
《NBA 2K16》杂牌?柄设置?法
今天?编给?家带来的是?位玩家分享的《N B A2K16》杂牌?柄设置?法,不知道杂牌?柄怎么玩的玩家,快跟?编?起来看看吧!
补丁下载:点击进?
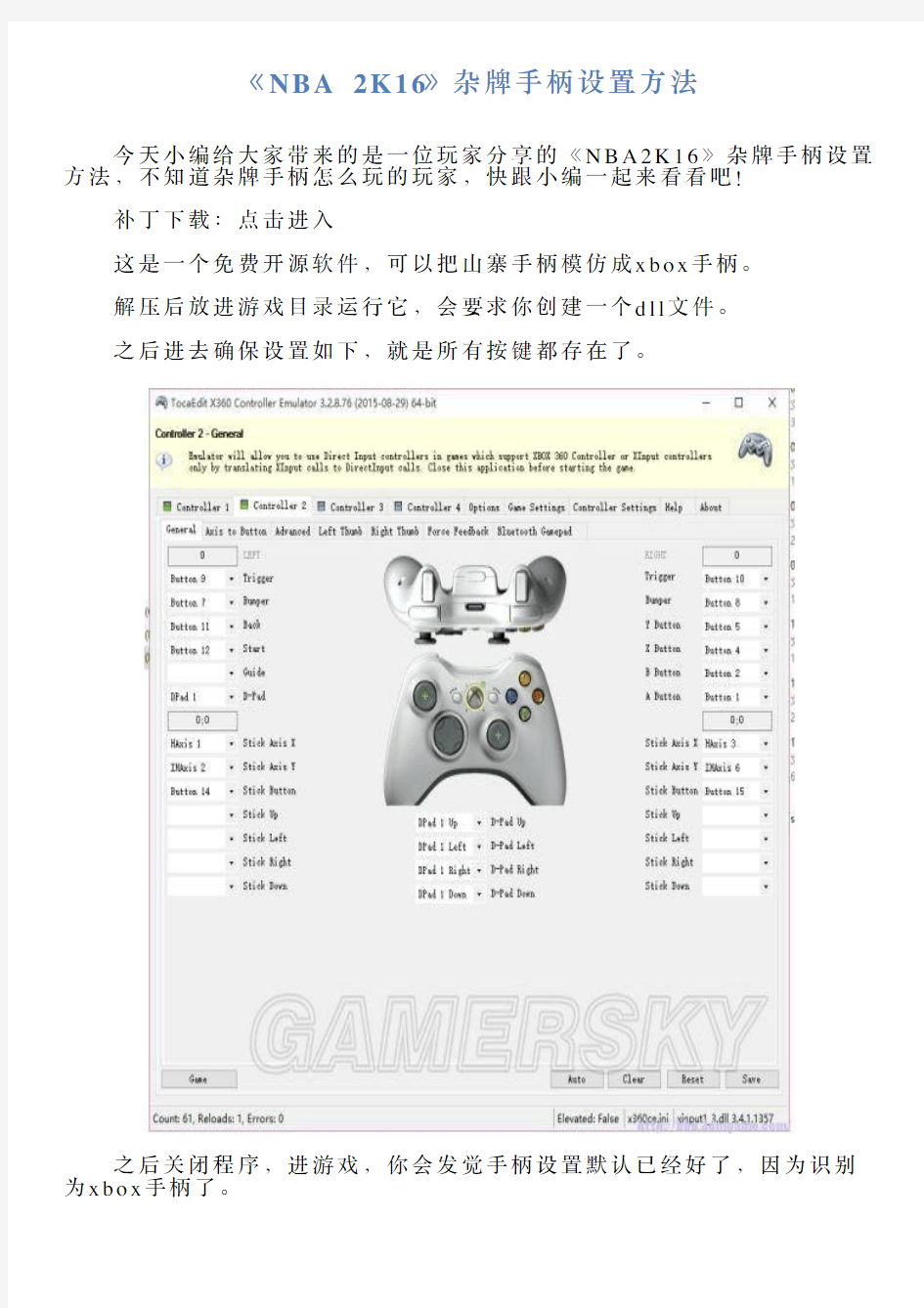
这是?个免费开源软件,可以把?寨?柄模仿成x b o x?柄。
解压后放进游戏?录运?它,会要求你创建?个d l l?件。
之后进去确保设置如下,就是所有按键都存在了。
之后关闭程序,进游戏,你会发觉?柄设置默认已经好了,因为识别为x b o x?柄了。
逗游?——中国2亿游戏?户?致选择的”?站式“游戏服务平台
目录 前言 (2) 一、零件的分析 (2) (一)零件的作用 (2) (二)零件的工艺分析 (2) (三)确定生产类型 (3) 二、工艺规程设计 (3) (一) 确定毛坯的制造形式 (3) (二)基面的选择 (3) (三)制定工艺路线 (3) (四)机械加工余量、工序尺寸及毛皮尺寸的确定 (4) (五)确立切削用量及基本工时 (6) 三、夹具设计 (13) (一)问题的提出 (13) (二)夹具设计 (13) 1.定位基准选择 (13) 2. 切削力及夹紧力计算 (13) 3 . 车床夹具的装配图见附图 (13) 七、参考文献 (14)
前言 机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。 由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。 一、零件的分析 (一)零件的作用 题目所给的零件是CA6140车床的操作手柄。它位于车床变速机构中,主要起操作调节作用。 (二)零件的工艺分析 操作手柄的加工表面,分述如下: 1.以孔φ9为中心的加工表面 这一组加工表面包括:φ24的外圆,φ18的外圆,以及其上下端面,孔壁上一个M6的螺纹孔。 2.以φ12为中心的加工表面 这一组加工表面包括:φ10 的孔,螺纹孔端面。槽的内表面,φ16的孔。 这两组表面有一定的位置度要求,即φ10 的孔上下两个端面与φ12 的孔有垂直度要求。
下面是7555SP版本的默认控制设置说明: 点击Wii感应后,在‘来源’栏选‘模拟’,后点击‘按键映射’。 下面两个图是模拟器默认的‘左手摇杆’设置,这两个图的按键设置与‘经典手柄’无关。(选择了左手摇杆模式 1
后经典手柄的设置无效) 2
点击’Extension’下面的‘按键映射’可以看见下图: 下面是SP模拟器经典手柄的设置界面说明: 在‘Extension’处选择‘Classic’(经典手柄)后点击‘按键映射’出现的界面如下:(下图设置与左手摇杆无 3
关)选择了经典手柄模式后左手摇杆的设置无效(即是上面两个图的设置无效)。 以上说的是使用键盘控制时的情况(模拟器默认使用键盘)。 (补充:有部分游戏需要使用光标操作(例如《马里奥银河2》)。模拟器光标的默认设置是用滑鼠控制) 4
下面说说使用普通手柄用作wii模拟器控制时的设置方法。注意:以下所有‘PS2’手柄的图片,左摇杆和右摇杆中间的那个按键是一个独立的按键,是PS手柄的‘L3’键和‘R3’键(就是摇杆垂直向下压的那个按钮),请不 要有其它误会。 先说说使用‘映射软件’来设置的方法。对于‘映射软件’我们可以简单的理解为是一种把手柄模拟成键盘的软件,在映射程序打开时虽然实际上操作的是手柄,但是在理论上对游戏程序而言就等于是用键盘操作,所以在设置界面例如‘设备’等等可以选择键盘或手柄的地方都要选择键盘,这样才不会出现冲突。 这种方法有几个好处,例如:设置方便快捷、EX和SP通用等. 如果不知映射软件为何物的请略过这一步,直接看 下一步的《普通手柄不要映射软件的设置方法》)。 下图是‘双节棍’(左手摇杆)对应于模拟器默认设置时手柄设置的其中一种方式: (运行映射软件,把需要使用的键盘按键映射到手柄中自己认为合适的位置) 5
龙在天涯的创维彩电进入总线方法大全 三.M系列 5M01机芯: 进入:按住键控板上“音量+/-键”,再按遥控器上的“丽音键”。调试完后,按数字键“2”存储 退出:按“丽音键”即可。 5M10机芯: 进入:在遥控器的右下角(所有按键的右下角,即在环绕声键的右边或声音模式键的正下方)安装一个键,按此键即可进入。按“菜单键”时行调试菜单的切换,按“频道+/-键”进行换行,“音量+/-键”进行参数调整。 退出:“遥控关机”即可退出。 6M20机芯/6M21机芯/6M22机芯/6M23机芯: 进入:先按“万年历”键出现万年历图按后,再依次按“3、6、9”键,用“万年历”键切换菜单 退出:按“菜单”键退出。(注:后期生产的按“待机键”退出,如果后期生产的机器还按菜单键退出时,但 下次开机后又会在 工厂模式上) 四.N系列 N系列机芯进入工厂:同时按住面板上的“音量+/-键”再开机进行、场、白平衡等参数调整; 进入:同时按住面板上的“频道+/-键”再开机进行功能设置; 退出:关机即可。 3N10/3N20机芯:AN5199 存储器的重写方法:同时按住“频道+/-键”,再开机,再写入第二行数据:7775507331(第一行数据为 123456789A), 直接关机可退出。注:3N10丽音机的设置参数为11715046-- 4N10机芯: 进入与退出方法同3N10机芯,第二行数据为“11715043--”(后两位不用改动,机器进入初始化后会自 动设置)。 5N01机芯:AN5195 存储器的重写方法:同时按住“频道+/-键”,再开机,换新存储器后同时按几下“S.M”和“P.M”键,画面会有轻微变化一下(跳动或闪烁一下),表示存储器初始化完成。 第二行数据为“123635” (第一行为123456)。 5N10机芯:AN5199 操作方法同5N01机芯,第二行数据为“1177504371”。 注:5N10的丽音机的设置参数为1137504370 5N20机芯:AN5199 操作方法同5N01机芯,第二行数据为“1127504371”。 注:5N20调试需用射频PAL/NTSC两种信号进行分别调试。 五.P系列 3P10机芯:OM8838 进入:同时按遥控器上的SERVICE(操作键,在遥控器方向键的右上方)和MUTE(静音键)。 退出:关机即可。 3P20机芯:OM8838 进入方法一:用3P10遥控器进入,按遥控器上的“超强接收键”即可,按“菜单键”选择菜单,按“频道+/-键” 选择项目,按“音量+/-键”改变参数退出:按“超强接收键”即可。 退出:按“超强接收”键即可 进入方法二:用3P20遥控器进入,按“超强接收键”(已贴起来,需打开并与3P10遥控器对比找到该键)
序言 综合模块(机制工艺及夹具)课程设计是在学完了机械制造技术基础和大部分专业课,并进行了生产实习的基础上进行的又一个实践性教学环节。这次设计使我能综合运用机械制造技术基础中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决了零件机械制造工艺问题,设计了机床专用夹具这一典型的工艺装备,提高了结构设计能力,为今后的课程设计及未来从事的工作打下了良好的基础。 这次课程设计中,我所选的零件是“手柄”,完成该零件的机械加工工艺规程的编制及工艺装备的设计。在加工时,零件的配合部分需进行精加工,保证其配合准确,提高车床的综合性能,又因为被加工零件的结构比较复杂,加工难度大,需进行专用夹具的设计与装配。 由于能力所限,经验不足,设计中还有许多不足之处,希望老师多加指教。 一、零件的分析及生产类型的确定 1、零件的生产类型 依设计题目知:Qn=5000件/年; 结合生产实际,备品率α和废品率β可以取为α=5%,β=0.5%。由此可得,该零件的生产纲领
年 件/ 5513 0.5%) (1 %) 5 (1 5000 ) + )(1 + Qn(1 = N = + + ? = βα 查表可知其属轻型零件,生产类型为中大批量生产。 二、零件毛坯的设计 1、选择毛坯 根据生产纲领可知,手柄属中大批量生产,零件形状为全圆柱体,可选零件材料为45,毛坯制造选用铸造毛坯,这样毛坯与成品相似,加工方便,省工省料。为了提高生产率,铸造方法选用砂型铸造,且为机器造型。 2、确定毛坯尺寸 适用于机械加工表面粗糙度Ra≥1.6μm。Ra<6.3μm的表面,余量要适当增大。 分析零件,各加工表面均为Ra≥1.6μm,因此这些表面的毛坯尺寸只需要将零件的尺寸加上余量值即可。 图2:根据零件尺寸计算的毛坯尺寸 三、零件的加工工艺设计 1、定位基准的选择 本零件是不规则多孔零件体,其右端面是设计基准(亦是装配基准和测量基准),为了避免由于基准不重合而产生的误差,应选右端面为定位基准,即遵循“基准重合”的原则。 2、零件表面加工方法的选择
手柄操作详解 【手柄操作详解】 通用按键 本方控球时 按键效果 方向键慢速带球(90度变向成为横拉) L3 与方向键相同 ╳ 面对方向地面短传,面对方向地面长传 ○ 面对方向长传(本方对方禁区弧顶外),大脚解围(本方禁区弧顶内),高弧度下底传中 ○+○ 面对方向力量累加长传(本方对方禁区弧顶外),低弧度下底传中,长时间按住○一样可以传更远 ○+○+○ 面对方向力量累加长传(本方对方禁区弧顶外),贴地下底传中,长时间按住○一样可以传更远 △ 面对方向传短距直线球,面对方向传长距直线球 □ 射球门中路(对方半场),大脚解围(本方半场) 方向+╳ 指定方向短传 ○+方向指定方向空中长传(本方对方禁区弧顶外),大脚解围(本方禁区弧顶内),高弧度加弧线下底传中(对方禁区弧顶内) R2+后踩球转身(就是踩着球跳到前面) 停球以后按住R2+身体后方向踩球后拉 ○+○+方向指定方向力量累加空中长传(本方对方禁区弧顶外),指定方向低弧度下底传中 ○+○+○+方向指定方向力量累加空中长传(本方对方禁区弧顶外),贴地下底传中 R2+○ 更高弧度长传(对方禁区弧顶内) 方向+△ 指定方向传身后球 □+方向指定方向射门(对方半场),大脚解围(本方半场) L1+L1 踩单车(共跨三次从利足开始) L1+L1→斜前方45度跨球后斜侧趟球 R1 急停 球停住后按住R1+加身体90度方向把球拨出很远但是身体不动 前+R1 高速带球(加速中R1连打或前进方向连打为大步趟球) R1+后 180度转身 R1+左/右 22.5度小幅度加速变向(以带球方向为标准) R1+L1 静止中按可以把球趟出一步方便作长传 高速带球时R2+左/右(R1不放)大步趟球且22.5度小幅度加速变向 方向+L1+╳ 与指定方向本方球员做二过一的起手式若无后续按键则为假二过一 方向+L1+╳→△ 与指定方向本方球员做地面二过一 方向+L1+╳→○ 与指定方向本方球员做空中二过一 ╳+R2 假二过一 □+╳ 默认方向假射扣球 ○+╳ 默认方向假传扣球 □+╳+左/右指定方向假射扣球 按□出现力量条后按R2 内脚背带弧度射门
组装液晶,杂牌液晶的常用总线进入方法有下面这些 方法1 遥控器按下菜单键后显示OSD菜单,再按6480进入工厂,3秒内完成 方法2 遥控器按下菜单键后显示OSD菜单,再按6087进入工厂,3秒内完成 方法3 遥控器按下菜单键后显示OSD菜单,再按5451进入工厂,3秒内完成 方法4 遥控器按下菜单键后显示OSD菜单,再按3867进入工厂,3秒内完成 方法5 虹星板杂牌液晶进总线,按菜单,再按9527进入工厂,3秒内完成 方法6 按菜单,再按1147 方法7 按菜单,再按9527。 方法8 乐华板是菜单+1147 方法9 菜单 1234 方法10 菜单 2508 方法11 按菜单键然后输入2580 方法12 顶科6M48 总线进入方法信号源 1973即可或按信号源在按2580 方法13 在音量菜单下将平衡项置为0,然后顺序按1-9-6-9即可进入。参考 MST6M48RVS机芯电路调试。 志诚T482_V1 T482-V1液晶万能板总线进入方法MST6M48RHS-LF-Z1-SJ HKC液晶菜单状态下按 9527 或菜单 2580 板号是QT553M V0.3 按信号源在按2580 TSU59V2-LCD平板电视通用数字主板工厂模式设置教程 [佚名][2013年4月18日][0] TSU59V2-LCD平板电视通用数字主板工厂模式设置教程通用兼容代换时出现花屏鬼影文字重影时需要设置项如下: 1.用遥控器按菜单键,再输入密码进入工厂模式设置项: 2.选择特殊设置项进入 3.再选择屏参设置项进入 4.设置项如下: 密码:9527 …… 3.液晶电视驱动板工厂模式常用设置T.VST29.03 [佚名][2013年3月1日][0] 液晶电视驱动板工厂模式常用设置T.VST29.03 工厂模式进入方法: 1.遥控器按下菜单键: 2.屏显示菜单后,连接输入1147. 3.进入工厂模式主菜单. 4.常用设置. 选中: PANEL CONFIG 按右键进入. 花屏鬼影故障: 左右键切换LVDS MAP …… 4.通用液晶电视高清数字主板工厂模式调试实例图示 [华升][2012年10月16日][0] 通用液晶电视高清数字主板工厂模式调试实例图示 1.按下菜单键,输入密码,进入工厂设置:先中参数设置,确认进入 2.先中屏参设置,确认进入常需设置项: 开机模式 ----保存\开\关三种模式, 一次开机选:开 ; 二次开机选:关. 开机LOGO ----开机画面可选三种,LG SONY 三星……
发信人: yuzhongtao (VCD), 信区: Digital 标题: 真正的手机密码万能解锁大全 发信站: 吉林大学牡丹园站(Sun May 14 22:06:18 2006) [楼主]: 手机一旦设的密码忘记了怎么办?很多人到手机修理的地方或者厂方去解锁,往往收取不菲的费用,其实很多手机只要自己输入解锁码就可以了。以下收集整理的满全了应该。 一、各种品牌手机中英文对照 Acer::宏基AIWA:爱华alcatel(ALC):阿尔卡特 AMOI:夏新APBW:亚太APPLE:苹果 Arcoa:全虹ASUS:华硕AUX:奥克斯 BenQ:明基Benten:巨腾BIRD(BRD):波导 BOSCH:博士(博世)BOSS:宝石 Capitel:首信CASIO:卡西欧CECT(CEC):中电通讯 CHABRIDGE:中桥CHASE:采星COSUN:侨兴 DAEWOO:大宇DATANG:大唐DAXIAN:大显 DBTEL:迪比特DENSO:电送DNET:迪奈特 DOEASY:多易随DOCOMO :多科莫dopod:多普达 DRAGON:东方龙EASTCOM(ETCM):东信EMOL:易美 Ericsson:爱立信fuli:富利 GALAXY:银河Gionee:金立Giya:基雅 GPLUS:积加Great:伟松GSL:权智(快译通) Gstar::吉事达GVC:致福Hagenuk:汉佳诺 Haier(HAR):海尔Hisense:海信Hitachi:日立 Hutel:秀特尔HYUNDAI:现代Innostream:盈讯 JPG:金鹏JRC:日本无线 KEJIAN(KJN):科健Kenwood:建伍KGT:和信 Konka(KON):康佳KPT:先进电讯KYOCERA(KYEA):京瓷 LENOVO:联想LUCENT:朗讯Lucky Star:吉星 Malata:万利达Maxon:美晨MiTAC:神达 MITSUBISHI(Trium):三菱Motorola:摩托罗拉 NEC:日本电气NETT:雷特nintaus:金正 Nixxo:尼索NOKIA(NKI):诺基亚NOPO:星辰 OKWAP:英资达OMRON:欧姆龙 PALMAX:帕玛斯(仁宝) Panasonnic:松下Panda:熊猫 PENESAS:天马Philips:飞利浦Photal:丰达 PUTAN:普天Qualcomm:高通ROWA:乐华 Sagem萨基姆Sanyo:三洋SAMSUNG:三星 SED:桑达Sendo:仙都SEWON:星王 SHARP:夏普Siemens:西门子SkyNet:斯加耐特 Soutec:南方高科SONY:索尼SOBAO:搜豹
电动套丝机使用说明 令狐采学 操作指南 A 装夹管子 1)松开前后卡盘,从后卡盘一侧将管子穿入。 2)用右手抓住管子,先旋转后卡盘,再旋紧前卡盘将管子夹牢,然后将锤击盘按逆时针方向适当捶紧,管子就加紧了。3)完成套丝倒角工作后,只要朝相反方向推动捶击盘,就能将管子松开。 4)在装夹短管时够不着后卡盘,只要将前卡盘稍松开,放入短管,并使其与板牙斜口接触,这有助于捶紧前卡盘时保证管子正确中心。 B 套丝准备工作: 1)将板牙按编号装入板牙头。 2)松开手柄螺母,使板牙锁紧。
3)将变距盘旋到所需规格位置 4)根据管子尺寸,将手柄螺母置于图四位置。 C 套丝 1)扳起割刀架和倒角架,让开位置,放下板牙头,使其与仿形块接触,待板牙头可靠定位时,再焮按钮,启动机器。 2)必须使管子逆时针方向旋转,然后旋转滑架手轮,使时板牙头朝管子靠近,在开始套丝前,必须先调节好冷却润滑油量 3)在滑架手轮上施力,直到板牙头在管子上套出34牙螺纹。4)此后放开滑架手轮(松手),机器开始自动套切,当板牙头的滚子越过仿形块落下时,板牙会自动张开,套丝结束。5)停机:退回滑架,直到整个板牙头都从管子端退出,拉出板牙头锁紧倪手,同时扳起板牙头。 D 套丝注意事项: 1)在板牙与管子接触时旋紧滑架手轮的力应逐渐增大,直至板牙与管子咬人34牙为止。假如此后你能在滑架手柄上稍用力
以保持与板牙同步时,便能获得最佳套丝质量。 2)必须保证滑架处于前导柱红线的右方可进行套丝,若在红线左方开始套丝,就会造成板牙与前卡盘相撞,损坏机器。 E 螺纹规格调整:螺纹规格调整度位置已在出厂前标定,如有必要可按下述方法重标。 1)现套制23个实验螺纹,以确定正确的规格。在此位置扳紧手柄。 2)松开规格刻度尺两端的螺钉,然后移动刻度尺,使得规格刻度线与指示线对准,再重新拧紧螺钉。 F 卸板牙 1)松开板牙头手柄螺母,将它移到最远端,再将它稍稍扳紧。 2)朝右方移动仿形块,直至板牙头滚子与底板接触,至此,可将板牙取出。 G 装板牙:向板牙的槽内插入对应的板牙,插入板牙时,须注意:板牙是成套配置的,所以必须成套使用,当一块板牙损坏
蓝色字体为与PES2011不同的操作 红色字体为PES2012新增加操作 LB对应L1,RB对应R1 LT对应L2,RT对应R2 LS对应L3360°(左摇杆),RS对应R3360°(右摇杆) LS对应按下L3,RS对应按下R3 Y对应△,X对应□,A对应×,B对应○ 一、进攻(进攻方向,自左向右) ①带球 1. 带球:方向键(或左摇杆,下同) 2. 低速带球:R2+方向键 3. 横向带球(特定球员):R2+方向键↑或↓ 4. 高速带球:R1+方向键 5. 趟球:高速带球时连按R1(2~3) 6. 大步趟球:高速带球时,R1+R2+方向键↗,↘,↑或↓ 7. 急停:松开方向键,按R1 8. 急停后面对进攻方向:松开方向键,按R2 9. 拨出球:静止时,L2+R3↗↗或↘↘
10. 跳跃(跳起躲避铲球):面对铲球时按R2 ②接球 1. 停球:方向键 2. 让球转身:R1+方向键(球运动方向) ③传球 1. 短传:× 2. 脚后跟传球:背对进攻方向键+× 3. 不停球短传:停球前按× ④长传 1. 长传:○ 2. 不停球长传:停球前按○ 3. 边路转移:向另一边路方向键+○ ⑤直传 1. 直传:△ 2. 不停球直传:停球前按△ 3. 过顶直传:L1+△ ⑥二过一 1. 地面二过一:L1+×,停球前按△ 2. 空中二过一:L1+×,停球前按L1+△ 3. 传球后插上:传球后,按R2 ⑦手动传球 1. 手动传球:L2+方向键+×或△
2. 手动长传:L2+方向键+○ ⑧下底传中 1. 高球传中:方向键+○ 2. 低球传中:方向键+○*2 3. 地平球传中:方向键+○*3 4. 高弧度传中:传中时+R2 5. 45°吊中:L1+方向键+○ ⑨射门 1. 射门:□ 2. 不停球射门:停球前按□ 3. 脚弓搓射:按□后显示力度条时按R2 4. 吊射(高弧度):L1+ □ 5. 吊射(低弧度):按□后显示力度条时按R1 二、假动作(进攻方向是右) ①上身假动作 1. 上半身虚晃:静止(跑动)时,按R3↑或↓ 2. 马修斯假动作:静止(跑动)时,按R3↑,然后按方向键↘;或按R3↓,然后按方向键↗ 3. 马修斯假动作接侧向:静止时,按R3↑,然后按方向键↓;或按R3↓,然后按方向键↑ ②踩单车
长虹液晶彩电总线调试进入方法 在平板电视维修中由于维修需要或需要进行技术性调整,经常需要进入工厂生产模式察看软件版本。长虹生产的平板电视采用的机芯众多且进入工厂模式方法不一,下面就各种机芯做一简单汇总。 1、LS07机芯:将音量减到0,按住遥控器“静音”键不放再按本机“菜单”进入工厂模式,主子画面交换键退出工厂模式。在工厂模式下可进行的维修调试操作有上电模式、LOGO开关、各个信号格式的行场中心及幅度等。(遥控器型号:KLC5B) 2、LS/PS08机芯:在主菜单的童锁项下依次输入密码“7”、“定点播放”、“9”、“标题”,遥控关机保存退出。(遥控器型号:KLC5B) 3、LP/PP09机芯:将音量减到0,依次按遥控器上的“静音”、“童锁(或演示)”、“菜单”进入,遥控关机保存退出。(遥控器型号:KPT9A) 4、LS/PS10机芯:在主菜单的童锁项下依次输入密码“7”、“定点播放”、“9”、“标题”,遥控关机保存退出。(遥控器型号:KLC5B) 5、LS/PS12机芯::在主菜单的童锁项下依次输入密码“7”、(PIP)“图像”、“9”、(PIP)“节目—”,遥控关机保存退出。(遥控器型号:KPT9A) 6、PS13机芯:在主菜单的童锁项下依次输入密码“7”、(PIP)“图像”、“9”、(PIP)“节目—”,遥控关机保存退出。(遥控器型号:KPT9A) 7、LS15机芯:TV主菜单下将音量减为0,按住“静音”键不放三秒钟后同时按本机“菜单”或“TV/A V”键进入工厂模式,遥控关机保存退出。(遥控器型号:KLC5B) 8、LT16机芯:TV/A V菜单下依次快速输入“7”、“演示”、“9”、“扫描”进入,遥控关机保存退出。(遥控器型号:R48JX) 9、PT16机芯:1TV/A V菜单下依次快速输入“1”、“1”、“1”、“1”进入,遥控关机保存退出。2音量减到0,按住“静音”键不放三秒钟后同时按本机“菜单”键进入工厂模式,遥控关机保存退出。(遥控器型号:R48JX) 10、LS19机芯:将音量减为0,按住“静音”键不放六秒钟后同时按本机“菜单”键进入工厂模式,遥控关机保存退出。 11、LS/PS20(A)机芯:将音量减为0,按住“静音”键不放三秒钟后同时按本机“菜单”键进入工厂模式,遥控关机保存退出。 12、PS22机芯:将音量减为0,按住“静音”键不放三秒钟后同时按本机“菜单”键进入工厂模式,遥控关机保存退出。 13、LS23机芯:1依次按下遥控器上的“静音”、“菜单”、“7”、“2”、“1”、“7”键进入;2用RB57C遥控器右下方的键进入,遥控关机保存退出。(遥控器型号:RB57B、RK60C、RK60B……) 14、TPV(冠捷)代工:主菜单下依次输入“1”(或“100”视遥控器不同)、“9”、“9”、“9”进入,遥控关机退出。 15、LT42510/52510:在主菜单下依次输入“0”、“6”、“2”、“5”、“9”、“6”、“显示”进入,遥控关机退出。 16、LT3269:1同时按住本机“音量+”和“音量-”交流断电,再上电开机进入;2收看过程中同时按本机“P-”和“POWER”,再同时按本机“P+”和“POWER”进入。遥控关机退出。 17、LT3769/4269:收看过程中同时按本机“P+”和“VOL+”进入,遥控关机退出。
山寨、国产手机解锁万能密码、超全指令、MTK解锁 系列智能手机安卓系统格机,解锁百分百OK! 步步高万能密码i710,V312,K102,i606,i531,i270 开机出现输入密码直接输万用解锁指令80364981 i9300格机解锁 音量上键+HOME+开机键同时按,直到进入REC MT6575系列智能手机安卓系统格机,解锁百分百OK! 按住音量- 加开机键,开机以后自动进入Factory Mode ,用音量键选择Clear eMMC 然后自动重启OK . vollo vi820硬格 按一下开机键屏幕未亮前迅速按中间hoem键+音量上键出机器人标志,再按中间键出recovery模式,再选双wipe,然后选第一项重启OK VINUS V6格机
1.手机插上充电器供电,按音量上键+开机键,进入RECOVERY模式。 2.手机上会显示三角符号,按手机上小房子键进入菜单选项界面。 3.用音量上下键来选择(Wipe data/factry reset),格机。然后选Yes,用功能键确认(就是小房子旁边那个键)。 4.等恢复结束后手机会回到RECOVERY工程模式界面,选择第一项重启OK! 酷派5870硬铬解锁 音量上下+开机,出现英文等待下,出现中文选择第3个,重新开机后需要重新插拔手机卡一下。e71 e63格机 星+发射+3+开机键一起按直到握手为止LG gd310 手动解锁测试OK 1809#*310#选第四项格式化就可以了moto 里程碑2 不用刷机直接格机.zip本人亲 手机关机状态时,按住X键再按开机键同时按住10秒钟, 这时他会出现一个小机器人,这时你按住手机键盘空格键左
C1318手柄设计说明 书修改
精品资料
精品资料 目录 一、零件的主要技术条件分析 (1) 二、选择毛坯、确定毛坯尺寸。 (2) 2.1 零件的生产类型:成批生产 (2) 2.2 选择毛坯. (2) 2.3 确定机械加工余量(公差等级12~14级) (2) 2.4 确定毛坯尺寸 (2) 2.5确定毛坯尺寸公差 (3) 三、选择加工方法、制定工艺路线 (3) 3.1 定位基准的选择 (3) 3.2 零件表面加工方法的选择 (3) 3.3 制定工艺路线 (4) 四、工序设计 (5) 4.1 选择加工设备与工艺装备 (5) 4.2 确定工序尺寸 (6) 五、确定切削用量 (7) 5.1工序Ⅰ切削用量的确定 (7) 5.2工序Ⅱ切削用量的确定 (7) 5.3工序Ⅲ切削用量的确定 (8) 5.4工序Ⅳ切削用量的确定 (8) 5.5工序Ⅴ切削用量的确定 (8) 5.6工序Ⅵ切削用量的确定 (9) 5.7工序Ⅶ切削用量的确定 (9) 5.8工序Ⅷ切削用量的确定 (9) 5.9工序Ⅸ切削用量的确定 (10)
一、零件的主要技术条件分析 经分析,原图样的视图正确、完整、尺寸、公差及技术要求齐全。各表面的加工精度和表面粗糙度都不难获得。Φ16的孔精度要求较高,公差等级为IT7,并且和总长和中间手柄都有位置要求,其轴 向设计基准是Φ16孔的下表面。M16螺纹孔要求和中间手柄在同轴上,所以加工时应利用Φ16孔制作专用夹具,保证其加工面在同轴向上。其余小孔尺
寸容易保证,加工方便。总体来看,这个零件的工 艺性良好。 二、选择毛坯、确定毛坯尺寸。 2.1 零件的生产类型:成批生产 2.2 选择毛坯. 毛坯类型:铸件,由于零件生产类型为成批生产,零件较为复杂,而铸造生产成本低,设备 简单,故选择毛坯类型为铸件。铸造类型:砂型 手工造型 2.3 确定机械加工余量(公差等级12~14级) 《机械加工实用手册》P242,表5.2.2,砂型手 工造型加工余量等级:IT11-IT13,选择加工余量 等级IT12;加工余量等级:H ;表5.2.1,孔和 端面尺寸均小于100mm,加工余量数值为:3.0- 4.0mm;长度为167mm的加工余量为3.5-4.5mm; 2.4 确定毛坯尺寸 M16螺孔取螺距P为2则大径为16mm,小径为 14mm。 表2-1 /mm
joytokey教程使用方法2009-01-14 20:33joytokey教程使用方法手柄映射键盘工具JoyToKey使用教程1 JoyToKey是通过手柄或操纵杆来模拟键盘、鼠标的软件,它可以将手柄输入模拟成键、鼠输入传到系统中,完成不支持手 柄或操纵杆的操作。更为难得的是,该软件支持几乎所有的游戏手柄,连低端的仿PS的并口手柄也不例例外。目前还有 很多电脑游戏不支持手柄,这给电视游戏玩家和喜欢用手柄的电脑游戏玩家操纵游戏带来了不小的麻烦,不少玩家心中会 恨恨地想:“如果这款游戏支持手柄,我早就爆机N次了!”其实,一切都可以用JoyToKey 来解决。下面以《仙剑奇侠传 》DOS版为例来介绍一下使用办法:首先下载JoyToKey汉化版,这是一个免安装软件,运行进入程序主界面,点击“新建 ”按钮,为《仙剑奇侠传》程序建立一个配置文件,文件可以取名为“仙剑奇侠传”。 了解《仙剑奇侠传》需要用到的键盘上的按键:“上下左右”为“↑↓→←”,“ESC”和空格键为功能键。(另 :有些游戏可以修改键盘设置,如果用到JoyToKey就不用按照自己的习惯来个性化设置,默认就可以,但是手柄与键盘的 对应关系必须搞清楚,可以按照自己的意愿来对应。)接下来我们便可以根据前面提到的按键进行手柄模拟设置了。 例如,要将手柄方向键向左的按键模拟为键盘的左箭头“←”,只需在JoyToKey主界面右侧的按钮列表中双击“←”标记 在弹出的“设置功能”对话框中选择“键盘”选项卡,将鼠标定位在“键盘模拟输入”栏下的第一个空白输入框中,并在 键盘上按一下左箭头“←”,在该输入框内则会出现一个向左的箭头符号(见图)。单击“确定”按钮后便完成了对该按 键的设置。按照同样的方法,我们可以将键盘上的方向键和其他功能按键都模拟成为手柄上的相应按钮。如果需要用到鼠
创维电视各机芯进入总线方法 SKYWORTH 一,D 系列 5D01 进入:在遥控器“屏显”键正下方,加装一个按键,即工厂键退出:按遥控器“视频”键 5D20 进入:在遥控器“电脑”键正上方加装一个按键,按该键进入工厂调试模式,按“菜单”键直到进入SERVICE FACTORY 调整菜单。退出:按“工厂”键 5D25/5D26 进入:同时按住面板上“频道+- ”键开机即可。退出:关机 5D30 进入:按遥控器上的“屏显”键使屏幕出现字符显示,同时按下面板上的“频道+” 和“视频”键进入维修菜单,“屏显”键退出 5D60/5D66 进入:按遥控器上多位键“-/-- ”使屏幕上显示“--- ”,同时按住面板上的“菜单”键和“待机”键不松,连续按遥控器上数字键“7”,使屏幕上显示“777”,此时屏幕下方会出现软件设置日期“ -- ”,按遥控器上的“菜单”键,再按“频道+”键进入工厂模式,设置 结束后,按“静音”键使项目旁边的“+”号消失,表示已存储。退出:返回首面菜单,选中菜单中的“SHIPMEN”T 项,按“音量- ”即可 5D70/5D76/5D78 进入:按面板“音量- ”,音量为“ 0后”,再按住遥控器上“万年历”键3 秒后即可进入工厂模式。退出:待机< 可用同型号空白存储器> 5D90 进入:按遥控器上多位键“-/-- ”使屏幕上显示“--- ”,按住面板上的“菜单”键不松,连续按遥控器上数字键“7”,使屏幕上显示“777”,此时屏幕下方会出现软件设置日期 “ ”,按遥控器上的“菜单”键,再按“频道+”键进入工厂模式,设置结束后,按“静音”键使项目旁边的“+”号消失,表示已存储。退出:返回首面菜单,选中菜单中的“SHIPMEN”T 项,按“音量- ”即可 6D72/6D76 进入:按面板“音量- ”至音量为“ 0后”,再按住遥控器上“万年历”键三秒后即可。退出:万年历键 6D95 进入:按遥控器上多位键“-/-- ”使屏幕上显示“--- ”,同时按住面板上的“菜单”键和“频道+”键不松,连续按遥控器上数字键“ 7,”使屏幕上显示“ 777 ,”此时屏幕下方会出现 软件设置日期“-- ”,按遥控器上的“菜单”键,再按“频道+”键进入工厂模式,设置结束后,按“静音”键使项目旁边的“+”号消失,表示已存储。退出:返回首面菜单,选中菜单 中的“SHIPMEN”T 项,按“音量-”即可
手机密码解锁方法大全 手机密码解锁方法大全 素材来源/网络编辑制作/荷花小女子 手机密码锁机的朋友不用再去营业厅解锁,自己搞定! 解话机锁:*2767*2878#/*2767*7377# 三星码片复位:*2767*3855# 也可用于解机锁或卡锁三星显温度、电池容量:*#0228# 三星调显示屏对比度:*#0523# 三星软件版本:*#9999# 三星A100-A188看版本:*#0837# 摩托罗拉T2688解所有锁:19980722 T2688/2988/988d没有中文:*#0000# OK(插卡)摩托罗拉所有机锁:按MENU+5+1/2 西门子恢复出厂设置:*#9999#
西门子乱文回中文:*#0000#/*#0086# 西门子软件版本:*#06# 左键 爱立信老机回英语:*#0000# 爱立信新机回英语:按CLR-左键-0000-右键 爱立信显出厂*期:右、*、左、左、*、左、*键 诺基亚显出厂*期:*#0000#(插卡) 诺基亚省30%电:*#746025625# 飞利浦强迫重连网:*#2562*# 飞利浦显示和更改手机密码:*#7489*# 博世(BOSCH)909S回中文:*#0852# 博世(BOSCH)909s回英文:*#0851# NEC显软件版本:*#2820# NEC恢复原厂设置:*#73738# 波导s1000隐藏功能:*#*#1705# 波导s1000解锁:*#*#1705#46(也用于999D,720) 如死机再用---24681357(或直接就用它解) 波导8xx/9xx系列:*#+串号7-14位# SIM卡波导串号最后9位去掉最后一位 阿尔卡特OT221/220解锁:25228352/ALCATEL+D 阿尔卡特OT301/302解锁:83227423 阿尔卡特OT500/700解锁:25228352 康佳:*#0001# *#1001# ##1001#
目录 1. 前言 ................................. 错误!未定义书签。 2. 课程设计的目的 ....................... 错误!未定义书签。 3. 零件的工艺分析 ....................... 错误!未定义书签。 3.1结构及工艺性分析.................. 错误!未定义书签。 3.2零件的技术要求分析................ 错误!未定义书签。 4. 毛坯的选择 ........................... 错误!未定义书签。 5. 零件机械加工工艺路线的拟定 ........... 错误!未定义书签。 5.1定位基准的选择.................... 错误!未定义书签。 5.1.1粗基准的选择................. 错误!未定义书签。 5.1.2精基准的选择................. 错误!未定义书签。 5.2拟定工艺路线...................... 错误!未定义书签。 5.2.1加工方法的选择和加工阶段的划分错误!未定义书签。 5.2.2工艺路线的拟定............... 错误!未定义书签。 5.2.3工艺方案的分析与比较......... 错误!未定义书签。 5.3加工余量及工序尺寸的拟定, 工序尺寸及公差的确定错误!未定义书签。
5.4切削用量的确定.................... 错误!未定义书签。 5.4.1工序7: 车左端面 ............. 错误!未定义书签。 5.4.2工序8: 加工Ф12H7孔 ........ 错误!未定义书签。 5.4.3 工序9: 锪钻中心孔Ф16 ...... 错误!未定义书签。 5.5 时间定额确定 ..................... 错误!未定义书签。 5.5.1工序8: 加工Ф12H7孔时间定额的计算错误!未定义 书签。 5.5.2 工序9: 扩中心孔Ф16时间定额的计算错误!未定 义书签。 6. 夹具设计 ............................. 错误!未定义书签。 6.1确定设计方法和要求................ 错误!未定义书签。 6.2选择定位方式及定位元件............ 错误!未定义书签。 6.3 确定导向装置 ..................... 错误!未定义书签。 6.4 确定夹紧机构 ..................... 错误!未定义书签。7.小结 ................................ 错误!未定义书签。参考文献 ................................ 错误!未定义书签。
创维各机芯进入总线方法 创维西双版纳家电维修网各机芯进入总线方法SKYWORTH 一, D系列5D01 进入:在遥控器“屏显”键正下方,加装一个按键,即工厂键退出:按遥控器“视频”键 5D20 进入:在遥控器“西双版纳家电维修网”键正上方加装一个按键,按该键进入工厂调试模式,按“菜单”键直到进入SERVICE FACTORY调整菜单。退出:按“工厂”键5D25/5D26 进入:同时按住面板上“频道+-”键开机即可。退出:关机 5D30 进入:按遥控器上的“屏显”键使屏幕出现字符显示,同时按下面板上的“频道+”和“视频”键进入西双版纳家电维修网菜单,“屏显”键退出 5D60/5D66 进入:按遥控器上多位键“-/--”使屏幕上显示“---”,同时按住面板上的“菜单”键和“待机”键不松,连续按遥控器上数字键“7”,使屏幕上显示“777”,此时屏幕下方会出现软件设置日期“------”,按遥控器上的“菜单”键,再按“频道+”键进入工厂模式,设置结束后,按“静音”键使项目旁边的“+”号消失,表示已存储。退出:返回首面菜单,选中菜单中的“SHIPMENT”项,按“音量-”即可 5D70/5D76/5D78 进入:按面板“音量-”,音量为“0”后,再按住遥控器上“万年历”键3秒后即可进入工厂模式。退出:待机<可用同型号空白存储器> 5D90 进入:按遥控器上多位键“-/--”使屏幕上显示“---”,按住面板上的“菜单”键不松,连续按遥控器上数字键“7”,使屏幕上显示“777”,此时屏幕下方会出现软件设置日期“------”,按遥控器上的“菜单”键,再按“频道+”键进入工厂模式,设置结束后,按“静音”键使项目旁边的“+”号消失,表示已存储。退出:返回首面菜单,选中菜单中的“SHIPMENT”项,按“音量-”即可 6D72/6D76 进入:按面板“音量-”至音量为“0”后,再按住遥控器上“万年历”键三秒后即可。退出:万年历键 6D95 进入:按遥控器上多位键“-/--”使屏幕上显示“---”,同时按住面板上的“菜单”键和“频道+”键不松,连续按遥控器上数字键“7”,使屏幕上显示“777”,此时屏幕下方会出现软件设置日期“------”,按遥控器上的“菜单”键,再按“频道+”键进入工厂模式,设置结束后,按“静音”键使项目旁边的“+”号消失,表示已存储。退出:返回首面菜单,
常见智能手机格机解锁方法汇总 步步高万能密码i710,V312,K102,i606,i531,i270 开机出现输入密码直接输万用解锁指令80364981 i9300格机解锁 音量上键+HOME+开机键同时按,直到进入REC MT6575系列智能手机安卓系统格机,解锁百分百OK! 按住音量- 加开机键,开机以后自动进入Factory Mode ,用音量键选择Clear eMMC 然后自动重启OK . vollo vi820硬格 按一下开机键屏幕未亮前迅速按中间hoem键+音量上键出机器人标志,再按中间键出recovery模式,再选双wipe,然后选第一项重启OK VINUS V6格机 1.手机插上充电器供电,按音量上键+开机键,进入RECOVERY模式。 2.手机上会显示三角符号,按手机上小房子键进入菜单选项界面。 3.用音量上下键来选择(Wipe data/factry reset),格机。然后选Yes,用功能键确认(就是小房子旁边那个键)。 4.等恢复结束后手机会回到RECOVERY工程模式界面,选择第一项重启OK! 酷派5870硬铬解锁 音量上下+开机,出现英文等待下,出现中文选择第3个,重新开机后需要重新插拔手机卡一下。 e71 e63格机 星+发射+3+开机键一起按直到握手为止 LG gd310 手动解锁测试OK 1809#*310#选第四项格式化就可以了 moto 里程碑2 不用刷机直接格机.zip本人亲 手机关机状态时,按住X键再按开机键同时按住10秒钟, 这时他会出现一个小机器人,这时你按住手机键盘空格键左边的一个符合就是@键, 这个时候会出现以下4个选项 1reboot system phone 重新启动手机 2qpply sdcard:update.zip(刷rom,就是我们以前的刷机,) 3Wipe data/factory reset 4WIPEcachepartition 选3就是
目录 一、设计目的 (2) 二、设计要求 (2) 三、设计内容 (2) 四、零件分析 (2) (1)、零件的作用 (2) (2)、零件的工艺分析 (2) 五、确定毛坯的制造方法,初步确定毛坯的形状 (3) 六、工艺规程设计 (3) (1)、基面的选择 (3) (2)、粗基准的选择 (3) (3)、精基准的选择 (3) (4 )、制定工艺路线 (3) (5)机械加工余量、工序尺寸及毛坯尺寸的确定 (4) 七、确定切削用量和基本用时 (4) 八、夹具设计 (11) 九、课程设计小结 (11) 十、参考文献 (12)
一、设计的目的 机械制造技术基础课程设计是在学完了机械制造技术基础课程进行了生产实习之后的一个重要的实践教学环节。学生通过设计能获得综合运用过去所学过的全部课程进行机械制造工艺及结构设计的基本能力,为以后做好毕业设计、走上工作岗位进行一次综合训练和准备。它要求学生综合运用本课程及有关先修课程的理论和实践知识,进行零件加工工艺规程的设计。其目的如下: ①培养学生解决机械加工工艺问题的能力。通过课程设计,熟练运用机械技术基础课程中的基本理论及在生产实习中学到的实践知识,正确地解决一个零件在加工中定位、加紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量,初步具备设计一个中等复杂程度零件的能力。 ②培养学生熟悉并运用有关手册、规范、图表等技术资料的能力。 ③进一步培养学生识图、制图、运用和编写技术文件等基本技能。 二、设计要求 零件图A4 一张 毛坯图A4 一张 结构设计装配图A1 一张 结构设计零件图A4 一张 机械加工工艺过程综合卡片一张 课程设计说明书一份 三、设计内容 设计CA6140车床手柄座零件的机械加工工艺规程及机床夹具。 四、零件分析 (1)、零件的作用 题目所给的零件是CA6140车床的手柄座。它位于车床操作机构中,可同时操纵离合器和制动器,即同时控制主轴的开、停、换向和制动。操作过程如下:当手把控制手柄座向上扳动时,车床内部的拉杆往外移,则齿扇向顺时针方向转动,带动齿条轴往右移动,通过拨叉使滑套向右移,压下羊角形摆块的右角,从而使推拉杆向左移动,于是左离合器接合,主轴正转;同理,当手把控制手柄座向下扳动时,推拉杆右移,右离合器接合,主轴反转。当手把在中间位置时,推拉杆处于中间位置,左、右离合器均不接合,主轴的传动断开,此时齿条轴上的凸起部分正压在制动器杠杆的下端,制动带被拉紧,使主铀制动。 (2)、零件的工艺分析 CA6140车床手柄座有多处加工表面,其间有一定位置要求。分述如下: 1.以 8 25H φ 为中心的加工表面,这一组的加工表面有 8 25H φ 的孔,以及上下端面,, 下端面为 45 φ 的圆柱端面;孔壁上有距下端面11mm、与 8 25H φ 孔中心轴所在前视面呈? 30 角的螺纹孔,尺寸为M10-7H,另外还有一个尺寸为6H9的槽,孔与槽的总宽度为27.3H11。 2.以 7 14H φ 为中心的加工表面,该组的加工表面有 7 14H φ 的螺纹孔(有位置要求), 加工时测量深度为25mm,钻孔深度为28mm。上孔壁有一个 5 φ 配铰的锥销通孔,该通孔