
代号焊接方法
1 电弧焊
11 无气体保护电弧焊
111 手弧焊
112 重力焊
113 光焊丝电弧焊
114 药芯焊丝电弧焊
115 涂层焊丝电弧焊
116 熔化极电弧点焊
118 躺焊
12 埋弧焊
121 丝极埋弧焊
122 带极埋弧焊
13 熔化极气体保护电弧焊
131 MIG焊:熔化极惰性气体保护焊(含熔化极Ar弧焊) 135 MAG焊:熔化极非惰性气体保护焊(含CO
保护焊)
2 136 非惰性气体保护药芯焊丝电弧焊
137 非惰性气体保护熔化极电弧点焊
14 非熔化极气体保护电弧焊
141 TIG焊:钨极惰性气体保护焊(含钨极Ar弧焊)
142 TIG点焊
149 原子氢焊
15 等离子弧焊
151 大电流等离子弧焊
152 微束等离子弧焊
153 等离子弧粉末堆焊(喷焊)
154 等离子弧填丝堆焊(冷、热丝)
155 等离子弧MIG焊
156 等离子弧点焊
18 其它电弧焊方法
181 碳弧焊
185 旋弧焊
2 电阻焊
21 点焊
22 缝焊
221 搭接缝焊
223 加带缝焊
23 凸焊
24 闪光焊
25 电阻对焊
29 其它电阻焊方法
291 高频电阻焊
3 气焊
31 氧-燃气焊
311 氧-乙炔焊
312 氧-丙烷焊
313 氢-氧焊
32 空气-燃气焊
321 空气-乙炔焊
322 空气-丙烷焊
33 氧-乙炔喷焊(堆焊)
4 压焊
41 超声波焊
42 摩擦焊
43 锻焊
44 高机械能焊
441 爆炸焊
45 扩散焊
47 气压焊
48 冷压焊
7 其它焊接方法
71 铝热焊
72 电渣焊
73 气电立焊
74 感应焊
75 光束焊
751 激光焊
752 弧光光束焊
753 红外线焊
76 电子束焊
77 储能焊
78 螺柱焊
781 螺柱电弧焊
782 螺柱电阻焊
9 硬钎焊、软钎焊、钎接焊91 硬钎焊
911 红外线硬钎焊
912 火焰硬钎焊
913 炉中硬钎焊
914 浸沾硬钎焊
915 盐浴硬钎焊
916 感应硬钎焊
917 超声波硬钎焊918 电阻硬钎焊
919 扩散硬钎焊
923 摩擦硬钎焊
924 真空硬钎焊
93 其它硬钎焊方法
94 软钎焊
941 红外线软钎焊942 火焰软钎焊
943 炉中软钎焊
944 浸沾软钎焊
945 盐浴软钎焊
946 感应软钎焊
947 超声波软钎焊948 电阻软钎焊
949 扩散软钎焊
951 波峰浇注软钎焊952 烙铁软钎焊
953 摩擦软钎焊
954 真空软钎焊
96 其它软钎焊方法
97 钎接焊
971 气体钎接焊
972 电弧钎接焊
IMM国际煤机集团 郑州四维 设计研究院内部培训
2009年12月16日 焊缝符号的表示方法 一、焊缝符号 1.基本符号-是用来表示焊缝横截面形状的符号 (如角焊缝、坡口焊等) 2.辅助符号-是用来表示焊缝表面形状特征的符号 (如坡口焊符号上加一水平线表示焊平等) 3.补充符号-是用来补充说明焊缝的某些特征的符号 (三面焊符号、周围焊符号等) 1.常用的基本符号(见表一) 1.1角焊缝 1.1.1基本符号 1.1.2焊缝型式 1.1.3标注方法 1.2 V形焊缝(双边坡口焊) 1.2.1基本符号 1.1.2焊缝型式
1.1.3标注方法 1.3单边V形焊缝(单边坡口焊) 1.3.1基本符号 1.3.2焊缝型式 1.3.3标注方法 按照设液压支架设计规范11.1.17,“外露焊缝尽量不留缺口”的原则如:顶梁中的横筋和主筋一样高时筋板就要倒角(能用标准板时用B2或B3)1.4带钝边J形焊缝 1.3.1基本符号 1.3.2焊缝型式 1.3.3标注方法 1.5塞焊缝或槽焊缝 1.5.1基本符号 1.5.2焊缝型式 1.5.3标注方法 表一:常用的基本符号
2.辅助符号-是用来表示焊缝表面形状特征的符号(见表二)平面符号、凹面符号、凸面符号 表二:辅助符号
3.补充符号――是用来补充说明焊缝的某些特征的符号(见表三) 如周围焊,三面焊,现场焊等 表三:补充符号 二|、符号在图样上的位置 1、基本要求 完整的焊缝表示方法除了上述基本符号、辅助符号、补充符号外,还
包括指引线,一些尺寸符号及数据。 指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线,一条为虚线)两部分组成。(见图1)。 图1:指引线 2箭头线和接头的关系(见图2) 2.1接头的箭头侧 2.2接头的非箭头侧 3.箭头线的位置 箭头线相对焊缝的位置一般没有特殊要求,但是在标注V、J形焊缝时,箭头线应指向带有坡口一侧的工件。见图3(a)必要时,允许箭头线弯
焊接方法与几种焊材的中英文对照 自己在工作中总结出了几种焊接方法和焊材的英文名称,看大家是否用得上 MIG --------------Metal Inert Gas arc welding ----------熔化极惰性气体保护电弧焊MAG--------------Metal Active Gas arc welding----------熔化极活性气体气体保护电弧焊TIG --------------Tungsten Inert Gas Welding--------------钨极惰性气体保护焊SAW——Submerged Arc Welding——埋弧焊 其它: FCAW——flux cored arc welding——药芯焊丝电弧焊 FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊 FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊 GTAW——gas tungsten arc welding——钨极气体保护电弧焊 焊材与焊接常用词汇: 焊丝welding wire. Welding rod 实心焊丝solid wire 镀铜焊丝copper-plating welding wire 或copper-coating welding wire 药芯焊丝flux-cored wire 填充焊丝filler wire 焊条electrode/ covered electrode 酸性焊条acid electrode 高钛型焊条high titania (type) electrode 钛钙型焊条lime titania type electrode 钛铁矿形焊条ilmenite type electrode 氧化铁型焊条iron oxide type electrode/ high iron oxide type electrode 高纤维素型焊条high cellulose (type) electrode 石墨型焊条graphite type electrode 碱性焊条basic electrode/ lime type covered electrode 低氢型焊条low hydrogen type electrode 高韧性超低氢焊条high toughness super low hydrogen electrode 奥氏体焊条austenitic electrode
常用焊缝符号及其标注方法 基本符号是表示焊缝横截面形状的符号,常用基本符号见表 1 。 表1常用基本符号 序号 角焊缝 点焊缝 I形焊缝V形焊缝I I 5 单边V形焊缝 6 带钝边V形焊缝
序号名称示意图符号 塞焊缝或槽焊缝 9 封底焊缝 10喇叭形焊缝 11单边喇叭形焊缝 4.1.2 在焊接标注时,焊缝的基本符号必须标注。 4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出 焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规
定,应由工艺人员在工艺文件中予以明确。 4.2 辅助符号 4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。 4.3 补充符号 4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。 4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号
4.4 尺寸符号 441 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值 4.4.3 塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺 寸。
5焊接符号在图样上的表示及其标注 完整的焊接标注除了上述基本符号、辅助符号、补充符号、尺寸符号及数据以外,还包括指引线及必要的说明。 5.1 指引线 指引线一般由带有箭头的指引线(箭头线)和两条基准线(一条为细实线,另一条为虚线)组成,两条基准线间隔为2b(b为视图轮廓线宽度),见图1。基准线一般应与图样的 底边相平行,但在特殊条件下亦可与底边相垂直。 细实线基准线虚线基准线(可省略) 图1指引线 5.1.1 箭头线和焊缝的关系 a)焊缝在箭头侧:如图2(a)所示,即箭头线指在焊缝上; b)焊缝在非箭头侧:如图2 (b)所示,即箭头线指在焊缝的背面。 菊头堆 mu '///// (a)焊缝在箭头恻 (b>焊缝庄非箭头侧 图2带单角焊缝的T型接头 5.1.2 箭头线的位置 a )箭头线相对焊缝的位置一般无特殊要求,但是在标注 带有坡口一侧的工件,见图3。 /形焊缝时,箭头线应指向 b )必要时,允许箭头线弯折一次,见图4。 酹头线
钣金常用焊接规范选编 1、主题与范围 1.1本规范选编了薄板焊接常用方法及工艺要求。 1.2本规范适用于我公司架、箱、柜、操作台等产品的焊接。 1.3本规范可作为分析焊接不合格产生原因的依据 2、目的 掌握和实施本焊接技术规范,可以保证产品的焊接质量,从而最终满足客户要求。 3、薄板常用焊接工工艺 3.1焊接方法代号和焊缝基本符号 3.1.1钣金常用焊接方法代号及注法 阿拉伯数字代号来表示金属焊接的各种焊接方法。以数字代号均可在图样上作为焊接方法来标示,标在指引线尾部。如此焊缝符号表示角焊缝采用手工电焊弧焊 (表示角焊,指引线尾部阿拉伯数字111表示采用手工电弧焊)。 表中数字代号为薄板焊接工艺中通常采用的焊接方法。
3.1.2 薄板常用焊缝基本符号 3.2 手工电弧焊(手弧焊) 手弧焊以涂料(药皮)焊条与工件为电极,利用电弧放电产生的高热(6000-7000℃)熔化焊条和焊件,使之成为一体,用手工操纵焊条进行焊接,它具有灵活、机动、适用性广泛,可进行全位置焊接;所用设备简单耐用性好、费用低。焊缝质量决定于操作者的技术水平。 3.2.1手工电弧焊焊接规范 手弧焊的焊接规范是指焊条直径,焊接的电流强度,电弧电压、电源种类(交流或直流),在直流手工电弧焊中还包括极性的选择。 3.2.1.1焊条直径的 焊条直径对焊接质量有明显的影响,同时与提高生产率有密切的关系。使用过粗的焊条焊接, 会造成未焊透和焊缝成形不良;使用过细的焊条,会降低生产率。焊条直径选择的主要依据 是焊件的厚度,焊接位置等。 按焊件厚度选择直径推荐值 (mm) 选取焊答直径时还应考虑不同的焊接位置。平焊时可以选用较大直径的焊条。立焊、横焊、仰焊一般应选择直径较小的焊条。 3.2.1.2 焊接电流的选择 焊接电流的大小对焊接质量有较大的影响。当焊接电流过小时,不仅引弧困难,电弧也不稳
常用焊接英语词汇大全 焊接机器人welding robot 点焊机器人spot welding robot 弧焊机器人arc welding robot 切割机器人cutting robot 焊接机器人生产线robot line for welding 焊接机器人工作站welding robot station 机器人运动自由degree of free for robot 机器人工作空间robot working space 波峰钎焊flow soldering/ wave soldering 分级钎焊step brazing/ step soldering 不等间隙钎焊brazing with the unparalleled clearance 红外线钎焊infra-red brazing (soldering) 光束钎焊light soldering (brazing) 激光钎焊laser brazing (soldering) 电子束钎焊electron beam brazing 钎接焊braze-welding 钎料brazing filler metal/ solder 硬钎料brazing filler metal 软钎料solder (m) 自钎剂钎料self-fluxing brazing alloy/ self-fluxing filler metal 活性钎料active filler metal/ active metal brazing alloy 成形钎料preformed filler metal/ solder preform 非晶态钎料amorphous filler metal 粉状钎料powdered filler metal 钎料膏braze cream/ braze paste/ solder cream/ solder paste 药皮钎料flux coated brazing(soldering)rod 层状钎料sandwich filler metal 药芯钎料丝flux-cored colder wire 敷钎料板clad brazing sheet 钎剂brazing flux; soldering flux 气体钎剂gas flux 反应钎剂reaction flux 松香钎剂colophony flux; rosin flux 钎剂膏flux paste 阻流剂stopping-off agent 钎剂活性flux activity 钎剂活性温度范围activation temperature range of flux 钎剂热稳定性thermal stability of flux 钎焊过程brazing (soldering) process 钎焊操作brazing (soldering) operation
常用焊接符号表示法 1 范围 本标准规定了焊接符号的表示方法。 本标准适用于金属熔化焊及电阻焊。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注明日期的引用文件,其最新版本适用于本标准。 GB/T 985.3-2008 铝及铝合金气体保护焊的推荐坡口 GB/T 5185-2005 金属焊接及钎焊方法在图样上的表示代号 GB/T 12212-2012 技术制图焊缝符号的尺寸、比例及简化表示法 3 基本要求 3.1 焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。 焊缝的表示方法包括焊缝图示法和焊缝符号标注法。一般应采用焊缝符号标注法,如果仅采用焊缝符号标注法无法表达清楚或采用图示法比标注法简单明了时,可采用图示法。3.2 焊缝符号由基本符号与指引线组成,必要时可以加上辅助符号、补充符号、焊缝尺寸符号。 图形符号的比例、尺寸和在图样上的表示方法按GB/T 12212的规定;GB/T 12212中常用的图示方法见附录C(规范性附录)。 3.3 当专业标准规定焊缝尺寸、焊接工艺时,焊缝符号中应表示这些内容。焊接方法在图样上标注时,按附录B(规范性附录)的规定。 要求焊后加工的,如铲平、磨平、切削加工等,应在技术要求中标明。 4 符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号,见表1。 示意图焊缝符号 注:不完全熔化的卷边焊缝用Ⅰ形 焊缝符号表示,并加注焊缝有效厚
4.2 辅助符号 4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。 表2 辅助符号 示意图 符号 焊缝表面平齐 焊缝表面凹陷 焊缝表面凸起
焊接符号标注及表示方法—详版 什么是焊接符号 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。我国的焊接符号是由国家标准GB324规定的。 焊接符号有什么作用 焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来 表示的方法。焊接符号可以表示出: (1)所焊焊缝的位置。 (2)焊缝横截面形状(坡口形状)及坡口尺寸。 (3)焊缝表面形状特征。 (4)表示焊缝某些特征或其他要求。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 焊接符号由哪几部分组成 焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 表示焊缝的基本符号有哪些 焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解) 焊接加工符号的国家标准有哪些 焊接符号的国家标准主要有两个: (1) GB324一2008《焊缝代号》。 (2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。 表示焊缝的辅助符号有哪些 辅助符号表示焊缝表面形状特征的符号,见表2-3。不需要确切地说明焊缝的表面形状时,可以不用辅助符号。 表示焊缝的补充符号有哪些
九常用焊缝符号及其标注方法 1 总则 1.1 焊接标注应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。 1.2 焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和尺寸符号等。 1.3 焊接符号包括所有用于焊接标注的符号、代号及数据;焊接标注包括焊接符号的标注及各种说明。 1.4 常用焊缝符号的采用及标注应按本标准及GB/T 324和GB/T 12212的相关规定执行。 1.5 在产品图样及设计文件中,一般不规定焊接方法(其技术条件中应注明焊接的技术要求),由工艺部门确定具体焊接工艺(包括焊接方法),必要时,产品图样及设计文件中也可给出焊接方法。焊接方法的标注按GB/T 5185。 2 焊缝符号 2.1 基本符号 2.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。 表1 常用基本符号 序号名称示意图符号 1 角焊缝 2 点焊缝 3 Ⅰ形焊缝
4 V形焊缝 表1(续)常用基本符号 序号名称示意图符号 5 单边V形焊缝 6 带钝边V形焊缝 7 缝焊缝 8 塞焊缝或槽焊缝 9 封底焊缝 10 喇叭形焊缝
11 单边喇叭形焊缝 2.1.2 在焊接标注时,焊缝的基本符号必须标注。 2.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。 2.2 辅助符号 2.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。 序号名称示意图符号标注示例说明 1 平面符号平面V形对接焊缝一般通过加工保证 2 凹面符号凹面角焊缝 3 凸面符号凸面V形对接焊缝 2.2.2 对焊缝的表面无要求时,则不标注辅助符号。 2.3 补充符号 2.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。 2.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。 表3 补充符号 序号名称示意图符号标注示例说明 1 带垫板符号 V形对接焊缝,底面有垫板
焊接常用代号及焊接重点要求 郑岩编辑 第一部分:焊接常用代号 一、焊接类型字头 AW(arc welding):电弧焊; TIG:钨极氩弧焊; SMAW(shielded metal arc welding):焊条电弧焊; Ws:全氩弧焊接; GTAW+SMAW:为手工钨极氩弧焊打底+手工电弧焊盖面; GTAW(gas tungsten arc welding):钨极气体保护电弧焊(实芯或药芯焊丝); Ws+Ds:氩弧打底+电弧盖面; FCAW:(flux cored arc welding):药芯焊丝电弧焊; ESW:(electroslag welding)电渣焊; FCW-G:(gas-shielded flux cored arc welding):气体保护药芯焊丝电弧焊; FCAW:药芯焊丝CO2保护焊; SAW:(submerged arc welding):埋弧焊; GMAW:CO2半自动焊; MIG:熔化极半自动惰性气体保护焊; OAW(oxy-acetylene welding)氧乙炔焊; FW:(flash welding)闪光焊; EGW:气体立焊; FRW:(friction welding)摩擦焊; LBW:(laser beam welding)激光焊; EXW(explosion welding)爆炸焊。 二、焊接方法代号(GB5185) 1 电弧焊: 11无气体保护电弧焊;111手弧焊;112重力焊;113光焊丝电弧焊;114药芯焊丝电弧焊;115涂层焊丝电弧焊;116熔化极电弧电焊;118躺焊。 12 埋弧焊:121丝极埋弧焊;122带极埋弧焊。 13 熔化极气体保护电弧焊:131:MIG焊,熔化极惰性气体保护电弧焊(含熔化极Ar弧焊);135:MAG焊,熔化极非惰性气体保护电弧焊(含CO2保护焊);136非惰性气体保护药芯焊丝电弧焊;137非惰性气体保护熔化极电弧点焊。 14 熔化极非惰性气体保护电弧焊:141:TIG焊:钨极惰性气体保护电弧焊(含钨极Ar弧焊);142:TIG点焊;149原子氢焊。 15 等离子弧焊:151大电流等离子电焊;152微束等离子弧焊;153等离子弧粉末堆焊(喷焊);154等离子弧填丝堆焊(冷、热丝);155等离子弧MIG焊;156等离子弧点焊。 18 其他电弧方法:181碳弧焊;182旋弧焊。 2 电阻焊:21点焊;22缝焊:221搭接缝焊;223加带缝焊。23凸焊;24闪光焊;25电阻
焊接专用英文词汇 1.1 焊接方法 焊接方法与设备(Welding process& facility) 手工电弧焊(MAW:manual arc welding) 电弧焊(arc welding)埋弧电弧焊(SAW:submerged arc welding)气焊(gas welding)氩弧焊(argon arc welding) 气体保护电弧焊 CO2保护焊(CO2 shielded arc welding) 熔化焊(GMAW—gas metal arc welding) fusion welding 电渣焊(ESW—electroslag welding) 激光焊(LW—laster welding) 等离子焊(PAW—plasma arc welding) 摩擦焊(FRW—friction welding) 焊接压力焊超声波焊(UW—ultrasonic welding) welding pressure welding 冷压焊(CPW—cold pressure welding)锻焊(FW—forge-welding)对焊butt welding 电阻焊(RW—resistance welding) 缝焊seam welding 点焊spot welding 烙铁钎焊 iron soldering 火焰钎焊 torch brazing/ torch soldering 钎焊炉中钎焊 furnace brazing/ furnace soldering soldering/brazing 盐浴钎焊 saltbath dip brazing (soldering) 真空钎焊 vacuum brazing 堆焊 overlaying welding 平焊 downhand welding/flat welding 横焊 horizontal welding 立焊 vertical welding 仰焊 overhead welding 全位置焊 all position welding/positional welding 半自动电弧焊 Semi-automatic arc welding 钨极惰性气体保护电弧焊 (TIG) tungsten inert-gas arc welding 熔化极惰性气体保护电弧焊(MIG)metal inert-gas arc welding 1.2 焊接设备 电弧焊机 arc welding machine 直流弧焊机 DC arc welding machine 交流弧焊机 AC arc welding machine 交直流两用弧焊机 AC/DC arc welding machine 氩弧焊机 argon arc welding machine 二氧化碳弧焊机 CO2 arc welding machine 埋弧焊机 submerged arc welding machine 焊接机头 welding head 行走机构 traveller 送丝机构 wire feeder 焊丝盘 wire reel
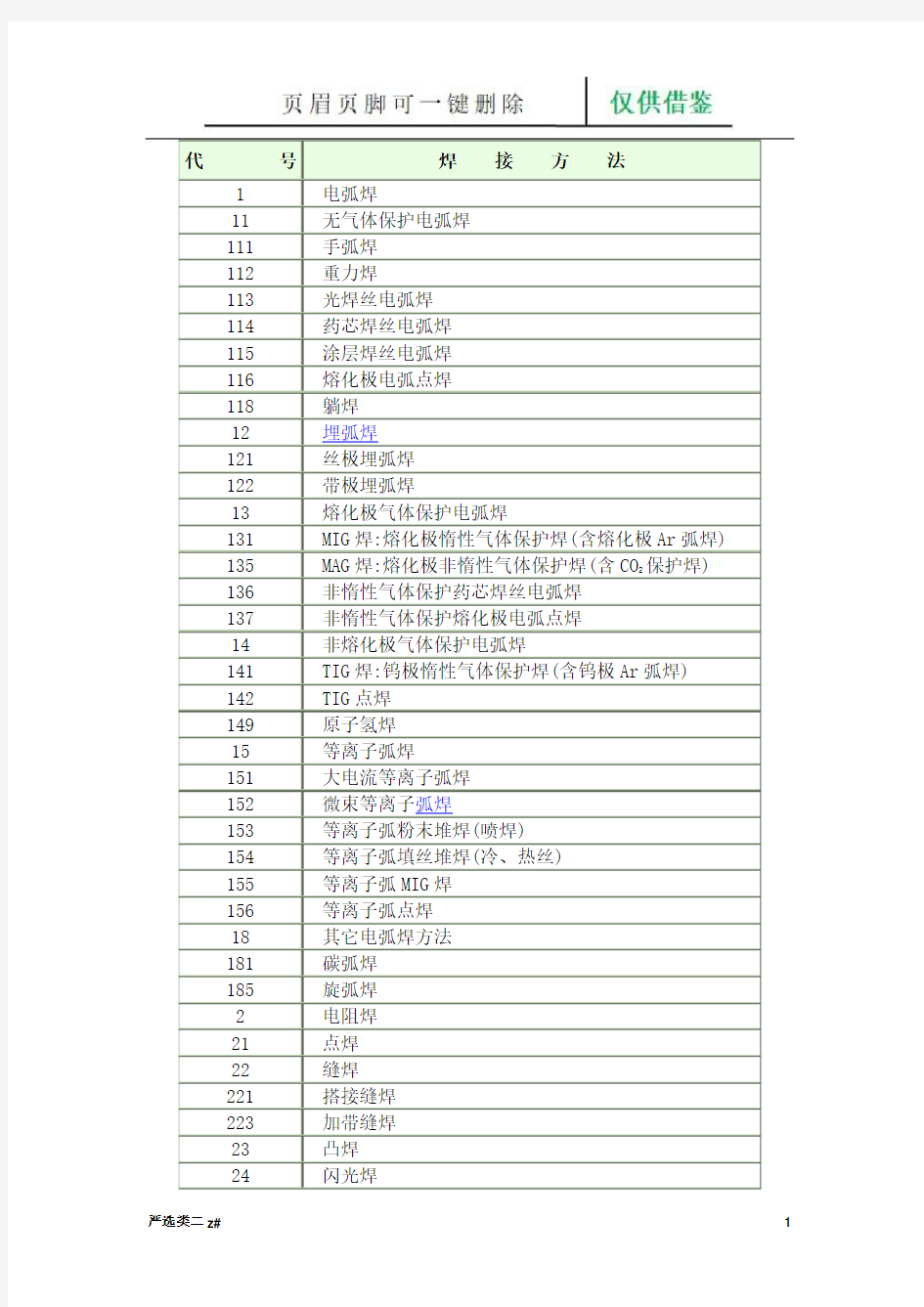
代号焊接方法 1 电弧焊 11 无气体保护电弧焊 111 手弧焊 112 重力焊 113 光焊丝电弧焊 114 药芯焊丝电弧焊 115 涂层焊丝电弧焊 116 熔化极电弧点焊 118 躺焊 12 埋弧焊 121 丝极埋弧焊 122 带极埋弧焊 13 熔化极气体保护电弧焊 131 MIG焊:熔化极惰性气体保护焊(含熔化极Ar弧焊) 135 MAG焊:熔化极非惰性气体保护焊(含CO2保护焊) 136 非惰性气体保护药芯焊丝电弧焊 137 非惰性气体保护熔化极电弧点焊 14 非熔化极气体保护电弧焊 141 TIG焊:钨极惰性气体保护焊(含钨极Ar弧焊) 142 TIG点焊 149 原子氢焊 15 等离子弧焊 151 大电流等离子弧焊 152 微束等离子弧焊 153 等离子弧粉末堆焊(喷焊) 154 等离子弧填丝堆焊(冷、热丝) 155 等离子弧MIG焊 156 等离子弧点焊 18 其它电弧焊方法 181 碳弧焊 185 旋弧焊 2 电阻焊 21 点焊 22 缝焊 221 搭接缝焊 223 加带缝焊 23 凸焊 24 闪光焊 25 电阻对焊
29 其它电阻焊方法 291 高频电阻焊 3 气焊 31 氧-燃气焊 311 氧-乙炔焊 312 氧-丙烷焊 313 氢-氧焊 32 空气-燃气焊 321 空气-乙炔焊 322 空气-丙烷焊 33 氧-乙炔喷焊(堆焊) 4 压焊 41 超声波焊 42 摩擦焊 43 锻焊 44 高机械能焊 441 爆炸焊 45 扩散焊 47 气压焊 48 冷压焊 7 其它焊接方法 71 铝热焊 72 电渣焊 73 气电立焊 74 感应焊 75 光束焊 751 激光焊 752 弧光光束焊 753 红外线焊 76 电子束焊 77 储能焊 78 螺柱焊 781 螺柱电弧焊 782 螺柱电阻焊 9 硬钎焊、软钎焊、钎接焊91 硬钎焊 911 红外线硬钎焊 912 火焰硬钎焊 913 炉中硬钎焊 914 浸沾硬钎焊
第一章焊接接头及图样标注 焊接连接形成的焊接接头是焊接结构的最基本要素。焊接接头的设计是在充分考虑结构特点、材料特性、接头工作条件的经济性等的前提下,在首先选定焊接方法之后,正确合理地布置焊缝,确定接头的类型;对于熔焊接头,还需正确地确定坡口形状和尺寸,校核接头的承载能力,最后参照有关国内、国际标准,把焊接接头在结构图样上清楚准确地表示出来。 1.1焊接接头 1.1.1概述 焊接接头是指用焊接方法把金属材料连接起来的接头,简称接头。它是组成焊接结构的最基本要素,在某些情况下,它又是焊接结构的薄弱环节,掌握焊接接头的构造特点、工作性能,对正确设计、制造和使用具有重要意义。 1.1.2焊接接头的基本类型
图1-3 典型焊缝形状及各部分名称 a)V形坡口焊缝b) 凸形角焊缝c)凹形角焊缝 1.2焊接接头的表示方法 1.2.1 焊缝符号 焊缝符号与焊接方法代号是供焊接结构图样上使用的统一符号或代号,也是一种工程语言,世界各国的焊缝符号和焊接方法代号不尽相同,设计人员应该掌握并在自己的设计实践中加以正确运用。我公司是经过DIN6700认证的企业,焊缝标注应依据ISO2553 《焊接、硬钎焊和软钎焊接头在图样上的表示方法》标准进行。 焊缝符号包括基本符号、辅助符号和焊缝尺寸符号。焊缝符号一般由基本符号与指引线组成,必要时还要加上辅助符号、补充符号和焊缝尺寸符号。 (1)基本符号是表示焊缝横截面形状的符号。在ISO2553中规定了20种基本符号,见表1-1。
2) (2)基本符号的组合:由于焊接有时要求从两面进行,因此需要在指引线的两基准线上分别标注出来基本符号。典型的基本符号组合见表1-2。
焊接工艺方法代号2009-09-26 11:25焊接工艺方法 序号焊接名词符号 1 氧乙炔焊 OAW 2 手工电弧焊 SMAW 3 埋弧焊 SAW 4 非熔化极气体保护焊 GTAW (即氩弧焊TIG) 5 熔化极气体保护焊 GMAW (含半自动药芯焊丝保护焊FCAW) 6 钨极惰性气体保护电弧焊 TIG
7 熔化极惰性气体保护电弧焊 MIG(备注:熔化极气体保护电弧焊通常用的保护气体有氩气,氦气,二氧化碳气或这些的混合气体。以氩气或氦气为保护气时称为熔化极惰性气体保护电弧焊(在国际上称为MIG焊);以惰性气体与氧化性气体(氧气,二氧化碳)的混合气为保护气时,或以二氧化碳气体或二氧化碳+氧气的混合气体为保护气时,统称为熔化极活性气体保护电弧焊(在国际上称为MAG焊)。 熔化极气体保护电弧焊的主要优点是可以方便的进行各种位置的焊接,同时也具有焊接速度较快,熔敷率较高的优点。熔化极活性气体保护电弧焊可适用于大部分主要金属的焊接,包括碳钢,合金钢。熔化极惰性气体保护电弧焊适用于不锈钢,铝,镁,铜,钛,镐及镍合金。利用这种焊接方法还可以进行电弧点焊。)《8 》活性气体保护电弧焊 MAG 《9 》钨极脉冲氩弧焊 TAW-P 《10 》熔化极脉冲氩弧焊 MAW-P 《11 》气电立焊 EGW 《12 》等离子弧焊 PAW 《13 》电渣焊 ESW 《14 》电子束焊 EBW 《15 》激光焊 LBW 《16 》热剂焊 TW 《17 》高频电阻焊 HFRW 《18 》闪光对焊 FW 《19 》摩擦焊 FRW 《20 》电阻焊 RW 《21 》扩散焊 DFW 《22 》爆炸焊 EW 《23 》超声波焊 USW 《24 》硬钎焊 B 《25 》软钎焊 S 《26 》热切割 TC 《27 》氧乙炔气割 OFC-A 《28 》等离子弧切割 PAC 《29 》激光切割 LBC 《30 》火焰喷涂 FLSP 《31 》电弧喷涂 EASP 《32 》等离子弧喷涂 PSP 《33 》焊态 AW 《34 》母材 BM 《35 》焊缝 WM 《36 》热影响区 HAZ
4 焊缝符号 4.1 基本符号 4.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。 表1 常用基本符号 序号名称示意图符号 1 角焊缝 2 点焊缝 3 Ⅰ形焊缝 4 V形焊缝 5 单边V形焊缝
6 带钝边V形焊缝
表1(完)常用基本符号 序号名称示意图符号 7 缝焊缝 8 塞焊缝或槽焊缝 9 封底焊缝 10 喇叭形焊缝 11 单边喇叭形焊缝 4.1.2 在焊接标注时,焊缝的基本符号必须标注。 4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。 4.2 辅助符号 4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 序号名称示意图符号标注示例说明 1 平面符号平面V形对接焊缝一般通过加工保证 2 凹面符号凹面角焊缝 3 凸面符号凸面V形对接焊缝 4.2.2 对焊缝的表面无要求时,则不标注辅助符号。 4.3 补充符号 4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。 4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。 表3 补充符号 序号名称示意图符号标注示例说明 1 带垫板符号 V形对接焊缝,底面有垫板 2 三面焊缝符号 工件三面施角焊缝,焊接方法为手工电弧焊 3 周围焊缝符号沿工件周围施角 焊缝 4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明 4.4 尺寸符号 4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。 表4 焊缝尺寸符号
AW——ARC WELDING——电弧焊 AHW——atomic hydrogen welding——原子氢焊 BMAW——bare metal arc welding——无保护金属丝电弧焊 CAW——carbon arc welding——碳弧焊 CAW-G——gas carbon arc welding——气保护碳弧焊 CAW-S——shielded carbon arc welding——有保护碳弧焊 CAW-T——twin carbon arc welding——双碳极间电弧焊 EGW——electrogas welding——气电立焊 FCAW——flux cored arc welding——药芯焊丝电弧焊 FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊 FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊 GMAW——gas metal arc welding——熔化极气体保护电弧焊 GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊 GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊 GTAW——gas tungsten arc welding——钨极气体保护电弧焊 GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊 MIAW——magnetically impelled arc welding——磁推力电弧焊 PAW——plasma arc welding——等离子弧焊 SMAW——shielded metal arc welding——焊条电弧焊 SW——stud arc welding——螺栓电弧焊 SAW——submerged arc welding——埋弧焊
常用焊接方法代号 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中 很少一部分,这其中最重要之一是焊接方法代号,包括英文代号和数字代号. 焊接方法数字代号英文代号电弧焊 1 AW 焊条电弧焊(手弧焊)111 SMAW 药芯焊丝电弧焊114 FCAW 融化极电弧电焊116 埋弧焊12 SAW 丝极埋弧焊121 SAW 带极埋弧焊122 S-SAW 熔化极惰性气体保护焊131 MIG 熔化极非惰性气体保护焊135 MAG
非熔化极气体保护电弧焊14 钨极惰性气体保护焊141 TIG 等离子弧焊15 PAW 微束等离子弧焊152 M- PAW 等离子填丝堆焊154 电阻焊 2 RW 电阻点焊21 RSW 缝焊22 RSEW 搭接缝焊221 凸焊23 PW 闪光对焊24 FW 电阻对焊25 UW 其他电阻焊方法29 高频电阻焊291 RW-HF
气焊 3 OFW 氧—乙炔焊311 OAW 压焊 4 PW 超声波焊41 USW 摩擦焊42 FRW 扩散焊45 DFW 冷压焊48 CW 其他焊接方法7 电渣焊72 ESW 电子束焊76 EBW 硬钎焊、软钎焊9 B,S 硬钎焊91 B 火焰硬钎焊912 BT 炉中硬钎焊913 FB
盐浴硬钎焊915 感应硬钎焊916 IB 超声波硬钎焊917 USB 电阻硬钎焊918 RB 真空硬钎焊924 VB 软钎焊94 S 火焰软钎焊942 TS 炉中软钎焊943 FS 浸沾软钎焊944 DS 感应软钎焊946 IS 烙铁软钎焊952 INS 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
石油天然气工艺管道安装常用英语缩写 1、SWAGED NIPPLE CONC SMLS.:大小头同心无缝 2、BLE/PSE:Beveled Large End/Plain Small End 大端开破口/小端平端 3、PE/PE、PBE、BLE/PSE、BSE/PLE:平端/平端、两端平端、大端开破口/小端平端、小端 开破口/大端平端 4、ELBOW 90 DEG LR BW SMLS.:弯头 90度长半径(R=1.5DN)对焊无缝 5、PIPE SMLS PE/BE:无缝管平口/坡口 6、GASKET FLAT RING:垫圈平面环形 7、compressed asbestos fiber jointing sheet:石棉胶板 8、SPECTACLE BLIND:8字盲板 9、STUDBOLT ALLOY STEEL:双头螺栓合金钢 10、SR :短半径(R=1.0DN) 11、Mild Steel 软钢; 低碳钢软钢丝 12、Mild Steel Arc Welding Electrode 低碳钢焊条 13、Mild Steel Channel 槽钢 14、Mild Steel Checkered Plate 花纹钢板 15、Mild Steel Equal Angle 等边角钢 16、Mild Steel Expanded Sheets 钢板网 17、Mild Steel Fire Box 软钢板火箱 18、Mild Steel Hexagonal Bolts 六角螺丝梗 19、Mild Steel Hexagonal Bolts And Nuts 六角螺丝闩 20、Mild Steel I-Beam 低碳工字钢 21、Mild Steel Ingot 低碳钢锭 22、Mild Steel Plate 软钢板 23、Mild Steel Reinforcement (含钢量0.12--0.25%) 软钢钢筋 24、Mild Steel Shank 软钢手柄 25、Mild Steel Sheet 软钢皮 26、TS:螺母(nut的复数) 27、BOLT:螺栓 28、FULL BORE:与管子等径的、直通式(Valve Ball, Full Bore全通径球阀) 29、REDUCED/REGULAR BORE:缩径(Valve Ball, Reduced/Regular Bore缩径球阀) 30、SW ENDS / CARBON STEEL BODY / DIMS TO BS EN:承插焊/碳钢阀体/尺寸按照英国及
一、焊条电弧焊 (一)、焊接电弧 电弧是两带电导体之间持久而强烈的气体放电现象。 1.电弧的形成 (1)焊条与工件接触短路 短路时,电流密集的个别接触点被电阻热Q=I2Rt所加热,极小的气隙的电场强度很高。 结果:①少量电子逸出。②个别接触点被加热、熔化,甚至蒸发、汽化。③出现很多低电离电位的金属蒸汽。 (2)提起焊条保持恰当距离 在热激发和强电场作用下,负极发射电子并作高速定向运动,撞击中性分子和原子使之激发或电离。 结果:气隙间的气体迅速电离,在撞击、激发和正负带电粒子复合中,其能量转换,发出光和热。 2.电弧的构造与温度分布 电弧由三部分构成,即阴极区(一般为焊条端面的白亮斑点)、阳极区(工件上对应焊条端部的溶池中的薄亮区)和弧柱区(为两电极间空气隙)。 3、电弧稳定燃烧的条件 (1)应有符合焊接电弧电特性要求的电源 a)当电流过小时,气隙间气体电离不充分,电弧电阻大,要求较高的电弧电压,方能维持必需的电离程度。 b)随着电流增大,气体电离程度增加,导电能力增加,电弧电阻减小,电弧电压降低。但当降低到一定程度后,为了维持必要的电场强度,保证电子的发射与带电粒子的运动能量,电压须不随电流增大而变化。 (2)做好清理工作,选用合适药皮的焊条。 (3)防止偏吹。 (4)电极的极性 在焊接中,采用直流电焊机时,有正接和反接两种方法。而大量使用的是交流电弧焊设备,电极的极性频繁交变,不存在极性问题, 1)正接——焊件接电源正极,焊条接负极。一般焊接作业均采用正接法。 2)反接——焊件接电源负极,焊条接正极。一般焊接薄板时,为了防止烧穿,采用反接法进行焊接作业。 (二)、焊条电弧焊的焊接过程 1.焊接过程 2.焊条电弧焊加热特点 (1)加热温度高,而且使局部加热。焊缝附近金属受热极不均匀,可能造成工件变形、产生残余应力以及组织转变与性能变化的不均匀。 (2)加热速度快(1500度/秒),温度分布不均匀,可能出现在热处理中不应出现的组织和缺陷。 (3)热源是移动的,加热和冷却的区域不断变化。 (三)、电弧焊的冶金特点 (1)反应区温度高,使合金元素强烈蒸发和氧化烧损。 (2)金属熔池体积小,处于液态的时间很短,导致化学成分均匀,气体和杂质来不及
实用标准文档 IMM国际煤机集团 郑州四维 设计研究院内部培训
2009年12月16日 焊缝符号的表示方法 一、焊缝符号 1.基本符号-是用来表示焊缝横截面形状的符号 (如角焊缝、坡口焊等) 2.辅助符号-是用来表示焊缝表面形状特征的符号 (如坡口焊符号上加一水平线表示焊平等) 3.补充符号-是用来补充说明焊缝的某些特征的符号 (三面焊符号、周围焊符号等) 1.常用的基本符号(见表一) 1.1角焊缝 1.1.1基本符号 1.1.2焊缝型式 1.1.3标注方法 1.2 V形焊缝(双边坡口焊) 1.2.1基本符号 1.1.2焊缝型式 1.1.3标注方法 1.3单边V形焊缝(单边坡口焊) 1.3.1基本符号
1.3.2焊缝型式 1.3.3标注方法 按照设液压支架设计规范11.1.17,“外露焊缝尽量不留缺口”的原则如:顶梁中的横筋和主筋一样高时筋板就要倒角(能用标准板时用B2或B3) 1.4带钝边J形焊缝 1.3.1基本符号 1.3.2焊缝型式 1.3.3标注方法 1.5塞焊缝或槽焊缝 1.5.1基本符号 1.5.2焊缝型式 1.5.3标注方法 表一:常用的基本符号
2.辅助符号-是用来表示焊缝表面形状特征的符号(见表二)平面符号、凹面符号、凸面符号 表二:辅助符号
3.补充符号――是用来补充说明焊缝的某些特征的符号(见表三) 如周围焊,三面焊,现场焊等 表三:补充符号 二|、符号在图样上的位置 1、基本要求 完整的焊缝表示方法除了上述基本符号、辅助符号、补充符号外,还
包括指引线,一些尺寸符号及数据。 指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线,一条为虚线)两部分组成。(见图1)。 图1:指引线 2箭头线和接头的关系(见图2) 2.1接头的箭头侧 2.2接头的非箭头侧 3.箭头线的位置 箭头线相对焊缝的位置一般没有特殊要求,但是在标注V、J形焊缝时,箭头线应指向带有坡口一侧的工件。见图3(a)必要时,允许箭头线弯
常用的焊接符号图解 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 焊缝符号是工程语言的一种,用于在图样上标注焊缝形式、焊缝尺寸和焊接方法等。焊缝符号是进行焊接施工的主要依据。从事焊接工作的人,要熟悉常用焊缝符号的标注方法及其含义。 焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。当然,在表示焊缝时,也可以采用机械制图的方法来详细表示。 焊缝标注示例见下图。图中所示的焊缝符号中有:基本符号(图中数字8后面的符号)、补充符号(图中的一面黑旗)、指引线以及焊缝尺寸符号。 基本符号是表示焊缝截面形状的符号。比如I形焊缝、V形焊缝、带钝边V形焊缝、角焊缝、封底焊缝等,具体符号见下表。本例表示焊缝是一角焊缝。
辅助符号是表示焊缝表面形状特征的符号。辅助符号有三种,分别表示焊缝表面平齐、焊缝表面凹陷、焊缝表面凸起。一般情况下,不需要确切地说明焊缝的表面形状,所以辅助符号经常不标。有时为了补充说明焊缝的某些特征,需要其它符号来表示。比如要表示焊缝环绕工件周围,用一圆圈表示;要表示焊接时焊缝底部带有垫板,可以用一矩形来表示等,这些都属于补充符号。本例中的黑旗称为现场符号,表示此处焊缝在现场或工地上进行焊接。补充符号应用示例见下表。
但是为了完整地表示焊缝,除了以上符号以外,还应包括指引线、一些尺寸符号及数据。 指引线一般由带有箭头的指引线和两条基准线(一条为实线,另一条为虚线)两部分组成,如上图a所示。如果焊缝在接头的箭头侧,则将基本符号标在基准线的实线侧,如图b所示;如果焊缝在接头的非箭头侧,则将基本符号标在基准线的虚线侧,如图c所示;标注对称焊缝及双面焊缝时, 可不加虚线,如图d所示。