
MTS软件铣削仿真
MTS软件铣削仿真分二步,第一步编辑工艺表格,主要包括五方面的内容:输入坯料参数、查询材料类型与型号、选择夹具、选择刀具和设置工件坐标系原点。第二步编写加工程序,有人机交互式编程和直接在工艺表格文件中编写程序二种方法。
1. 建立工艺表格
1)输入坯料参数
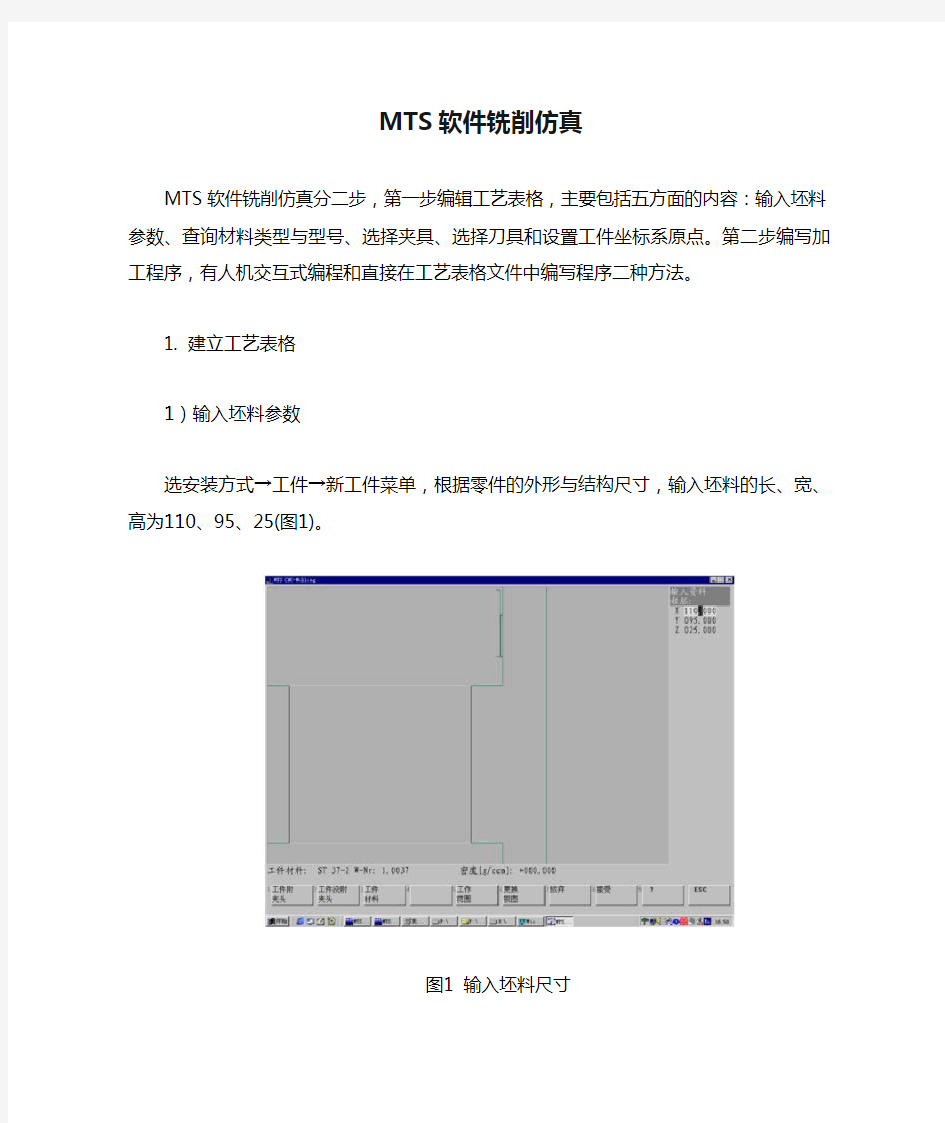
选安装方式→工件→新工件菜单,根据零件的外形与结构尺寸,输入坯料的长、宽、高为110、95、25(图1)。
图1 输入坯料尺寸
2)查询材料类型与型号
先后选择工件材料→祥细选择→显示工件材料菜单,分别打开材料类型和材料型号对话框,接着选取工件材料类型与型号,查询工件材料机械性能参数。
3)选择夹具
铣削夹具的类型有三种:虎钳、磁性吸盘和压板。通过更换夹具菜单,根据零件的外形与结构尺寸选择夹具类型,在夹具型号对话框中选用夹具型号(图2),选工件位置与夹具位置菜单之后,根据工件加工要求分别调整工件在夹具中的位置以及夹具在工作台中的位置。
图2选择夹具
4)选择刀具
选刀具基准→刀库装备→Equipment→选择刀具菜单,打开旋转刀塔对话框,然后分别选取对应刀具号的刀具类型与刀具型号。在旋转刀塔中可安装16把刀(图3),每把刀都有其指定的刀具代码,由于各把刀具的结构尺寸不同,刀具选定后必须对刀具进行补偿,按菜单中的Valid offsets 按钮,即对所选各把刀具完成了刀具补偿。
图3 铣床旋转刀塔
5)设置工件坐标系原点
按基准重合的原则设定工件坐标系,一般以刀具代码T01的刀具作为基准刀,通过基准刀的
对刀操作设定工件坐标系原点,对于对称工件,把位于工件的对称中心作为X轴和Y轴的原点;对于非对称工件,把位于工件左边与工件前面的交点作为X轴和Y轴的原点,Z轴的原点一般设在工件的上表面位置上。本例题以零件图的左、右中心线与前、后中心线的交点作为工件坐标系X轴与Y轴的原点。设定工件坐标系原点后,选设置基准菜单,基准记录会显示在G54程序段中,其中地址符X289.029、Y134.305、Z89分别表示工件坐标系原点在机床坐标系中的坐标值(图4)。
设置工件坐标系原点的具体方法,选刀具更换菜单,调用一号刀为基准刀,通过键盘按钮操作,置刀尖位置于工件坐标系的原点,然后分别置X、Y、Z坐标值为零,即设定了工件坐标系的原点。
键盘中方向鍵的功能:
向右方向键→,刀具向X轴正方向移动;
向左方向键←,刀具向X轴负方向移动;
向上方向键↑,刀具向Z轴正方向移动;
向下方向键↓,刀具向Z轴负方向移动;
Page Up键,刀具向Y轴正方向移动;
End键,刀具向Y轴负方向移动。
图4 设置工件坐标系原点
完成输入坯料参数、查询材料型号、选择夹具型号、选择刀具型号和设置工件坐标系原点后,返回编辑主菜单,建立工艺表格文件,储存工艺参数。
选安装表格→建立菜单,打开建立文件对话框(图5),输入文件名,按保存按钮,建成工艺表格文件,以后编写的加工程序也储存工艺表格文件之中。
选程序编辑→Select program菜单,打开程序选择对话框,输入工艺表格文件名,在打开的工艺表格文件中存储了已选用的数控系统、工件坯料尺寸、工件材料型号、夹具型号、刀具型号和设定的工件坐标系参数,接着在工艺表格文件中编写加工程序。
图5建立程序对话框
2. 人机交互方式编程
选自动方式→接受程式→交互方式菜单,根据加工零件的技术要求和工艺要求,用G代码和M代码编写加工程序。
人机交互方式编程指输入一条程序段,经系统编辑验证后仿真切削加工,如果发现程序编辑有错误,系统停止执行程序,并提示错误信息,待纠正程序错误后,继续进行人机交互方式编程,直至完成加工程序的编写。
下面是加工本题零件的加工程序:
G54 X289.029 Y134.305 Z89
N10 S1000 M03
N20 M08
N30 T0101
N40 G00 X100 Y100 Z2
N50 G00 X45 Y0 Z2
N60 G01 Z-6 F200
N70 G03 X-045.00 Y+0.00 R45
N80 G03 X-35.33 Y-9.99 R10
N90 G02 X-25.56 Y-15.7 R12
N100 G03 X15 Y-25.98 R30
N110 G01 X37.5 Y-12.9
N120 G03 X45 Y0 R15
N130 G01 Z2
N140 G00 X100 Y100
N150 M05 M09 M30
图6为铣削加工的零件图。
图6铣削零件图
MTS软件铣削仿真 MTS软件铣削仿真分二步,第一步编辑工艺表格,主要包括五方面的内容:输入坯料参数、查询材料类型与型号、选择夹具、选择刀具和设置工件坐标系原点。第二步编写加工程序,有人机交互式编程和直接在工艺表格文件中编写程序二种方法。 1. 建立工艺表格 1)输入坯料参数 选安装方式→工件→新工件菜单,根据零件的外形与结构尺寸,输入坯料的长、宽、高为110、95、25(图1)。 图1 输入坯料尺寸 2)查询材料类型与型号 先后选择工件材料→祥细选择→显示工件材料菜单,分别打开材料类型和材料型号对话框,接着选取工件材料类型与型号,查询工件材料机械性能参数。 3)选择夹具 铣削夹具的类型有三种:虎钳、磁性吸盘和压板。通过更换夹具菜单,根据零件的外形与结构尺寸选择夹具类型,在夹具型号对话框中选用夹具型号(图2),选工件位置与夹具位置菜单之后,根据工件加工要求分别调整工件在夹具中的位置以及夹具在工作台中的位置。
图2选择夹具 4)选择刀具 选刀具基准→刀库装备→Equipment→选择刀具菜单,打开旋转刀塔对话框,然后分别选取对应刀具号的刀具类型与刀具型号。在旋转刀塔中可安装16把刀(图3),每把刀都有其指定的刀具代码,由于各把刀具的结构尺寸不同,刀具选定后必须对刀具进行补偿,按菜单中的Valid offsets 按钮,即对所选各把刀具完成了刀具补偿。 图3 铣床旋转刀塔 5)设置工件坐标系原点 按基准重合的原则设定工件坐标系,一般以刀具代码T01的刀具作为基准刀,通过基准刀的
对刀操作设定工件坐标系原点,对于对称工件,把位于工件的对称中心作为X轴和Y轴的原点;对于非对称工件,把位于工件左边与工件前面的交点作为X轴和Y轴的原点,Z轴的原点一般设在工件的上表面位置上。本例题以零件图的左、右中心线与前、后中心线的交点作为工件坐标系X轴与Y轴的原点。设定工件坐标系原点后,选设置基准菜单,基准记录会显示在G54程序段中,其中地址符X289.029、Y134.305、Z89分别表示工件坐标系原点在机床坐标系中的坐标值(图4)。 设置工件坐标系原点的具体方法,选刀具更换菜单,调用一号刀为基准刀,通过键盘按钮操作,置刀尖位置于工件坐标系的原点,然后分别置X、Y、Z坐标值为零,即设定了工件坐标系的原点。 键盘中方向鍵的功能: 向右方向键→,刀具向X轴正方向移动; 向左方向键←,刀具向X轴负方向移动; 向上方向键↑,刀具向Z轴正方向移动; 向下方向键↓,刀具向Z轴负方向移动; Page Up键,刀具向Y轴正方向移动; End键,刀具向Y轴负方向移动。 图4 设置工件坐标系原点 完成输入坯料参数、查询材料型号、选择夹具型号、选择刀具型号和设置工件坐标系原点后,返回编辑主菜单,建立工艺表格文件,储存工艺参数。 选安装表格→建立菜单,打开建立文件对话框(图5),输入文件名,按保存按钮,建成工艺表格文件,以后编写的加工程序也储存工艺表格文件之中。 选程序编辑→Select program菜单,打开程序选择对话框,输入工艺表格文件名,在打开的工艺表格文件中存储了已选用的数控系统、工件坯料尺寸、工件材料型号、夹具型号、刀具型号和设定的工件坐标系参数,接着在工艺表格文件中编写加工程序。
1.Ansoft和Simplore联合仿真时,如果Ansoft中的模型类型是Transient,则必 须勾选Maxwell 2D -> Design Settings -> Advanced Product Coupling菜单中的Enable transient-transient link with Sim,否则在检查时会产生Cannot find the matching inductor in the imported file 这个错误。 2.Ansoft和Simplore联合仿真时,Simplore软件控制着仿真步长,也控制着 Ansoft模型的旋转速度(或者称线速度)。 3.Ansoft和Simplore联合仿真的必要前提: 1)Ansoft模型必须可以求解(即可以进行运算)。 2)Ansoft模型必须含有机械运动(原文: must have mechanical motion) 3)Ansoft模型必须至少含有一个外部类型(external类型)的绕组。 4)Ansoft模型名不能含有非法字符(如空格) 5)建议:在与Simplore联合仿真之前,最好保证Ansoft模型可以单独进行 运算(即可以Solve without external windings) 4.Ansoft和Simplore联合仿真时,Ansoft软件内部设定的开始和停止时间会发 生变化(即由Simplore控制) 5.Ansoft的仿真停止时间必须大于或等于Simplore的仿真停止时间。 6.Ansoft和Simplore联合仿真,Ansoft模型必须含有:几何图形,运动的Band (moving band),材料,边界条件,external 类型的绕组,剖分。
毕业设计(论文)开题报告 学生姓名:李赢学号: 1015070124 专业:机械设计制造及其自动化 设计(论文)题目:数控铣削加工过程仿真 指导教师:张学军 2014 年3月28 日
开题报告填写要求 1.开题报告(含“文献综述”)作为毕业设计(论文)答辩委员会对学生答辩资格审查的依据材料之一。此报告应在指导教师指导下,由学生在毕业设计(论文)工作前期内完成,经指导教师签署意见及所在系审查后生效; 2.开题报告内容必须用黑墨水笔工整书写或按教务处统一设计的电子文档标准格式打印,禁止打印在其它纸上后剪贴,完成后应及时交给指导教师签署意见; 3.“文献综述”应按论文的格式成文,并直接书写(或打印)在本开题报告第一栏目内,学生写文献综述的参考文献应不少于10篇(不包括辞典、手册); 4.有关年月日等日期的填写,应当按照国标GB/T 7408—94《数据元和交换格式、信息交换、日期和时间表示法》规定的要求,一律用阿拉伯数字书写。如“2002年4月26日”或“2002-04-26”。
毕业设计(论文)开题报告
二、国内外发展现状 虚拟加工过程仿真系统是虚拟制造的底层关键技术,包括几何仿真系统和物理仿真系统两大部分。几何仿真系统是将数控机床、刀具、工件和夹具组成的工艺系统当作一个刚性系统,不考虑系统的各种物理因素而建立的仿真系统,解决对加工过程直观的动态图形描述和精度检验。目前在几何仿真系统方面的研究出现了Pro/E、UG、MasterCAM等商业软件。 Pro/E是美国PTC公司开发的,采用面向对象的统一数据库和全参数化造型技术,其工业设计方案可直接读取内部的零件和装配文件。提供刀具加工路径控制和工路径的创建,支持高速加工和多轴加工,并带有多种图形文件接口。UG/CAM是将数控虚拟加工仿真模块连接起来,从车削到复杂曲面的铣削,为用户提供了一个方便实用的仿真环境.在刀具移动过程中,用户既可基于图形编辑刀具路径,对其进行扩展、缩短或修改,同时还可定制出自己的菜单和对话框。MasterCAM是美国CNC公司产品,功能主要包括二维绘图、曲线、曲面加工、曲面设汁、点位加工、二轴到五轴铣削加工、数控车削、二轴到四轴的线切割、火焰切割和激光切割。其数控加工功能提供多种走刀方法,对加工路径的选择、干涉检查、加工时的进退刀方式、多曲面加工、粗精加工、刀具管理、毛坯材料管理、走刀模拟、测量等方面具有很强的功能。 在国内,几何仿真的研究成果典型的有CAXA是北京航空航天大学开发的CAD/CAM系列软件,功能与国外的CAD/CAM软件相似,是针对数控车床、数控线切割等机床开发的CAD/CAM软件,并且其三维CAD软件是目前国内CAD市场上性能价格比最高的三维零件设计软件.其他一些专门的数控虚拟加工仿真软件有:南京数控培训中心和上海天傲科技有限公司合作开发的TNS-Vvr2.0数控仿真系统;南京宇航自动化技术研究所开发的数控仿真软件;上海宇龙软件工程有限公司开发的数控仿真软件和由广州红地技术有限公司开发的V-CNC数控虚拟加工仿真教学软件等。这些仿真软件可以让用户交互式仿真数控机床的操作,具有与真实机床运动完全相同的二维或三维的加工仿真功能,可在计算机上对加工中的机床、刀具的切削运动以及工件余量去除过程获得真实感的动态显示,并进行过切与欠切检验以及机床、夹具与刀具的碰撞检验,在计算机上实现快捷有效的零件程序检验。其中,有些仿真软件还可进行简单的切削负荷和速度优化检验。 而物理仿真系统则是考虑整个工艺系统的动态特性对实际切削过程影响而建立
收稿日期:2006-07-08;修订日期:2006-10-18 作者简介:黄雄(1982-),男,湖南祁阳人,硕士研究生,主要研究方向:虚拟数控加工; 吴志超(1970-),男,湖北武汉人,副教授,博士 ,主要研究方向:CAD 、CA M 、CAPP 、虚拟数控加工; 叶升平(1957-),男,湖北武汉人,教授,主要研究方向:消失模铸造技术. 文章编号:1001-9081(2007)S1-0087-02 三轴数控铣削加工仿真系统的研究与实现 黄 雄,吴志超,叶升平 (华中科技大学模具技术国家重点实验室,湖北武汉430074) (huangx iong0304@to m.co m ) 摘 要:针对采用传统方法来验证数控加工代码的不足,对数控铣削加工仿真进行了研究。重点论述了三轴数控铣削加工的刀具轨迹仿真技术,并提出了一种基于STL 模型的普通立铣刀和球头铣刀加工过程的干涉检测算法;并在此基础上利用VC++6.0与OpenGL 图形系统开发了三轴数控铣削加工仿真系统。试验结果表明该系统具有良好的实用性。 关键词:数控;铣削加工;仿真;干涉中图分类号:TP391.73 文献标识码:A 在数控加工之前验证加工代码的正确性,是数控加工过程中一个非常重要的环节。传统方法既费时又增加成本,而 通过计算机软件可在虚拟环境下进行零件的加工模拟,则具有传统方法无可比拟的优势。因此,开发数控加工仿真系统是很有意义和实用价值的。本文所开发的仿真系统主要包括数控加工的刀轨仿真和干涉检测两方面。刀轨仿真可以直观、快速地反映数控机床加工过程,而干涉检测可以防止刀具与工件之间发生干涉,这样可以在正式加工前发现加工代码中存在的错误并予以纠正,从而使在不需要真实加工环境下评价数控加工过程成为可能。 1 三轴数控铣削加工仿真系统的结构框架 O penGL 是目前比较完善的3D 图形标准,且独立于硬件平台。因此,本文采用VC++6.0与Open GL 作为开发工具来实现三轴数控铣削加工的仿真系统。根据三轴数控铣床加工的特点,该系统软件的主要功能模块包括数据预处理,仿真计算和仿真结果输出三部分。 2 三轴数控铣削加工仿真系统的主要功能模块 2.1 数据预处理 此模块主要用来实现NC 文件的数据读入。数控加工刀轨仿真的关键就是从NC 文件中读取三轴联动加工信息。这些加工信息主要包括G 功能代码和尺寸字。本文根据三轴联动的实际特性,只对以下三组常用代码作相应的处理:G 00~GO 2;G 17~G19;G 90,G 91。系统在读入NC 文件之后,需将NC 文件数据转化为仿真所需的坐标点,并存储到链表中[1]。链表结构如下: t yp edef str u ct pos iti on {double x ,y ,z ;struct pos i ti on *next ;}pos L ist ; pos List*h eader ,*rear ,*p ,*error_pos ; 根据坐标值前的G 代码不同作出相应的处理:若为直线加工指令(GO 1),直接将端点坐标值添加到链表当中;若为圆弧加工指令(GO 2,GO 3),则以进给量当(即插补步长)f 为步长,用直线插补来近似圆弧,并将所有直线段的端点坐标值添加到链表当中。 限于篇幅,本文仅对在X Y 平面内的顺时针方向的圆弧插补进行详细阐述。假设圆弧AB 对应的半经为r ,点O 为圆心, 插补步长为f =F r ,由于圆弧为顺时针方向,因而,设其起始 角为th 0,终止角为t h 1(如图1所示)。 图1 直线插补圆弧示意图 其中,起始点A,终止点B 的坐标分别为(x 0,y 0,z 0),(x 1,y 1,z 1)。通过th 0与f 可以依次计算出插补点C 的角度值t h 0c ,其坐标为(cx +r *cos (th 0c ),cy +r *sin (th 0c ))。当首次出现th 0c
三相鼠笼式异步电动机的协同仿真模型实验分析 本文所采用的电机是参照《Ansoft 12在工程电磁场中的应用》一书所给的使用RMxprt输入机械参数所生成的三相鼠笼式异步电动机,并且由RMxprt的电机模型直接导出2D模型。由于个人需要,对电机的参数有一定的修改,但是使用Y160M--4的电机并不影响联合仿真的过程与结果。 1.1 Maxwell与Simplorer联合仿真的设置 1.1.1Maxwell端的设置 在Maxwell 2D模型中进行一下几步设置: 第一步,设置Maxwell和Simplorer端口连接功能。右键单击Model项,选择Set Symmetry Multiplier项,如图1.1所示,单击后弹出图1.2的对话框。 图1.1 查找过程示意图
图1.2 设计设置对话框 在对话框中,选择Advanced Product Coupling项,勾选其下的Enable tr-tr link with Sim 。至此,完成第一步操作。 第二步,2D模型的激励源设置。单击Excitation项的加号,显示Phase A、Phase B、Phase C各项。双击Phase A项,弹出如图1.3所示的对话框。 图1.3 A相激励源设置 在上图的对话框中,将激励源的Type项设置为External,并勾选其后的Strander,并且设置初始电流Initial Current项为0。Number of parallel branch项按照电机的设置要求,其值为1。参数设置完成后,点击确定退出。 需要说明的一点是,建议在设置Maxwell与Simplorer连接功能即第一步之前,记录电压激励源下的电阻和电感。事实上,这里的电组和电感就是Maxwell 2D计算出的电机的定子电阻与定子电感。这两个数据在外电路的连接中会使用到,在后面会详细说明。 至此,Maxwell端的设置完毕。 1.1.2 Simplorer端的设置 Simplorer端的设置,主要是对电机外电路的设置,具体的电路会在空载实验和额定负载实验中详细给出,这里不再赘述。
产品需求及技术规范 一、建设目标: 项目建成后,为数控技术专业提供现代化数控技术类专业的学习平台、学生学习数控机床操作的实训仿真平台和考核平台,建成后将达到以下应用目标: 1、建立数控技术专业教学仿真实训软件平台,该平台能完成数控机床仿真实训操作; 2、建设一个资源丰富的专业教学学习平台; 3、建设一个能完成学生课程考核系统平台; 4、建设一个能管理学生教学过程的管理平台。 二、项目组成 项目主要包括三个部分:数控技术专业教学仿真实训软件平台建设、数控机床仿真终端设备开发集成系统、仿真平台教学资源开发。 (一)数控技术专业仿真实训软件平台建设 系统平台建设主要包括:实训系统开发和考核系统开发等。 (二)数控机床仿真终端设备开发集成 数控机床仿真终端设备主要包括:基于安卓系统的平板触摸式仿真数控机床终端操作面板的开发。 (三)仿真平台教学资源开发 开发基于工作过程的课程教材,适用于虚拟仿真平台的教学使用;开发基于网页的教学学习资源。 三、系统功能需求说明 (一)数控技术专业仿真实训软件平台包括5部分:工厂及车间虚拟场景系统、数控机床虚拟仿真系统、教学考核系统、积分管理系统、管理功能。各子系统的主要功能如下: (1)工厂及车间虚拟场景系统 能提供工厂厂区平面图; 能在制作的工厂环境中漫游; 工厂由若干个车间组成,每个车间大小可以定制; 能在制作的车间环境中漫游,能在车间虚拟环境中完成着装、领取工具、刀
具、量具等职业行为动作。 漫游中提供多个人物角色,分男和女,各种人物角色有不同形象。 车间环境是小组团队实训学习的虚拟实训环境,在该环境中,有完整清晰的标示线,指明各个区域的作用,并在各个区域中完成相关职业活动学习任务、实训任务和实际的工作任务; 车间虚拟环境中能在规定区域中由教师或者学生自由摆放数控机床、钻床等设备和工具车、材料车等辅助设备; 车间虚拟环境提供的设备种类包括:数控车床、数控铣床(3轴);提供是辅助设备包括:工具车、材料车、钳工台。 提供进入其他模块的入口功能。 (2)数控机床虚拟仿真系统 能完成以下系统的仿真操作功能: a、加工中心:华中22m、法那科oi MD b、数控车床:华中世纪星、广数系统; 能完成刀具选择,毛坯选择和装夹功能; 能完成程序仿真; 能完成零件的仿真加工; 能完成加工产品的测量; 能完成加工产品测量数据的填写,并能发回服务器提供给老师,并能通过系统进行自动评分; 能独立完成数控车床、数控铣床学习任务; 能采用团队合作的方式完成数控车铣复合学习任务; 提供任务导向的教学工作任务; (3)教学考核系统 能提供理论考核和实训考核; 能提供理论试题录入功能; 能提供实训任务录入功能,并提供工艺表书写功能; 能自动组卷,并通过网络的方式传递到每个学生界面; 能自动阅卷和手工阅卷模式; 能自动将成绩录入;
一种典型零件的数控铣削仿真加工 论文关键词:机床数控铣削三维仿真虚拟现实论文摘要:介绍了一种典型零件的数控铣削仿真加工,采用CAXA软件生成NC代码,利用CAXA软件的CAM功能进行数控仿真,然后加载到VNUC仿真软件的计算机模拟机床里,模拟真实机床运动,最后通过数据线将G代码传输到实际机床,形成“虚拟+现实”的仿真模式。这种模式弥补了CAD/CAM软件数控仿真的种种不足,将虚拟的机床运动与实际的数控操作融为一体,可使用户既掌握数控铣削加工的基本原理,又掌握数控系统操作的基本技能。 现代机械制造所需要的大量数控技术人才主要来自相关专业的大中专院校及培训机构。为满足实践性教学培训的需求,需要建立专门的机加工实训基地投人大量的数控设备及场地,其成本非常高昂;并且学生在操作初学阶段,非常容易发生刀具与工件、夹具、机床的干涉和碰撞现象,既造成了易耗品的浪费,又使实训教师劳动强度加大,造成人力的浪费。因此,某职业技术学院对数控初学阶段的学生首先安排在数控仿真室进行学习,然后再采用虚拟现实(Virtual Reality,vn)技术实行课堂、实习指导一体化化教学。VR 技术主要利用计算机对机械制造的作业环境、过程进行完全可视化模拟,评价各个焦点对象(机床、待加工件、刀具等)的运动;然后通过数据线 将G代码传输到实际机床,使传统的VR技术与现实场景结合起来,形成+现实”的模式。 “虚拟+现实”示意图。作者仅从计算机虚拟动画技术来模拟实际的铣削加工。 1 典型零件结构和CAXA软件数控仿真加工 1.1 典型零件结构 120mm,宽度为100mm,厚度为20mm,除了需要加工上面的成型面外,还要加工两个深孔,采用的毛坯材料为45钢。 1.2 零件的数控模拟仿真 数控机床通过零件程序对其加工过程进行控制零件程序的正确与否直接决定加工质量和效率的高低,而且不正确的加工程序还会导致生产事故。零件程序的检验方法有几种。方法之一是在正式加工前让机床空运行,空运行只能对机床运动是否正确即有无干涉碰撞作粗略的估计;而若用实物试切的方法,则可对加工过程是否正常及加工结果是否满足要求作出较准确的判断。但试切是一项费时且昂贵的工作,其效率很低而且需要增加生产成本,此外试切过程的安全性也得不到保障。在计算机上利用三维图形技术对数控加工过程进行模拟仿真,可以快速、安全和有效地对NC程序迅速进行修改,免除反复试切过程,降低材料消耗和生产成本,提高工作效率。因此,数控加工过程中的计算机仿真是NC程序高效、安全和有效的检验方法。 1.2.1 CAM软件生成刀具轨迹,输出NC程序代码
数控加工仿真实验指导书
数控编程仿真实验要求 一、实验目的 “数控机床加工程序编制”(简称数控编程)课程,是机械和机电等各类专业本、专科教学计划中开设的一门应用性和实践性很强的专业课程。学好本课程,不仅要掌握数控编程的基本理论知识和编程方法,更重要的是要通过一定的实践教学,在实践教学中运用所掌握的机械加工工艺知识、数控编程的理论知识、数控编程的方法编制零件加工程序,并完成对零件的数控加工。采用仿真软件在计算机上进行模拟加工,是完成这一实践教学的有效手段。因此,在各专业本、专科“数控编程”课程的教学计划中均设有“仿真实验”这一实践教学环节。其实验的目的是: 1. 熟悉并学会运用计算机仿真技术,模拟数控车床、数控铣床完成零件加工的全过程; 2. 为后续的“数控编程实训”,实地操作数控机床进行数控加工,积累和打下操作技能训练的基础。 二、实验要求 1. 熟悉并掌握FANUC 0i系统仿真软件面板操作过程; 2. 按给定车削零件图样,编制加工程序,在计算机上运用仿真软件,进行模拟加工; 3. 按给定铣削零件图样,编制加工程序,在计算机上运用仿真软件,进行模拟加工; 4. 按实验内容,编写实验报告。 三、课时安排 四、实验报告编程内容 1. 简要叙述FANUC 0i系统仿真软件面板操作过程; 2. 按给定零件图样,编制的车削加工程序; 3. 按给定零件图样,编制的铣削加工程序。 五、指导书及联系题: 1. 数控加工仿真FANUC 0i系统面板操作简介 2. 仿真加工零件图样 2010年9月修订
宇龙数控加工仿真系统实验指导书 主要内容 ?基于FANUC 0i数控加工仿真系统的基本操作方法 ?基于FANUC 0i数控车床的仿真加工操作 ?基于FANUC 0i数控铣床的仿真加工操作 ? FANUC 0i数控加工仿真实验 1 宇龙数控加工仿真系统基本操作方法 1.1 界面及菜单介绍 1.1.1 进入数控加工仿真系统 进入宇龙数控加工仿真系统3.7版要分2步启动,首先启动加密锁管理程序,然后启动数控加工仿真系统,过程如下: 鼠标左键点击“开始”按钮,找到“程序”文件夹中弹出的“数控加工仿真系统”应用程序文件夹,在接着弹出的下级子目录中,点击“加密锁管理程序”,如图1.1(a)所示。 (a) 启动加密锁管理程序(b) 启动数控加工仿真系统(c) 数控加工仿真系统登录界面 图1.1 启动宇龙数控加工仿真系统3.7版 加密锁程序启动后,屏幕右下方工具栏中出现的图表,此时重复上面的步骤,在二级子目录中点击数控加工仿真系统,如图1.1(b)所示,系统弹出“用户登录”界面,如图1.1(c)所示。 点击“快速登录”按钮或输入用户名和密码,再点击“登录”按钮,即可进入数控加工仿真系统。 1.1.2 机床台面菜单操作 用户登录后的界面,如图1.2所示。图示为FANUC 0i车床系统仿真界面,由四大部分构成,分别为:系统菜单或图标、LCD/MDI面板、机床操作面板、仿真加工工作区。 1 选择机床类型
数控铣削加工工艺设计及加工仿真 题目数控铣削加工工艺设计及加工仿真 学院专业机械设计制造及其自动化年级 2009 级学号姓名指导 教师成绩 2013年 5 月 7 日 目录 摘 要 .................................................................... 1 关键 词 (1) Abstract ................................................................ 1 Key words (1) 1工艺方案的分析 ........................................................ 2 1.1零件图 .......................................................... 2 1.2零件图分析 ...................................................... 3 1.3加工方法 ........................................................ 3
1.4加工方案 ........................................................ 3 2工件的装 夹 (3) 2.1 定位基准 ........................................................ 3 2.2装夹方式的选择 .................................................. 3 3刀具及切削用 量 (3) 3.1选择数控刀具的原则 .............................................. 3 3.2选择数控铣削刀具 ................................................ 4 3.3切削用量 ........................................................ 4 4数控程序的编 制 (5) 4.1 Mastercam软件编程简介 .......................................... 5 4.2建立坐标系 ...................................................... 6 4.3Mastercam编程截图 ............................................... 6 4.4Mastercam编程程序 ............................................... 9 5数控加工程序的仿 真 (14)
太原科技大学数控技术课程设计 学院:机械工程学院 专业:机械电子工程 班级:机电091201班 姓名:崔世君 学号:200912010103 指导教师:贾育秦 时间:2013年1月15号
数控技术课程设计任务书 一、课程设计题目: 设计轴类零件数控加工工艺规程及数控技术仿真 二、课程设计目的: 通过数控加工工艺课程设计,掌握零件的数控加工工艺的编制及加工方法。 三、课程设计内容: 1.毛坯图一张 2.零件图一张 3.机械加工工艺过程卡一张 4.机械加工工序卡四张 5.仿真结果图一张 6.设计说明书一份 班级:机电091201 学生:崔世君 学号:200912010103 指导教师:贾育秦宋建军 教研室主任:贾育秦
目录 一、前言第3页 二、零件图的工艺分析第3页 1.加工内容第4页 2.毛坯的选择第4页 3.定位基准的确定第4页 4.加工顺序的确定第4页 5.加工工序、工步的确定第5页 三、机床的选择第6页 四、刀具的选择第6页 五、夹具的选择第7页 六、量具的选择第7页 七、切削用量的确定第7页 八、机械加工时间的计算第8页 九、编写数控部分程序第9页 十、数控仿真及其结果第10页十一、总结第13页十二、参考文献第14页
一、前言 制造技术和装备是人类生产活动的最基本的生产资料,而数控技术又是当今先进制造技术和装备最核心的技术。当今世界各国制造业广泛采用数控技术,以提高制造能力,提高对动态多变市场的适应能力和竞争力。大力发展以数控技术为核心的先进制造技术已成为世界各发达国家加速经济发展、提高综合国力和国家地位的重要途径。 数控技术是制造业实现自动化、集成化的基础,是提高产品质量,提高劳动生产率不可少的物资手段。数控技术的广泛应用给传统制造业的生产方式、产品结构带来了深刻的变化。也给传统的机械、机电专业的人才带来新的机遇和挑战。 随着我国综合国力的进一步加强。我国经济全面与国际接轨,并逐步成为全球制造中心。现如今,我国企业广泛应用现代化数控技术参与国际竞争。这就体现了学好数控技术的重要性。 这次课程设计让我们更好的熟悉数控车床、确定加工工艺、学会分析零件、学会简单的程序编程以及数控仿真,为走上工作岗位打下坚实的基础。 二、零件图的工艺分析
T1T2T3T4
Co-simulation with Maxwell Technical Background The co-simulation is the most accurate way of coupling the drive and the motor model. The advantage of this method is the high accuraty, having the real inverter currents as source in Maxwell and the back emf of the motor on the inverter currents as source in Maxwell, and the back-emf of the motor on the inverter side. The transient-transient link enables the use to pass data between Simplorer and Maxwell during the simulation: Maxwell2D and Maxwell3D can be used Simplorer and Maxwell will run altogether Simplorer is the Master, Maxwell is the slave At a given time step, the Winding currents and the Rotor angle are passed from Simplorer to Maxwell, the Back EMF and the Torque are passed from Maxwell to Simplorer The complexity of the drive system and of the mechanical system is not The complexity of the drive system and of the mechanical system is not limited Insights on the coupling Method The Simplorer time steps and the Maxwell time steps don’t have to be the same. Usually, Simplorer requires much more time steps than Maxwell. Assume the current simulation time is t Simplorer, based on the previous time steps, gives a forward meeting time t1to Maxwell where both simulators will exchange data. Between t0and t1, both code run by themselves. At t 1, both codes exchange data. If during the t0-t1period, some event appears on Simplorer side (state graph transition, large change of the pp p(g p,g g dynamic of the circuit), Simplorer will roll back to t0and set a new forward meeting time t1’, t1’< t1.
, FANUC OiM为铣床。是铣床加工中心。 右下方面板, 一、基础设置: 1、机床开关,程序保护,1行5 (第一行第5个按钮)归零, 点X轴归零,Y轴归零,Z 轴归零,右上面板出现 显示模式-床身显示模式,切换三种模式。 2、更换刀架类型:最上面的命令栏:机床操作,机床参数,。 3、机床操作,刀具管理,或左边命令栏的图标,选中编号001,添加到刀盘,1号刀位。 MDI手动输入方式(1行3),点右上角操作面板的程序,左边界面窗口,点MDI下面的按键, ,输入M06T01;,(记得点EOB键,最后加分号“;”), 插入,注意:接着把光标移动到程序的开头,不然会出现无法换刀。再回到右下面板,
循环启动(5行2)。装刀完毕, 工件操作-工件放置,调节工件在托架的位置。 工件操作-工件装夹-平口钳装夹,加紧上下调整,使工件突出平口钳。 二、开始对刀 1、 MDI手动输入方式(1行3),点右上角操作面板的程序,左边界面窗口,点MDI下面的按键,,输入MO3S500,(M03为 主轴正转,转速S为500r/min),回车换行,得到, 插入。(点,可选择上下指令。输错编程字母就取消,删除,替换,选择 上下字母)。回到右下面板。循环启动(5行2) 2、点击上方第二栏,XZ平面视图。JOG手动进给(1行6),点,使工件的 中点大概对正刀具的中心。如果觉得速度太慢,可点快速进给。点,把刀往下走。调整X、Y和Z方向(注意不要漏了Y方向,如果显示刀已切入工件,但没出现铁屑,则检查 Y方向)。微调时用(1行8)手轮进给,再点击机床界面左上角,,打开手轮界 面,方向指向Z,倍率为X100。直到轻轻碰到工件的左侧面。。
辽宁工程技术大学《数控技术》综合训练二班级:机自14-2 学号: 姓名:张钦雷 指导教师:王洁 完成日期: 2017-04-20
任务书 一、设计原始资料 由教师指定。 二、设计任务 (1)对教师给定的装配体或零件进行设计,内容包括:二维图绘制和三维建模,建模软件可根据自己熟练程度选择。 (2)对零件进行结构分析,学生自行选择分析软件。 (3)针对某工步进行虚拟仿真制造,生成程序代码。 三、设计成果 (1)零件图(A4或A3)1张 (2)三维模型及仿真过程1份 (3)数控程序代码1份 (4)说明书(2000-5000字)1份 四、成绩评定 指导教师:王洁 日期: 摘要 本次研究的目的是加深对于二维,三维软件的应用,学习用数控仿真进行模拟加工。利用二维软件对零件进行结构和使用要求的分析。利用三维软件对零件尺寸进行建模。再通过CAM对零件进行加工轨迹,刀具参数,程序代码生
成等相关参数设定。进而生成仿真动画,立体直观的了解零件仿真的全过程。最后完成对零件仿真的整个过程。 关键词:二维软件,三维软件,建模,CAM,仿真 Abstract The purpose of this research is to deepen for 2 d, 3 d software applications, learning to use numerical simulation to simulate machining. Using two-dimensional software components for the analysis of the structure and the use requirement. Parts size to make use of 3 d software modeling. Travel through the CAM track of parts processing, cutting tool parameters, application code generation and related parameters setting. , in turn, generate simulation animation, three-dimensional visual simulation during the process of understanding of parts. Finally complete the whole process of simulation of parts. Keywords: 2 d software, 3 d software, modeling, CAM, simulation 目录 1.工件二维图形的绘制 (5) 1.1绘制二维图的软件 caxa (5) 1.2工件的平面图及零件加工工艺分析 (5) 2.工件的三维建模 (6) 2.1三维软件的介绍Inventor (6) 2.2工件的三维建模过程 (6) (7) (7) 3.工件的仿真 (11) 3.1仿真所用的软件 CAM (11) 3.2仿真过程及参数的确定 (12)
(数控加工)宇龙数控加工仿真系统实验指导书
数控加工仿真实验指导书(适用本、专科各专业)
数控编程仿真实验要求 壹、实验目的 “数控机床加工程序编制”(简称数控编程)课程,是机械和机电等各类专业本、专科教学计划中开设的壹门应用性和实践性很强的专业课程。学好本课程,不仅要掌握数控编程的基本理论知识和编程方法,更重要的是要通过壹定的实践教学,在实践教学中运用所掌握的机械加工工艺知识、数控编程的理论知识、数控编程的方法编制零件加工程序,且完成对零件的数控加工。采用仿真软件在计算机上进行模拟加工,是完成这壹实践教学的有效手段。因此,在各专业本、专科“数控编程”课程的教学计划中均设有“仿真实验”这壹实践教学环节。其实验的目的是: 1.熟悉且学会运用计算机仿真技术,模拟数控车床、数控铣床完成零件加工的全过程; 2.为后续的“数控编程实训”,实地操作数控机床进行数控加工,积累和打下操作技能训练的基础。 二、实验要求 1.熟悉且掌握FANUC0i系统仿真软件面板操作过程; 2.按给定车削零件图样,编制加工程序,在计算机上运用仿真软件,进行模拟加工; 3.按给定铣削零件图样,编制加工程序,在计算机上运用仿真软件,进行模拟加工; 4.按实验内容,编写实验报告。
三、课时安排 注:表中课时带括号者,指实验学时可调整 四、实验报告编程内容 1.简要叙述FANUC0i系统仿真软件面板操作过程; 2.按给定零件图样,编制的车削加工程序; 3.按给定零件图样,编制的铣削加工程序。 五、指导书及联系题: 1.数控加工仿真FANUC0i系统面板操作简介 2.仿真加工零件图样 2010年9月修订 宇龙数控加工仿真系统实验指导书主要内容
Third Wave Systems发布金属切削仿真软件AdvantEdge FEM 5.5 2010-3-13 9:18:21 来源:阅读:62次我要收藏 Third Wave Systems公司于2010年3月初隆重推出金属切削有限元仿真AdvantEdge FEM 5.5 版本。AdvantEdge FEM 5.5版本, 重点改进已有功能,根据自身多年切削仿真的经验及用户的使用经验,改进算法,增强仿真精确性。改进刀具涂层仿真、稳态热分析、瞬态热分析、丰 富了金刚石刀具材料、提高3D网格划分速度及求解速度。 具体改进如下: 进一步改进有限元算法,提高仿真结果精确性,如温度、切削力, 切屑形状结果;也改进了影响仿真结果的涂层仿真、瞬态热计算。 进一步改进网格划分算法。提升网格划分速度,以实现快速精确获得仿真结果;此外增加了网格重划逻辑判断以节省仿真时间。 后处理功能增强。多方案结果比较功能增强。 5.5版本、5.4版本刀具涂层仿真比较金刚石刀具仿真结果 Third Wave Systems公司及AdvantEdge FEM软件简介: 成立于1993年的美国Third Wave Systems公司,其主要业务是开发和销售金属切削有限元仿真软件AdvantEdge FEM及工艺NC代码优化软件Production Module。 AdvantEdge FEM是一款CAE软件,用于优化金属切削工艺。这款分析软件适用于提高零件质量,增加材料去除率,延长刀具寿命等等。利用AdvantEdge FEM 可以减少试切次数,通过方案比较获得优化的切削参数及刀具选择。 AdvantEdge FEM可以分析的工艺:车削、铣削(含插铣、玉米铣)、钻孔、攻丝、镗孔、环槽、锯削、拉削;进给在10纳米以上1微米以下的微切削目前只支持2D车削仿真。 材料库:软件材料库有130多种工件材料(铝合金、不锈钢、钢、镍合金、钛合金及铸铁);刀具材料库Carbide系列、立方碳化硼、金刚石、陶瓷及高速刚系列;涂层材料有TiN、TiC、Al203、TiAIN;支持用户自定义材料及自定义本购方程。 磨损仿真:车削刀具及环槽刀具磨损仿真。 残余应力仿真:车削、3D铣削残余应力仿真。 后处理:丰富的后处理功能,用曲线、云图及动画显示仿真结果,可以得到切削力、温度、应力、应变率及加工功率等结果。
虚拟数控铣削加工系统的研究 摘要: 虚拟数控铣削加工系统是为了对数控机床实验教学进行深入研究,在虚拟 制造技术和数控加工方面进行探究的前提下,通过VC+程序语言开发的系统。虚 拟系统与真实数控铣床有着相似的虚拟控制面板和数控机床床身,可以在加工时 对过程进行干预和核查,不仅如此,这个系统能够指出NC代码中的问题,这样 就能够降低核查时对资源和器材设备的消耗,同时也能够进一步对数控设备的使 用率进行提升。 关键词: 虚拟数控铣削加工系统; 虚拟系统; 制造 引言: 数控加工技术作为制造机械的必要技术,在机械领域的到了越来越多的使用,数控机床作为实行技术的必需设备重要性也越来越高。但在数控加工过程中,相 关的代码容易受到各类因素的影响而出现问题,因此对代码进行核查是必不可少 的一个步骤。仿真加工过程对代码进行核查可以确保代码的准确率,同时也能够 有效避免各类工具之间的摩擦与相互影响。虚拟制造要求对加工环境的模型进行 创建,包括工作台、虚拟机床等工具设备,这样才能够对加工环境进行全面仿真。 1虚拟数控铣削加工系统的构造 数控铣削加工系统的建立离不开模块化的建立原理 , 几个模块通常分为:机 床的几何模块、控制模块,加工过程的仿真模型、各类工件模型等。想要进行虚 拟加工就离不开虚拟数控铣削加工系统的基础构造和加工系统的几何模型[1],它 们与真实的数控铣床具有着结构的相似之处。设计机床的分类通常是基于机床的 构成、使用和各部件的衔接,进行恰当的分类后便可以通过计算机技术进行机床 几何模型的建立。 机床的床身、立柱、主工作轴等是组成几何模型的主要部分,对部件位置的 不同安排和组装能够使机床分为不同的类型,因此,虚拟机床具有高通用性和变 化性[2]。数控机床的部件、各类工具的位置与运作都与虚拟机床的操作控制有着相关的联系,这些关系可以通过向量进行整合得出。同时,数控机床零配件的运 作轨道也分为直线轨道与旋转轨道,它的运作具有相对性和阶段性,每一种运作 轨道都有相符合的机床零配件,对这些零配件的运作进行落实是与机床基本零配 件的各阶段运作相对结合的最终效果。 各类零配件在进行位置移动运作时,可以通过指针链表对运作轨迹进行实时 记录,并在记录的过程对零配件的新位置进行运算并输出,这样就能达成对机床 运作的仿真。 虚拟数控铣削加工系统中最为重要的一环就是对数控加工过程进行仿真建模 的建立,在建立模型时,通常根据仿真目标的核查要求把数控加工仿真的方式分 为几何模型仿真与物理模型仿真。几何模型仿真通常是对刀具的运作轨道进行核查,避免刀具出现在错误轨道上而对加工的工件进行摩擦或干扰,与此同时,几 何模型仿真几乎不对切割数据、切割能力造成的影响进行核查。物理模型仿真则 与此相反,它对切割数据、切割能力、受热变形程度等造成的影响都要进行核查[3]。这两类仿真模型能够在仿真加工时提供核查方式和运作方式提供多角度的帮 助下,例如通过多个角度对刀具面进行放大缩小、位置旋转的核查,这样就能够 对仿真加工过程进开始、打断、变速、停止等运作控制。仿真加工流程结束后, 仿真系统会在后台上传仿真结果数据,这些数据会提供仿真工程中模型工件的各 类信息,例如是否摩擦、干预等,这样就能够给仿真系统的使用者提供全面的信