
1.倒挡活塞及内外密封环同时装入箱体(铜棒轻敲)
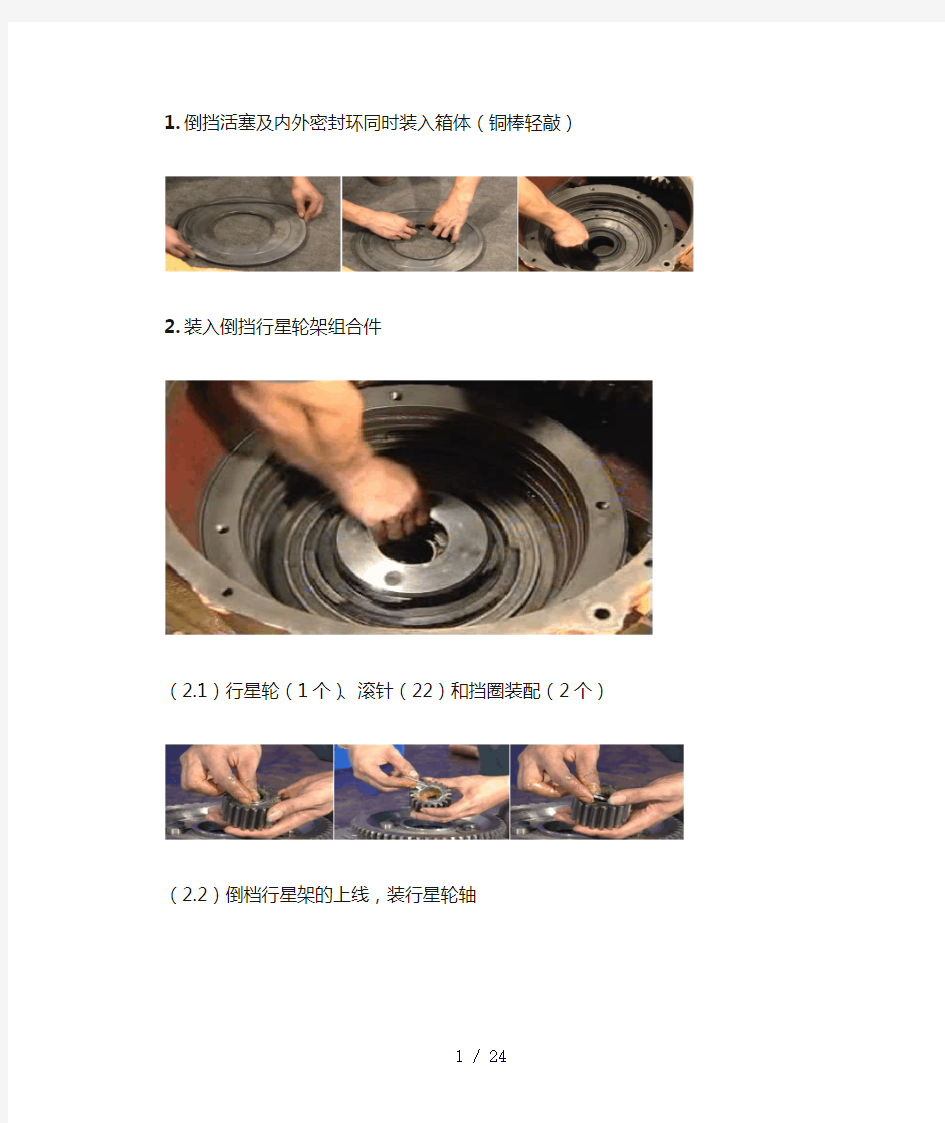
2.装入倒挡行星轮架组合件
(2.1)行星轮(1个)、滚针(22)和挡圈装配(2个)
(2.2)倒档行星架的上线,装行星轮轴
(2.3)倒档行星架上装配4个行星轮
(2.4)用垫片、螺栓紧固4根行星轮
3.装入8张摩擦片(被、主动片各4片,被动片缺口对齐)、摩擦片
隔离架,同时箱体侧面装入销子(固定隔离架)
4.装入一档油缸体,测量中盖安装间隙,取出一档油缸
5.装入一档小总成(太阳轮、内齿圈同时与倒挡行星轮啮合)
(5.1)行星轮(1个)、滚针(22)和挡圈装配(2个)
(5.2)一档行星架的上线,装入4个行星轮和轮轴
(5.3)装入固定行星轮轴的止动盘
(5.4)装倒挡齿圈,并用卡圈固定
(5.5)装太阳轮(外圈与一档行星架紧配合,铜棒)
(5.6)装直接档连接盘,并用螺栓紧固
6.一档齿圈和5张摩擦片同时装入箱体(齿圈与一档行星轮啮合),然后装入剩余的3张摩擦片
7.装入16根弹簧和16根销子和固定板(隔离架缺口处)
8.装入一档油缸体和活塞体合件(铜棒轻敲活塞装入一档油缸体,固定板与油缸体缺口对齐)
9.装入配对中盖,紧固8个中盖螺栓(140N.M)(中盖需要现场加工)
10.翻转箱体90°,装入输出轴齿轮和输出轴
11.装入后支撑轴承6312(铜棒),同时装入孔用挡圈
12.翻转箱体-90°,调整轴承内圈与轴配合到位(铜棒)
13.装入前输出滚子轴承92312(铜棒),孔用挡圈
14.装入骨架油封(铜棒)
15.吊装三轴总成(三轴输入端轴承与中盖的紧配合,敲击达到极限)
(15.1)吊装中间输出齿轮,装入直接档油缸体(直接档油缸体上需敲入3支定位销)
(15.2)在活塞上装入内外旋转油封,活塞体整体装入油缸体内(定位销对孔,铜棒轻敲到位)
(15.3)在活塞上方装入盘行弹簧,装入轴用挡圈
(15.4)安装输入轴直接档支撑轴承(42204),装入输入轴(铜棒)
(15.5)在直接档油缸体上安装受压盘(铜棒)
(15.6)安装12根螺栓并紧固(加固150N.M),并用铁丝加固
16.清理后端盖,测量后端盖安装面到311轴承位的高度度与箱体的后端面到311轴承的的高度差,选择调整垫片
17.清理箱体的后端面,装O行圈和旋转油封
18.后端盖涂胶后装密封垫
19.装后端盖并用螺栓固定
20.翻转箱体90°
21.装配2个吊环螺栓并旋紧
22.装入进油口圆柱堵头(铜棒)和螺塞
23.装后输出轴骨架油封(先图上润滑油,铜棒)
24.装后输出轴法兰、o型圈、垫片和自锁螺母并锁紧螺母(450N.M)
25.在箱体输入端的孔内装入挡圈,测量倒档行星轮组合件上110轴承端面到箱体上挡圈的间隙
26.现场配对加工隔套
27.吊装超越离合器总成,使超越离合器安装到极限位置(铜棒)
(27.1)在超越离合器的内环凸轮上装入24根螺栓,放在专用的压板上
(27.2)在超越离合器的内环凸轮外圈上转入隔离架,装上压盖
(27.3)在隔离架的槽内装入24粒滚柱
(27.4)吊装外环齿轮上线,并将凸轮组件装入外环齿轮
(27.5)测量压盖的三个卡爪与隔离架的间隙,装入3个弹簧
(27.6)内孔装入孔用挡圈,并装入中间输入轴(铜棒)
(27.7)装入24粒螺母紧固中间输入轴和内环凸轮
(27.8)翻转超越离合器180°,装入中间隔套和轴承
28.清理箱体变速操纵阀的安装面,涂胶装密封垫
29.安装变速分配阀,并紧固13个螺栓(先中间后两边)
30.清理变速箱、变矩器安装面,测量超越离合器上211轴承端面到箱体端面高度与变矩器壳体安装面到211轴承安装位端面的高度之间的差值,选择调整垫片
31.测量变矩器一级输出齿轮311轴承端面到变矩器壳体端面的高度与变速箱上轴承的支撑端面到变速箱壳体端面高度的差值,选择调整垫片
32.装入2个定位销(铜棒),涂胶并装入密封垫
33.在各座孔内和轴承上涂机油,吊装变矩器与变速箱合箱(铜棒),装入29个螺栓,紧固
(33.1)测量二级涡轮到变矩器壳体二级输出齿轮轴承安装面高度与二级输入齿轮轴承面到花键端面的高度差
(33.2)测量选取花键垫片,装配花键垫片;
(33.3)安装二级输出齿轮旋转油封和二级输出齿轮(铜棒轻轻敲击到位)
(33.4)安装一级输出齿轮旋转油封,安装8111轴承
(33.5)安装一级输出齿轮(铜棒轻轻敲击到位)
(33.6)安装转向泵齿轮和工作泵齿轮(铜棒敲击到位)
34.安装转向泵箱体支撑位轴承(铜棒),安装工作泵箱体支撑位轴承(铜棒)
35.清理变速泵箱体安装端面,涂胶安装密封垫
36安装变速泵并紧固螺栓
37.装订铭牌
(注:本资料素材和资料部分来自网络,仅供参考。请预览后才下载,期待您的好评与关注!)
1.倒挡活塞及内外密封环同时装入箱体(铜棒轻敲) 2.装入倒挡行星轮架组合件 (2.1)行星轮(1个)、滚针(22)和挡圈装配(2个) (2.2)倒档行星架的上线,装行星轮轴 (2.3)倒档行星架上装配4个行星轮 (2.4)用垫片、螺栓紧固4根行星轮
3.装入8张摩擦片(被、主动片各4片,被动片缺口对齐)、摩擦片 隔离架,同时箱体侧面装入销子(固定隔离架) 4.装入一档油缸体,测量中盖安装间隙,取出一档油缸 5.装入一档小总成(太阳轮、内齿圈同时与倒挡行星轮啮合) (5.1)行星轮(1个)、滚针(22)和挡圈装配(2个) (5.2)一档行星架的上线,装入4个行星轮和轮轴
(5.3)装入固定行星轮轴的止动盘 (5.4)装倒挡齿圈,并用卡圈固定 (5.5)装太阳轮(外圈与一档行星架紧配合,铜棒) (5.6)装直接档连接盘,并用螺栓紧固 6.一档齿圈和5张摩擦片同时装入箱体(齿圈与一档行星轮啮合),然后装入剩余的3张摩擦片 7.装入16根弹簧和16根销子和固定板(隔离架缺口处)
8.装入一档油缸体和活塞体合件(铜棒轻敲活塞装入一档油缸体,固定板与油缸体缺口对齐) 9.装入配对中盖,紧固8个中盖螺栓(140N.M)(中盖需要现场加工) 10.翻转箱体90°,装入输出轴齿轮和输出轴
11.装入后支撑轴承6312(铜棒),同时装入孔用挡圈 12.翻转箱体-90°,调整轴承内圈与轴配合到位(铜棒) 13.装入前输出滚子轴承92312(铜棒),孔用挡圈 14.装入骨架油封(铜棒)
15.吊装三轴总成(三轴输入端轴承与中盖的紧配合,敲击达到极限) (15.1)吊装中间输出齿轮,装入直接档油缸体(直接档油缸体上需敲入3支定位销) (15.2)在活塞上装入内外旋转油封,活塞体整体装入油缸体内(定位销对孔,铜棒轻敲到位) (15.3)在活塞上方装入盘行弹簧,装入轴用挡圈
1、吊放车架于装配线。吊放车架前要检查车架的完整性、表面光洁型;确认无划漆、无雨雪、无锈蚀、无碰伤后,方可把车架吊上线。将车架反放在装配链的枕木上,这样有利于前桥、后桥、传动轴等零部件的装配。 2、以车架为基准装配前后桥 装配时,把前桥、后桥连接销涂上机油使其油槽向下穿入孔中,对准销上的凹槽与支架上的孔,将楔形锁销由前向后穿入孔中,装上弹簧垫圈、扭矩螺母。 3、装贮气筒于支架上 检查贮气筒油漆质量、不得有漏漆、划漆、凸焊螺母焊缝平整、贮气筒不得有明显缺陷。 4、连接传动轴于后桥减速器上。检查传动轴油漆无划伤,将传动轴凸缘上的孔与后桥减速器凸缘上的孔对准,从传动轴方向穿入螺栓、套上弹簧垫圈、扭紧螺母。 5、翻转底盘 首先把后桥垫木夹在后桥上,将翻转底盘夹具夹在车架前、后端,锁住保险销,操纵设备翻转底盘、翻转后取下夹具及垫木。 6、装配转向机及垂臂。检查转向机装配完整性、转向臂轴螺纹不得有损伤;把转向机放在分装夹具上夹好,取转向臂,按标记套在转向臂轴上并压到底,然后套上垫圈和弹簧垫圈(分装工位)取转向机托架,使其孔位与转向机的孔位对准,然后穿上螺栓并套弹簧垫圈,扭紧;把分装好的转向机总成合件用吊具吊起,使托架孔位和大梁的孔位对准,从里向外或从下向上穿螺栓,套上弹簧垫圈,扭紧。 7、装发动机于支架上。检查发动机风扇不得变形,发电机、起动机及各种传感器、警报开关不得变形、碰伤;接线柱螺钉完整;发动机、变速箱油堵处不得有漏油痕迹,表面无明显碰伤。吊起发动机使后悬置软垫的孔位与后支架的孔位对准,从上向下穿螺栓并套上垫圈和弹簧垫圈,在拧上螺母2-3扣;
操纵电葫芦使发动机前悬置软垫的孔位与前悬置托架的孔位对准,从上向下穿螺栓并套上垫圈和弹簧垫圈,在拧上螺母2-3扣;扭紧后支承、前支承的螺栓螺母。 8、装排气管。取排气制动阀,在两端套上垫密圈,再使其夹在消声器进气管前段与进气管后段之间,并使螺栓孔对齐,传入螺栓,套上垫圈、弹簧垫圈并拧上螺母。 9、加注发动机润滑油 取下发动机加油口端,向发动机内加注润滑油,加完后装上油盖,拔出油尺检查加油量,油面不低于下线(2/4),不高于上线(4/4)。 10、装散热器总成 检查散热器片不得有磕碰处,进出气管应平整;在左右纵梁的规定位置放上散热器固定架下垫块总成对准孔(垫块的中间孔大的一侧向上),把散热器总成落下,使水箱固定架的孔与上垫块总成的孔对准,然后在孔中放入套管再套上上垫块总成,取螺栓从下向上穿入对准的孔中,拧上螺母2-3扣并拧紧,然后穿上开口销,并分开尾部。 11、落驾驶室总成 自检驾驶室外观完整性、油漆无划伤。操纵电葫芦,落下驾驶室,使驾驶室后支架落入后悬置横梁上的内外缓冲块之间,前铰接软垫落入驾驶室铰接支架的凸缘面中,取驾驶室铰接软垫盖总成分别盖在左右铰接软垫上,使其上的孔与铰接支架上相应的孔对准,取螺栓套上弹簧垫圈从上向下穿入已对准的孔中2-3扣并拧紧。 12、装车轮。自检车轮气压正常,将车轮套在轮毂,带上螺母2-3扣,用风动气扳机对称交叉扣紧,同时后内、外轮打气咀要错开,也要同刹车毂检查孔错开,避免影响打气和测量蹄片间隙。 13、加注冷却液打开膨胀箱盖、关闭放水开关,向膨胀箱里加注冷却液或水,待冷却液或水液面与溢流管水平为止,扭紧水箱盖。
汽车变速箱加工工艺 1.齿轮加工的主要设备及齿轮材料与加工方法 2.变速箱箱体与齿轮轴的机械加工工艺过程 3.变速箱离合器壳等压铸生产线设备 4.齿轮变速箱装配流水线 5.汽车齿轮加工的发展趋势 一、齿轮加工的主要设备及齿轮材料与加工方法 1、变速箱齿轮的材料选择: a、选材的原则:零件材料的选择应根据零件的使用性能要求及加工工艺 性能、经济成本要求进行选择: 1)、使用性能要求:使用性能是指零件在正常使用状态下,材料应具备的性能,是保证零件工作安全可靠、经久耐用的必要条件。零件在选材时,首先要根据零件的工作条件和失效形式,正确判断所要求的使用性能,再根据主要的使用性能指标来选择合适的材料。 变速箱齿轮位于汽车传动部分,用于传递扭矩与动力、调整速度的作用。 的几何尺寸、使用寿命要求,就能确定出零件应具有的主要力学性能指标。 2)、加工工艺性能要求: 变速箱齿轮常用的加工工艺路线为: 下料→锻造→正火→粗、半精切削加工→渗碳→淬火、低温回火→喷丸处理→加工花键→磨端面→磨齿→最终检验
在保证使用性能的前提下,应尽可能选用价格低、货源足、加工方便、总 成本低的材料。 b、材料的选择:根据以上使用性能和加工工艺、加工成本的综合要求,可基本确定为低C%合金结构钢:即我们常用的合金渗碳钢。从目前我国汽车制造厂常用的金属材料来看,汽车变速箱齿轮多采用20Cr Mn Ti。 2、齿轮加工工艺 (一)齿轮常用加工工艺流程 锻造制坯→正火→车削加工→滚、插齿→剃齿→热处理→磨削加工→修整(二)各种齿轮加工方法 齿轮加工原理有成形法和展成法两种。常见加工方法有滚齿加工、插齿加工、剃齿加工、珩齿加工和磨齿加工等 1)滚齿加工 a)滚齿机 Y3150E型滚齿机是如图10-3所示Y3150E型滚齿机是一种中型通用滚齿机,主要用于加工直齿和斜齿圆柱齿轮,也可以采用手动径向切入法加工蜗轮 b)加工直齿圆柱齿轮 根据展成法原理用滚刀加工齿轮时,必须严格保持滚刀与工件之间的运动关系。因此,滚齿机在加工直齿圆柱齿轮时的工作运动有: 主运动:就是滚刀的旋转运动(r/min)。 展成运动:就是滚刀的旋转运动和工件的旋转运动的复合运动,即滚刀与工件间的啮合运动 两者之间应准确的保持一对啮合齿轮副的传动关系。 轴向进给运动:就是滚刀沿工件轴线方向作连续进给运动,在工件的整个齿宽上切出齿形。 C)滚齿加工的特点:适应性好;生产效率高;齿轮齿距误差小;齿轮齿廓表面粗糙度较差;主要用于直齿圆柱齿轮、斜齿圆柱齿轮和蜗轮。 2)插齿加工 插齿加工是按展成原理加工齿轮的. Y5132型插齿机主要由床身、立柱、刀架、插齿刀、主轴、工作台、床鞍等部件组成。 加工直齿圆柱齿轮时所需运动:主运动、展成运动、圆周进给运动、径向切入运动、让刀运动。 插齿加工的特点:齿形精度高;获得的齿廓表面粗糙度较细;有利于提高工件的齿形精度和减小表面粗糙度;工件公法线长度变动量较大;生产率低;加工斜齿轮很不方便,且不能加工蜗轮。 3)剃齿加工
变速箱拆装工艺流程 一概述 变速箱安装在液力变矩器的后面,来自变矩器的动力通过变速箱的输入轴传递到变速箱,再有驱动轴传递到前后驱动轴。 二变速箱常见故障 故障现象检查结果故障分析故障排除 在某一档位行车无力或者无法行驶变速箱油底壳油发黑 并有异味 1.变速箱长期处于超 载工作 2.变速箱没有按运行 时间进行换油 3.频繁的突然变速操 纵 对离合片进行更换 变速箱壳体上有渗油 迹象变速箱前后盖有裂纹深沟轴承磨损,变速 箱在运行时,轴体发 生圆跳动,频繁冲击 壳体 换新的深沟轴承 三需修装载机验收 经过技术员对故障机器进行故障检查并确诊验收。四装载机大修前期处理 左 边 : 主 动 摩 擦 片 右 边 ; 从 动 摩 擦 片 均 已 经 受 到 严 重 划伤 和 磨 损
将机器停在坚硬平整的地面上,将工作装置降至地面,并且堵塞住轮子,防止车辆移动,之后拆除司机室下面的外围挡板,再用高压水枪认真清洗机器表面和内部的泥土和油污,尤其是变速箱外围件。 六变速箱外围件拆除 1.拆除并移走司机室。 2.解除变速箱上面的相关联的管路和电线。 3.取下发动机与变速箱的联结螺栓,两人配合用吊具吊出变速箱。 注意: a)在吊取变速箱时一定要确保变速箱平衡并且晃动小。 b)拆除的管道口要用布头堵住。 c)用遮布盖住发动机飞轮。 七变速箱安置 将变速箱平稳安置在修理车间的特定位置,确保空旷平整清洁。 八变速箱总成分解 1.拆解变速箱外围件。 2.解体变速箱的前后壳体。 3.两人配合取出变速箱三根主轴,之后拆除变矩器和停车制动离合器。 4.两人配合拆解各档位离合器和变矩器和壳体上各轴承。 注意: a)在拆解时一定要把零件进行分类分开摆放防止错乱。 b)在拆解停车制动中的保持器是一定要与壳体之间做好记号。 九零件清洗和除油 将拆解的各个零件用超声波清洗机清洗(没有条件可用清洁柴油清洗),之后用压缩空气吹干净。 十技术员对零件鉴定并分类,同时记录需更换的零件号和数量 1.技术员对清洁后的所有零件进行鉴定并分类为报废零件,可用零件,需修零件。 2.对需修零件进行修理,对报废零件进行记录,申报新的零件。 十一总成装配 安装前准备工作: 在安装前预先把所有从动摩擦片浸入变速箱油中至少2分钟以上,确保油浸透整个摩擦片。液力变矩器组件的装配: 1.在装配前预先把所有液力变矩器组件再用超声波清洗机清洗(没有条件可用清洁柴油清洗),并用压缩空气吹干。 2. ①轴承:把齿轮18平稳放置干净纸板上,取轴承10并压装到齿轮上。
汽车变速箱加工工艺Last revision on 21 December 2020
汽车变速箱加工工艺 1. 2. 3. 4. 5. 一、齿轮加工的主要设备及齿轮材料与加工方法 1、变速箱齿轮的材料选择: a、选材的原则:零件材料的选择应根据零件的使用性能要求及加工工艺性 能、经济成本要求进行选择: 1)、使用性能要求:使用性能是指零件在正常使用状态下,材料应具备的性能,是保证零件工作安全可靠、经久耐用的必要条件。零件在选材时,首先要根据零件的工作条件和失效形式,正确判断所要求的使用性能,再根据主要 的使用性能指标来选择合适的材料。 变速箱齿轮位于汽车传动部分,用于传递扭矩与动力、调整速度的作用。其 寸、使用寿命要求,就能确定出零件应具有的主要力学性能指标。 2)、加工工艺性能要求: 变速箱齿轮常用的加工工艺路线为: 下料→锻造→正火→粗、半精切削加工→ 渗碳→ 淬火、低温回火→喷丸处理→ 加工花键→磨端面→磨齿→最终检验
在保证使用性能的前提下,应尽可能选用价格低、货源足、加工方便、总成本 低的材料。 b、材料的选择:根据以上使用性能和加工工艺、加工成本的综合要求,可基本确定为低C%合金结构钢:即我们常用的合金渗碳钢。从目前我国汽车制造厂常用的金属材料来看,汽车变速箱齿轮多采用20C rM n Ti。 2、齿轮加工工艺 (一)齿轮常用加工工艺流程 锻造制坯→正火→车削加工→滚、插齿→剃齿→热处理→磨削加工→修整(二)各种齿轮加工方法 齿轮加工原理有成形法和展成法两种。常见加工方法有滚齿加工、插齿加工、剃齿加工、珩齿加工和磨齿加工等 1)滚齿加工 a)滚齿机 Y3150E型滚齿机是如图10-3所示Y3150E型滚齿机是一种中型通用滚齿机,主要用于加工直齿和斜齿圆柱齿轮,也可以采用手动径向切入法加工蜗轮 b)加工直齿圆柱齿轮 根据展成法原理用滚刀加工齿轮时,必须严格保持滚刀与工件之间的运动关系。因此, 滚齿机在加工直齿圆柱齿轮时的工作运动有: 主运动:就是滚刀的旋转运动(r/min)。 展成运动:就是滚刀的旋转运动和工件的旋转运动的复合运动,即滚刀与工件间的啮合运动 两者之间应准确的保持一对啮合齿轮副的传动关系。 轴向进给运动:就是滚刀沿工件轴线方向作连续进给运动,在工件的整个齿宽上切出齿形。 C)滚齿加工的特点:适应性好;生产效率高;齿轮齿距误差小;齿轮齿廓表面粗糙度较差;主要用于直齿圆柱齿轮、斜齿圆柱齿轮和蜗轮。 2)插齿加工
变速箱装配线清洗机操作规程 1.操作者必须熟悉该机结构及性能等方面的知识。严格按此规程操作。 2.开机前先检查清理设备周围障碍,保持通道畅通并注意防滑防砸伤,检查水箱液面高度是否到位,输送链上是否有杂物及障碍物并清除,清洗液浓度和配方比例是否符合工艺要求。 3.合上总电源开关,观察电压是否正常。正常显示值为 380V 士10%。 4.开启加热装置,启动程序如下: 开清洗加热---- ?开漂洗加热------ 开输送带启动------- ?开烘干风机启动_____ 开烘干加热(烘干加热启动前必 须先开启输送网带) 5.水泵开启前,先启动滚筒式浮油排除装置开始排除浮油,此时水泵尚未开启,水面平静,排油效果最好,待浮油基本排除后停止排油。 6.温度达到设定值,浮油除净后,开启吸雾1、吸雾2、 清洗泵、漂洗泵,开始清洗零件工作,各电动机应分别逐个启动,待前一电动机运行正常后,再启动下一个电机。 工艺流程如下: 人工上料——清洗——漂——压缩空气吹干——手工吹干— —烘干——人工下料 7.设备在运行时严禁开启两侧侧门,以免烫伤。 &如设备在运行中出现异常,应讯速按下分别设在上料 口、出料口或控制柜上的“急停”按扭,使设备停止运行, 待故障排除后,按工艺流程重新启动。
9.上料时应轻取轻放,严禁野蛮操作。严禁物料悬空部 分超出辅助滚台两侧限位角钢,并保持物料重心基本在链 中线左右,注意随时观察,如遇物料与设备固定部分碰撞 应立即停车处置。运行时下料口应有专人下料,严禁在移 动链上接料,并随时注意防止移动链与辅助滚台结合部卡料,及时将清洗后的零件移下工作台,严禁运行中的堆积 现象发生。 10.手工吹干时,气枪口应处在适当位置,不要触及移 动的清洗件,禁止将气枪、手及其他物品伸入吹干室内,手工吹干完毕应及时关闭侧门。手工吹干过程中要特别小心,注意防护,以免热水溅出烫伤。吹干用压缩空气压力为4 6kg/cm 2,吹干量为120m/h. 11.输送带速度、清洗水温、漂洗水温及烘干室温由专业人员按照技术部下达的工艺要求在设备运行前调试正确,在使用中严禁操作者随意调整。 12.工作结束后,关机程序如下: 停烘干加热----- 停清洗加热------- ?停漂洗加热 停烘干风机停清洗泵停漂洗泵停吸雾1、2 停输送带停总电源 --- 关 13.清理工作现场,维护保养设备,保持滚台、网链及设备机身整洁干净,确保一切无误后方可离开工作现场。 14.回水口处的积削箱应经常清洗,保证正常使用,每次更换清洗液时必须清理水龙头处的滤网。 15. 每工作100 小时,应对各传动部件进行检查、保养。给各运动部件(如减速箱、链轮、链条、油水分离器等)内的齿轮、轴承加润滑油,调整链条的松紧,以保证各运动部件运转可靠。
汽车变速箱加工工艺文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]
汽车变速箱加工工艺 1. 2. 3. 4. 5. 一、齿轮加工的主要设备及齿轮材料与加工方法 1、变速箱齿轮的材料选择: a、选材的原则:零件材料的选择应根据零件的使用性能要求及加工 工艺性能、经济成本要求进行选择: 1)、使用性能要求:使用性能是指零件在正常使用状态下,材料应具备的性能,是保证零件工作安全可靠、经久耐用的必要条件。零件在选材时,首先要根据零件的工作条件和失效形式,正确判断所要求的使用性能,再根据主要的使用性能指标来选择合适的材料。 变速箱齿轮位于汽车传动部分,用于传递扭矩与动力、调整速度的作 几何尺寸、使用寿命要求,就能确定出零件应具有的主要力学性能指 标。 2)、加工工艺性能要求: 变速箱齿轮常用的加工工艺路线为: 下料→ 锻造→正火→粗、半精切削加工→ 渗碳→淬火、低温回火→ 喷丸处理→ 加工花键→磨端面→磨齿→ 最 终检验
在保证使用性能的前提下,应尽可能选用价格低、货源足、加工方 便、总成本低的材料。 b、材料的选择:根据以上使用性能和加工工艺、加工成本的综合要求,可基本确定为低C% 合金结构钢:即我们常用的合金渗碳钢。从目前我国汽车制造厂常用的金属材料来看,汽车变速箱齿轮多采用20CrMnTi。 2、齿轮加工工艺 (一)齿轮常用加工工艺流程 锻造制坯→正火→车削加工→滚、插齿→剃齿→热处理→磨削加工→修整 (二)各种齿轮加工方法 齿轮加工原理有成形法和展成法两种。常见加工方法有滚齿加工、插齿加工、剃齿加工、珩齿加工和磨齿加工等 1)滚齿加工 a)滚齿机 Y3150E型滚齿机是如图10-3所示Y3150E型滚齿机是一种中型通用滚齿机,主要用于加工直齿和斜齿圆柱齿轮,也可以采用手动径向切入法加工蜗轮 b)加工直齿圆柱齿轮 根据展成法原理用滚刀加工齿轮时,必须严格保持滚刀与工件之间的运动关系。因此, 滚齿机在加工直齿圆柱齿轮时的工作运动有: 主运动:就是滚刀的旋转运动(r/min)。
变速箱部件装配工艺 一、装配前的准备工作 1、零件的清洗 1)加工件的清洗,按照图纸清单,对照数目的要求逐一核实,并确认零件的外观质量,符合图纸要求 2)各箱体与润滑油孔用煤油清洗,滚动轴承类标准件使用汽油清洗 3)在各箱体清洗好后,将箱体内外漆防锈漆,箱体底部漆两遍 2、按图纸设计要求的零件清单表去领取各标准件,核实清单数目,标准件的型号,外观处良好状态,并保持清洁 3、零件的检测 1)零件加工件的全尺寸检测,并记录好。对重要的加工零件尺寸,必须满足图纸的尺寸公差要求,对装配的尺寸还要满足装配要求 2)各箱体焊件剖分面的检测,及其安装轴承的中心线与其余轴承中心线在水平方向上平行度不大于0.03mm,在垂直方向上平行度不大于0.02mm 4、装配过程中,使用的资料、工具、量具、冶具等的准备 1)资料如:装配图纸零件图纸等 2)量具如:水平仪游标卡尺直角尺带u 表的高度计塞尺等 3)工具如:铜棒方块铝条各种钣手内六角等 5、装配区域的5S准备 二、变速箱部件主体装配 1、在清洁好的标识装配处,将下箱体放置好,使用量具水平仪测量,并微调整使测量仪器上读数:在中间刻度线上。 2、将序号11、1 3、10、7代表的零件依次从输出轴细端侧放入,在如图位置侧;把序号17一双列圆锥滚子轴承,油脂润滑,并在与其相配合的轴的表面涂油,把轴承从输出轴细端侧放入,在对齐好后,使用铜棒轻轻地敲入,使之靠紧侧面的轴肩;将序号20键的工作面与轴上的键槽在对齐好后,使用铜棒轻轻地敲入,使其紧靠轴的键槽底部,并很平整;同样,把序号43一双列圆锥滚子轴承,油脂润滑,并在与其相配合的轴的表面涂油,把轴承从输出轴细端侧放入,在对齐好后,使用铜棒轻轻地敲入,并让轴承与轴肩距离5mm左右; 3、把组装好后,并放置在下箱体对应的半圆形槽内,调整轴方向距离,用直角尺检测并使轴承与下箱体对应侧面平齐,用铜棒轻敲两侧,使轴两侧平整、平稳;用带u 表的高度计检测,并确认两轴承中心线与剖分面的不重合度不大于0.1mm 4、把序号7放置好,使用螺钉固定拧紧,然后把序号10放置好,序号11、12、13放置好,使用内六角拧紧 5、将序号14从轴细端侧放入,用铜棒轻轻地敲入,直到轴承靠紧,不动为止,用序号45固定压盖压好,同时把序号4 6、47放置好后拧紧;用塞尺检测并确认序号45固定压盖与下箱体接触面无缝隙;再检测确认两轴承中心线与剖分面的不重合度0.1mm以内 6、在序号6中下箱体装配之前,把两圆锥销20直径,按图纸要求位置处,使用铜棒轻轻地敲入,但不高出中下箱体的下剖分面;(以下操作中注意吊车的使用,以及吊绳检测、使用方法)将两箱体相配合的剖分面均涂上密封胶,缓缓移动在两剖分面放好后,微调整,在两圆锥销与孔对齐好后,将圆锥销缓缓敲入,保证圆锥销在下箱体中长度为25mm左右;检测确认相配合箱体的边缘对齐,相互错位每边不大于2mm,再用0.05mm塞尺检测确认剖分面配合情况,以塞尺不通过剖分面宽度1/3为合格; 7、把喷油管装好后,将序号57、58、59放置好,均匀用力拧紧;序号60、61、62把合螺栓放置好后,以预紧力拧紧,注意预紧力适宜 8、轴序号5的装配。与以上方法同样,把序号40、41、3装入轴序号5上(注意要润滑、轴承不能装反、密封件的放置方法) 9、把以上装好的轴放入中下箱体对应的半圆形槽内。以同样的方法,并调整。确认两轴承中心线与剖分面的不重合度不大于0.1mm,并保证两齿轮的中心距为530+/-0.035以内 10、把中上箱体序号29与中下箱体相配合。以同样的方法,将把两圆锥销20直径,按图纸要求位置处,使用铜棒轻轻地敲入,但不高出中下箱体的下剖分面;(以下操作中注意