
2 剪板机基本性能参数 2.1剪板机规格与技术特征 板材长度 6000--12000mm 板材宽度 1000—2500mm 板材厚度 6-----30mm 板材强度极限 640N /m ㎡ 板材延伸率 17℅ 上刀刃倾角 2°13′ 上下刀刃间的间隙 1mm 刀刃磨钝系数 1.2 曲轴半径 105mm 剪刀开口度 210mm 剪刀长度 2500mm 每分钟剪切次数 3-7次/min 2.2剪板机基本性能参数 b σ——被剪金属的抗拉强度 b σ=640 N /m ㎡ 5δ——被剪金属的伸长率 5δ=17℅ h ——被剪板厚(毫米)h=30mm ?——剪切角(度)?=2°13′ △——刀片间隙(毫米)△= 1mm y ——刀片间隙的相对值,y=△/h C ——压料脚轴线到下刀刃的距离(毫米),从表2-2中查得 C=90
机械传动的剪板机大部分采用这种结构,即最后一级齿轮装在曲轴的一端。结构比较简单,但是曲轴很长,制造和装配都比较困难。被剪板厚≥25mm时可考虑用双边齿轮传动的形式。 (3)双边齿轮传动剪板机 对于大规格的剪板机,长曲轴的锻造和机械加工都非常困难。如果采用双边齿轮传动,其传动部件的重量要比单边齿轮传动的减轻20~30% (4)蜗杆传动剪板机 蜗杆传动由于传动比较大,因此传动链缩短,结构紧凑,机器高度降低。此外蜗杆传动具有传动平稳、噪音小的优点。国产剪板机曾经采用过这种结构,但是蜗杆传动效率较低,制造和装配困难。特别用在大规格的剪板机上,损耗功率就比较明显地增大。而且维护和修理业困难,因此没有得到广泛的采用。一般适用于被剪板厚≤13mm的剪板机。 #所以采用单边齿轮传动的剪板机。 剪板机工作原理:上刀片固定在刀架上,下刀片固定在下床面上,床面上安装有托球,以便于板料的送进移动,后挡料板用于板料定位,位置由调位销进行调节。 刀具 剪板机的下刀片都具有四个刃。刀架沿前倾直线运动的剪板机上刀片可以具有两个刃或者四个刃。刀架沿弧线运动的剪板机上刀片只宜有两个刃,而且必须将上刀片用螺钉或者垫片调整为一个空间曲面,因此上刀片的长度尽可能增大以减少接缝数。如果接缝处调整不当将导致刀具磨损的加剧和被剪板边偏差的增大。 刀片顶面应稍低于工作台面,偏差为-0.20毫米。 国产剪板机刀片材料常用6CrW2Si,(热处理后硬度为RC58-60)。T7A,9CrSi,Cr12P1,Cr12Mo和Cr6VP也可作刀片的材料。国外实验用硬质合金BK15或BK20镶在剪刀片上来提高两次刃磨的间隔时间。 刀片的尺寸参阅下表3-2 表3-2 刀片尺寸 被剪板厚h(毫米)刀片尺寸T*H(毫米)螺孔直径d(毫米)1~2.5 20*60 13
第3章 剪切和挤压的实用计算 3.1 剪切的概念 在工程实际中,经常遇到剪切问题。剪切变形的主要受力特点是构件受到与其轴线相垂直的大小相等、方向相反、作用线相距很近的一对外力的作用(图3-1a),构件的变形主要表现为沿着与外力作用线平行的剪切面(n m -面)发生相对错动(图3-1b)。 图3-1 工程中的一些联接件,如键、销钉、螺栓及铆钉等,都是主要承受剪切作用的构件。构件剪切面上的力可用截面法求得。将构件沿剪切面n m -假想地截开,保留一部分考虑其平衡。例如,由左部分的平衡,可知剪切面上必有与外力平行且与横截面相切的力Q F (图3-1c)的作用。Q F 称为剪力,根据平衡方程∑=0Y ,可求得F F Q =。 剪切破坏时,构件将沿剪切面(如图3-la 所示的n m -面)被剪断。只有一个剪切面的情况,称为单剪切。图3-1a 所示情况即为单剪切。 受剪构件除了承受剪切外,往往同时伴随着挤压、弯曲和拉伸等作用。在图3-1中没有完全给出构件所受的外力和剪切面上的全部力,而只是给出了主要的受力和力。实际受力和变形比较复杂,因而对这类构件的工作应力进行理论上的精确分析是困难的。工程中对这类构件的强度计算,一般采用在试验和经验基础上建立起来的比较简便的计算方法,称为剪切的实用计算或工程计算。 3.2 剪切和挤压的强度计算 3.2.1 剪切强度计算 剪切试验试件的受力情况应模拟零件的实际工作情况进行。图3-2a 为一种剪切试验装置的简图,试件的受力情况如图3-2b 所示,这是模拟某种销钉联接的工作情形。当载荷F 增大至破坏载荷b F 时,试件在剪切面m m -及n n -处被剪断。这种具有两个剪切面的情况,称为双剪切。由图3-2c 可求得剪切面上的剪力为 2 F F Q =
机械原理课程设计说明书 设计题目:剪板机设计 学院:机械工程学院 班级:12机制本一 设计者:熊杜思 同组人:顾帅成亚龙 学号:120514012 指导老师:夏翔 日期: 2014.5.26~2014.6.06
目录 1.机构简介 (3) 2.执行机构的选择与比较 (4) 3.主要机构的设计 (5) 4.机构运动分析 (6) 5.原动机的选择 (7) 6.传动机构的选择与比较 (9) 7.机械系统运动循环图 (14) 8. 对结果的分析与体会 (15) 9.参考资料 (17) 一﹑机构简介
1)剪板机,主要用于剪切金属板材,是重要的金属板材加工机器。其不仅用于机械制造业,还是金属板材配送中心必不可少的装备,应用范围特别广泛。剪板机按结构分为闸式剪板机和摆式剪板机两类;按传动方式分,有机械传动剪板机和液压传动剪板机两类。 2)现在,我们要设计的剪板机的是将卷料压平展开并将其剪成一定长度的铁板的机器,即将板料作定长度的间歇送进,在剪板短暂间歇时间内,剪刀在一定位置处将铁板剪断。因此剪板机主要包括铁板输送机构和剪断机构。 3)设计数据要求 (1) 原材料为成卷的板料。每次输送铁板长度为L=1900或2000或2200 mm(设计时任选一种)。 (2) 每次输送铁板到达规定长度后,铁板稍停,以待剪板机构将其剪断。剪断工艺所需时间约为铁板输送周期的十五分之一。建议铁板停歇时间不超过剪断工艺时间的1.5倍,以保证有较高的生产率。 (3) 输送机构运转应平稳,振动和冲击应尽量小(即要求输送机构从动件的加速度曲线连续无突变)。 二﹑执行机构的选择与比较
1)机构方案设计,可从下述两个方面考虑机构的选择: (1) 如何夹持和输送铁板,并使停歇时保持铁板的待剪位置;(2) 如何实现间歇送进,并能使铁板停歇时运送铁板的构件的速度和加速度曲线仍然连续,这样,送进机构的运转就比较平稳。 2. 大致有几条途径: (1) 利用机构中运动构件暂时脱离运动链,使后续构件实现停歇;(2) 利用构件上一点在圆弧段或直线段上运动,使与之相连的构件实现停歇;(3) 利用两种运动的叠加使构件实现间歇运动;(4) 其它。 工业上常用的简单间歇机构,如棘轮机构、槽轮机构和不完全齿轮机构等,虽具有结构简单、制造方便。运动可靠等优点,但在动力性能、动停比(运动时间和停歇时间之比)方面很难满足设计要求。所以常用组合机构来满足设计要求。 传动方案的确定 合理的传动方案首先要满足工作机的性能要求,适应工作条件,工作可靠,此外还应使传动装置的结构简单,尺寸紧凑,加工方便,成本低廉,传动效率高和使用维修方便,要同时满足这些要求是比较困难的,因此要通过分析比较多种传递方案,选择出保证重点要求的最佳传动方案。 当采用由几种传动形式组成的多级传动时,要充分考虑各种传动形式的特点,合理的分配其传动顺序。在选择时,应注意以下种传动件的特性:(1)带传动的承载能力小,传递相同转矩时,结构尺寸较其它传动形大,但传动平稳,能吸振缓冲,因此,宜布置在高速级。 (2)链传动不均匀有冲击,不适用于高速级,应布置于低速级。 (3)斜齿圆柱齿轮传动的平稳,较直齿轮较好,常用在高速级或要求传动平稳的场合。
第3章剪切和挤压的实用计算 3.1剪切的概念 在工程实际中,经常遇到剪切问题。剪切变形的主要受力特点是构件受到与其轴 线相垂直的大小相等、方向相反、作用线相距很近的一对外力的作用(图3-1a),构件 的变形主要表现为沿着与外力作用线平行的剪切面(m - n面)发生相对错动(图3- 1b)。 图3-1 工程中的一些联接件,如键、销钉、螺栓及铆钉等,都是主要承受剪切作用的构 件。构件剪切面上的内力可用截面法求得。将构件沿剪切面m-n假想地截开,保留一 部分考虑其平衡。例如,由左部分的平衡,可知剪切面上必有与外力平行且与横截面相切的内力F Q (图3-1C)的作用。F Q称为剪力,根据平衡方程',=0,可求得F Q二F。剪切破坏时,构件将沿剪切面(如图3-la所示的m-n面)被剪断。只有一个剪切面的情况,称为单剪切。图3-1a所示情况即为单剪切。 受剪构件除了承受剪切外,往往同时伴随着挤压、弯曲和拉伸等作用。在图3-1中没有完全给出构件所受的外力和剪切面上的全部内力,而只是给出了主要的受力和内力。实际受力和变形比较复杂,因而对这类构件的工作应力进行理论上的精确分析是困难的。工程中对这类构件的强度计算,一般采用在试验和经验基础上建立起来的比较简便的计算方法,称为剪切的实用计算或工程计算。
3.2剪切和挤压的强度计算3.2.1剪切强度计算
剪切试验试件的受力情况应模拟零件的实际工作情况进行。图 试验装置的简图,试件的受力情况如图 3-2b 所示,这是模拟某种销钉联接的工作情 形。当载荷F 增大至破坏载荷 F b 时,试件在剪切面 m - m 及n - n 处被剪断。这种具 有两个剪切面的情况,称为双剪切。由图 3-2c 可求得剪切面上的剪力为 F Q 图3-2 由于受剪构件的变形及受力比较复杂,剪切面上的应力分布规律很难用理论方法 确定,因而工程上一般采用实用计算方法来计算受剪构件的应力。 在这种计算方法中, 假设应力在剪切面内是均匀分布的。若以 A 表示销钉横截面面积,则应力为 F Q A ?与剪切面相切故为切应力。以上计算是以假设“切应力在剪切面上均匀分布”为基础 的,实际上它只是剪切面内的一个“平均切应力”,所以也称为名义切应力。 当F 达到F b 时的切应力称剪切极限应力, 记为-b 。对于上述剪切试验, 剪切极限 应力为 _ Fb ■b - 2A 3-2a 为一种剪切 (3-1) bj
滚切式双边剪简介 1.机器的用途 滚切式双边剪安装在中厚板轧钢厂的精整剪切线上,用来剪切经轧制、矫直、冷却、修磨后的单张钢板的两个纵向边部的同时,把切下来的边条横向剪切成一定长度的碎边小块并以收集。碎边小块不经再次处理,可供装炉炼钢。 2.规格与性能 2.1 钢板规格 厚度6~50mm 宽度成品1500~3300 mm 来料1550~3350 mm 长度6000~42000 mm 重量来料max 16t 2.2 钢板强度极限 厚度=50mm时σb≤800Mpa 厚度≤40mm时σb≤1200Mpa 2.3纵向剪切弯曲度≤1.0mm/10m 2.4宽度公差0~2mm 2.5两刀切口错位≤0.4mm 2.6 剪切次数14~28次/min 2.7 剪切步长max 1300mm 2.8碎边宽度(单边)max 150mm min 20mm 2.9 钢板剪切温度≤200℃以下
2.10主刀片长度2200mm 2.11主刀片开口度≈150 mm 2.12主刀剪切角α1≈4.5°α2≈6°2.13碎边刀剪切角α≈3° 2.14主刀后退量 2 mm 2.15主刀重叠量 5 mm 2.16碎边刀重叠量max 60 mm 2.17主刀片左右侧同步方式机械同步 2.18剪切力2X6500KN 2.19换刀时间≤30 min 2.20刀片侧隙调整范围0.4~4 mm 2.21移动剪横移距离max 2000 mm 2.22移动剪横移速度0~100 mm/s 2.23夹送辊送板速度max 2 m/s 2.24夹送辊加速度max 2.5 m/s2 2.25夹送辊直径φ650mm 2.26夹送辊开口度150mm 2.27夹送辊左右侧同步方式机械同步 2.28压料装置开口度150mm 2.29主传动电机Z355-6 4台2.30换刀小车移动速度~0.25m/s 电动 2.31换刀旋转台转角180°手动
剪板机操作规程 一、概述 剪板机是用一个刀片相对另一刀片作往复直线运动剪切板材的机器。是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。 剪板机剪切后应能保证被剪板料剪切面的直线度和平行度要求,并尽量减少板材扭曲,以获得高质量的工件。 剪板机的上刀片固定在刀架上,下刀片固定在工作台上。 工作台上安装有托料球,以便于板料的在上面滑动时不被划伤。 后挡料用于板料定位,位置由电机进行调节。 压料缸用于压紧板料,以防止板料在剪切时移动。 护栏是安全装置,以防止发生工伤事故。 回程一般靠氮气,速度快,冲击小。 二、操作规程 首先,认真执行《锻压设备通有操作规程》有关规定如下: 1.操作者必须经过考试合格,并持有本设备的《设备操作证》方可操作本设备。 2.工作前认真做到: 1)仔细阅读交班记录,了解上一班工作情况。 2)检查设备及工作场地是否清扫、擦试干净;设备床身、工作台面、 导轨以及其它主要滑动面上不得有障碍物、杂质和新的拉、研、碰 伤。如有上述情况必须清除,并擦试干净设备;出现新的拉、研、 碰伤应请设备员或班组长一起查看,并作好记录。 3)检查各操作机构的手柄、阀、杆、以及各主要零、部件(滑块、锤 头、刀架等)应放在说明书规定的非工作位置上。
4)检查各安全防护装置(防护罩、限位开关、限位档铁、电气接地、 保险装置等)应齐全完好、安装正确可靠;配电箱(盒)、油箱(池)、变速箱的门盖应关闭。 5)检查润滑部位(油池、油箱、油杯导轨以及其他滑动面)油量应充 足,并按润滑批示图表加油。 6)检查各主要零、部件以及紧固件有无异常松动现象。 7)打开气(汽)路阀门,检查管道阀门及其它装置应完好无泄漏,气 (汽)压应符合规定,并放掉管中的积水。 8)进行空运转试车,起动要寸动,检查各操作装置、安全保险装置(制 动、换向、联锁、限位、保险等)、各指示装置(指示仪表、指示灯 等)工作应灵敏、准确可靠;各部位动作应协调;供油应正常,润 滑应良好;机床运转无异常声音、振动、温升、气味、烟雾等现象。 确认一切正常,方可开始工作。 3.工作中认真做到: 1)坚守工作岗位,精心操作设备,不做与工作无关的事。因事离开设 备时要停机,并关闭电、气(汽)源。 2)按说明书规定的技术规范使用设备,不得超规范、超负荷使用设备。 3)密切注意设备各部位润滑情况,按润滑指示图表规定进行班中加油, 保证设备各部位润滑良好。 4)密切注意设备各部位工作情况,如有不正常声音、振动、温升、异 味、烟雾、动作不协调,失灵等现象,应立即停机检查,排除后再 继续工作。 5)调速、更换模具、刀具或擦试,检修设备时,要事先停机,关闭电、 气(汽)源。 6)在工作时,不得擅自拆卸安全防护装置和打开配电箱(盒)、油池 (箱)、变速箱的门盖进行工作。 7)设备发生事故必须立即停机,保护好现场,报告有关部门分析处理。
材料力学剪切力的概念 材料力学的定义很清楚:“剪切”是在一对(1)相距很近、(2)大小相同、(3)指向相反的横向外力(即垂直于作用面的力)作用下,材料的横截面沿该外力作用方向发生的相对错动变形现象。能够使材料产生剪切变形的力称为剪力或剪切力。发生剪切变形的截面称为剪切面。 判断是否“剪切”的关键是材料的横截面是否发生相对错动。因此,菜刀切菜不是剪切现象(因蔬菜的横截面没有发生相对错动),而用剪刀剪指甲则是(指甲的横截面发生相对错动。注:用指甲剪剪指甲不是一种剪切现象,虽然它同样能把指甲剪下来。为什么?)。 至于“剪切力”的来源,当然是压力造成的。也可以说,剪切力是一种特殊形式的压力。 流变学是针对物体的流动和变形所展开的研究科目。涂料配方中颜料的选择,流变性能是一项极其重要的指标。简单的说,颜料添加入涂料基料中将不可避免的改变涂料的流变特性。 反映流变性能最常用的指标就是涂料体系的粘度。当涂料体系流动的时候,通过粘度,我们很容易了解到流体发生的变化。如果是在任意小的外力下都可以流动的流体,同时所加的剪切应力的大小(单位面积上流体所受的力)和流体的速度梯度(D)(也被称之为剪切速率,即流体受力以后两层流体间的速度随位置的变化率)成正比,
我们称之为牛顿流体。 从本质上讲,黏度是流体抗拒流动的一种性质,是流体分子间相互吸引而产生的阻碍分子间相对运动能力的量度,即流体流动的内部阻力。而牛顿流体中切应力和速度梯度D的比值是固定不变的。此项比值被称为液体黏度系数,简称黏度。然而有另一种流体,背离了上述的比例关系,被称为非牛顿流体。非牛顿流体分为塑性流体,触变性流体,假塑性流体,膨胀性流体等不同类型。 当一种流体受到外力作用时,并不立即开始流动。只有在所加外力大到某一程度时才开始流动。流体开始流动所需的最小切应力被称为屈服值。此类流体被称为属于非牛顿流体的塑性流体。黏度已不能独立于所受切应力之外而保持不变。而是随着剪切速率的变化呈现复杂的变化。大体上说,随着剪切速率的上升,黏度往往会下降。通常的解释是剪切力破坏了涂料体系的内部结构。在绝大多数情况下,一旦剪切力消失,涂料体系的结构将恢复。此种流体特性在涂料工业中有非常大的现实意义,能导入此种特性的助剂称为触变剂。此类流体称为触变性流体。 当剪切应力到达一定值时,液体突然开始流动,在低中剪切力作用下基本呈现牛顿流体特性,在高剪切力作用下,粘度随剪切速率增加而下降的流体被称为假塑性流体。粘度随剪切速率增加而增加的流体被称为膨胀性流体,也称剪切变稠流体。在剪切力作用下,流体将很快变得不能移动,形成近似刚性结构。流变性能对于涂料生产的分散阶段,涂料仓储阶段和施工阶段都具有非常重大的意义。
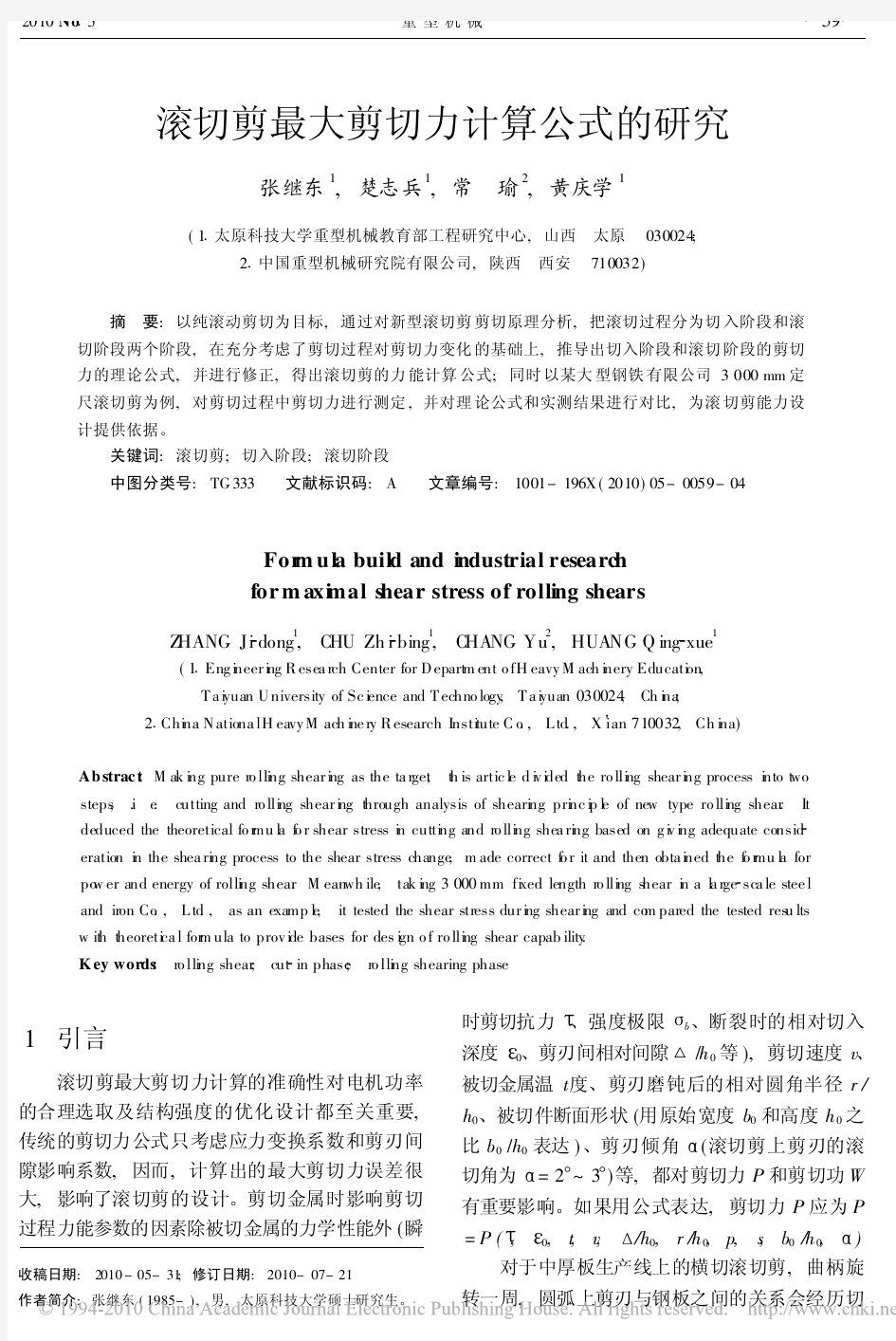
s D = 2R x h 1 h h 2l 1 l x l l α 1 αx α2 αA ’ B B ’C E F G A C ’ G ’ E ’ F ’ X Y p 1 p 2 p 3 o 1 o 2 图1 圆盘剪剪切过程示意图 总剪切力的计算为: ) (3210p p p k p ++= (1) 式中: 0k ——考虑剪切磨钝后使用总剪切力增加的系数,.2 11.10~=k ; 1p ——剪切金属所需的剪切力/kN ; 2 p ——剪切过程中使贯穿裂纹连续扩展所需的作用力/kN ;
3 p ——弯曲切边所需的作用力/kN 。 1、1p 计算 当D 、h 、S 一定后,咬入角0a 为 ) 1(c o s 1 0D S h a +- =- (2) 式中: h ——被切板厚/mm ; S ——剪刃重叠量/mm ; D ——圆盘剪直径/mm 。 与咬入角0a 相应的x 坐标为l 2 4 4 2 2 Sh h S Rh RS l - - - += (3) 在剪切区内,与任一坐标x 所对应的瞬时被剪件高度为x h 2 22 2 ) (22 x R l R h h x ---+= (4) 式中: R ——圆盘剪半径/mm 。 设金属开始断裂时的相对切入深度为1ε,剪切薄板时取5 1 25.1σε≈,5σ为被 剪板的延伸率。 开始断裂时被剪件瞬时高度为1h ) 1(11ε-=h h (5) 与1h 所对应的x 坐标为1l 由式(4) 2 1 22 212 2 l R l R h h ---+= 得: 2 1 2 2 1 2 1 2214? ? ??? ?---=l R h h l l εε (6)
目录 1.机械课程设计任务书 (2) 2.机构设计方案的设计和拟定 (3) 3.机械系统的运动循环图 (6) 4.传动机构的设计 (7) 5.执行机构的设计 (10) 6.机构的连接 (14) 7.算法原理简要说明 (15) 8.机构的运动仿真 (16) 9. 结果分析 (19) 10.课程设计的感想 (20) 11.参考资料 (20)
1.机械课程设计(C)任务书 一、设计题目 设计剪板机的铁板输送机构和剪断机构。 剪板机是将卷料展开兵剪成一定长度铁板的机构,即将板料作定长度的间歇送进,在板料短暂的停歇时间内,剪刀在一定位置上将铁板间断。 二、技术参数和技术设计要求 (1)原材料为成卷的板料。每次输送铁板长度为L=1900或2000或2200mm(设计时任选一种)。 (2)每次输送铁板到达规定长度后,铁板稍停,以待剪板机构将其剪断。剪断工艺所需时间约为铁板输送周期的十五分之一。建议铁板停歇时间不超过剪断工艺时间的1.5倍,以保证有较高的生产率。 (3)输送机构运转应平稳,震动和冲击应尽量小(即要求输送机构从动件的加速度曲线连续无突变)。 三、设计任务 (1)进行铁板输送机构和剪断机构的选型; (2)根据工艺动作顺序和协调要求拟定运动循环图; (3)根据选定的原动机和执行机构的运动参数拟定机械传动方案; (4)机械运动方案的评定和选择; (5)对机械传动系统和执行机构进行运动尺寸计算; (6)进行上机编程分析,检验设计方案; (7)画出机械运动方案简图、运动循环图和传动方案图; (8)完成设计计算说明书一份。 四、工作计划与进度安排 本课程设计总时间为2周(共10天),进度安排如下: 教学院长:指导教师:2011年11月25日
作者:旧在几 作品编号:2254487796631145587263GF24000022 时间:2020.12.13 第3章剪切和挤压的实用计算 3.1 剪切的概念 在工程实际中,经常遇到剪切问题。剪切变形的主要受力特点是构件受到与其轴线相垂直的大小相等、方向相反、作用线相距很近的一对外力的作用(图3-1a),构件的变形主要表现为沿着与外力作用线平行的剪切面m-面)发生相对错动(图3-1b)。 (n 图3-1 工程中的一些联接件,如键、销钉、螺栓及铆钉等,都是主要承受剪切作用的构件。构件剪切面上的内力可用截面法求得。将构件沿剪切面n m-假想地截开,保留一部分考虑其平衡。例如,由左部分的平衡,可知剪切面上必有与外力平行且与横截面相切的内力 F(图3-1c)的作用。Q F称为剪力, Q 根据平衡方程∑=0 F Q=。 Y,可求得F 剪切破坏时,构件将沿剪切面(如图3-la所示的n m-面)被剪断。只有一个剪切面的情况,称为单剪切。图3-1a所示情况即为单剪切。 受剪构件除了承受剪切外,往往同时伴随着挤压、弯曲和拉伸等作用。在图3-1中没有完全给出构件所受的外力和剪切面上的全部内力,而只是给出了主要的受力和内力。实际受力和变形比较复杂,因而对这类构件的工作应力进行理论上的精确分析是困难的。工程中对这类构件的强度计算,一般采用在试验和经验基础上建立起来的比较简便的计算方法,称为剪切的实用计算或工程计算。
3.2 剪切和挤压的强度计算 3.2.1 剪切强度计算 剪切试验试件的受力情况应模拟零件的实际工作情况进行。图3-2a 为一种剪切试验装置的简图,试件的受力情况如图3-2b 所示,这是模拟某种销钉联接的工作情形。当载荷F 增大至破坏载荷b F 时,试件在剪切面m m -及n n -处被剪断。这种具有两个剪切面的情况,称为双剪切。由图3-2c 可求得剪切面上的剪力为 2F F Q = 图3-2 由于受剪构件的变形及受力比较复杂,剪切面上的应力分布规律很难用理论方法确定,因而工程上一般采用实用计算方法来计算受剪构件的应力。在这种计算方法中,假设应力在剪切面内是均匀分布的。若以A 表示销钉横截面面积,则应力为 A F Q =τ (3-1) τ与剪切面相切故为切应力。以上计算是以假设“切应力在剪切面上均匀分布”为基础的,实际上它只是剪切面内的一个“平均切应力”,所以也称为名义切应力。 当F 达到b F 时的切应力称剪切极限应力,记为b τ。对于上述剪切试验,剪切极限应力为
第3章剪切和挤压的实用计算 3.1 剪切的概念 在工程实际中,经常遇到剪切问题。剪切变形的主要受力特点是构件受到与其轴线相垂直的大小相等、方向相反、作用线相距很近的一对外力的作用(图3-1a),构件 m-面)发生相对错动(图3-1b)。的变形主要表现为沿着与外力作用线平行的剪切面(n 图3-1 工程中的一些联接件,如键、销钉、螺栓及铆钉等,都是主要承受剪切作用的构件。构件剪切面上的内力可用截面法求得。将构件沿剪切面n m-假想地截开,保留一部分考虑其平衡。例如,由左部分的平衡,可知剪切面上必有与外力平行且与横截面相切的内力Q F(图3-1c)的作用。Q F称为剪力,根据平衡方程∑=0 F Q=。 Y,可求得F 剪切破坏时,构件将沿剪切面(如图3-la所示的n m-面)被剪断。只有一个剪切面的情况,称为单剪切。图3-1a所示情况即为单剪切。 受剪构件除了承受剪切外,往往同时伴随着挤压、弯曲和拉伸等作用。在图3-1中没有完全给出构件所受的外力和剪切面上的全部内力,而只是给出了主要的受力和内力。实际受力和变形比较复杂,因而对这类构件的工作应力进行理论上的精确分析是困难的。工程中对这类构件的强度计算,一般采用在试验和经验基础上建立起来的比较简便的计算方法,称为剪切的实用计算或工程计算。 3.2 剪切和挤压的强度计算 3.2.1 剪切强度计算
剪切试验试件的受力情况应模拟零件的实际工作情况进行。图3-2a 为一种剪切试验装置的简图,试件的受力情况如图3-2b 所示,这是模拟某种销钉联接的工作情形。当载荷F 增大至破坏载荷b F 时,试件在剪切面m m -及n n -处被剪断。这种具有两个剪切面的情况,称为双剪切。由图3-2c 可求得剪切面上的剪力为 2 F F Q = 图3-2 由于受剪构件的变形及受力比较复杂,剪切面上的应力分布规律很难用理论方法确定,因而工程上一般采用实用计算方法来计算受剪构件的应力。在这种计算方法中,假设应力在剪切面内是均匀分布的。若以A 表示销钉横截面面积,则应力为 A F Q =τ (3-1) τ与剪切面相切故为切应力。以上计算是以假设“切应力在剪切面上均匀分布”为基础的,实际上它只是剪切面内的一个“平均切应力”,所以也称为名义切应力。 当F 达到b F 时的切应力称剪切极限应力,记为b τ。对于上述剪切试验,剪切极限应力为 A F b b 2= τ
第3章剪切与挤压得实用计算 3、1 剪切得概念 在工程实际中,经常遇到剪切问题.剪切变形得主要受力特点就是构件受到与其轴线相垂直得大小相等、方向相反、作用线相距很近得一对外力得作用(图3—1a),构件得变形主要表现为沿着与外力作用线平行得剪切面(面)发生相对错动(图3—1b)。 图3-1 工程中得一些联接件,如键、销钉、螺栓及铆钉等,都就是主要承受剪切作用得构件。构件剪切面上得内力可用截面法求得。将构件沿剪切面假想地截开,保留一部分考虑其平衡。例如,由左部分得平衡,可知剪切面上必有与外力平行且与横截面相切得内力(图3—1c)得作用.称为剪力,根据平衡方程,可求得。 剪切破坏时,构件将沿剪切面(如图3-la所示得面)被剪断。只有一个剪切面得情况,称为单剪切。图3—1a所示情况即为单剪切. 受剪构件除了承受剪切外,往往同时伴随着挤压、弯曲与拉伸等作用。在图3-1中没有完全给出构件所受得外力与剪切面上得全部内力,而只就是给出了主要得受力与内力.实际受力与变形比较复杂,因而对这类构件得工作应力进行理论上得精确分析就是困难得.工程中对这类构件得强度计算,一般采用在试验与经验基础上建立起来得比较简便得计算方法,称为剪切得实用计算或工程计算。 3、2 剪切与挤压得强度计算 3、2、1剪切强度计算 剪切试验试件得受力情况应模拟零件得实际工作情况进行.图3—2a为一种剪切试验装置得简图,试件得受力情况如图3-2b所示,这就是模拟某种销钉联接得工作情形。当载荷增大至破坏载荷时,试件在剪切面及处被剪断。这种具有两个剪切面得情况,称为双剪切。由图3-2c可求得剪切面上得剪力为 图3—2 由于受剪构件得变形及受力比较复杂,剪切面上得应力分布规律很难用理论方法确定,因而工程上一般采用实用计算方法来计算受剪构件得应力.在这种计算方法中,假设应力在剪切面内就是均匀分布得。若以A表示销钉横截面面积,则应力为
文档从互联网中收集,已重新修正排版,word格式支持编辑,如有帮助欢迎下载支持。 摘要 该设计的对称传动剪板机,其冲剪力为10吨,滑块的行程为22mm,每分钟剪切30次。由电动机提供动力,经过一级带传动和一级齿轮传动减速。设计中采用的执行机构为对心曲柄滑块机构,这一机构将剪板机传动系统的旋转运动转变为滑块的往复直线运动,实现对板料的剪切。曲柄滑块机构具有结构简单、加工容易、维修方便、经济实用的优点,在机械设备中应用广泛。本设计中,通过对平面曲柄滑块机构的数学建模,用Turbor C编程,输入曲柄滑块机构的机构参数和运功参数,实现对整个机构运动过程的仿真。 关键词:Turbor C 运动仿真曲柄滑块剪板机 全套CAD图纸,联系 6 ABSTRACT The design of symmetric transmission shears, shear-to 10 tons, the itinerary for the slider 22 mm per 30 minutes shear. Powered by the motor through a belt drive and a slowdown Gear. Design of the implementation agencies right mind crank slider, This will shears transmission rotation slider into the reciprocating linear motion, the realization of the right of sheet metal shear. Crank slider is simple in structure, easy processing, easy to maintain and repair, economic and practical advantages in machinery, equipment widely used. The design, right through the plane crank slider mathematical modeling, Turbor C programming, input slider crank agencies that such remarks parameters and the parameters of the whole movement of the simulation process. Key words: Turbor C Motion simulation Crank and slide block Cutting machine
目录 摘要 (3) 一机构简介 (4) 二执行机构的选择与比较 (5) 三传动方案的确定 (6) 3.1传动件的特性 (6) 3.2 凸轮机构方案 (7) 3.3 曲柄滑块机构方案 (8) 四主要机构的设计 (9) 4.1 剪断机构的设计 (9) 4.2传输机构的设计 (10) 五机构运动分析 (12) 5.1 送料装置: (12) 5.2 剪断机构 (12) 六原动机的选择 (14) 七传动机构的设计 (15) 7.1 传动机构的传动比和模数 (15) 7.2 间歇传送机构 (16) 7.3机构传动总体示意图 (17) 八机械装配效果图 (19) 九机械系统运动循环图 (20) 十结语 (21)
十一参考文献 (22)
剪板机课程设计 摘要 在使用金属板材较多的工业部门,都需要根据尺寸要求对板材进行切断加工,所以剪板机就成为各工业部门使用最为广泛的板料剪断设备。对称传动剪板机是一种典型的对称传动的机械,主要用于剪裁各种尺寸金属板材的直线边缘。该设备应用广泛,具有结构简单,维修方便,经济实用的优点。此次设计的对称传动剪板机,其冲剪力为10吨,滑块的行程为22mm,每分钟剪切30次。由电动机提供动力,经过一级带传动和一级齿轮传动减速。设计中采用的执行机构为对心曲柄滑块机构,这一机构将剪板机传动系统的旋转运动转变为滑块的往复直线运动,实现对板料的剪切。曲柄滑块机构具有结构简单、加工容易、维修方便、经济实用的优点,在机械设备中应用广泛。 关键词:曲柄滑块剪板机
一机构简介 1.剪板机,主要用于剪切金属板材,是重要的金属板材加工机器。其不仅用于机械制造业,还是金属板材配送中心必不可少的装备,应用范围特别广泛。剪板机按结构分为闸式剪板机和摆式剪板机两类;按传动方式分,有机械传动剪板机和液压传动剪板机两类。 2.现在,我们要设计的剪板机是将卷料压平展开并将其剪成一定长度的铁板的机器,即将板料作定长度的间歇送进,在剪板短暂间歇时间内,剪刀在一定位置处将铁板剪断。因此剪板机主要包括铁板输送机构和剪断机构。 3.设计数据要求 (1) 原材料为成卷的板料。每次输送铁板长度为L=2000 mm 。 (2) 每次输送铁板到达规定长度后,铁板稍停,以待剪板机构将其剪断。剪断工艺所需时间约为铁板输送周期的十五分之一。建议铁板停歇时间不超过剪断工艺时间的1.5倍,以保证有较高的生产率。 (3) 输送机构运转应平稳,振动和冲击应尽量小(即要求输送机构从动件的加速度曲线连续无突变)。
第3章 剪切和挤压的实用计算 剪切的概念 在工程实际中,经常遇到剪切问题。剪切变形的主要受力特点是构件受到与其轴线相垂直的大小相等、方向相反、作用线相距很近的一对外力的作用(图3-1a),构件的变形主要表现为沿着与外力作用线平行的剪切面(n m -面)发生相对错动(图3-1b)。 图3-1 工程中的一些联接件,如键、销钉、螺栓及铆钉等,都是主要承受剪切作用的构件。构件剪切面上的内力可用截面法求得。将构件沿剪切面n m -假想地截开,保留一部分考虑其平衡。例如,由左部分的平衡,可知剪切面上必有与外力平行且与横截面 相切的内力Q F (图3-1c)的作用。Q F 称为剪力,根据平衡方程∑=0Y ,可求得F F Q =。 剪切破坏时,构件将沿剪切面(如图3-la 所示的n m -面)被剪断。只有一个剪切面的情况,称为单剪切。图3-1a 所示情况即为单剪切。 受剪构件除了承受剪切外,往往同时伴随着挤压、弯曲和拉伸等作用。在图3-1中没有完全给出构件所受的外力和剪切面上的全部内力,而只是给出了主要的受力和内力。实际受力和变形比较复杂,因而对这类构件的工作应力进行理论上的精确分析是困难的。工程中对这类构件的强度计算,一般采用在试验和经验基础上建立起来的比较简便的计算方法,称为剪切的实用计算或工程计算。 剪切和挤压的强度计算 剪切强度计算 剪切试验试件的受力情况应模拟零件的实际工作情况进行。图3-2a 为一种剪切
试验装置的简图,试件的受力情况如图3-2b 所示,这是模拟某种销钉联接的工作情形。当载荷F 增大至破坏载荷b F 时,试件在剪切面m m -及n n -处被剪断。这种具有两个剪切面的情况,称为双剪切。由图3-2c 可求得剪切面上的剪力为 2 F F Q = 图3-2 由于受剪构件的变形及受力比较复杂,剪切面上的应力分布规律很难用理论方法确定,因而工程上一般采用实用计算方法来计算受剪构件的应力。在这种计算方法中,假设应力在剪切面内是均匀分布的。若以A 表示销钉横截面面积,则应力为 A F Q =τ (3-1) τ与剪切面相切故为切应力。以上计算是以假设“切应力在剪切面上均匀分布”为基础的,实际上它只是剪切面内的一个“平均切应力”,所以也称为名义切应力。 当F 达到b F 时的切应力称剪切极限应力,记为b τ。对于上述剪切试验,剪切极限应力为 A F b b 2= τ 将b τ除以安全系数n ,即得到许用切应力 []n b ττ= 这样,剪切计算的强度条件可表示为 []ττ≤= A F Q (3-2) 挤压强度计算 一般情况下,联接件在承受剪切作用的同时,在联接件与被联接件之间传递压力的接触面上还发生局部受压的现象,称为挤压。例如,图3-2b 给出了销钉承受挤压力作用的情况,挤压力以bs F 表示。当挤压力超过一定限度时,联接件或被联接件在挤压面附近产生明显的塑性变形,称为挤压破坏。在有些情况下,构件在剪切破坏之
精心整理 第3章剪切和挤压的实用计算 3.1剪切的概念 在工程实际中,经常遇到剪切问题。剪切变形的主要受力特点是构件受到与其轴线相垂直的大小相等、方向相反、作用线相距很近的一对外力的作用(图3-1a), (图F F Q =。 3-1剪切试验试件的受力情况应模拟零件的实际工作情况进行。图3-2a 为一种剪切试验装置的简图,试件的受力情况如图3-2b 所示,这是模拟某种销钉联接的工作情形。当载荷F 增大至破坏载荷b F 时,试件在剪切面m m -及n n -处被剪断。这种具有两个剪切面的情况,称为双剪切。由图3-2c 可求得剪切面上的剪力为
图3-2 (3-1) τ 将 τ b (3-2) 一般情况下,联接件在承受剪切作用的同时,在联接件与被联接件之间传递压力的接触面上还发生局部受压的现象,称为挤压。例如,图3-2b给出了销钉承受挤压力作用的情况,挤压力以 F表示。当挤压力超过一定限度时,联接件或被联接件 bs 在挤压面附近产生明显的塑性变形,称为挤压破坏。在有些情况下,构件在剪切破坏之前可能首先发生挤压破坏,所以需要建立挤压强度条件。图3-2a中销钉与被联
接件的实际挤压面为半个圆柱面,其上的挤压应力也不是均匀分布的,销钉与被联接件的挤压应力的分布情况在弹性范围内如图3-3a 所示。 图3-3 与上面解决抗剪强度的计算方法类同,按构件的名义挤压应力建立挤压强度条件 ] bs F (3-3) 式中bs σ为td ;在例3-1图3-4中,已知钢板厚度mm 10=t ,其剪切极限应力MPa 300=b τ。若用冲床将钢板冲出直径mm 25=d 的孔,问需要多大的冲剪力F ? 图3-4 解剪切面就是钢板内被冲头冲出的圆柱体的侧面,如图3-4b 所示。其面积为 冲孔所需的冲力应为
剪板机的工作原理和剪板机的使用方法 剪板机是各工业部门使用最广泛的板料剪断设备。我国剪板机剪切板料尺寸从lmm*1000mm到40mm*4000mm形成完整的系列,最大生产了50mm*3200mm机械传动剪板机,在特殊行业生产了7mm*7000mm的剪板机。剪板机属于直线剪切机类,主要用于剪裁各种尺寸金属板材的直线边缘。 剪板机的工作原理: 剪板机剪切后应能保证被剪板料剪切面的直线度和平 行度要求,并尽量减少板材扭曲,以获得高质量的工件。剪板机的上刀片固定在刀架上,下刀片固定在工作台上。工作台上安装有托料球,以便于板料的在上面滑动时不被划伤。后挡料用于板料定位,位置由电机进行调节。压料缸用于压紧板料,以防止板料在剪切时移动。护栏是安全装置,以防止发生工伤事故。回程一般靠氮气,速度快,冲击小。在冲压加工前需要下料。下料就是指在冲压生产前,将板料或卷料剪切成条料、带料或块料的过程。剪切板料的常用设备为剪板机。剪板机借助于运动的上刀片和固
定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板料分离为所需的尺寸。剪板机安全操作规程: 操作前要穿紧身防护服,袖口扣紧,上衣下摆不能敞开,不得在开动的机床旁穿、脱换衣服,或围布于身上,防止机器绞伤。必须戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。 剪板机操作人员必须熟悉剪板机主要结构、性能和使用方法。 剪板机适用于剪切材料厚度为机床额定值的各种钢板、铜板、铝板及非金属材料板材,而且必须是无硬痕、焊渣、夹渣、焊缝的材料,不允许超厚度。 剪板机的使用方法:按照被剪材料的厚度,调整刀片的间隙;根据被剪材料的宽度调整靠模或夹具;剪板机操作前先作1 — 3 次空行程,正常后才可实施剪切工作。 使用中如发现机器运行不正常,应立即切断电源停机检查。 调整机床时,必须切断电源,移动工件时,应注意手的安全。 剪板机各部应经常保持润滑,每班应由操作工加注润滑油一次,每半年由机修工对滚动轴承部位加注润滑油一次。
h ——被切板厚/mm; S ——剪刃重叠量/mm; b σ——被切板强度极限/Mpa; 总剪切力的计算为: )(3210p p p k p ++= (1) 式中: 0k ——考虑剪切磨钝后使用总剪切力增加的系数,.211.10~=k ; 1p ——剪切金属所需的剪切力/kN; 2p ——剪切过程中使贯穿裂纹连续扩展所需的作用力/kN; 3p ——弯曲切边所需的作用力/kN. 1、1p 计算 当D 、h 、S 一定后,咬入角0a 为 )1(cos 10D S h a +-=- (2) 与咬入角0a 相应的x 坐标为l 2 4422Sh h S Rh RS l ---+= (3) 在剪切区内,与任一坐标x 所对应的瞬时被剪件高度为x h 2222)(22x R l R h h x ---+= (4) 设金属开始断裂时的相对切入深度为1ε,剪切薄板时取5125.1σε≈ 开始断裂时被剪件瞬时高度为1h )1(11ε-=h h (5) 与1h 所对应的x 坐标为1l 由式(4) 2 1222122l R l R h h ---+=
得: 2 1221212214?? ????---=l R h h l l εε hdx dx q dp x τ==1 式中:x q ——作用在接触弧上水平投影单位长度上的剪切力 由相对切入深度知: h x αεtan 2= 微分后得知: εαd h d x tan 2= 所以纯剪切力为: a h d h hdx p ??===α ετατtan 2tan 22 21 式中的a 值可利用平行剪单位功数据。 在圆盘剪上冷剪时,a 值可按下面公式计算: δσδσb b k k a ==21 式中取121=k k ,δ为材料延伸率,查手册取 所以: a h p α tan 22 1= 查文献总剪切力的计算公式: )tan 1(1δα z p p += 考虑到刀刃磨钝的影响,增大15%~20%,这里取20%, %)201(+=p P 圆盘剪上的剪切力可根据作用在刀片的力矩来计算,在上下刀片直径、速度都相等而且都驱动时,则与简单轧制情况相似,合力p 垂直作用在刀片上,这时转动刀盘所需的力矩为: αsin 1PD M = 驱动圆盘剪的总力矩为:
钢板剪板机的原理与设计 摘要:在使用金属板材较多的工业部门,都需要根据尺寸要求对板材进行切断加工,所以剪板机就成为各工业部门使用最为广泛的板料剪断设备。对称传动剪板机是一种典型的对称传动的机械,主要用于剪裁各种尺寸金属板材的直线边缘。该设备应用广泛,具有结构简单,维修方便,经济实用的优点。该设计的对称传动剪板机,其冲剪力为10吨,滑块的行程为22mm,每分钟剪切30次。由电动机提供动力,经过一级带传动和一级齿轮传动减速。设计中采用的执行机构为对心曲柄滑块机构,这一机构将剪板机传动系统的旋转运动转变为滑块的往复直线运动,实现对板料的剪切。曲柄滑块机构具有结构简单、加工容易、维修方便、经济实用的优点,在机械设备中应用广泛。 关键词:曲柄滑块机构;剪板机;对称传动 Steel plate shears the principle and design Abstract: In the use of sheet metal more industrial sector, all need according to dimensional requirements for material cutting, so late shears becomes each industrial sector is most widely used in the process of sheet metal cut equipment. Symmetric transmission cutting machine is a kind of typical symmetric transmission machinery, mainly used for clipping of various sizes of the sheet metal of straight edge. The equipment is widely used, the structure is simple, easy maintenance, economic and practical advantages The design of the symmetric transmission plate shears, its blunt shear for 10 tons, the slider trip 22mm per minute for shear thirty times. Powered by motor through level 1 belt and level 1 gear transmission slowing down. The actuators used in engineering for head-on slider-crank mechanism, the organization will plate shears the rotation of the transmission system to convert motion slide block of reciprocating linear motion realize the shear sheet. Slider-crank mechanism has simple structure, easy processing, maintenance is convenient, economical and practical advantages, is widely used in mechanical equipment. Key words: slider-crank mechanism; steel plate shearer;symmetric transmission 1 引言 在使用金属板材较多的工业部门,都需要根据尺寸要求对板材进行切断加工,所以剪板机就成为各工业部门使用最为广泛的板料剪断设备。剪板机目前主要有以下几种:平刃剪板机:剪切质量较好,扭曲变形小,但剪切力大,耗能大。机械传动的较多,该剪板机上下两刃彼此平行,常用于轧钢厂热剪切初扎方坯和板坯。 斜刃剪板机:分闸式剪板机和摆式剪板机,剪切质量较前者差,有扭曲变形,但力能消耗较前者小,适用于中大型剪板机。