蒸汽时间3min,喷淋5min,干燥10min
按工艺曲线要求执行防 锈包装发货
11
大八方热处理类型/
/
来料检验装筐布料8
前 清 洗/
后清洗(真空)回 火冷 处 理
/
热处理技术要求:
【1】整体渗碳+淬回火【2】渗碳层深度要求0.5-0.8mm 【3】硬度要求HRA 77-83
热处理装炉要求
【1】必须平铺放置,有凹槽面朝下放置。【2】产品铺放不得超过两层,产品应交叉零散放置。
【3】料筐层与层之前不得有挤压产品现像。【4】料筐总高度不得超过800mm(使用B1料筐层数≤16)
按工艺曲线参数执行,程序工艺编号176#序号
检查外观有无污物,粘性物质等,外观不良品挑出或退回按装炉要求执行渗碳淬火+回火工艺卡号:DY-176
产品型号
材 质
产品加工路线圆加热锻打→正火→内外粗车→冲压→渗碳处理→精磨
XXXX热处理工艺卡
委托单位南 佳零件名称渗碳淬火/
按原包装容器,用防护膜包裹,防散落或淋湿。
抛 丸产品实物及相关说明
6
5713
2
4工艺流程及说明
工序名称
相关参数及说明
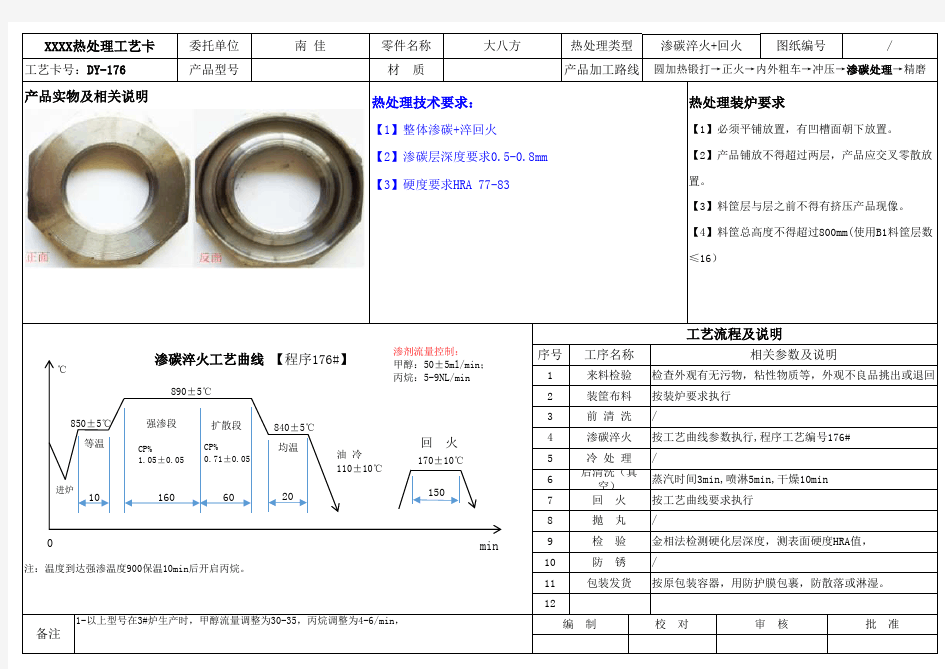
注:温度到达强渗温度900保温10min后开启丙烷。
图纸编号910检 验金相法检测硬化层深度,测表面硬度HRA值,170±10℃
850±5℃ ℃
890±5
渗碳淬火工艺曲线 【程序
min
油 冷
110±10℃
840±5℃ 等温
进炉
回 火
10 160 60
20
强渗段
扩散段
CP%
1.05±0.05
CP%
0.71±0.05
均温
150
渗剂流量控制:
甲醇:50±5ml/min ; 丙烷:5-9NL/min