激光切割的原理及应用
【摘要】 激光加工技术是一种先进制造技术,而激光切割是激光加工应用领域的一部分,激光切割是当前世界上先进的切割工艺。由于它具备精密制造、柔性切割、异型加工、一次成形、速度快、效率高等优点,所以在工业生产中解决了许多常规方法无法解决的难题。激光能切割大多数金属材料和非金属材料
【关键词】激光切割的原理 激光切割的分类及特点 激光切割技术的应用
1.概述
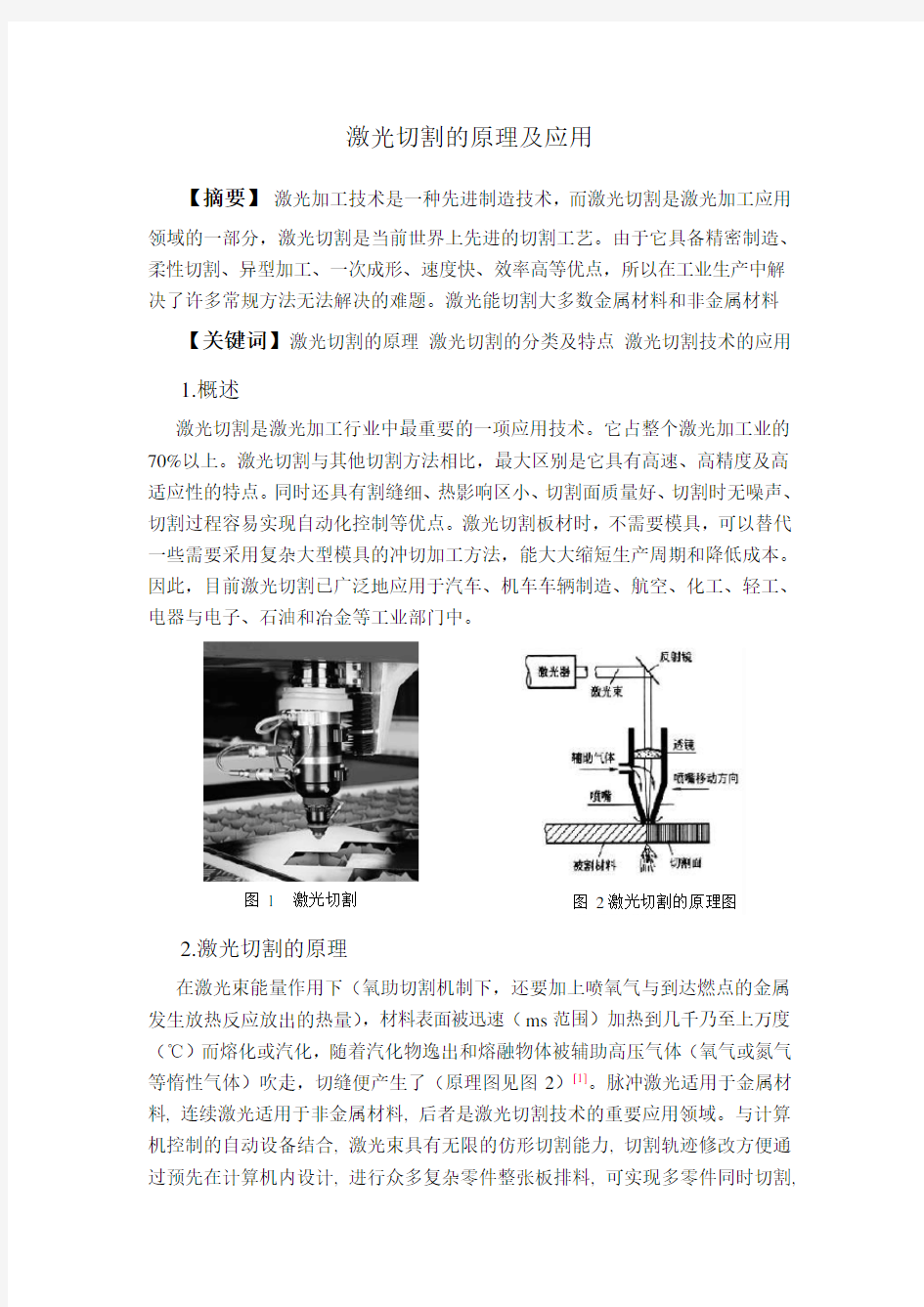
激光切割是激光加工行业中最重要的一项应用技术。它占整个激光加工业的70%以上。激光切割与其他切割方法相比,最大区别是它具有高速、高精度及高适应性的特点。同时还具有割缝细、热影响区小、切割面质量好、切割时无噪声、切割过程容易实现自动化控制等优点。激光切割板材时,不需要模具,可以替代一些需要采用复杂大型模具的冲切加工方法,能大大缩短生产周期和降低成本。 因此,目前激光切割已广泛地应用于汽车、机车车辆制造、航空、化工、轻工、电器与电子、石油和冶金等工业部门中。
2.激光切割的原理
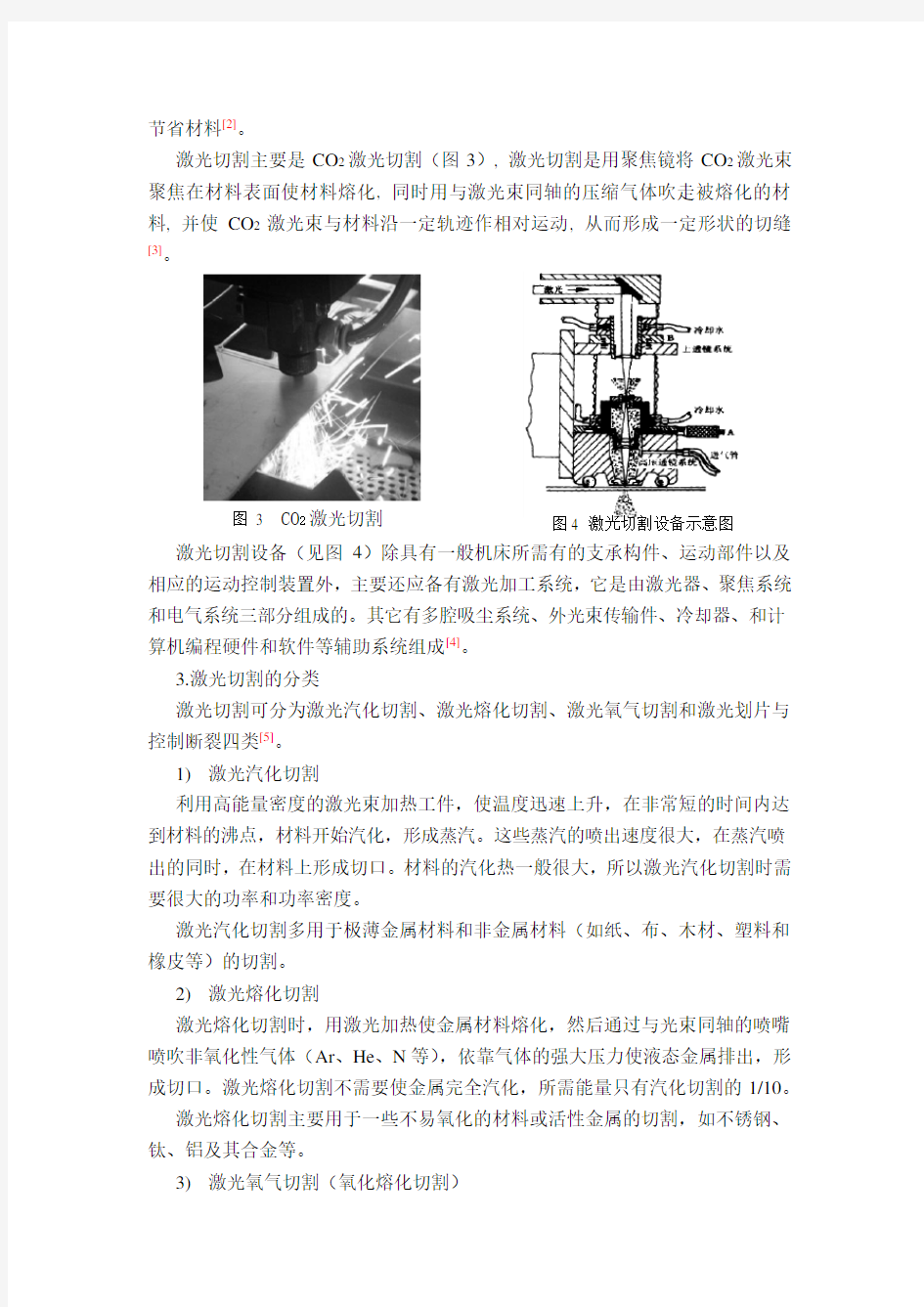
在激光束能量作用下(氧助切割机制下,还要加上喷氧气与到达燃点的金属发生放热反应放出的热量),材料表面被迅速(ms 范围)加热到几千乃至上万度(℃)而熔化或汽化,随着汽化物逸出和熔融物体被辅助高压气体(氧气或氮气等惰性气体)吹走,切缝便产生了(原理图见图2)[1]。脉冲激光适用于金属材料, 连续激光适用于非金属材料, 后者是激光切割技术的重要应用领域。与计算机控制的自动设备结合, 激光束具有无限的仿形切割能力, 切割轨迹修改方便通过预先在计算机内设计, 进行众多复杂零件整张板排料, 可实现多零件同时切割,
图 2激光切割的原理图
图 1 激光切割
节省材料[2]。
激光切割主要是CO 2激光切割(图3), 激光切割是用聚焦镜将CO 2激光束聚焦在材料表面使材料熔化, 同时用与激光束同轴的压缩气体吹走被熔化的材料, 并使CO 2激光束与材料沿一定轨迹作相对运动, 从而形成一定形状的切缝
[3]。
激光切割设备(见图4)除具有一般机床所需有的支承构件、运动部件以及相应的运动控制装置外,主要还应备有激光加工系统,它是由激光器、聚焦系统和电气系统三部分组成的。其它有多腔吸尘系统、外光束传输件、冷却器、和计算机编程硬件和软件等辅助系统组成[4]。
3.激光切割的分类
激光切割可分为激光汽化切割、激光熔化切割、激光氧气切割和激光划片与控制断裂四类[5]。
1) 激光汽化切割
利用高能量密度的激光束加热工件,使温度迅速上升,在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸汽。这些蒸汽的喷出速度很大,在蒸汽喷出的同时,在材料上形成切口。材料的汽化热一般很大,所以激光汽化切割时需要很大的功率和功率密度。
激光汽化切割多用于极薄金属材料和非金属材料(如纸、布、木材、塑料和橡皮等)的切割。
2) 激光熔化切割
激光熔化切割时,用激光加热使金属材料熔化,然后通过与光束同轴的喷嘴喷吹非氧化性气体(Ar 、He 、N 等),依靠气体的强大压力使液态金属排出,形成切口。激光熔化切割不需要使金属完全汽化,所需能量只有汽化切割的1/10。
激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。
3) 激光氧气切割(氧化熔化切割)
图 3 CO 2激光切割 图4 激光切割设备示意图
激光氧气切割原理类似于氧乙炔切割。它是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和熔化切割。
激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。
4)激光划片与控制断裂
激光划片是利用高能量密度的激光在脆性材料的表面进行扫描,使材料受热蒸发出一条小槽,然后施加一定的压力,脆性材料就会沿小槽裂开。激光划片用的激光器一般为Q开关激光器和CO2激光器。
控制断裂是利用激光刻槽时所产生的陡峭的温度分布,引起该区域大的热梯度,在脆性材料中产生局部热应力,导致严重的机械变形,使材料沿小槽断开而形成裂缝。
4.激光切割的特点
激光切割与其他热切割方法相比较,总的特点是切割速度快、质量高。具体概括为如下几个方面。
1)切割质量好
由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。
①激光切割切口细窄,切缝两边平行并且与表面垂直,切割零件的尺寸精度可达±0.05mm。
②切割表面光洁美观,表面粗糙度只有几十微米,甚至激光切割可以作为最后一道工序,无需机械加工,零部件可直接使用。
③材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小,切割精度高,切缝的几何形状好,切缝横截面形状呈现较为规则的长方形。
2)切割效率高
由于激光的传输特性,激光切割机上一般配有多台数控工作台,整个切割过程可以全部实现数控。操作时,只需改变数控程序,就可适用不同形状零件的切割,既可进行二维切割,又可实现三维切割。
3)切割速度快
用功率为1200W的激光切割2mm厚的低碳钢板,切割速度可达600cm/min;切割5mm厚的聚丙烯树脂板,切割速度可达1200cm/min。材料在激光切割时不需要装夹固定,既可节省工装夹具,又节省了上、下料的辅助时间。
4)非接触式切割
激光切割时割炬与工件无接触,不存在工具的磨损。加工不同形状的零件,不需要更换“刀具”,只需改变激光器的输出参数。激光切割过程噪声低,振动小,无污染。
5)切割材料的种类多
与氧乙炔切割和等离子切割比较,激光切割材料的种类多,包括金属、非金属、金属基和非金属基复合材料、皮革、木材及纤维等。但是对于不同的材料,由于自身的热物理性能及对激光的吸收率不同,表现出不同的激光切割适应性。
6)缺点
激光切割由于受激光器功率和设备体积的限制,激光切割只能切割中、小厚度的板材和管材,而且随着工件厚度的增加,切割速度明显下降。激光切割设备费用高,一次性投资大。
5.激光切割技术的广泛应用[6]
激光切割的应用领域非常广泛, 比如汽车行业、计算机、电气机壳、各种金属零件和特殊材料的切割、圆形锯片(见图5)、压克力、弹簧垫片、2mm以下的电子机件用铜板、一些金属网板、钢管、镀锡铁板、镀亚铅钢板、磷青铜、电木板、薄铝合金、石英玻璃、硅橡胶、1mm以下氧化铝陶瓷片、航天工业使用
的钦合金等等。近年来, 激光切割的新应用层出不穷, 令人耳目一新
:
1)服饰、皮革
2002年7月博业激光应用有限公司正式推出第三代“LEC PLUS激光雕刻切割机”,广泛应用于服装服饰(见图6)、皮革等众多领域。
SPIN系列激光裁剪机采用。CO2激光器,是针对皮革、服装用户大批量生产而量身定制的新型激光裁剪机。双头激光头在同一版面进行雕刻、切割工作操作, 使加工效率增加一倍且保留原系列单头裁剪机的优势, 支持田岛刺绣专用格式DSP及PLT、DXE等矢量图形格式, 专用布料通道及张紧结构, 特制的负压吸布装置配合蜂巢切割平台, 进一步提高雕刻精度, 广泛应用于服装、布料、绣花、贝占布绣、皮革等行业。
2)微芯片的激光
图5 圆形锯片图6 激光切割布艺图7 激光切割金属
2004年8月, 俄国研究人员开发出一种简单高效地将蓝宝石晶体等切割成厚
度不到1微米的薄片的激光装置。研究人员希望使用该装置替代目前使用的钻石刀来切割微芯片。圣彼得堡研究人员开发出的激光切割装置采用的是微秒级的超短波低能激光。切割材料时, 激光装置的特殊光学系统将激光聚焦成直径只有几微米的激光束。利用这种能量聚集在特定空间和时间内的激光, 照射诸如蓝宝石等材料, 可以直接在材料内部打出一些紧密相邻的细小孔眼。这样被“钻”空的蓝宝石材料可以很容易“掰开”, 获得理想的微芯片。
3)汽车零部件切割
在汽车样车和小批量生产中大量使用三维激光束切割机, 对普通铝、不锈钢等薄板、带材的切割加工, 应用激光加工, 其高速切割速度已达10m/min, 不仅大幅度缩短了生产准备周期, 并且使车间生产实现了柔性化,加工面积减小了一半。由于它的加工效率高,比机械加工方式的加工费用减少了50%。
4)液晶屏短路环激光切割
由长春光机所控股的长春光华微电子设备工程中心有限责任公司研制的液晶屏短路环激光切割机是我国自行研制的第一台液晶屏短路环激光切割机, 具有设计方案合理、性能先进、图像自动识别对位快速准确、快速运动控制定位精度高、激光切痕光滑干净等特点。专家认为其综合技术和性能指标达到国际同类产品的先进水平,填补了国内空白。
5)铝泡沫夹层材料激光切割
德国巴伐利亚洲激光技术中心(BLZ)研发出铝泡沫夹层材料(AFS)的激光切割技术, AFS在形成泡沫和非泡沫状态下被激光切割(加工)。
6)塑料激光切割
机器人辅助激光切割塑料的一个典型例子是大众汽车公司的高尔夫IV型轿车C柱的内衬件。应用二氧化碳激光器, 并直接安装在机器人手臂上, 切割这种3D——塑料内衬部件的外轮廓、切出通风孔和安全带的固定孔。
7)LT651管材
2004年6月,BLM 集团ADIGE公司全新LT651管材激光切割机受到英国
塑料激光切割实例TRIUMPH摩托车公司的青睐。LT651管材激光切割机的最大好处, 它以将生产
工艺中的许多工序略掉, 例如传统工艺, 管材在普通机床上铣削、钻孔、冲孔、液压拉伸以及去毛刺。在LT651管材激光切割机上, 所有这些操作都可在这台机床上进行。
6.结束语
激光切割是激光加工中应用最早、使用最多的加工方法。以日本为例, 目前已拥有CO2激光加工机2万台, 约占全球激光加工机总量的1/3, 其中80%为激光切割设备。据统计, 日本自1995年以来, 年生产Co2激光加工机已超过500台左右, 其中YAG激光切割机100多台。而我国至今却只有600多台套激光切割机在使用中。随着我国国民经济的飞速发展, 许多传统产业需要改造, 许多饭金加工领域有待开发, 许多工业城市也需要建立激光加工中心。
因此, 我国激光切割技术的推广和应用潜力很大。据不完全统计我国目前每年生产CO2激光切割机近100台, 共1.5亿元人民币。其中除了通用的CO2激光切割机之外, 还需要高速、高精度的数控激光切割机, 切割厚板的大型数控激光切割机, 三维立体数控激光切割机及激光切割机器人等[7]。虽然激光切割的发展趋势较快, 但应用水平与发达国家相比差距较大。至2003年我国已在工业生产中使用的CO2激光切割系统累计已达500台左右, 约占全世界正运行系统总量的1.5%。
作为20世纪科学技术发展的主要标志和现代信息社会光电子技术的支柱之一,激光技术和激光产业的发展受到世界先进国家的高度重视。虽然,激光切割技术由于受CAD应用不平衡、激光切割设备价格过高等因素的制约,激光切割设备在许多企业特别一些中小企业尚未使用,但我相信,随着我国入关以及激光技术和产品不断的成熟,激光加工技术必将为我国的制造与加工业带来前所未有的广阔前景。
参考文献
[1] 董锋,陆雅娟. 激光切割工艺及设备[J]. CAD/CAM与制造业信息化, 2003,(04) .
[2] 江海河. 激光加工技术应用的发展及展望[J]光电子技术与信息, 2001,(04) .
[3] 胡兴军,刘向阳. 激光切割的基本原理及新进展[J]. 苏南科技开发, 2004,(11) .
[4] 朱秀芹. 激光切割技术在生产中的推广应用[J]衡器, 2003,(01) .
[5] 郝喜海,吴若梅,张继红. 激光切割技术在机械制造中的应用及发展[J]机械制造, 1999,(08) .
[6] 胡兴军,刘向阳. 激光切割的基本原理及新进展[J]. 苏南科技开发, 2004,(11) .
[7] 陈树明. 激光切割技术现状及发展[J]. 锻压机械, 2002,(02) .
其它:大舟. 激光切割成功的应用[J]. 光机电信息, 1995,(05) .
唐元冀. 激光切割在工业上应用的现状[J]. 激光与光电子学进展, 2002,(01) .
高允贵. 金属的激光切割[J]. 光电子技术与信息, 1996,(03) .
激光切割机软件使用说明 (图文笔记版) 一、总体功能概述 ⑴操作软件的三大版块: 图一、ByVision主菜单操作界面。图二、HANDLING-OPERATION操作界面 图三、LaserView操作界面
⑵控制按键的两个部分:
图二、屏幕右侧按键。 释放切割头
二、激光切割机每个版块的具体功能介绍 ⑴ByVision(用户名:CH 密码:1) ①“MAIN(F5)”主菜单:其中包括“管理员”、“视图”、“诊断”、“清屏”、 “信息”、“关闭”。 “管理员”、“视图”:已设置好,一般无需改动。一般级别无法修改的。“诊断”:用于显示机床的通讯状态,绿灯通讯为正常,红灯通讯中断或未建立通讯或没有该硬件(如Byloder)。前两个灯为绿,后一个灯为红,此时为正常。具体的机型不同而有异。 “清屏”:点击后屏幕为白色,此时触摸功能关闭,就可用布来擦拭屏幕。
登录/注销:用于不同级别的用户进入系统,权限不一样的。 详细内容:当提示框出现提示内容的时候,由于显示的内容有限,当出现”……”的提示时可以在详细内容中看见全部的报警和故障。可以用该菜单中的RESET 键进行复位等操作。 信息:关于该机器的全部软件的版本。 关闭:内有可选择的关闭对话框。一般用关闭Byvision项目。 语言选择:根据国旗代表不同的语言。一般英语的故障解释比较确切。 有故障时候尽量用英语将信息记录下来,便于准确判断。 ②“HAND(F6)”手动菜单:其中包括“设置参数机床”、“参数”、“手动功 能”、“特殊功能”“CNC”、“SERV”、“STOP PART”、“STOP WORK”。
深圳大学 硕士研究生学位论文 开题报告书 年级2013级学制3年 姓名明玉生学号20134303008 学院(部)光电工程学院 专业名称光电工程学院 专业代码 指导教师余建华 研究方向激光原理与器件 2015 年01 月18 日
激光加工在导光板中的应用 明玉生 (深圳大学光电工程学院深圳20150118) 摘要:本文给出了两种激光加工导光板的技术方法,第一种是先用YAG激光加工模具,核心模仁表面形成很多网点,后通过射出成型将网点复制在导光板表面。第二种CO2激光直接加工PMMA导光板表面而形成网点。此二法操作简单,易加工,环保无污染,导光板光学效率高,效果也均匀。 关键字:激光;加工;导光板; 一引言 激光自1960年问世后, 很快在生产中得到应用。其后,随着对有关基本理论研究的不断深化。各类激光器件不断地发展, 使其应用领域也不断拓宽, 应用规模逐渐扩大, 所获得的社会效益和经济效益更加显著。 作为高科技之一的激光技术, 是20世纪科学技术发展的重要标志和现代信息社会光电子技术重要支柱之一。激光技术不仅受到技术先进国家的高度重视, 而且也受到许多发展中国家的高度重视, 并给与大量的投入。20世纪80年代以来, 在很多国家, 政府都把激光技术列为国家级发展计划。例如, 英国的阿维尔几乎阿!, 美国的激光核聚变计划.日本的激光研究五年计划! 等。这些计划的实施使激光技术得到迅速发展, 且已经形成了一个生机勃勃的新兴产业。与此同时, 激光技术的发展大大促进了多种技术、学科、多种生产水平的进步和提高, 影响之大,举世瞩目。
YAG激光器在金属材料加工中具有优势, 而对于非金属材料的加工, CO2 激光器具有优势, 而准分子激光在微细加工、高精密方面具有优势。Nd: YAG激光雕刻技术用于导光板模具的加工, 有力地推动导光板产品性能的提高, 也带动了激光雕刻技术的进步. 随着这 方面技术的不断完善,预期今后将取得更多的成果。从目前世界激光雕刻技术的发展现状看, CO2 激光雕刻、YAG 激光雕刻和准分子激光雕刻都在某些方面体现了它们各自的优点, 也存在着某些不足。 本文讲通过两种激光加工方式制作导光板,第一种是YAG激光雕刻技术,在模具上加工出精细的光学网点,转而复写在导光板上。第二种是CO2 激光直接加工在导光板表面形成网点。这两种方法都可以形成表面光滑的导光板,亮度高,均匀度好,是导光板网点加工的一种新趋势。 二激光简介 激光是在1960 年正式问世的。但是,激光的历史却已有100 多年。确切地说,远在1893 年,在波尔多一所中学任教的物理教师布卢什就已经指出,两面靠近和平行镜子之间反射的黄钠光线随着两面镜子之间距离的变化而变化。他虽然不能解释这一点,但为未来发明激光发现了一个极为重要的现象。1917 年爱因斯坦提出“受激辐射”的概念,奠定了激光的理论基础。激光,又称镭射,英文叫“LASER”,是“Light Amplification by Stimu Iatad Emission of Radiation”的缩写,意思是“受激发射的辐射光放大”。激光的英文全名已完全表达了制造激光的主要过程。1964年按照我国著名科学家钱学森建议将“光受激发射”改称“激光”。
激光切割机适合应用在哪些行业 在激光切割机行业,金属激光切割机在工业制造中占有不少得的分量,对于大多数金属材料来说,无论它们是怎样的硬度,都能够进行无边形切割。今天我们来细数一下激光切割机在各行各业中的实践应用。 钣金加工行业 随着钣金加工工艺的飞速开展,国内的加工工艺也是一日千里,传统的钣金切割设备(剪床、冲床、火焰切割、等离子切割、高压水切割等等),虽然在市场上占有相当大的市场份额,如今,已经满足不了现在的工艺要求;激光切割是钣金加工的一次工艺反动,是钣金加工中的“加工中心”,激光切割柔性化水平高,切割速度快,消费效率高,产品消费周期短,为客户博得了普遍的市场。激光切割无切削力,加工无变形;无刀具磨损,资料顺应性好;不论是简单还是复杂零件,都能够用激光一次精细快速成形切割;其切缝窄,切割质量好、自动化水平高,操作烦琐,劳动强度低,没有污染;可完成切割自动排样、套料,进步了资料应用率,消费本钱低,经济效益好。激光切割机在未来钣金加工的应用是必然的趋势。 农业机械行业 农业不断的发展,各种农用机械也不断更新。农机产品类型趋于多样化与专业化,按照加工功率、加工对象分类、加工类型分为几十种。这些产品的升级与更新也对农机产品的制造提供的新要求。激光切割机先进的激光加工技术、绘图系统和数控技术,加快了农机产品的制造发展,提高经济效益。降低了农机产品的制作成本。 激光加工逐渐成为农机设备加工生产的重要手段,推动农机行业的迅速发展,实现不同产业的双赢互惠发展。 广告制作行业 对于广告制作行业,一般加工的产品有着金属跟非金属材质,因此,激光切割机的一种多行业应用技术给广告加工提供了很大的优势,对于广告传统的加工设备,采用的是一般加工广告字体等素材,由于加工精度,切割表面的不理想,导致返工概率相当的人,对于广告行业来讲是一种成本的浪费,大幅度的降低了工作效率。 然而采用激光切割机设备进行加工,能够有效的解决这一类型的问题,采用的是高精度的激光切割技术,切割表面,有着纯的辅助气体进行加工,能够完美的体现。另外激光切割机设备还能够进行一些复杂图形的加工,在传统技术部能完成的加工都能够完成,替广告公司壮大了加工产品,提高了市场,侧面的微企业增加了额外的利润,无需要进行二次返工,一次完成的操作留守了客户的心思,稳定了客户资源。 服装制造行业 作为我国经济的重要组成部分,未来服装行业将是激光切割设备推广和发展的重要下游市场。而目前服装行业大部分采取的仍是手工裁剪模式,只有少部分高端工厂采用电脑控制机械裁床进行自动化裁剪。 厨具制作行业 在厨具加工行业中,油烟机和燃具使用大量钣金面板,使用传统加工方式工作效率低、模具消耗大,使用成本高,制约这新产品开发。 激光切割机设备的出现,解决了一直困扰着厨具厂家的难题。使用激光切割机对面板进行加工试样,快速开发新产品,激光加工设备的切割速度极快,大大提高了加工效率。同时,激光加工设备切割精细度极高,提升了油烟机和燃具的成品率。对于一些异型成型的产品,激光切割机更是有着得天独厚的优势。 激光切割机打破了传统手工和电剪速度慢和难以排版,充分解决了效率达不到和浪费材料的难题。切割速度快,操作简单,只需把所要裁剪的图形及尺寸输入到电脑,机械就会把整张的材料裁剪成您所需要的成品,不用刀具、不需要模具,利用激光实现非接触式加工,简便快速。
激光切割机工作原理 2010年04月24日 一、事情原理 申明:激光雕刻机,激光割切机由激光电源、激光器、冷却系统、驱动电机、运动导轨、会聚镜和控制器等组成,事情时控制器指挥激光电源、激光管和步进电机等同近期国内外大事情,按照客户的要求在物体表面举行雕刻或者割切。 作为高科技的激光技能,自问世以来,就一直针对差别的社会需求开发出合适各行业的激光产品,如激光打印机,激光美容机,激光打标数字控制激光割切机机,激光割切机等产品,由于海内激光产业起步较晚,在技能开发上很洪流平掉队于一些发财国家,目前海内的激光产品生产厂家生产出来的激光产品,一些要害的零配件如激光管,驱动马达,振镜,会聚镜等还是接纳进品的。这就造成了成本的上升,也加重了消费者的承担。 最近几年来,跟着海内激光技能的进步,在整机及一些零配件的开发生产上已逐渐向国外进步先辈产品靠拢。在某些方面甚至优于国外产品,再加上介格的优势,在海内市场还是占据主导地位。可是在一些紧密加工及设备、不变性和耐性方面,国外进步先辈产品还是占据绝对的优势的。 1、不变性 海内我们说机器的不变性,首要指的是机器可连续事情的时间的恒久。海内激光雕刻机,激光割切机普及到某一行业那也是2002年的事,以前,零零散散的有某些行业的某些客户使用,可是尚无量化,且这些行业使用机器的频率不是很高,用的时间也不是很长,这就是留给了我们一些疑问:海内激光割切机的机能如何,不变性呢?可连续事情的时间有多长?零配件及耗材激光管的用度大不大?机器的寿命有多长等等连着串的问题,而这些问题肯定会使早期的用户支付一定的价钱。如今,经过这么多年的技能革新,已逐渐趋向不变。 国外因为国外激光产业发展得比较早,在海内还没意识到激光雕刻机,激光割切机的用途时,国外早就在衣服、工艺品、有机玻璃、木制品及动物熟皮制品等行业普及形成了激光割切机经过多年的考试与革新,除开激激光割切机在长时间事情因为皮带慢慢磨耗而要改换外,其他均无发现什么大问题,激光管的寿命更长达了3万个小时以上,同样道理,它的稳激光割切机配件定性是在长期不断革新和摸索中得来的。 2、耐用性 海内由于国产的试管激光雕刻机,激光割切机使用的是1万伏高压电源,除开不不变外另有一定的金属激光割切机价格伤害性,长时间事情电源容易老化,且对控制系统有很大的干扰,如操作不当容易烧坏主板,更易受电压的影响而损
共焦球面扫描干涉仪调整及高斯光束变换与测量实验 刘岩1, 贾艳1 (1.东北师范大学,吉林长春 130000) 摘要:本文介绍了氦氖激光器的原理及其相关的基本结构,并系统的做了氦氖激光器系列实验中的共焦球面扫描干涉仪调整实验和高斯光束变换与测量实验。 关键词:氦氖激光器;共焦球面扫描;高斯光束;干涉仪 中图分类号:G3 文献标识码:A 引言 虽然在1917年爱因斯坦就预言了受激辐射的存在,但在一般热平衡情况下,物质的受激辐射总是被收激吸收所掩盖,未能在实验中观察到。直到1960年,第一台红宝石激光器才面世,他标志了激光技术的诞生。激光器由光学谐振腔、工作物质、激励系统构成,相对一般光源,激光有良好的方向性,也就是说,光能量在空间的分布高度集中在光的传播方向上,但它也有一定的发散度。在激光的横截面上,光强是以高斯函数型分布的,故称作高斯光束。同时激光还具有单色性好的特点,也就是说,它可以具有非常窄的谱线宽度。受激辐射后经过谐振腔等多种机制的作用和相互干涉,最后形成一个或者多个离散的、稳定的谱线,这些谱线就是激光的模。在激光生产与应用中,如定向、制导、精密测量、焊接、光通讯等,我们常常需要先知道激光器的构造,同时还要了解激光器的各种参数指标。因此,激光原理与技术综合实验是光电专业学生的必修课程。 1 实验原理 1.1氦氖激光器原理与结构 氦氖激光器(简称He-Ne激光器)由光学谐振腔(输出镜与全反镜)、工作物质(密封在玻璃管里的氦气、氖气)、激励系统(激光电源)构成。对He-Ne 激光器而言增益介质就是在毛细管内按一定的气压充以适当比例的氦氖气体,当氦氖混合气体被电流激励时,与某些谱线对应的上下能级的粒子数发生反转,使介质具有增益。介质增益与毛细管长度、内径粗细、两种气体的比例、总气压以及放电电流等因素有关。对谐振腔而言,腔长要满足频率的驻波条件,谐振腔镜的曲率半径要满足腔的稳定条件。总之腔的损耗必须小于介质的增益,才能建立激光振荡。内腔式He-Ne激光器的腔镜封装在激光管两端,而外腔式He-Ne激光器的激光管、输出镜及全反镜是安装在调节支架上的。调节支架能调节输出镜与全反镜之间平行度,使激光器工作时处于输出镜与全反镜相互平行且与放电管垂直的状态。在激光管的阴极、阳极上串接着镇流电阻,防止激光管在放电时出现闪烁现象。氦氖激光器激励系统采用开关电路的直流电源,体积小,份量轻,可靠性高,可长时间运行。 图1 氦氖激光器原理图 1.2 高斯光束的基本性质 众所周知,电磁场运动的普遍规律可用Maxwell方程组来描述。对于稳态传输光频电磁场可以归结为对光现象起主要作用的电矢量所满足的波动方程。在标量场近似条件下,可以简化为赫姆霍兹方程,高斯光束是赫姆霍兹方程在缓变振幅近似下的一个特解,它可以足够好地描述激光光束的性质。使用高斯光束的复参数表示和ABCD定律能够统一而简洁的处理高斯光束在腔内、外的传输变换问题。在缓变振幅近似下求解赫姆霍兹方程,可以得到高斯光束的一般表达式: () 2 2 2() [] 2() 00 , () r z kr i R z A A r z e e z ω ψ ω ω --- =?(1) 式中,A0为振幅常数;ω(z)定义为场振幅减小到最大值的e-1的r值称为腰斑,它是高斯光束光斑半径的最小值;ω(z)、R(z)、Ψ分别表示了高斯光束的光斑半径、等相面曲率半径、相位因子,是描述高斯光束的三个重要参数,其具体表达式分别为:
激光测距的方法及原理 激光测距技术与一般光学测距技术相比具有操作方便、系统简单及白天和夜晚都可以工作的优点。与雷达测距相比,激光测距具有良好的抗干扰性和很高的精度,而且激光具有良好的抵抗电磁波干扰的能力。其在探测距离较长时,激光测距的优越性更为明显。光测距技术是指利用射向目标的激光脉冲或连续波激光束测量目标距离的距离测量技术。较常用的激光测距方法有三角法、脉冲法和相位法激光测距。 1.三角法激光测距 激光位移传感器的测量方法称为激光三角反射法,激光测距仪的精度是一定的,同样的测距仪测10米与100米的精度是一样的。而激光三角反射法测量精度是跟量程相关的,量程越大,精度越低。 采用激光三角原理和回波分析原理进行非接触位置、位移测量的精密传感器。广泛应用于位置、位移、厚度、半径、形状、振动、距离等几何量的工业测量。半导体激光器1被镜片2聚焦到被测物体6。反射光被镜片3收集,投射到CCD阵列4上;信号处理器5通过三角函数计算阵列4上的光点位置得到距物体的距离。 图1. 激光三角测量原理图 激光发射器通过镜头将可见红色激光射向物体表面,经物体反射的激光通过接受器镜头,被内部的CCD线性相机接受,根据不同的距离,CCD线性相机可以在不同的角度下“看见”这个光点。根据这个角度即知的激光和相机之间的距离,数字信号处理器就能计算出传感器和被测物之间的距离。 同时,光束在接收元件的位置通过模拟和数字电路处理,并通过微处理器分析,计算出相应的输出值,并在用户设定的模拟量窗口内,按比例输出标准数据信号。如果使用开关量输出,则在设定的窗口内导通,窗口之外截止。另外,模拟量与开关量输出可设置独立检测窗口。常用在铁轨、产品厚度、平整度、尺寸等方面。
激光切割技术的原理及应用 1. 激光切割技术简介 (2) 1.1激光切割技术概述 (2) 1.2激光切割技术的原理 (4) 1.3激光切割技术的发展历史 (5) 2.激光切割的特点 (6) 2.1激光切割的总体特点 (6) 2.2 CO2激光切割技术的特点 (7) 2.3半导体激光切割机 (7) 2.4光纤激光切割机 (8) 3. 激光切割技术的应用及发展前景 (10) 3.1激光切割技术的市场现状 (10) 3.2激光切割技术的应用 (12) 结论 (13)
激光切割技术的原理及应用 材料12A文修曜 摘要 激光加工技术是一种先进制造技术,而激光切割是激光加工应用领域的一部分,激光切割是当前世界上先进的切割工艺。由于它具备精密制造、柔性切割、异型加工、一次成形、速度快、效率高等优点,所以在工业生产中解决了许多常规方法无法解决的难题。激光能切割大多数金属材料和非金属材料。 Abstract The laser processing technology is a kind of advanced manufacturing technology, and laser cutting is part of the laser processing applications, laser cutting is the current advanced cutting technology in the world.Because it has flexible cutting, stone processing, precision manufacturing, a forming, fast speed, higher efficiency, so in industrial production solved many conventional methods cannot solve the problem.Can laser cutting most of the metal materials and nonmetal materials. 关键词:激光切割的原理;激光切割的分类及特点;激光切割技术的应用 1.激光切割技术简介 1.1激光切割技术概述 激光切割是激光加工行业中最重要的一项应用技术。它占整个激光加工业的70%以上。激光切割与其他切割方法相比,最大区别是它具有高速、高精度及高适应性的特点。同时还具有割缝细、热影响区小、切割面质量好、切割时无噪声、切割过程容易实现自动化控制等优点。激光切割板材时,不需要模具,可以替代一些需要采用复杂大型模具的冲切加工方法,能大大缩短生产周期和降低成本。?
激光切割机工作原理及说明 1.定义:主要用于将板材切割成所需形状工件的激光加工机床,也是利用激光束的热能实现切割的设备。 2.简介: 激光切割是指将激光束照射在工件表面时释放的能量来使工件融化并蒸发,已达到切割和雕刻的目的。它是利用从激光发生器发射出的激光束,经光路系统聚焦成高功率密度的激光束照射条件,激光热量被工件材料吸收,工件温度急剧上升,到达沸点后,材料开始汽化并形成孔洞,伴随高压的气流,随着光束与工件相对位置的移动,最终使材料形成切缝。 具体的激光切割细节: 激光切割是应用激光聚焦后产生的高功率密度能量来实现的。在计算机的控制下,通过脉冲激光器放电,从而输出受控的重复高频率的脉冲激光,形成一定的频率、一定脉宽的光束,该脉冲激光束经过光路传导及反射并通过聚焦透镜组聚焦在加工物体的表面上,形成一个细微的,高能量密度的光斑,焦斑位于待加工面附近,以瞬间高温熔化或汽化被加工材料。一个高能量的激光脉冲瞬间就把物体表面溅射出一个细小的孔,在计算机控制下,激光加工切割头与被加工材料按预先设计好的图形进行连续相对运动打点,这样就会把物体加工成想要的形状。 激光切割机组成部分: ⑴机床主机部分:激光切割机机床部分,实现X、Y、Z轴的运动
的机械部分,包括切割工作平台。 ⑵激光发生器:产生激光光源的装置。 ⑶外光路:折射发射镜,用于将激光导向所需要的方向。 ⑷数控系统:控制机床实现X、Y、Z 轴的运动,同时也控制激光器的输出功率。 ⑸稳压电源:连接在激光器,数控机床与电力供应系统之间。 ⑹切割头:主要包括腔体、聚聚焦透镜座、聚焦镜、电容式传感器和辅助气体喷嘴等零件。 ⑺操作台:用于控制整个切割装置的工作过程。 ⑻冷水机组:用于冷却激光发生器 ⑼气瓶:包括激光切割机工作介质气瓶和辅助气瓶,用于补充激光震荡的工业气体和供给切割头用的辅助气体。 ⑽空压机、储气罐:提供和存储压缩空气。 ⑾空气冷却干燥机、过滤器:用于向激光发生器和光束通路供给洁净的干燥空气,以保持通路和反射镜的正常工作。 ⑿抽风除尘机:抽出加工时产生的烟尘和粉尘,并进行过滤处理,使废气排放符合环境保护标准。 ⒀排渣机:排除加工时产生的边角余料和废料等。 金属激光切割机优点: 精度高;速度快;热影响区小、不易变形;性价比极高;使用成本很低;后续维护费用很低;性能稳定、可保持持续生产。
激光原理 一、激光的发现 最早在1917年爱因斯坦首次预言受激发射激光,历史上首先在微波波段实现量子放大;1954年C.H.70wnes, I.P.Gorden , HJ.Zeiger使用氨分子射来实现Maser向更短波长进发ammonia beam maser; 1958 年-------------------- A.L.Schawlow, C.Htownes, A.M.Poxopob 提出将Maser 原理推广到光波段--- laser; 1960 年 --- T.H.Maiman of Bell Lab 红宝石首次实现laser波长为6943A红光。 二、激光产生的原理和条件 两能级原子与光的相互作用 1、自发发射一一处于激发态的原子自发地从高能级E2跃迁到低能级E1同时发射光子。 2、受激吸收一一处于低能级E1的原子受到外来光子且能量恰好等于一对能级差的刺激并吸收之而跃迁到上能级E2. 单位时间单位体积原子受激吸收的能量为:C12u(v21)Nihv2i
受激吸收过程 受激辐射过程 hv -A/W- hv 吸收前 , 诱发光子的能量:小,=E 2 -E] 受激辐射前 1. 1917年,爱因斯坦首先预言了 “受激辐射”过程。 3、受激发射一一上能级E2的原子受到外来能量刚好等于一对能 级差的光子刺激而跃迁到下能级E],同时发射出一个与外来光子 完全一样的光子(频率、偏振方向和相位都相同)。 单位时间单位体积内原子受激发射的能量为:Bi2U (v 2i )N 2hv2i 对于一个原子体系来说,若U (V21)的光讯号存在,从受激发射的 角度而言净的受激发射能量将是: Bi2U (V2i ) Nzhvzi C12U (V21) N]hv2i —(N2~N I ) Bi2U (V2i )hV2i 因此,要产生净的受激发射必须使高能级原子数密度N2大于低 能级原子数密度N1,但在一般热平衡条件下,它们满足波尔兹 曼分布: ^2 _ LE.E\)jKT —V N 、 由于E2VE]则N2〈N I .所以总是受激吸收超过受激发射,不能产生 激光?为了产生净的受激发射,必须破坏热平衡状态使N 2>N X 即实
目录 摘要 (1) 关键词 (1) Abstract (1) Key words (1) 引言 (1) 1雷达与激光雷达系统 (2) 2激光雷达测距方程研究 (3) 2.1测距方程公式 (3) 2.2发射器特性 (4) 2.3大气传输 (5) 2.4激光目标截面 (5) 2.5接收器特性 (6) 2.6噪声中信号探测 (6) 3伪随机m序列在激光测距雷达中的应用 (7) 3.1测距原理 (7) 3.2 m序列相关积累增益 (8) 3.3 m序列测距精度 (8) 4脉冲激光测距机测距误差的理论分析 (9) 4.1脉冲激光测距机原理 (9) 4.2 测距误差简要分析 (10) 5激光雷达在移动机器人等其它方面中的应用 (10) 6结束语 (11) 致谢 (12) 参考文献 (12)
激光雷达测距原理与其应用 摘要:本文简单介绍激光雷达系统组成,激光雷达系统与普通雷达系统性能的对比,着重阐述激光雷达测距方程的研究。针对激光远程测距中的微弱信号检测,介绍一种基于m序列的激光测距方法,给出了基于高速数字信号处理器的激光测距雷达数字信号处理系统的实现方案,并理论分析了脉冲激光测距机的测距误差。了解并学习激光雷达在移动机器人等其它方面中的应用。 关键词:激光雷达;发射器和接收器特性; 伪随机序列; 脉冲激光;测距误差 Applications and Principles of laser radar ranging Student majoring in Optical Information Science and Technology Ren xiaonan Tutor Shang lianju Abstract:This paper briefly describes the composition of laser radar systems, laser radar system and radar system performance comparison of normal, focusing on the laser radar range equation. Laser Ranging for remote signal detection, presents a introduction of a sequence based on laser ranging method m, gives the high-speed digital signal processor-based laser ranging radar digital signal processing system implementations, and theoretical analysis of the pulse Laser rangefinder range error.We understand and learn application of Laser radar in the mobile robot and other aspects. Key words:Laser radar; Transmitter and receiver characteristics;Pseudo-random sequence;Pulsed laser;Ranging error. 引言:激光雷达是传统雷达技术与现代激光技术相结合的产物,激光具有亮度 高、单色性好、射束窄等优点,成为光雷达的理想光源,因而它是目前激光应用主要的研究领域之一。激光雷达是一项正在迅速发展的高新技术,激光雷达技术从最简单的激光测距技术开始,逐步发展了激光跟踪、激光测速、激光扫描成像、激光多普勒成像等技术,使激光雷达成为一类具有多种功能的系统。利用激光作为遥感设备可追溯到30多年以前,从20世纪60年代到70年代,人们进行了多项试验,结果都显示了利用激光进行遥感的巨大潜力,其中包括激光测月和卫星激光测距。激光雷达测量技术是一门新兴技术,在地球科学和行星科学领域有着广泛的应用.LiDAR(LightLaser Detection and Ranging)是激光探测及测距系统的简称,通常指机载对地激光测距技术,对地激光测距的主要目标是获取地质、地形、地貌以及土地利用状况等地表信息。相对于其他遥感技术,LIDAR的相关研究是一个非常新的领域,不论是在提高LIDAR数据精度及质量方面还是在丰富LIDAR数据应用技术方面的研究都相当活跃。随着LIDAR传感器的不断进步,地表采点密度的逐步提高,单束激光可收回波数目的增多,LIDAR数据将提供更为丰富的地表和地物信息。激光测距可分为星载(卫星搭载)、机载(飞机搭载)、车载(汽车搭载)以及定位(定点测量)四大类,目前激光测距仪已投入使用,激光雷达正处在试验阶段,某些激光雷达已付诸实用.本文对激光雷达的测距原理、发射器和接收器特性、束宽、大气传输以及目标截面、外差效率进行分析, 提出基于伪随机序列的激光测距技术 ,可将激光
作者:旧在几 作品编号:2254487796631145587263GF24000022 时间:2020.12.13 激光切割机常见的六个问题及处理方法 1.切割穿孔技术 任何一种热切割技术,除少数情况可以从板边缘开始外,一般都必须在板上穿一个小孔。之前在激光冲压复合机上是用冲头先冲出一个孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有两种穿孔的基本方法: 爆破穿孔——材料经连续激光的照射后在中心形成一个凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一个孔。一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在加工精度要求较高的零件上使用,只能用于废料上。此外由于穿孔所用的氧气压力与切割时相同,飞溅较大。 脉冲穿孔——采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光
器不但应具有较高的输出功率;更重要的是光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。 在采用脉冲穿孔的情况下,为了获得高质量的切口,从工件静止时的 脉冲穿孔到工件等速连续切割的过渡技术应加以重视。从理论上讲通常可改变加速段的切割条件,如焦距、喷嘴位置、气体压力等,但实际上由于时间太短改变以上条件的可能性不大。在工业生产中主要采用改变激光平均功率的办法比较现实,具体方法是改变脉冲宽度;改变脉冲频率;同时改变脉冲宽度和频率。实际结果表明,第3种效果最好。 2.切割加工小孔(直径小与板厚)变形情况的分析 这是因为机床(只针对大功率激光切割机)在加工小孔时不是采取爆破穿孔的方式,而是用脉冲穿孔(软穿刺)的方式,这使得激光能量在一个很小的区域过于集中,将非加工区域也烧焦,造成孔的变形,影响加工质量。这时我们应在加工程序中将脉冲穿孔(软穿刺)方式改为爆破穿孔(普通穿刺)方式,加以解决。而对于较小功率的激光切割机则恰好相反,在小孔加工时应采取脉冲穿孔的方式才能取得较好的表面光洁度。
固体激光器原理及应用 摘要:固体激光器目前是用最广泛的激光器之一,它有着一些非常突出的优点。本论文先从基本原理和结构介绍固体激光器,最后介绍其在监测,检测,制造业,医学,航天等五个方面的应用及未来的发展方向。 关键词:固体激光器基本原理基本结构应用 1激光与激光器 1.1激光 1.1.1激光(LASER) 激光是在 1960 年正式问世的。但是,激光的历史却已有 100多年。确切地说,远在 1893年,在波尔多一所中学任教的物理教师布卢什就已经指出,两面靠近和平行镜子之间反射的黄钠光线随着两面镜子之间距离的变化而变化。他虽然不能解释这一点,但为未来发明激光发现了一个极为重要的现象。 1917年爱因斯坦提出“受激辐射”的概念,奠定了激光的理论基础。激光,又称镭射,英文叫“LASER”,是“Light Amplification by Stimu Iatad Emission of Radiation”的缩写,意思是“受激发射的辐射光放大”。激光的英文全名已完全表达了制造激光的主要过程。1964年按照我国著名科学家钱学森建议将“光受激发射”改称“激光”。 1.1.2产生激光的条件 产生激光有三个必要的条件: 1)有提供放大作用的增益介质作为激光工作物质,其激活粒子(原子、分 子或离子)有适合于产生受激辐射的能级结构; 2)有外界激励源,将下能级的粒子抽运到上能级,使激光上下能级之间产 生粒子数反转; 3)有光学谐振腔,增长激活介质的工作长度,控制光束的传播方向,选择 被放大的受激辐射光频率以提高单色性。 1.1.3激光的特点 与普通意义上的光源相比较,激光主要有四个显著的特点:方向性好、亮度极高、单色性好、相干性好。
激光传感器的工作原理 及其应用 Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT
激光传感器由激光器、激光检测器和测量电路组成。激光传感器是新型测量仪表,它的优点是能实现无接触远距离测量,速度快,精度高,量程大,抗光、电干扰能力强等。激光传感器工作时,先由激光发射二极管对准目标发射激光脉冲。经目标反射后激光向各方向散射。部分散射光返回到传感器接收器,被光学系统接收后成像到雪崩光电二极管上。雪崩光电二极管是一种内部具有放大功能的光学传感器,因此它能检测极其微弱的光信号,并将其转化为相应的电信号。常见的是激光测距传感器,它通过记录并处理从光脉冲发出到返回被接收所经历的时间,即可测定目标距离。激光传感器的应用 利用激光的高方向性、高单色性和高亮度等特点可实现无接触远距离测量。激光传感器常用于长度、距离、振动、速度、方位等物理量的测量,还可用于探伤和大气污染物的监测等。 激光测长 精密测量长度是精密机械制造工业和光学加工工业的关键技术之一。现代长度计量多是利用光波的干涉现象来进行的,其精度主要取决于光的单色性的好坏。激光是最理想的光源,它比以往最好的单色光源(氪-86灯)还纯10万倍。因此激光测长的量程大、精度高。 激光测距 它的原理与无线电雷达相同,将激光对准目标发射出去后,测量它的往返时间,再乘以光速即得到往返距离。由于激光具有高方向性、高单色性和高功率等优点,这些对于测远距离、判定目标方位、提高接收系统的信噪比、保证测量精度等都是很关键的,因此激光测距仪日益受到重视。在激光测距仪基础上发展起来的激光雷达不仅能测距,而且还可以测目标方位、运运速度和加速度等,已成功地用于人造卫星的测距和跟踪。 激光测振 它基于多普勒原理测量物体的振动速度。多普勒原理是指:若波源或接收波的观察者相对
激光切割的原理及应用 【摘要】 激光加工技术是一种先进制造技术,而激光切割是激光加工应用领域的一部分,激光切割是当前世界上先进的切割工艺。由于它具备精密制造、柔性切割、异型加工、一次成形、速度快、效率高等优点,所以在工业生产中解决了许多常规方法无法解决的难题。激光能切割大多数金属材料和非金属材料 【关键词】激光切割的原理 激光切割的分类及特点 激光切割技术的应用 1.概述 激光切割是激光加工行业中最重要的一项应用技术。它占整个激光加工业的70%以上。激光切割与其他切割方法相比,最大区别是它具有高速、高精度及高适应性的特点。同时还具有割缝细、热影响区小、切割面质量好、切割时无噪声、切割过程容易实现自动化控制等优点。激光切割板材时,不需要模具,可以替代一些需要采用复杂大型模具的冲切加工方法,能大大缩短生产周期和降低成本。 因此,目前激光切割已广泛地应用于汽车、机车车辆制造、航空、化工、轻工、电器与电子、石油和冶金等工业部门中。 2.激光切割的原理 在激光束能量作用下(氧助切割机制下,还要加上喷氧气与到达燃点的金属发生放热反应放出的热量),材料表面被迅速(ms 范围)加热到几千乃至上万度(℃)而熔化或汽化,随着汽化物逸出和熔融物体被辅助高压气体(氧气或氮气等惰性气体)吹走,切缝便产生了(原理图见图2)[1]。脉冲激光适用于金属材料, 连续激光适用于非金属材料, 后者是激光切割技术的重要应用领域。与计算机控制的自动设备结合, 激光束具有无限的仿形切割能力, 切割轨迹修改方便通过预先在计算机内设计, 进行众多复杂零件整张板排料, 可实现多零件同时切割 , 图 2激光切割的原理图 图 1 激光切割
1. 激光切割技术简介 (2) 1.1激光切割技术概述 (2) 1.2激光切割技术的原理 (4) 1.3激光切割技术的发展历史 (5) 2.激光切割的特点 (6) 2.1激光切割的总体特点 (6) 2.2 CO2激光切割技术的特点 (7) 2.3半导体激光切割机 (8) 2.4光纤激光切割机 (8) 3. 激光切割技术的应用及发展前景 (10) 3.1激光切割技术的市场现状 (10) 3.2激光切割技术的应用 (12) 结论 (13)
材料12A文修曜 摘要 激光加工技术是一种先进制造技术,而激光切割是激光加工应用领域的一部分,激光切割是当前世界上先进的切割工艺。由于它具备精密制造、柔性切割、异型加工、一次成形、速度快、效率高等优点,所以在工业生产中解决了许多常规方法无法解决的难题。激光能切割大多数金属材料和非金属材料。 Abstract The laser processing technology is a kind of advanced manufacturing technology, and laser cutting is part of the laser processing applications, laser cutting is the current advanced cutting technology in the world.Because it has flexible cutting, stone processing, precision manufacturing, a forming, fast speed, higher efficiency, so in industrial production solved many conventional methods cannot solve the problem.Can laser cutting most of the metal materials and nonmetal materials. 关键词:激光切割的原理;激光切割的分类及特点;激光切割技术的应用 1.激光切割技术简介 1.1激光切割技术概述 激光切割是激光加工行业中最重要的一项应用技术。它占整个激光加工业的70%以上。激光切割与其他切割方法相比,最大区别是它具有高速、高精度及高适应性的特点。同时还具有割缝细、热影响区小、切割面质量好、切割时无噪声、切割过程容易实现自动化控制等优点。激光切割板材时,不需要模具,可以替代
普瑞玛激光切割机说明书 普瑞玛激光切割机可加工范围3000*1500毫米,最大定位速度每分钟140米,最大钣材中了800公斤,发生器功率2500W,3000W,及4000W,最大加速度6G所谓激光切割就是将激光束照射到工件表面时释放的能量来使工件融化并蒸发,以达到切割和雕刻的目的,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点,讲逐渐改进或取代于传统的切割工艺设备。激光源一般用晶体或二氧化碳激光束,所需要的功率也不是很大,一般在几十瓦到几百瓦左右只和普通的家用电器的功率差不多,一般在切割的时候还配备有告诉风冷或水冷设备,能是工件在加工的时候更加的稳定.意大利普瑞玛激光切割机主要由六个部件组成:机架,光路系统(激光机),电路,工作平台,水路,操作软件。 普瑞玛激光切割机原理
激光是一种光,与自然界其电发光一样,是由原子(分子或离子筝)跃迁产生的,而且是自发辐射引起勺。激光虽然是光,但它与普通光明显不同是激光仅在最初极短的时间内依赖于自发辐射,此后的过程完全由激辐射决定,因此激光具有非常纯正的颜色,几乎无发散的方向性,雕刻机,极高的发光强度。激光同时又具有高相干性、高强度性、高方向性,激光通过激光器产生后由反射镜传递并通过聚集镜照射到加工物品上,使加工物品(表面)受到强大的热能而温度急剧增加,使该点因高温而迅速的融化或者汽化,配合激光头的运行轨迹从而达到加工的目的。激光加工技术在广告行业的应用主要分为:激光切割、激光雕刻两种工作方式,对于每一种工作方式,我们在操作流程中有一些不尽相同的地方。 激光雕刻:主要是在物体的表面进行,分为位图雕刻和矢量雕刻两种:位图雕刻:我们先在PHOTOSHOP里将我们所需要雕刻的图形进行挂网处理并转化为单色BMP格式,而后在专用的激光雕刻切割软件中打开该图形文件。根据我们所加工的材料我们进行合适的参数设置就可以了,而后点击运行,激光雕刻机就会根据图形文件产生的点阵效果进行雕刻。 矢量雕刻:使用矢量软件如Coreldraw,AutoCad,Iluustrator等排版设计,并将图形导出为PLT,DXF,AI格式,打标机,然后再用专用的激光切割雕刻软件打开该图形文件,传送到激光雕刻机里进行加工。 在广告行业主要适用于木板、双色板、有机玻璃、彩色纸等材料的加工。 普瑞玛激光切割:我们可以理解为是边缘的分离。对这样的加工目的,我们应该先在CORELDRAW、AUTOCAD里将图形做成矢量线条的形式,气动打标机,然后存为相应的PLT、DXF格式,用激光切割机操作软件打开该文件,根据我们所加工的材料进行能量和速度等参数的设置再运行即可。
激光测距及在军事上的应用 摘要 激光技术这一高新技术,经过半个世纪的发展,从机理原理,实验手段到制造工艺都已逐步成熟,且先进的激光器不断研制成功,并凭借其高亮度、方向性强、单色性好、相干性好的显著特点,在工业、农业、医疗、军事等领域的应用已经是大显神威。而激光武器经过不断地开发和研究,目前已有了重大的进展:低功率激光武器已开始装备部队,高功率激光武器则在技术上已基本成熟,将在未来现代化战争或局部战争中发挥举足轻重的作用。 本文简要介绍了脉冲激光测距原理及常见的激光测距仪,并对它们在军事上的应用作了相应的介绍。 关键词:激光测距;激光测距仪;军事应用 一、引言 激光测距是激光在军事上应用最早和最成熟的技术。自1960 年第一台激光器--红宝石激光器发明以来,便有人开始进行激光测距的研究。和微波测距等其它方法相比,激光测距具有更好的方向性和更高的测距精度,测程远,抗干扰能力强,隐蔽性好,因而得到广泛的应用。激光测距的研究还对雷达技术的发展起了很大的促进作用,因而在国民经济和国防建设中具有重要意义。根据所发射激光状态的不同,激光测距分为激光脉冲测距和连续波激光测距,后者根据起止时刻标识的不同又分为相应激光测距和调频激光测距。本文将介绍脉冲测距的最新技术发展。 二、脉冲激光测距原理 脉冲激光测距是利用激光脉冲持续时间极短,能量在时间上相对集中,瞬时功率很大(一般可达兆瓦)的特点,在有合作目标的情况下,脉冲激光测距可以达到极远的测程;在进行几公里的近程测距时,如果精度要求不高,即使不使用合作目标,只是利用被测目标对脉冲激光的漫反射索取的反射信号,也可以进行测距。 图1 脉冲飞行时间激光测距系统 一个典型的脉冲飞行时间激光测距系统通常有以下五个部分组成:激光发射单元,一个或两个接收通道,时刻鉴别单元,时间间隔测量单元和处理控制单元。激光发射单元在t0 时刻发射一激光脉冲,其中一小部分功率直接进入接收通道1,经时刻鉴别单元产生起始(START)信号,开始时间间隔测量;其余功率从发射天线向目标发射出去,经距离R 到达目标后被反射;接收通道2 的光电探测器接收到返回脉冲,经放大后到达时刻鉴别单元,产生一终止(STOP)信号,终止时间间隔测量;时间间隔测量单元把所测得的结果t 输出到处理控制单元,最后得到距离R=ct/2。