME,VDI,JIS 和GB等等。 ?生成补偿值列表提高机床定位精度。 此外: 在标准配置中包含用于直接与机床通讯的G代码生成模块。 用于旋转工作台的G代码生成工具。 价格内包含机床补偿软件。 1.11激光界面集成USB端口,没有独立界面。集成USB端口以及蓝牙通讯。 1.12开关触发信号支持支持 1.13信号强度LED指示有有 另外: 激光器倾角显示,有助于调整轴 向。 1.14动态参数实时图形显 示软件支持,按不同模块区分。在标准软件配置里包含所有适合的 软件功能。 1.15量程 0-80米(标准配置0-40米)(40-80 米使用远程组件)0-80米(标准配置0-40米)(40-80米使用远程组件) 1.16快速光路调节激光射出角度控制,区分快速、慢速 调试。有激光束角度偏摆调整机构,拥有电子精调功能(双十字)。外壳有水平泡,确保手动调节快速准确。 1.161偏转角度范围+/- 35 mm/m +/- 50 mm/m 1.162轴向范围0 - 10 m0-40 m 1.17分辨率0.001?m0.0001 ?m –市场上分辨率最高1.18精度± 0.5 PPM 按常规室温环境补偿± 0.41 PPM按常规室温环境补偿
定位精度与激光干涉仪线性分析报告 一、数控机床定位精度常见误差曲线及分析 1.负坡度 图1中曲线向外运行和向内运行,两个测试均出现向下的坡度。图1显示在整个轴线长度上,误差呈线性负增加。这表示激光系统测量的距离短于机床位置反馈系统指示的距离。 图1 1.负坡度可能原因。在激光干涉仪设置上,可能光束准直调整不正确,如果轴线短于lm,则可能是材料热膨胀补偿系数不正确,材料温度测量不正确或波长补偿不正确。 建议:(1)如果轴线行程很短,请检查激光的校准情况,检查电脑和测量头是否已连接并有反应;(2)、检查材料传感器是否正确定位以及输入的膨胀系数是否正确。 (3) 机床可能的误差源。俯仰和扭摆造成阿贝(Abbé)偏置误差、机床的线性误差。 建议:检查在垂直轴上的平衡作用。检查控制器补偿。 再检查机床的俯仰和丝杆同轴度。丝杠可能在最近的一次维修或机床移动时被弄弯了,或者丝杠偏心旋转。 2.正坡度 如图2显示在整个轴线长度上,误差呈线性正递增。可能是以下几种问题: (1)激光干涉仪设置可能有问题。如:材料热膨胀补偿系数不正确,材料温度测量不正确,波长补偿不正确。 (2)机床方面的问题。检查机床的俯仰和扭摆误差、机床的线性误差。 (3)建议:检查EC10和传感器是否已连接并有反应,或者检查输入的手动环境数据是否正确。检查材料传感器是否正确定位以及输入的膨胀系数是否正确。检查并调节导轨塞铁松紧。检查控制器补偿。
图2 3.周期性曲线 图3显示整个轴线长度上的重复周期误差。沿轴的俯仰保持不变,但幅度可能变化。周期性曲线可能原因: (1)激光干涉仪设置上的问题。该曲线的误差大小,不太可能与仪器操作有关,主要去分析机床本身的误差源。 (2)机床方面的问题。丝杠或传动系统故障、编码器问题或故障、长型门式机床轨道的轴线直线度。检查丝杠和导轨润滑。 (3)建议:采用小得多的采样点间隔,在一个俯仰周期上再测量一次,确认俯仰误差。作为一项指导原则,如果你要检查的是机床某元件的周期性影响,可将采样间隔设为预期周期性俯仰的1/8。比较以下各项,确认可能的误差来源:机床丝杠的螺距、编码器、分解器的支撑点之间的距离。 图3 检查位置反馈系统。将周期性误差大小与感应式测量器(Inductosyn)计量器上的编码器节段或球栅尺(Spherosyn)计量器中的球尺寸比较。
激光干涉仪的作用 内容来源网络,由深圳机械展收集整理 更多激光设备,就在深圳机械展 (1)CO2激光干涉仪 CO2激光器是一种非常适合无导轨激光测量的光源,它在10.6μm波段具有丰富的谱线,相邻谱线的波长差分布也比较均匀,构成的“合成波长链”的波长可从10.6μm到25m,因此,CO2激光干涉仪一直是无导轨激光干涉仪的研究重点。从1979年开始,由直流干涉系统到各种形式的光外差系统,CO2激光干涉仪历经多次改进,其中一种典型方案是上世纪九十年代澳大利亚研制的外差干涉仪,它通过激光器的腔长控制,顺序输出6种波长,用声光调制器的零级衍射作为本振光,构成外差系统,测量精度可达4×10-8。 (2)Ne-Xe激光干涉仪 Ne-Xe激光器可以输出3.53μm和3.37μm两个波长,合成波长为84.2μm。从“合成波长链”的角度考虑,波长过短难以保证测量结果的唯一性,为此,系统加入了He-Ne激光器的3.39μm谱线,将“合成波长链”延伸到464μm。Ne-Xe激光干涉仪的最大优点是结构简单,测量精度可达1.8×10-7。 (3)He-Ne激光干涉仪 中国计量科学研究院研制的纵向塞曼He-Ne激光干涉仪,与成都工具研究所开发的双频激光干涉仪不同,其稳频点选在两条激光增益曲线之间,产生一对频差为1080MHz的左、右旋偏振光(这两个偏振光不在同一增益曲线上),合成波长为278mm。利用光栅测量干涉的剩余相位。系统测量长度可达100m,测量精度为±(40+1.5×10-6)。 He-Ne激光器在3.39μm处谱线丰富,但其中3.3922μm谱线的自发辐射系数比其它谱线大很多,抑制了其它谱线的发射。清华大学利用甲烷在3.3922μm附近的一条吸收谱线,抑制了He-Ne激光这条谱线的强度,成功研制出了3.39μm波段双波长激光干涉仪,其“合成波长链”从3.39μm到1m,单波稳定性为1×10-8。 (4)变波长激光干涉仪 变波长激光干涉仪采用两个激光器,利用谐振腔长与输出频率的关系,构成“无级”的波长
SJ6000激光干涉仪产品采用美国进口高稳频氦氖激光器、激光双纵模热稳频技术、高精度环境补偿模块、几何参量干涉光路设计、高精度激光干涉信号处理系统、高性能计算机控制系统技术,实现各种参数的高精度测量。通过激光热稳频控制技术,实现快速(约6分钟)、高精度(0.05ppm)、抗干扰能力强、长期稳定性好的激光频率输出,采用不同的光学镜组可以测量出线性、角度、直线度、平面度和垂直度等几何量,并且可以进行动态分析。 SJ6000激光干涉仪产品具有测量精度高、测量速度快、最高测速下分辨率高、测量范围大等优点。通过与不同的光学组件结合,可以实现对直线度、垂直度、角度、平面度、平行度等多种几何精度的测量。在相关软件的配合下,还可以对数控机床进行动态性能检测,可以进行机床振动测试与分析,滚珠丝杆的动态特性分析,驱动系统的响应特性分析,导轨的动态特性分析等,具有极高的精度和效率,为机床误差修正提供依据。 激光干涉仪角度测量方法
1.1.1. 角度测量构建 与线性测量原理一样,角度测量需要角度干涉镜和角度反射镜,并且角度反射镜和角度干涉镜必须有一个相对旋转。相对旋转后,会导致角度测量的两束光的光程差发生变化,而光程差的变化会被SJ6000激光干涉仪探测器探测出来,由软件将线性位置的变化转换为角度的变化显示出来。 图 16-角度测量原理及测量构建 图 17-1水平轴俯仰角度测量样图图 17-2水平轴偏摆角度测量样图1.1.2. 角度测量的应用 1.1. 2.1. 小角度精密测量 激光干涉仪角度镜能实现±10°以内的角度精密测量。
图 18-小角度测量实例 1.1. 2.2. 准直平台/倾斜工作台的测量 由于角度镜组的不同安装方式,其测量结果代表不同方向的角度值。您可以结合实际需要进行安装、测量。 图 19-水平方向角度测量 图 20-垂直方向角度测量 在垂直方向的角度测量中,角度反射镜记录下导轨在不同位置时的角度值,可由软件分析导轨的直线度信息,实现角度镜组测量直线度功能。
上海第二工业大学 激光干涉仪 ----双频激光干涉仪 学号: 20124814141 姓名:仇郑南 班级: 12工业A1 院系:机电工程学院 二零一三年六月十二日
激光干涉仪 ----双频激光干涉仪 摘要:激光干涉仪的发明使激光干涉仪最终摆脱了计量室的束缚,更为广泛的应用于工业生产和科学研究中。随着航空航天、重型机械、发电设备、船舶工业的发展,对大尺寸测量的要求越来越高。所以,双频干涉仪在未来将起到重要作用。本文主要介绍双频激光干涉仪的特点,进步,应用和发展。 关键词:激光干涉仪双频原理应用发展。 Abstract: The invention of the laser interferometer laser interferometer measuring chamber eventually get rid of the shackles of a more widely used in industrial production and scientific research. As aerospace, heavy machinery, power generation equipment, shipbuilding industry, for large-size measurements have become increasingly demanding. Therefore, the dual interferometer will play an important role in the future. This paper describes the characteristics of dual-frequency laser interferometer, progress, application and development. Keywords: laser interferometer double frequency principle application development. 1.定义 激光干涉仪,以激光波长为已知长度,利用迈克耳逊干涉系统测量位移的通用长度测量。激光具有高强度、高度方向性、空间同调性、窄带宽和高度单色性等优点。目前常用来测量长度的干涉仪,主要是以迈克尔逊干涉仪为主,并以稳频氦氖激光为光源,构成一个具有干涉作用的测量系统。激光干涉仪可配合各种折射镜、反射镜等来作线性位置、速度、角度、真平度、真直度、平行度和垂直度等测量工作,并可作为精密工具机或测量仪器的校正工作。 双频激光干涉仪是激光在计量领域中最成功的应用之一,是工业中最具权威的长度测量仪器。它可用于精密机床、大规模集成电路加工设备等的在线在位测量、误差修正和控制。双频激光干涉仪采用外差干涉测量原理[1],克服了普通单频干涉仪测量信号直流漂移的问题,具有信号噪声小、抗环境干扰、允许光源多通道复用等诸多优点,使得干涉测长技术能真正用于实际生产。 2.工作原理 在氦氖激光器上,加上一个约0.03特斯拉的轴向磁场。由于塞曼分裂效应和频率牵引效应, 激光器产生1和2两个不同频率的左旋和右旋圆偏振光。经1/4波片后成为两个互相垂直的线偏振光,再经分光镜分为两路。一路经偏振片1后成为含有频率为f1-f2的参考光束。另一路经偏振分光镜后又分为两路:一路成为仅含有f1的光束,另一路成为仅含有f2的光束。当可动反射镜移动时,含有f2的光束经可动反射镜反射后成为含有f2 ±Δf的光束,Δf是可动反射镜移动时因多普勒效应产生的附加频率,正负号表示移动方向(多普勒效应是奥地利人 C.J.多普勒提出的,即波的频率在波源或接受器运