基于注塑模具钢研磨和抛光工序的自动化表面处理
摘要
本文研究了注塑模具钢自动研磨与球面抛光加工工序的可能性,这种注塑模具钢PDS5的塑性曲面是在数控加工中心完成的。这项研究已经完成了磨削刀架的设计与制造。最佳表面研磨参数是在钢铁PDS5 的加工中心测定的。对于PDS5注塑模具钢的最佳球面研磨参数是以下一系列的组合:研磨材料的磨料为粉红氧化铝,进给量500毫米/分钟,磨削深度20微米,磨削转速为18000RPM。用优化的参数进行表面研磨,表面粗糙度Ra值可由大约1.60微米改善至0.35微米。用球抛光工艺和参数优化抛光,可以进一步改善表面粗糙度Ra值从0.343微米至0.06微米左右。在模具内部曲面的测试部分,用最佳参数的表面研磨、抛光,曲面表面粗糙度就可以提高约2.15微米到0 0.07微米。
关键词:自动化表面处理抛光磨削加工表面粗糙度田口方法
一、引言
塑胶工程材料由于其重要特点,如耐化学腐蚀性、低密度、易于制造,并已日渐取代金属部件在工业中广泛应用。注塑成型对于塑料制品是一个重要工艺。注塑模具的表面质量是设计的本质要求,因为它直接影响了塑胶产品的外观和性能。加工工艺如球面研磨、抛光常用于改善表面光洁度。
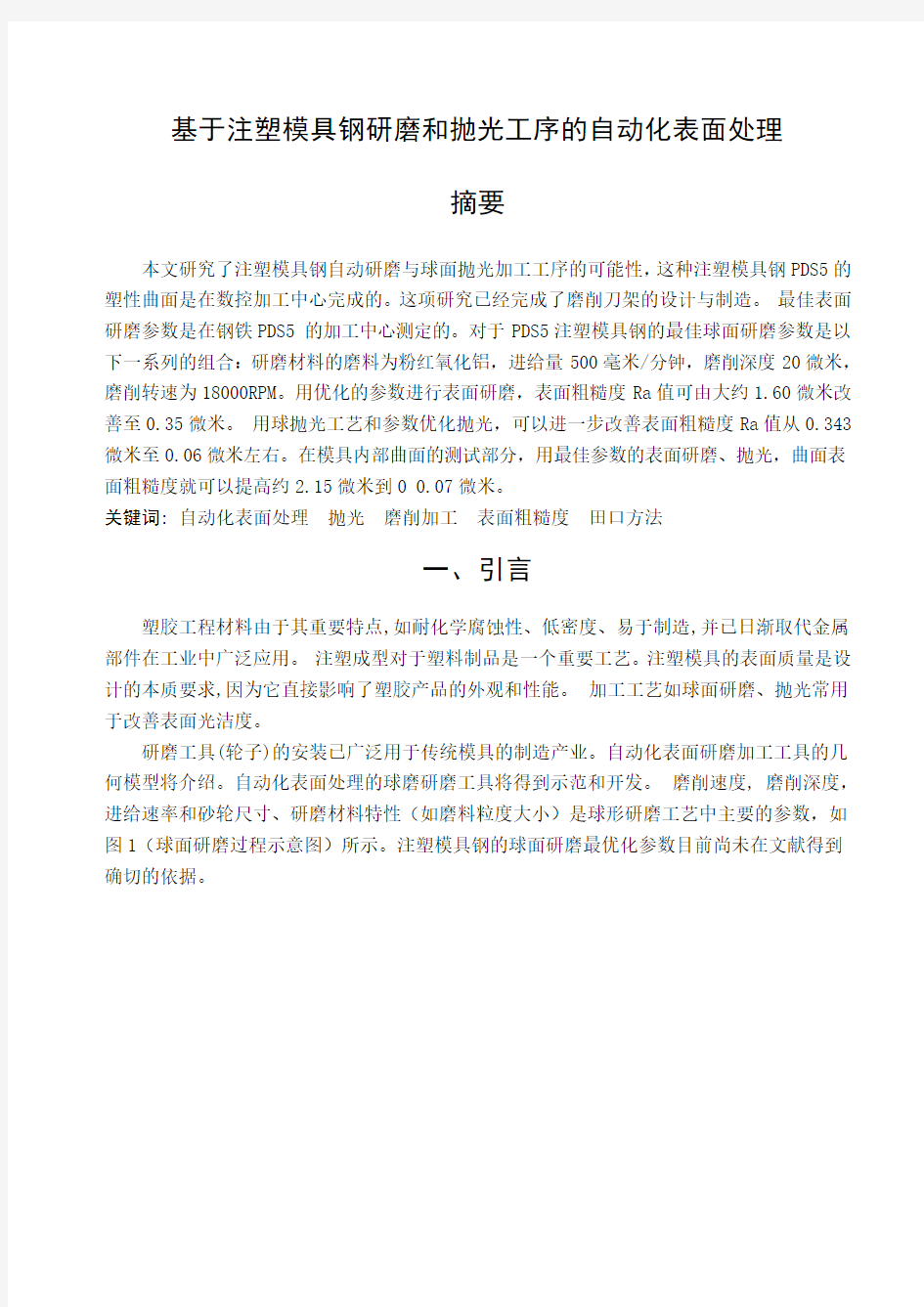
研磨工具(轮子)的安装已广泛用于传统模具的制造产业。自动化表面研磨加工工具的几何模型将介绍。自动化表面处理的球磨研磨工具将得到示范和开发。磨削速度, 磨削深度,进给速率和砂轮尺寸、研磨材料特性(如磨料粒度大小)是球形研磨工艺中主要的参数,如图1(球面研磨过程示意图)所示。注塑模具钢的球面研磨最优化参数目前尚未在文献得到确切的依据。
图1 球面研磨过程示意图
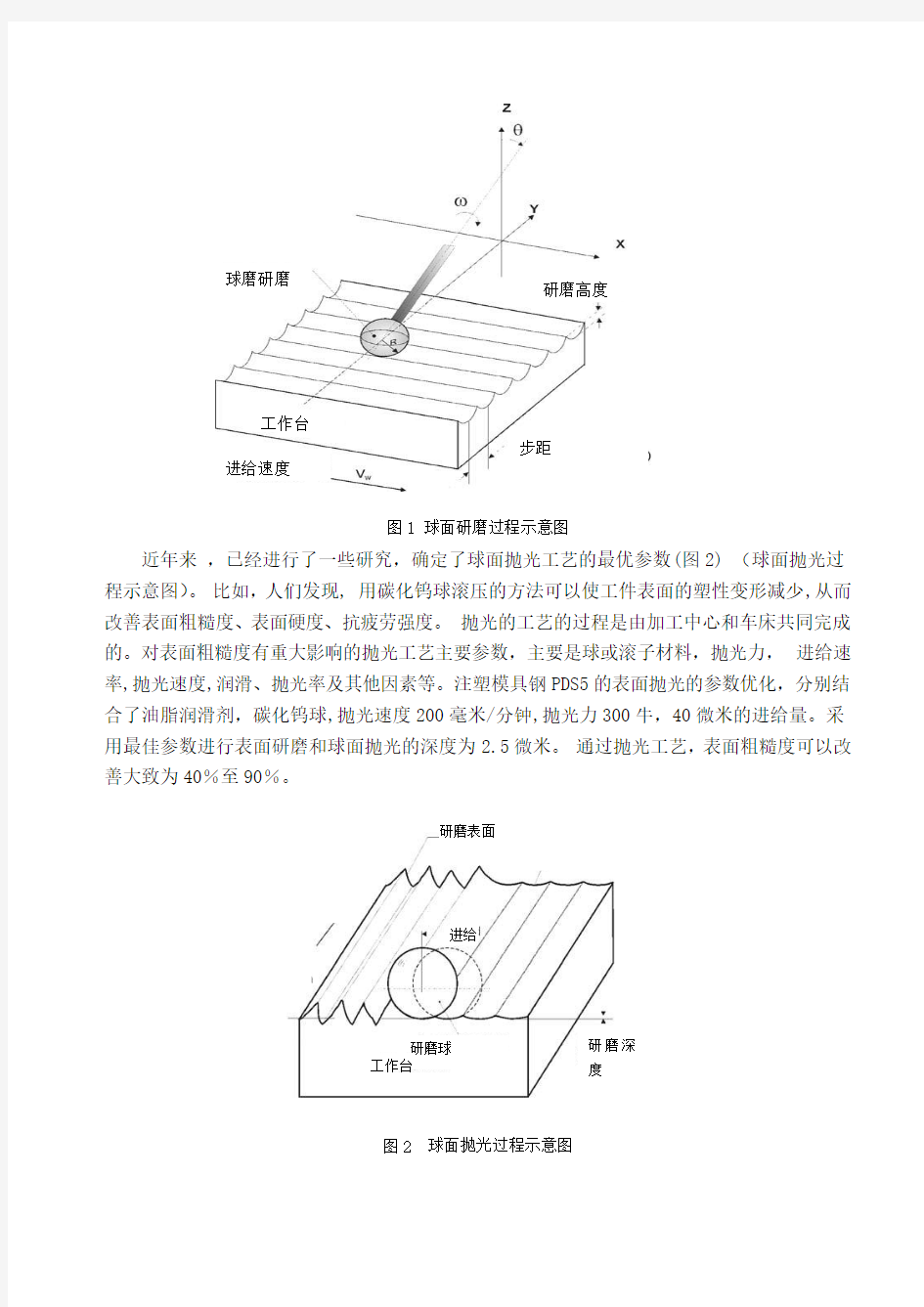
近年来 ,已经进行了一些研究,确定了球面抛光工艺的最优参数(图2) (球面抛光过程示意图)。 比如,人们发现, 用碳化钨球滚压的方法可以使工件表面的塑性变形减少,从而改善表面粗糙度、表面硬度、抗疲劳强度。 抛光的工艺的过程是由加工中心和车床共同完成的。对表面粗糙度有重大影响的抛光工艺主要参数,主要是球或滚子材料,抛光力, 进给速率,抛光速度,润滑、抛光率及其他因素等。注塑模具钢PDS5的表面抛光的参数优化,分别结合了油脂润滑剂,碳化钨球,抛光速度200毫米/分钟,抛光力300牛,40微米的进给量。采用最佳参数进行表面研磨和球面抛光的深度为2.5微米。 通过抛光工艺,表面粗糙度可以改善大致为40%至90%。
图2 球面抛光过程示意图
步距
研磨高度
球磨研磨
进给速度
工作台
进给
研磨球
工作台
研磨深度
研磨表面
此项目研究的目的是,发展注塑模具钢的球形研磨和球面抛光工序,这种注塑模具钢的曲面实在加工中心完成的。表面光洁度的球研磨与球抛光的自动化流程工序,如图3所示。我们开始自行设计和制造的球面研磨工具及加工中心的对刀装置。利用田口正交法,确定了表面球研磨最佳参数。选择为田口L18型矩阵实验相应的四个因素和三个层次。用最佳参数进行表面球研磨则适用于一个曲面表面光洁度要求较高的注塑模具。为了改善表面粗糙, 利用最佳球面抛光工艺参数,再进行对表层打磨。
图3自动球面研磨与抛光工序的流程图
二、球研磨的设计和对准装置
实施过程中可能出现的曲面的球研磨,研磨球的中心应和加工中心的Z轴相一致。球面研磨工具的安装及调整装置的设计,如图4(球面研磨工具及其调整装置)所示。电动磨床展开了两个具有可调支撑螺丝的刀架。磨床中心正好与具有辅助作用的圆锥槽线配合。拥有磨床的球接轨,当两个可调支撑螺丝被收紧时,其后的对准部件就可以拆除。研磨球中心坐标
偏差约为5微米, 这是衡量一个数控坐标测量机性能的重要标准。 机床的机械振动力是被螺旋弹簧所吸收。球形研磨球和抛光工具的安装,如图5(a. 球面研磨工具的图片. b.球抛光工具的图片)所示。为使球面磨削加工和抛光加工的进行,主轴通过球锁机制而被锁定。
图4 球面研磨工具及其调整装置
图5 a. 球面研磨工具的图片. b.球抛光工具的图片
模柄
弹簧
工具可调支撑
紧固螺钉
磨球
自动研磨 磨球组件
三、矩阵实验的规划
3.1田口正交表
利用矩阵实验田口正交法,可以确定参数的有影响程度。 为了配合上述球面研磨参数,该材料磨料的研磨球(直径10毫米),进给速率,研磨深度,在次研究中电气磨床被假定为四个因素,指定为从A 到D (见表1实验因素和水平)。三个层次的因素涵盖了不同的范围特征,并用了数字1、2、3标明。挑选三类磨料,即碳化硅,白色氧化铝,粉红氧化铝来研究. 这三个数值的大小取决于每个因素实验结果。选定L18型正交矩阵进行实验,进而研究四——三级因素的球形研磨过程。
表1实验因素和水平
因素
水平
1
2 3 A. 碳化硅 白色氧化铝
粉红氧化铝
B.
50 100 200 C.研磨深度(μm )
20 50 80 D.
12000
18000
24000
3.2数据分析的界定
工程设计问题,可以分为较小而好的类型,象征性最好类型,大而好类型,目标取向类型等。 信噪比(S/N)的比值,常作为目标函数来优化产品或者工艺设计。 被加工面的表面粗糙度值经过适当地组合磨削参数,应小于原来的未加工表面。 因此,球面研磨过程属于工程问题中的小而好类型。这里的信噪比(S/N ),η,按下列公式定义:
η =?10 log 10 平方等于质量特性
=?10 log 10???
???∑=n i i y n 121 (1)
这里,
y i ——不同噪声条件下所观察的质量特性 n ——实验次数
从每个L18型正交实验得到的信噪比(S/N )数据,经计算后,运用差异分析技术(变异)和歼比检验来测定每一个主要的因素。 优化小而好类型的工程问题问题更是尽量使η最大而定。各级η选择的最大化将对最终的η因素有重大影响。 最优条件可视研磨球而待定。
四、实验工作和结果
这项研究使用的材料是PDS5工具钢(相当于艾西塑胶模具), 它常用于大型注塑模具产品在国内汽车零件领域和国内设备。 该材料的硬度约HRC33(HS46)。 具体好处之一是, 由于其特殊的热处理前处理,模具可直接用于未经进一步加工工序而对这一材料进行加工。式样的设计和制造,应使它们可以安装在底盘,来测量相应的反力。 PDS5试样的加工完毕后,装在大底盘上在三坐标加工中心进行了铣削,这种加工中心是由钢铁公司所生产(中压型三号),配备了FANUC-18M 公司的数控控制器(0.99型)。用hommelwerket4000设备来测量前机加工前表面的粗糙度,使其可达到1.6微米。 图6试验显示了球面磨削加工工艺的设置。 一个由Renishaw 公司生产的视频触摸触发探头,安装在加工中心上,来测量和确定和原始式样的协调。 数控代码所需要的磨球路径由PowerMILL 软件产。这些代码经过RS232串口界面,可以传送到装有控制器的数控加工中心上。
图6
完成了L18型矩阵实验后,表2 (PDS5试样光滑表层的粗糙度)总结了光滑表面的粗糙度RA 值,计算了每一个L18型矩阵实验的信噪比(S/N ),从而用于方程(1)。通过表2提供的各个数值,可以得到四种不同程度因素的平均信噪比(S/N ),在图7中已用图表显示。
表2 PDS5试样光滑表层的粗糙度
实验
序号 A B C D ()m y μ1
()m y μ2
()m y μ3
S/N(η(dB)) Mean
()m y μ_
1 1 1 1 1 0.35 0.35 0.35 9.119 0.350
2 1 2 2 2 0.37 0.36 0.38 8.634 0.370
3 1 3 3 3 0.41 0.4
4 0.40 7.597 0.417 4 2 1 2 3 0.63 0.6
5 0.64 3.87
6 0.640 5
2
2
3
1
0.73
0.77
0.78
2.380
0.760
加工中心
数控机床
电脑
6 2 3 1 2 0.45 0.42 0.39 7.530 0.420
7 3 1 3 2 0.34 0.31 0.32 9.801 0.323
8 3 2 1 3 0.27 0.25 0.28 11.471 0.267
9 3 3 2 1 0.32 0.32 0.32 9.897 0.320 10 1 1 2 2 0.35 0.39 0.40 8.390 0.380 11 1 2 3 3 0.41 0.50 0.43 6.968 0.447 12 1 3 1 1 0.40 0.39 0.42 7.883 0.403 13 2 1 1 3 0.33 0.34 0.31 9.712 0.327 14 2 2 2 1 0.48 0.50 0.47 6.312 0.483 15 2 3 3 2 0.57 0.61 0.53 4.868 0.570 16 3 1 3 1 0.59 0.55 0.54 5.030 0.560 17 3 2 1 2 0.36 0.36 0.35 8.954 0.357 18
3
3
2
3
0.57
0.53
0.53
5.293
0.543
图7 控制影响因素
球面研磨工艺的目标,就是通过确定每一种因子的最佳优化程度值,来使试样光滑表层的表面粗糙度值达到最小。因为? log 是一个减函数,我们应当使信噪比(S/N )达到最大。因此,我们能够确定每一种因子的最优程度使得η的值达到最大。因此基于这个点阵式实验的最优转速应该是18000RPM ,如表3(优化组合球面研磨参数)所示。
表3 优化组合球面研磨参数
因素 水平 白色氧化铝 50mm/min 20μm
18000rpm
从田口矩阵实验获得的球面研磨优化参数,适用于曲面光滑的模具,从而改善表面的粗糙度。选择香水瓶为一个测试载体。对于被测物体的模具数控加工中心,由PowerMILL 软件来模拟测试。经过精铣,通过使用从田口矩阵实验获得的球面研磨优化参数,模具表面进一
信噪比
控制因素
步光滑。紧接着,使用打磨抛光的最佳参数,来对光滑曲面进行抛光工艺,进一步改善了被测物体的表面粗糙度。(见图 9)。模具内部的表面粗糙度用hommelwerket4000设备来测量。模具内部的表面粗糙度RA的平均值为2.15微米,光滑表面粗糙度RA的平均值为0.45微米,抛光表面粗糙度RA的平均值为0.07微米。被测物体的光滑表面的粗糙度改善了:
(2.15-0.45)/2.15=79.1%,抛光表面的粗糙度改善了:(2.15-0.07)/2.15=96.7%。
内部表面
Ra=2.15μm
抛光表面
Ra=0.07μm
光滑表面
Ra=0.45μm
图8 被测物体表面粗糙度
五、结论
在这项工作中,对注塑模具的曲面进行了自动球面研磨与球面抛光加工,并将其工艺最佳参数成功地运用到加工中心上。设计和制造了球面研磨装置(及其对准组件)。通过实施田口L18型矩阵进行实验,确定了球面研磨的最佳参数。对于PDS5注塑模具钢的最佳球面研磨参数是以下一系列的组合:材料的磨料为粉红氧化铝,进给量料500毫米/分钟,磨削深度20微米,转速为18000RPM。通过使用最佳球面研磨参数,试样的表面粗糙度Ra值从约1.6微米提高到0.35微米。应用最优化表面磨削参数和最佳抛光参数,来加工模具的内部光滑曲面,
可使模具内部的光滑表面改善79.1%,抛光表面改善96.7%。
鸣谢
作者感谢中国国家科学理事会对本次研究的支持, NSC 89-2212-E-011-059。
Automated surface finishing of plastic injection mold steel with spherical grinding and ball burnishing
processes
Abstract
This study investigates the possibilities of automated spherical grinding and ball burnishing surface finishing processes in a freeform surface plastic injection mold steel PDS5 on a CNC machining center. The design and manufacture of a grinding tool holder has been accomplished in this study. The optimal surface grinding parameters were determined using Taguchi’s orthogonal array method for plastic injection molding steel PDS5 on a machining center. The optimal surface grinding parameters for the plastic injection mold steel PDS5 were the combination of an abrasive material of PA Al2O3, a grinding speed of 18 000 rpm, a grinding depth of 20 μm, and a feed of 50 mm/min. The surface roughness Ra of the specimen can be improved from about 1.60 μm to 0.35 μm by using the optimal parameters for surface grinding. Surface roughness Ra can be further im proved from about 0.343 μm to 0.06 μm by using the ball burnishing process with the optimal burnishing parameters. Applying the optimal surface grinding and burnishing parameters sequentially to a fine-milled freeform surface mold insert, the surface roughness Ra of freeform surface region on the tested part can be improved from about 2.15 μm to 0.07 μm. Keywords Automated surface finishing · Ball burnishing process · Grinding process · Surface roughness · Taguchi’s method
1 Introduction
Plastics are important engineering materials due to their specific characteristics, such as corrosion resistance, resistance to chemicals, low density, and ease of manufacture, and have increasingly replaced metallic components in industrial applications. Injection molding is one of the important forming processes for plastic products. The surface finish quality of the plastic injection mold is
Steel structure 面积:area 结构形式:framework 坡度:slope 跨度:span 柱距:bay spacing 檐高:eave height 屋面板:roof system 墙面板:wall system 梁底净高: clean height 屋面系统: roof cladding 招标文件: tender doc 建筑结构结构可靠度设计统一标准: unified standard for designing of architecture construction reliablity 建筑结构荷载设计规范: load design standard for architecture construction 建筑抗震设计规范: anti-seismic design standard for architecture 钢结构设计规范: steel structure design standard 冷弯薄壁型钢结构技术规范: technical standard for cold bend and thick steel structure 门式钢架轻型房屋钢结构技术规范: technical specification for steel structure of light weight building with gabled frames 钢结构焊接规程: welding specification for steel structure 钢结构工程施工及验收规范: checking standard for constructing and checking of steel structure 压型金属板设计施工规程: design and construction specification for steel panel 荷载条件:load condition 屋面活荷载:live load on roof 屋面悬挂荷载:suspended load in roof 风荷载:wind load 雪荷载:snow load 抗震等级:seismic load 变形控制:deflect control 柱间支撑X撑:X bracing 主结构:primary structure 钢架梁柱、端墙柱: frame beam, frame column, and end-wall column 钢材牌号为Q345或相当牌号,大型钢厂出品:Q345 or equivalent, from the major steel mill 表面处理:抛丸除锈Sa2.5级,环氧富锌漆,两底两面,总厚度为125UM。表面喷涂防火材料,防火等级为:柱2小时,梁1.5小时 surface treatment: shot blasting to Sa2.5,zinc rich epoxy paint. 2primer paint and 2 finish paint .total dry film thickness 125um. Spraying fireproof painting on surface, for column 2hours and beam 1.5hours. 次结构包括:屋面檩条、围梁、门窗开口加强等,工厂轧制成C型、Z型截面,工厂预冲孔。Secondary structure included purlins, girts, roof opening and wall opening reinforcement, prepunched and rolled to C or Z section on factory machine. 材质:热浸镀锌卷材,Q345或相当牌号,大型钢厂出品或进口。Material : hot-dipped galvanized steel coil, Q345 or equivalent, from the major domestic steel mills or imported.
南京航空航天大学金城学院 毕业设计(论文)外文文献翻译 系部经济系 专业国际经济与贸易 学生姓名陈雅琼学号2011051115 指导教师邓晶职称副教授 2015年5月
Economic policy,tourism trade and productive diversification (Excerpt) Iza Lejárraga,Peter Walkenhorst The broad lesson that can be inferred from the analysis is that promoting tourism linkages with the productive capabilities of a host country is a multi-faceted approach influenced by a variety of country conditions.Among these,fixed or semi-fixed factors of production,such as land,labor,or capital,seem to have a relatively minor influence.Within the domain of natural endowments,only agricultural capital emerged as significant.This is a result that corresponds to expectations,given that foods and beverages are the primary source of demand in the tourism economy.Hence,investments in agricultural technology may foment linkages with the tourism market.It is also worth mentioning that for significant backward linkages to emerge with local agriculture,a larger scale of tourism may be important. According to the regression results,a strong tourism–agriculture nexus will not necessarily develop at a small scale of tourism demand. It appears that variables related to the entrepreneurial capital of the host economy are of notable explanatory significance.The human development index(HDI), which is used to measure a country's general level of development,is significantly and positively associated with tourism linkages.One plausible explanation for this is that international tourists,who often originate in high-income countries,may feel more comfortable and thus be inclined to consume more in a host country that has a life-style to which they can relate easily.Moreover,it is important to remember that the HDI also captures the relative achievements of countries in the level of health and education of the population.Therefore,a higher HDI reflects a healthier and more educated workforce,and thus,the quality of local entrepreneurship.Related to this point,it is important to underscore that the level of participation of women in the host economy also has a significantly positive effect on linkages.In sum, enhancing local entrepreneurial capital may expand the linkages between tourism and other sectors of the host country.
注塑模具设计 模具设计 1、塑件制品分析 (1)明确设计要求 图1—1为塑件的二维工程图 图1—1 图1—1 该产品精度及表面粗糙度要求不高,有一定的配合精度要求。(2)明确产品的批量 该产品批量不大,模具采用一模两腔结构,浇口形式采用侧浇口, (3)计算产品的体积和质量 使用UG软件画出三维实体图,软件自动机算出所画图形的体
积。 通过计算得塑件的体积V塑=13.85cm3 塑件的质量M塑=ρV塑=1.04×13.85=14.4g 式中ρ---塑料的密度,g/cm3. 流道凝料的质量m2还是个未知数,可按塑件质量的0.6倍来估算。 浇注系统的质量M浇=ρV浇=8.6g 浇注系统的体积V浇=8.30cm3. 故V总= 2×V塑+V浇= 2×13.85cm3 +8.30cm3.= 36cm3 M总=2×M塑+M浇=2×14.4g+8.6g= 43g 2.注塑机的确定 选择注射机型号 XS—ZY—250 主要技术规格如下: 螺杆直径:65mm 注射容量:250cm3 注射压力:1300MPa 锁模力:1800kN 最大注射面积:500cm3 模具厚度:最大350mm 最小250mm 模板行程:350mm 喷嘴:球半径 18mm 孔直径4m 定位孔直径:125mm 顶出:两侧孔径 40mm 两侧孔距 280mm 3.浇注系统的设计
(1)主流道形式 浇注系统是指模具从接触注射机喷嘴开始到型腔未知的塑料流动通道,起作用是使塑料熔体平稳且有顺序的填充到型腔中,并在填充和凝固过程中把注射压力充分传递到各个部位,已获得组织机密、外形清晰地塑件。浇注系统可分为普通浇注系统和无流道凝料系统。考虑浇注系统设计的基本原则:适应塑料的成型工艺性、利于型腔内气体的排出、尽量减少塑料熔体的热量和压力损失、避免熔料直冲细小型芯、便于修正和不影响塑件外观质量、便于减少塑料损失和减小模具尺寸等。 根据模具主流道与喷嘴的关系: R 2= R 1+(1~2)㎜ D=d+(0.5~1)㎜. 取主流道球面半径R=20㎜, 取主流道小端直径D=Φ5㎜, 球面配合高度h=3-5mm 取h=4 mm 主流道长度 有标准模架结合该模具的结构,取L=85mm 为了便于将凝料从主流道中拔出,将主流道设计成圆锥形,其斜度为1°~3° d —喷嘴直径 1~5.00+=d d 40=d 5=d 2o =α R=10 (2)分流道的设计 分流道在多型腔模具中是必不可少的,它起连接主浇道和浇口的作用。 分流道的形状和尺寸应根据塑件的体积,壁厚,形状的复杂程度,注射速度,分流道长度,等因素来确定。塑件外形不算太复杂,熔料填充比较容易,为了加工起见,选用截面形状为圆形分流道。由于型腔的布置关系,需要设置二级分流道。一级分流道直径R=5㎜.二级分流道R=3.5mm. 4 侧抽芯机构的设计 由于塑件有侧方孔,模具采用侧向分型机构。 .4.1 确定抽芯距: 抽芯距一般应大于成型孔(或凸台)深度,塑件孔深为30㎜,另加
专业资料 学院: 专业:土木工程 姓名: 学号: 外文出处:Structural Systems to resist (用外文写) Lateral loads 附件:1.外文资料翻译译文;2.外文原文。
附件1:外文资料翻译译文 抗侧向荷载的结构体系 常用的结构体系 若已测出荷载量达数千万磅重,那么在高层建筑设计中就没有多少可以进行极其复杂的构思余地了。确实,较好的高层建筑普遍具有构思简单、表现明晰的特点。 这并不是说没有进行宏观构思的余地。实际上,正是因为有了这种宏观的构思,新奇的高层建筑体系才得以发展,可能更重要的是:几年以前才出现的一些新概念在今天的技术中已经变得平常了。 如果忽略一些与建筑材料密切相关的概念不谈,高层建筑里最为常用的结构体系便可分为如下几类: 1.抗弯矩框架。 2.支撑框架,包括偏心支撑框架。 3.剪力墙,包括钢板剪力墙。 4.筒中框架。 5.筒中筒结构。 6.核心交互结构。 7. 框格体系或束筒体系。 特别是由于最近趋向于更复杂的建筑形式,同时也需要增加刚度以抵抗几力和地震力,大多数高层建筑都具有由框架、支撑构架、剪力墙和相关体系相结合而构成的体系。而且,就较高的建筑物而言,大多数都是由交互式构件组成三维陈列。 将这些构件结合起来的方法正是高层建筑设计方法的本质。其结合方式需要在考虑环境、功能和费用后再发展,以便提供促使建筑发展达到新高度的有效结构。这并
不是说富于想象力的结构设计就能够创造出伟大建筑。正相反,有许多例优美的建筑仅得到结构工程师适当的支持就被创造出来了,然而,如果没有天赋甚厚的建筑师的创造力的指导,那么,得以发展的就只能是好的结构,并非是伟大的建筑。无论如何,要想创造出高层建筑真正非凡的设计,两者都需要最好的。 虽然在文献中通常可以见到有关这七种体系的全面性讨论,但是在这里还值得进一步讨论。设计方法的本质贯穿于整个讨论。设计方法的本质贯穿于整个讨论中。 抗弯矩框架 抗弯矩框架也许是低,中高度的建筑中常用的体系,它具有线性水平构件和垂直构件在接头处基本刚接之特点。这种框架用作独立的体系,或者和其他体系结合起来使用,以便提供所需要水平荷载抵抗力。对于较高的高层建筑,可能会发现该本系不宜作为独立体系,这是因为在侧向力的作用下难以调动足够的刚度。 我们可以利用STRESS,STRUDL 或者其他大量合适的计算机程序进行结构分析。所谓的门架法分析或悬臂法分析在当今的技术中无一席之地,由于柱梁节点固有柔性,并且由于初步设计应该力求突出体系的弱点,所以在初析中使用框架的中心距尺寸设计是司空惯的。当然,在设计的后期阶段,实际地评价结点的变形很有必要。 支撑框架 支撑框架实际上刚度比抗弯矩框架强,在高层建筑中也得到更广泛的应用。这种体系以其结点处铰接或则接的线性水平构件、垂直构件和斜撑构件而具特色,它通常与其他体系共同用于较高的建筑,并且作为一种独立的体系用在低、中高度的建筑中。
五分钟搞定5000字-外文文献翻译 工具大全 建议收藏 在科研过程中阅读翻译外文文献是一个非常重要的环节,许多领域高水平的文献都是外文文献,借鉴一些外文文献翻译的经验是非常必要的。由于特殊原因我翻译外文文献的机会比较多,慢慢地就发现了外文文献翻译过程中的三大利器:G oogle“翻译”频道、金山词霸(完整版本)和CNKI“翻译助手"。 具体操作过程如下: 1.先打开金山词霸自动取词功能,然后阅读文献; 2.遇到无法理解的长句时,可以交给Google处理,处理后的结果猛一看,不堪入目,可是经过大脑的再处理后句子的意思基本就明了了; 3.如果通过Google仍然无法理解,感觉就是不同,那肯定是对其中某个“常用单词”理解有误,因为某些单词看似很简单,但是在文献中有特殊的意思,这时就可以通过CNKI的“翻译助手”来查询相关单词的意思,由于CNKI的单词意思都是来源与大量的文献,所以它的吻合率很高。 另外,在翻译过程中最好以“段落”或者“长句”作为翻译的基本单位,这样才不会造成“只见树木,不见森林”的误导。 注: 1、Google翻译: google,众所周知,谷歌里面的英文文献和资料还算是比较详实的。我利用它是这样的。一方面可以用它查询英文论文,当然这方面的帖子很多,大家可以搜索,在此不赘述。回到我自己说的翻译上来。下面给大家举个例子来说明如何用
吧 比如说“电磁感应透明效应”这个词汇你不知道他怎么翻译, 首先你可以在CNKI里查中文的,根据它们的关键词中英文对照来做,一般比较准确。 在此主要是说在google里怎么知道这个翻译意思。大家应该都有词典吧,按中国人的办法,把一个一个词分着查出来,敲到google里,你的这种翻译一般不太准,当然你需要验证是否准确了,这下看着吧,把你的那支离破碎的翻译在g oogle里搜索,你能看到许多相关的文献或资料,大家都不是笨蛋,看看,也就能找到最精确的翻译了,纯西式的!我就是这么用的。 2、CNKI翻译: CNKI翻译助手,这个网站不需要介绍太多,可能有些人也知道的。主要说说它的有点,你进去看看就能发现:搜索的肯定是专业词汇,而且它翻译结果下面有文章与之对应(因为它是CNKI检索提供的,它的翻译是从文献里抽出来的),很实用的一个网站。估计别的写文章的人不是傻子吧,它们的东西我们可以直接拿来用,当然省事了。网址告诉大家,有兴趣的进去看看,你们就会发现其乐无穷!还是很值得用的。 3、网路版金山词霸(不到1M): 翻译时的速度: 这里我谈的是电子版和打印版的翻译速度,按个人翻译速度看,打印版的快些,因为看电子版本一是费眼睛,二是如果我们用电脑,可能还经常时不时玩点游戏,或者整点别的,导致最终SPPEED变慢,再之电脑上一些词典(金山词霸等)在专业翻译方面也不是特别好,所以翻译效果不佳。在此本人建议大家购买清华
注塑件模具设计应注意的几大要点 模具工业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域,在欧美等工业发达国家被称为“点铁成金”的“磁力工业”。美国工业界认为“模具工业是美国工业的基石”;德国则认为它是所有工业中的“关键工业”;日本模具协会也认为“模具是促进社会繁荣富裕的动力”,同时也是“整个工业发展的秘密”,是“进入富裕社会的原动力”。 一、开模方向和分型线 每个注塑产品在开始设计时首先要确定其开模方向和分型线,以保证尽可能减少抽芯滑块机构和消除分型线对外观的影响。 1、开模方向确定后,产品的加强筋、卡扣、凸起等结构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命。 2、开模方向确定后,可选择适当的分型线,避免开模方向存在倒扣,以改善外观及性能。 二、脱模斜度 1、适当的脱模斜度可避免产品拉毛(拉花)。光滑表面的脱模斜度应≥0.5度,细皮纹(砂面)表面大于1度,粗皮纹表面大于1.5度。 2、适当的脱模斜度可避免产品顶伤,如顶白、顶变形、顶破。 3、深腔结构产品设计时外表面斜度尽量要求大于内表面斜度,以保证注塑时模具型芯不偏位,得到均匀的产品壁厚,并保证产品开口部位的材料强度。
三、产品壁厚 1、各种塑料均有一定的壁厚范围,一般0.5~4mm,当壁厚超过4mm时,将引起冷却时间过长,产生缩印等问题,应考虑改变产品结构。 2、壁厚不均会引起表面缩水。 3、壁厚不均会引起气孔和熔接痕。 四、加强筋 1、加强筋的合理应用,可增加产品刚性,减少变形。 2、加强筋的厚度必须≤(0.5~0.7)T产品壁厚,否则引起表面缩水。 3、加强筋的单面斜度应大于1.5°,以避免顶伤。 五、圆角 1、圆角太小可能引起产品应力集中,导致产品开裂。 2、圆角太小可能引起模具型腔应力集中,导致型腔开裂。 3、设置合理的圆角,还可以改善模具的加工工艺,如型腔可直接用R刀铣加工,而避免低效率的电加工。 4、不同的圆角可能会引起分型线的移动,应结合实际情况选择不同的圆角或清角。 六、孔 1、孔的形状应尽量简单,一般取圆形。
钢结构术语中英文对照 强度strength 承载能力load-carrying capacity 脆断brittle fracture 强度标准值characteristic value of strength 强度设计值design value of strength 一阶弹性分析first order elastic analysis 阶弹性分析second order elastic analysis 屈曲buckling 腹板屈曲后强度post-buckling strength of web plate 通用高厚normalizde web slenderness 整体稳定overall stability 有效宽度effective width 有效宽度系数effective width factor 长细比slenderness ratio 换算长细比equivalent slenderness ratio 支撑力nodal bracing force 无支撑纯框架unbraced frame 强支撑框架frame braced with strong bracing system 弱支撑框架frame braced with weak bracing system 摇摆柱leaning column 柱腹板节点域panel zone of column web 球形钢支座spherical steel bearing 橡胶支座couposite rubber and steel support 主管chord member 支管bracing member 隙节点gap joint 搭接节点overlap joint 平面管节点uniplanar joint 空间管节点multiplanar joint 组合构件built-up member 钢与混凝土组合梁composite steel and concrete beam A acceptable quality 合格质量 acceptance lot 验收批量 aciera 钢材 against slip coefficient between frictionsurface of high-strength bolted connection 高强度螺栓摩擦面抗滑移系数 allowable ratio of height to sectionalthickness of masonry wall or column 砌体墙、柱容许高厚比 allowable slenderness ratio of steel member 钢构件容许长细比
五分钟搞定5000字-外文文献翻译 在科研过程中阅读翻译外文文献是一个非常重要的环节,许多领域高水平的文献都是外文文献,借鉴一些外文文献翻译的经验是非常必要的。由于特殊原因我翻译外文文献的机会比较多,慢慢地就发现了外文文献翻译过程中的三大利器:Google“翻译”频道、金山词霸(完整版本)和CNKI“翻译助手"。 具体操作过程如下: 1.先打开金山词霸自动取词功能,然后阅读文献; 2.遇到无法理解的长句时,可以交给Google处理,处理后的结果猛一看,不堪入目,可是经过大脑的再处理后句子的意思基本就明了了; 3.如果通过Google仍然无法理解,感觉就是不同,那肯定是对其中某个“常用单词”理解有误,因为某些单词看似很简单,但是在文献中有特殊的意思,这时就可以通过CNKI的“翻译助手”来查询相关单词的意思,由于CNKI的单词意思都是来源与大量的文献,所以它的吻合率很高。 另外,在翻译过程中最好以“段落”或者“长句”作为翻译的基本单位,这样才不会造成“只见树木,不见森林”的误导。 注: 1、Google翻译:https://www.doczj.com/doc/fd2329371.html,/language_tools google,众所周知,谷歌里面的英文文献和资料还算是比较详实的。我利用它是这样的。一方面可以用它查询英文论文,当然这方面的帖子很多,大家可以搜索,在此不赘述。回到我自己说的翻译上来。下面给大家举个例子来说明如何用吧 比如说“电磁感应透明效应”这个词汇你不知道他怎么翻译, 首先你可以在CNKI里查中文的,根据它们的关键词中英文对照来做,一般比较准确。
在此主要是说在google里怎么知道这个翻译意思。大家应该都有词典吧,按中国人的办法,把一个一个词分着查出来,敲到google里,你的这种翻译一般不太准,当然你需要验证是否准确了,这下看着吧,把你的那支离破碎的翻译在google里搜索,你能看到许多相关的文献或资料,大家都不是笨蛋,看看,也就能找到最精确的翻译了,纯西式的!我就是这么用的。 2、CNKI翻译:https://www.doczj.com/doc/fd2329371.html, CNKI翻译助手,这个网站不需要介绍太多,可能有些人也知道的。主要说说它的有点,你进去看看就能发现:搜索的肯定是专业词汇,而且它翻译结果下面有文章与之对应(因为它是CNKI检索提供的,它的翻译是从文献里抽出来的),很实用的一个网站。估计别的写文章的人不是傻子吧,它们的东西我们可以直接拿来用,当然省事了。网址告诉大家,有兴趣的进去看看,你们就会发现其乐无穷!还是很值得用的。https://www.doczj.com/doc/fd2329371.html, 3、网路版金山词霸(不到1M):https://www.doczj.com/doc/fd2329371.html,/6946901637944806 翻译时的速度: 这里我谈的是电子版和打印版的翻译速度,按个人翻译速度看,打印版的快些,因为看电子版本一是费眼睛,二是如果我们用电脑,可能还经常时不时玩点游戏,或者整点别的,导致最终SPPEED变慢,再之电脑上一些词典(金山词霸等)在专业翻译方面也不是特别好,所以翻译效果不佳。在此本人建议大家购买清华大学编写的好像是国防工业出版社的那本《英汉科学技术词典》,基本上挺好用。再加上网站如:google CNKI翻译助手,这样我们的翻译速度会提高不少。 具体翻译时的一些技巧(主要是写论文和看论文方面) 大家大概都应预先清楚明白自己专业方向的国内牛人,在这里我强烈建议大家仔
注塑件结构设计要点 吕文果 塑料是四大工程材料(钢铁、木材、水泥和塑料)之一,它是以高分子量的合成树脂为主要成份,在一定条件下可塑制成一定形状且在常温下保持形状不变的材料。塑料总体分为热固性和热塑性两种,区分两种塑料的规则一般是在一定温度加热一段时间或加入硬化剂后有无发生化学反应而硬化,发生化学反应而硬化的叫热固性塑料,反之则叫热塑性塑料。它广泛应用于工业、农业、国防等行业。但是塑料与其它材料相比又具有自己的一些特有的性能,这些性能决定它的一些特有的使用场合、加工方法、生产工艺等。一般来说塑料的成型方法有以下几种:注射成型、挤压成型、压铸成型、发泡、吹塑、真空吸塑、中空成型、机加工等。 由于塑料的种类及性能、使用场合、成型工艺等条件的影响,对塑料件的结构设计也就自然会产生一些特殊的要求及方法。由于热固性塑料与热塑性塑料最终的形态不同,结构设计过程中的好多要求也就不一样,涉及的范围相当之大。下面我们就针对注射成型的热塑性塑料件的结构设计从胶模斜度、塑件的壁厚、加强筋、支承柱、孔、公差等方面作一些初略的讨论。 一、 壁厚 合理确定塑件的壁厚是非常重要的,其它的形体和尺寸如加强筋和圆角等都是以壁厚为参照的。塑料产品的壁厚主要决定于塑料的使用要求,即产品需要承受的外力、是否作为其他零件的支撑、承接柱
位的数量、伸出部份的多少以、选用的塑胶材料、重量、电气性能、尺寸稳定性以及装配等各项要求而定。如果壁厚不均匀,会使塑料熔体的充模速度和冷却收缩不均匀,由此会引起凹陷、真空泡、翘曲、甚至开裂。壁厚均匀是塑料件设计的一大原则。 一般的热塑性塑料壁厚设计在1~6mm范围。最常用的为2~3mm。大型件也有超过6mm的。表1是一些热塑性塑料壁厚的推荐值。在取较小壁厚时,要考虑制品在使用和装配时的强度和刚度。从经济角度来看,过厚的产品不但增加物料成本,还延长生产周期。尽量使塑件各处的壁厚均匀,否则会引起收缩不均匀使塑件产生变形和气泡、凹陷的工艺问题。厚胶的地方比旁边薄胶的地方冷却得慢,因而产生缩痕。更甚者导致产生缩水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下,如下图1: 图1 其实大部份厚胶的设计可使用加强筋来改变总壁厚。除了可节省物料来节省生产成本外,还可以节省冷却时间,冷却时间大概与壁成
外文资料(英文) Steel system because of their own with the light weight, high strength, the construction of such advantages, and the reinforced concrete structure, the more "high, light," the development of three unique advantages. Along with the country's economic construction, the long concrete and masonry structure dominate the market situation is changing. Steel products in the large-span space structure, lightweight steel gantry structure, multi-storey and high-rise residential areas of increasing construction, Application areas are expanding. From the West-East Gas sent, the West-East power transmission and-north water diversion project, the Qinghai-Tibet Railway, the 2008 Olympic venues and facilities, residential steel, development of the western region construction practice, the development of a steel construction industry and the market momentum is emerging in our country. 1: the steel market development trend of the past 20 years of reform and opening up and economic development, Steel has to create a system of highly favorable environment for development. (1) from the development of the main steel material foundation : Steel is the development of steel a key factor in development. To meet the needs of the construction market, steel varieties will toward complete standardization of materials direction. Domestic steel for construction steel, in terms of quantity, variety and quality have developed rapidly and hot-rolled H-beam, a color plate, Cold steel production increased significantly, the development of steel to create important conditions. Other steel-Steel, Coated Steel Plate and there has been a marked growth, product quality has been greatly improved. Refractory, weathering steel, hot-rolled thin number of H-beam steel has started a new project in the application, Steel to create the conditions for development. (2) from design, production, construction, professional level look : steel industry after years of development, Steel professional design quality in the practice of continually improving. A number of characteristics with the strength of professional institutes, research and design institutes continuously developed steel design software and new technologies. Currently, many domestic steel design software have been brought forth, they can adapt to light steel structure, the network structure, high-rise steel structures, Thin arched structure design needs. With computer technology in the engineering design of the universal application of steel structure design of the software is getting more sophisticated, To help designers complete structural analysis and design, construction mapping provides a great convenience. Steel manufacturers in the country blossom everywhere, and creating a number of strong leading enterprises. Annual output reaching 10 -- 20 million tons of size alone, more than 10 enterprises that the large domestic steel project mission, They fully equipped with the industry and international enterprises to compete on equal strength. At present, some foreign investment, joint ventures, private sector steel manufacturing enterprises in the fierce market competition winners. From the computer design, mapping, digital control, automated processing and manufacturing industries are in the lead, its products range from the traditional building structures, machinery and equipment, non-standard components, and turnkey facilities
建筑和建筑材料28(2012)72 - 78 内容列表可以在SciVerse ScienceDirect里找到 期刊主页:https://www.doczj.com/doc/fd2329371.html,/locate/conbuildmat 混凝土中的环氧/锌双涂层在海洋环境中的腐蚀行为 ShiGang董a,b,Bing赵一,ChangJian林a、c、RongGang a、胡格雷戈里Xiaoge张d a国家重点实验室的固体表面物理化学,厦门大学化学与化学工程学院, 中国厦门361005 b能源研究院,厦门大学,厦门361005,中国 c有关海洋腐蚀与防护科技的实验室、洛阳船舶材料研究所、青岛266101,中国 维泰克金属有限公司,产品技术中心,加拿大安大略省米西索加L5K 1 b4 文章信息 文章历史: 来自于2011年4月1日; 来自于2011年8月3日修订后; 来自于2011年8月4; 来自于2011年10月1日的头版;
关键词: 环氧树脂/锌双涂层;钢筋;腐蚀 摘要 钢筋混凝土中的环氧/锌双涂层腐蚀性与黑钢比较,环氧/锌双涂层钢筋混凝土能在海洋环境中保持更长的时间。机械损伤在环氧树脂涂料防腐性能方面的影响已经得以鉴定。环氧涂层和环氧树脂/锌双涂层钢筋,比其他类型的钢筋显示出更好的防腐性能。然而,一旦混凝土中的环氧涂料机械受损,受损区将发生更严重的腐蚀。但环氧/锌双涂层即使收到一些机械损失,在混凝土中也仍然会保持良好的防腐性能。 版权归2011爱思唯尔有限公司所有 1、说明 钢筋混凝土广泛应用于海洋环境中的各种基础设施。基于水泥的水化反应,将氢氧化钙填充在钢筋混凝土空隙中,因此混凝土空隙中溶液保持很强的碱性。在这种碱性环境中,钢筋表面形成了一个稳定的钝化膜表面,它对钢筋起到了良好的抗蚀作用。然而,由于混凝土的碳化和/或导入氯化物,钢筋的钝化膜变得不稳定并开始腐蚀。混凝土中的pH值和Cl浓度有一定的临界值,超过这个临界值,混凝土受腐蚀的机率就会很高。混凝土中钢筋的腐蚀,不仅能拆除钢筋与混凝土之间的结合力,而且会导致混凝土由于腐蚀产物体积的膨胀而产生裂缝。裂缝将进一步加快混凝土的腐蚀,腐蚀严重了就有可能破坏混凝土的结构[3]。 多种基本的因素已减轻钢筋在混凝土中的腐蚀,包括高质量的混凝土,低比率的水,水泥,厚度很薄的混凝土保护层,关键的施工监管等。此外,其他的附加措施也可以减少腐蚀的可能性,例如,混凝土表面的涂层,防腐剂,电化学去氯,阴极保护,高耐蚀钢材料和各种
今天闲着没事来论坛看看,听说这个论坛比较不错。看完几个帖子后,我实在是坐不住了,我闲暇的时候也曾经浏览过很多关于模具结构的论坛。但看来看去,总是那些东西。很少有人能把真正设计模具的要点指出来。 我是从事注塑模具结构设计的,曾经设计过家电,汽车,电子产品类的模具。设计水平不见得很高,只是干过的活比较多比较杂而已。今天刚好闲着没事,跟大家共同讨论下关于注塑模具结构设计的问题。 首先我们拿到了一个产品后,先不要急着分模,最重要的一件事就是先检查产品结构,包括拔模,厚度等模塑型问题。当然这些对于一个刚刚从事模具结构设计的人来说,可能是比较困难的。因为他们可能不知道如何才是比较适合模具设计用的产品,这些没关系,只是自己日常积累的一个过程。当你分析完产品的拔模,壁厚,以及在出模方向有倒扣的地方后,你基本上已经知道了模具分型面的走向,以及浇口的位置,当然这些最终还是要跟客户确认的。 有人说,是不是我分析好了产品结构后,就可以开始设计模具了呢,答案当然是NO。要想在设计时少走弯路,一些关于影响模具结构的项目是一定要确认好的。具体内容如下:1,客户用来生产的注塑机的吨位及型号类型,这个确认不好,你就没法确认你模具的浇口套的入口直径以及定位圈的直径,顶出孔的大小跟位置,还有注塑机能伸进模具内的深度,甚至模架的大小,闭合高度等等。你辛辛苦苦的设计好了一套用油缸抽芯的模具结构,你也颇有成就感,可模具到了客户那里没法生产,因为客户那里只有电动注塑机,而且没另外加中子,估计那时你会有种欲哭无泪的感觉。2,客户注塑机的码模方式,一般常用的是压板码模,螺丝码模,液压码模,磁力码模等等。这个确认好了,你才知道你设计模具时,到底需不需要设计码模螺丝过孔或者码模槽。3,刚才我们分析后的产品的问题点,以及产品夹线,产品材料及收缩率。不要想当然的认为PP的塑料收缩率就一定是1.5%,这个一定要跟客户确认好,要知道他们最终用于生产的材料是什么牌号的,有没有添加什么改性材料等等。 有条件时,最好能熟知产品的装配关系以及产品的用途等等,这些信息对于将来的模具结构设计是非常有帮助的。因为了解了这些,你就知道哪些是外观面,哪些是非外观,哪些地方的拔模角度是可以随便加大的,哪些地方是不能改的。甚至包括一些产品的结构,如果你了解了产品的实际装配关系以及用途,你就知道哪些倒扣结构是可以取消或改成另外一种简单形式的。一定要牢记,做模具的过程就是把复杂问题简单化的过程。常看到一些人以做了一套多么多么复杂的结构而感到骄傲自豪,我觉得那是非常得无知。因为很多产品工程师可能会由于自身的经验问题,设计了一些不太合理的结构,如果作为下游工序,不能帮他们指正的话,他们可能永远都觉得那样设计是没问题的。那我们产品工程师的进步就会非常的缓慢。 4,模具水路外接参数,油路外接参数,电路外接参数,气路外接参数。只有在设计之前了解了客户这些要求之后,你才能有预见性的设计水路油路气路,别到时辛辛苦苦设计好了模具,后来发现客户需要在模具内部串联油路,那时你再改动,估计会累个半死,因为你水路,顶杆,螺钉什么的都好不容易排好了位。像这四路的设计顺序一般是先保证油路,因为油路要分布平衡,特指需要油缸顶出的模具结构,如果油路不平衡的话,油缸顶出的动作就会有先后,容易顶出不平衡。当然也可以采用齿轮分油器,但那样就更复杂了.其次是水路,因为水路要保证冷却效果,分布不均会影响产品质量及模具寿命。最后才是气路跟电路。在模具上的放置顺序是,最靠近TOP方向的是电路,然后是水路,
工程用语 1、 Steel material 钢材 parent metal母材 plank板材 planking铺板 backfilling plate 、padding plate垫板 connecting plate连接板 fringe plate翼缘板 gusset plate节点板 ten let样板 web plate腹板 intermediate stiffener中间加劲肋 edge stiffener边缘加劲肋 longitudinal stiffener纵向加劲肋 steel column base钢柱脚 steel pipe、steel tube钢管 steel support钢支座 steel strip钢带 steel section型钢 steel plate element钢板件 steel plate钢板 steel wire钢丝 stiffener加劲肋 allowable slenderness ratio of steel member 钢构件容许长细比2、 hot-rolled section steel热轧型钢 angle steel 角钢 channel槽钢 flat bar扁钢 shaped steel型钢 steel column钢柱 seamless steel tube无缝钢管 profiled steel sheet压型钢板 purling檩条 Steel beam 梁 box girder 箱形梁 cantilever beam 挑梁 continuous beam连续梁 simply supported beam简支梁 girder主梁