
分板项
一、作业步骤:
目12345图3图4
图5
6789101112图6
13
14
序号
123
1<<自动分板机操作规范
345
加工完成6
按时填写日报表问题。
人员要求:有责的品质意识,LBD-SMT-SOP-004
A
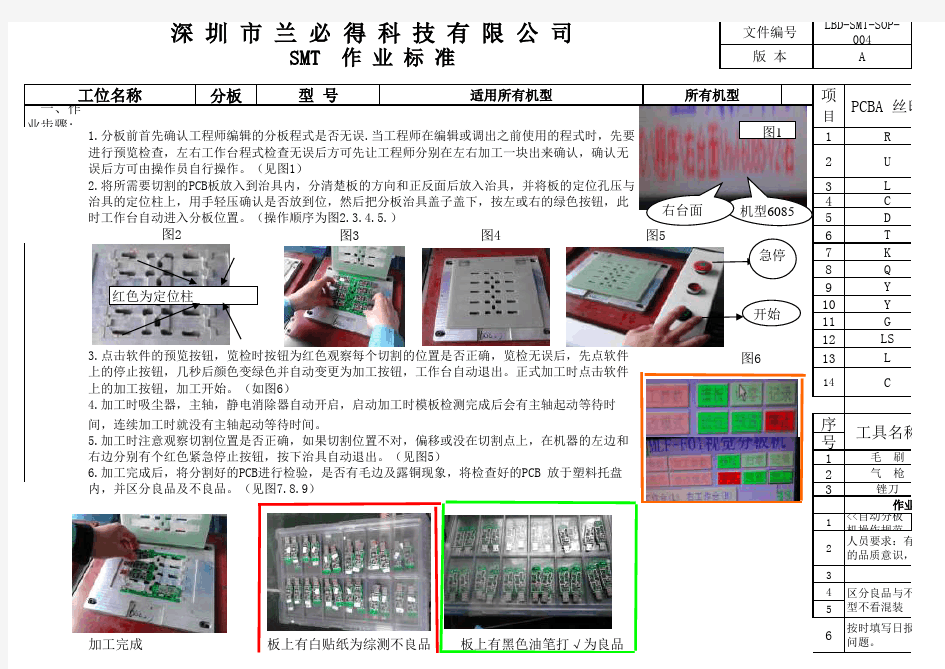
25.加工时注意观察切割位置是否正确,如果切割位置不对,偏移或没在切割点上,在机器的左边和右边分别有个红色紧急停止按钮,按下治具自动退出。(见图5)
6.加工完成后,将分割好的PCB进行检验,是否有毛边及露铜现象,将检查好的PCB 放于塑料托盘内,并区分良品及不良品。(见图
7.
8.9)
气 枪锉刀
工具名称
1.分板前首先确认工程师编辑的分板程式是否无误.当工程师在编辑或调出之前使用的程式时,先要进行预览检查,左右工作台程式检查无误后方可先让工程师分别在左右加工一块出来确认,确认无误后方可由操作员自行操作。(见图1)
区分良品与不良型不看混装G LS L C
毛 刷作业标C D Q Y Y 板上有黑色油笔打√为良品
2.将所需要切割的PCB板放入到治具内,分清楚板的方向和正反面后放入治具,并将板的定位孔压与治具的定位柱上,用手轻压确认是否放到位,然后把分板治具盖子盖下,按左或右的绿色按钮,此时工作台自动进入分板位置。(操作顺序为图2.
3.
4.
5.)
3.点击软件的预览按钮,览检时按钮为红色观察每个切割的位置是否正确,览检无误后,先点软件上的停止按钮,几秒后颜色变绿色并自动变更为加工按钮,工作台自动退出。正式加工时点击软件上的加工按钮,加工开始。(如图6)
4.加工时吸尘器,主轴,静电消除器自动开启,启动加工时模板检测完成后会有主轴起动等待时间,连续加工时就没有主轴起动等待时间。
图2PCBA 丝印
R 所有机型
板上有白贴纸为综测不良品T K U L 深 圳 市 兰 必 得 科 技 有 限 公 司
SMT 作 业 标 准
文件编号 版 本
适用所有机型工位名称
型 号机型6085
图1
右台面红色为定位柱
急停
开始
版本日期
更改内容版本日期A 2013年3月29日首次发行
杨靖
制定者更改内容
枪混装
刷