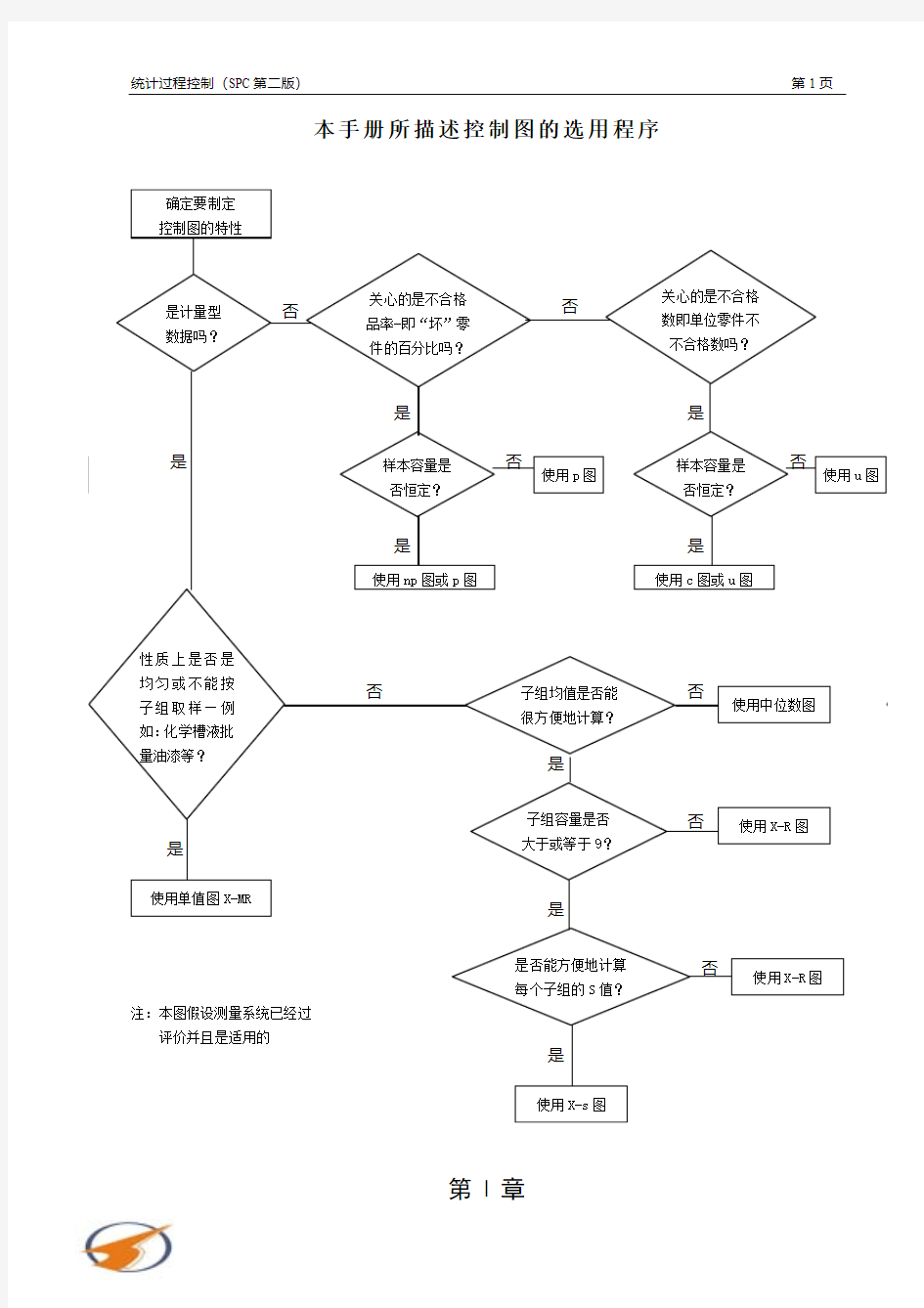
本手册所描述控制图的选用程序
第Ⅰ章
持续改进及统计过程控制概述
在今天的经济气候下,为了事业昌盛,我们——汽车制造商,供方及销售商必须致力于不断改进。我们必须寻找更有效的方法来提供产品及服务。这些产品和服务必须不断地在价值上得以改进。我们必须重视内部以及外部的顾客,并将顾客满意作为企业的主要目标。
为了达到这一目标,我们组织中的每一个人都必须确保不断改进及使用有效的方法。本手册涉及到第二个领域的某些要求。它描述了能使我们致力于的改进更有效的几种基本的统计方法。为了完成不同的任务需要不同程度的理解。本手册的对象是见习生以及刚开始从事统计法应用的管理人员。对于现在正在应用更先进技术的人员,本手册也可作为他们学习这些基本方法的参考文献。本手册并没有包括所有的基本方法。附录H所列的参考文献或手册中阐述了其他的基本方法(例如:检查清单、流程图、排列图、因果分析图等)及一些先进的方法(如其他控制图、试验设计、质量功能展开等)。
本书所述的基本统计方法包括与统计过程控制及过程能力分析有关的方法。本手册的第1章阐述了过程控制的背景知识,解释了一些重要的概念:如变差的特殊及普通原因,并介绍了控制图,这个用来分析及监控过程非常有效的工具。第Ⅱ章描述了构造和使用计量型
数据控制图表(定量的数据,或测量)的 -
X—R,
-
X—s图,中位数图以及X—MR(单值及移动
极差)图。这一章还介绍了过程能力的概念并讨论了广泛应用的指数及比值。第Ⅲ章介绍了用于计数型数据(定性数据或计数值)的几种控制图:p图、np图及u 图。第Ⅳ章介绍了测量系统分析的内容并列举了适当的例子。附录包括分组及过度调整的例子,如何使用控制图的流程图、常数及公式表、标准正态分布以及可复制的空白表等。术语索引给出了本手册所使用的术语及符号的解释,参考文献一节向读者提供了进一步学习的材料。
在开始讨论之前,需进行六点说明:
1.收集数据并用统计方法来解释它们并不是最终目标,最终目标应是对读者的过程不断加深理解。当—个没有任何改进的技术专家是很容易的。增加知识应成为行动的基础; 2.研究变差和应用统计知识来改进性能的基本概念适用于任何领域,可以是在车间中或办公室里。例子有:机器(性能特性)、记帐(差错率)、总销售额、浪费分析(废品率)、计算机系统(性能特性)及材料管理(运送时间)。本手册重点放在车间应用中。鼓励读者参考附录H中的参考文献应用于行政管理及服务中;
3.SPC代表统计过程控制,不幸的是在北美统计方法常用于零件而不是过程。应用统计技术来控制输出(例如零件)应仅仅是第一步。只有当产生输出的过程成为我们努力的重点,这些方法才能在改进质量,提高生产率,降低成本上发挥作用;
4.尽管本书的每一点是通过已完成的例子来说明,要真正理解这些知识需要进一步与过程控制实际相联系。研究读者自己的工作场所或相似部门中的实际例子是对本书的重要补充。然而,现有的过程信息不能代替实际工作经验;
5.本书可看成应用统计方法的第一步。它提供从经验中得到的法则,这些法则在许多
方面得到了应用。然而,还是存在不能盲目使用这些法则的例外。本手册不能满足初学者对统计方法和理论知识的进一步的需要,我们鼓励读者寻求正规的统计学教育。在读者的过程和统计方法的应用已经比本手册所述的内容更先进的地方我们也鼓励读者向具有一定的统计理论知识与实践的人员请教。以便了解其它技术;
6.测量系统对合适的数据分析来说很重要,并且在收集过程数据之前就应很好地了解它们,如果这样的一个系统缺少统计控制或他们的变差占过程数据总变差中很大比例,就可能作出不适当的决定。在手册中,假设该系统处于受控状态并且对数据的总变差没有大的影响。为了更详细的了解这些内容读者可参考AIAG出版的测量系统分析(MSA)手册。
SPC基本原理 SPC是一种用来分析数据的科学方法,并且利用分析结果来解决实际的问题。只要问题能以数字表示,就可以应用SPC来分析。一般收集的资料都会有变动的现象,将这些数据画在图上(如下标准之SPC图),抽样值在某个范围中上下变动,为何会有这些波动发生?其原因可能是原料、设备、气压、操作员生理、心理不同所造成。而SPC的基本原理如下[Moen, Nolan and Provost, 1991]: SPC免费下载试用:https://www.doczj.com/doc/4918273674.html,/jian/download.asp?id8002 1. 被量测出的产品品质特性均是由于某些偶然因素所造成的结果。 2. 某些「偶然因素下的一致现象」,是任何制造和检验的架构下所固有的。 3. 在这固有之”一致现象”的状态下的变动将无法找到原因。 4. 在该状态外的变动原因,则是可被发现而加以改正的。 由此可知,苏华特博士将影响产品品质的变异分为不可归咎变异和可归咎变异等两类因素: · 不可归咎变异因素是在制程中随时都会影响到产品。 · 可归咎变异因素则是在某种特定条件下的制程中才会影响到产品。 如果某一制程只受到不可归咎变异因素影响,则该制程称为稳定制程,即是产品品质特性的变异是在可预测的统计控制范围之内;另一方面,如果某一制程同时被不可归咎与可归咎两个变异因素所影响,则该制程是不稳定的,此时产品品质特性的变异将无法以统计方法来预测。SPC图(SPC Charts)正是为了判断制程是否稳定,或是区分制程究竟是被不可归咎变异因素或可归咎变异因素所影响的一种统计技术。下图绘制了标准的SPC图,从图中可看出SPC主要是用于量测和分析任何制程的产出、处理产品或零件的正常与否,及监督整个或部份的制造过程。 管制图的基本原理 统计理论认为母体参数可由随机抽取的样本来估计,SPC图的统计基础即在于此。但是,SPC图并不能控制一个制程,它只是提供制程重要的信息,这个信息可以作为品质决策与修正制程的基础。一般SPC图提供三条制程信息的管制线:上管制线(upper control limit, UCL)﹑中心线(center line, CL)﹑下管制线(lower control limit, LCL)。不同制程管制对象有不同的数据,所有的数据都可归类到下列其中一种:
三天课程。以先期产品质量策划(APQP)的项目计划和管理为线索,以一个具体的零件为实例,讲解新产品投产过程所需的知识和技能,并通过练习使学员能应用设计FMEA、DVP&R、过程流程图、过程FMEA、控制计划和作业指导书等工具,以实现制造过程的稳定、标准化和持续改进。 培训特色 我们把先期产品的计划作为平台,把工具和计划结合起来。用客户指定的产品作为案例,讲述APQP的过程。使学员对APQP的过程有了第一手的经验。加深学员对课程的理解。 参加人员: 质保部经理、设计工程师、制造工程师和其他直接负责过程标准化和改进的人员,那些直接负责引进新产品或新制造过程的人员。培训教材: 郁松版权所有的培训教材 课程内容 APQP概述 z AIAG的APQP模式 z APQP各阶段 z项目管理 z APQP进展状态报告程序 z APQP和QS9000&ISO/TS16949 管理和持续改进 策划和项目确定 产品的设计和开发 z设计FMEA z设计验证计划与报告 z小组可行性承诺 过程的设计和开发 z过程开发 z过程流程图 z特性矩阵图 z过程FMEA z控制计划 z作业指导书 产品和过程的验证 z试生产 z MSA z初始过程能力研究 PPAP(第四版) z PPAP 定义、范围和目的 z提交要求 z提交等级 z零件提交状态 z记录的保存 z标准样件的保存 z零件批准要求 z PPAP 过程要求 z PPAP记录控制 持续改进 z现有过程的评估 z零件信息的反馈 培训目标: y学员理解如何运用设计失效模式、设计验证计划和报告、过程流程图、过程FMEA和控制计划,管理制造过程,以实现产品和过程的标准化和持续改进。掌握汽车工业采用的FMEA和控制计划的主要方法,以及目前运用的许多变化。 y学员理解APQP过程,明白APQP与项目管理和进展状态报告的关系,具备开发新产品和新工艺所需的知识和技能。
本手册所描述控制图的选用程序 第Ⅰ章
持续改进及统计过程控制概述 在今天的经济气候下,为了事业昌盛,我们——汽车制造商,供方及销售商必须致力于不断改进。我们必须寻找更有效的方法来提供产品及服务。这些产品和服务必须不断地在价值上得以改进。我们必须重视内部以及外部的顾客,并将顾客满意作为企业的主要目标。 为了达到这一目标,我们组织中的每一个人都必须确保不断改进及使用有效的方法。本手册涉及到第二个领域的某些要求。它描述了能使我们致力于的改进更有效的几种基本的统计方法。为了完成不同的任务需要不同程度的理解。本手册的对象是见习生以及刚开始从事统计法应用的管理人员。对于现在正在应用更先进技术的人员,本手册也可作为他们学习这些基本方法的参考文献。本手册并没有包括所有的基本方法。附录H所列的参考文献或手册中阐述了其他的基本方法(例如:检查清单、流程图、排列图、因果分析图等)及一些先进的方法(如其他控制图、试验设计、质量功能展开等)。 本书所述的基本统计方法包括与统计过程控制及过程能力分析有关的方法。本手册的第1章阐述了过程控制的背景知识,解释了一些重要的概念:如变差的特殊及普通原因,并介绍了控制图,这个用来分析及监控过程非常有效的工具。第Ⅱ章描述了构造和使用计量型 数据控制图表(定量的数据,或测量)的 - X—R, - X—s图,中位数图以及X—MR(单值及移动 极差)图。这一章还介绍了过程能力的概念并讨论了广泛应用的指数及比值。第Ⅲ章介绍了用于计数型数据(定性数据或计数值)的几种控制图:p图、np图及u 图。第Ⅳ章介绍了测量系统分析的内容并列举了适当的例子。附录包括分组及过度调整的例子,如何使用控制图的流程图、常数及公式表、标准正态分布以及可复制的空白表等。术语索引给出了本手册所使用的术语及符号的解释,参考文献一节向读者提供了进一步学习的材料。 在开始讨论之前,需进行六点说明: 1.收集数据并用统计方法来解释它们并不是最终目标,最终目标应是对读者的过程不断加深理解。当—个没有任何改进的技术专家是很容易的。增加知识应成为行动的基础; 2.研究变差和应用统计知识来改进性能的基本概念适用于任何领域,可以是在车间中或办公室里。例子有:机器(性能特性)、记帐(差错率)、总销售额、浪费分析(废品率)、计算机系统(性能特性)及材料管理(运送时间)。本手册重点放在车间应用中。鼓励读者参考附录H中的参考文献应用于行政管理及服务中; 3.SPC代表统计过程控制,不幸的是在北美统计方法常用于零件而不是过程。应用统计技术来控制输出(例如零件)应仅仅是第一步。只有当产生输出的过程成为我们努力的重点,这些方法才能在改进质量,提高生产率,降低成本上发挥作用; 4.尽管本书的每一点是通过已完成的例子来说明,要真正理解这些知识需要进一步与过程控制实际相联系。研究读者自己的工作场所或相似部门中的实际例子是对本书的重要补充。然而,现有的过程信息不能代替实际工作经验; 5.本书可看成应用统计方法的第一步。它提供从经验中得到的法则,这些法则在许多
IATF16949与五大质量工具(APQP-PPAP-FMEA-SPC-MSA)运用 简介:众所周知,AITF16949的五大工具类课程,即生产件批准程序(PPAP 第四版2006)、产品质量先期策划和控制计划(APQP第二版2008)、潜在失效模式及后果分析(FMEA第四版2008)、测量系统分析(MSA第四版2010)、统计过程控制(SPC第二版2005)是IATF所推荐的配套工具类手册。... 广州开课;课程时长:2天;详细会务信息请登陆森涛培训网查看 适合对象: 管理者代表、质量部经理、其它与体系工作相关的人员及有志从事体系工作的人员;供应方与分承包方、品质主管、产品设计和过程设计工程师、设计部主管、工程部主管、品质管理人员、采购主管、生产主管等 课程介绍 【课程背景】 众所周知,AITF16949的五大工具类课程,即生产件批准程序(PPAP 第四版2006)、产品质量先期策划和控制计划(APQP第二版2008)、潜在失效模式及后果分析(FMEA第四版2008)、测量系统分析(MSA第四版2010)、统计过程控制(SPC第二版2005)是IATF所推荐的配套工具类手册。为了在中国推广和借鉴国际汽车工业质量管理先进经验,促进和提高中国汽车行业整体质量管理和质量保证水平,应广大学员的要求,本公司结合汽车行业多年工作的经验,特推出最新版五大核心工具培训课程,该培训班均由具有丰富汽车行业质量管理体系审核经验的高级咨询师授课,将结合深入浅出的案例阐述工具类课程在实际工作中的运用并有针对性的解答学员的疑难问题,充分保证教学质量。 【课程收益】 1、理解APQP的目的、原理、过程和方法;掌握APQP的知识和技能,能有效开展项目管理,具备担任新产品开发项目组长的能力;明了APQP、项目管理和状态报告的关系,以确保新产品的准时投产;具备应用APQP方法对现有产品和过程实施过程评估的能力,以实现产品和过程的标准化和持续改进。 2、理解PPAP过程和PPAP提交的差别;掌握需要和不需要提交的原则;明确每个提交项目的接受准则;了解主要顾客PPAP的特殊要求;通过案例和练习,获得第一手的PPAP范例和实际经验;具备组织试生产,成功完成PPAP提交的能力。了解掌握PPAP第四版的主要更新及改动。 3、掌握FMEA之根本精神和用意,了解可靠性工程是在设计规划阶段就可以加以规划和改善的,并运用实例,使学员有学以致用的机会,亲自直接领略FMEA之好处,并符合当代质量系统如 AITF16949/QS9000等。 4、理解SPC的基本原理和实践方法;了解过程变差及其评价方法,开展过程能力的评估;掌握基础的统计概念和SPC的基本步骤;建立均值、极差图和均值、标准差图,并能对控制图作解释。
SPC+FMEA+MSA 主办:上海普瑞思管理咨询有限公司 时间:2010年8月28-30日 价格:¥3600 /人(包括授课费、资料费、会务费、证书、午餐等) 地点:上海 培训对象 负责工程、制造、质量、计量、生产、管理等相关人员、系统设计人员、产品设计人员、质量人员、质量工程师、产品采购人员、设计部门主管、厂长、可靠性工程师等 课程目标 了解新旧版本之间的差异性 熟悉FMEA、过程控制计划等工具,提高产品和过程的可靠性 了解过程变差及其评价方法,开展过程能力的评估,建立均值-极差图和均值-标准差图,并能对控制图作解释,运用到现场工作中去 介绍选择各种方法来评定测量系统质量的指南 掌握测量系统分析的方法和使用过程 通过测量系统分析了解所有生产过程中使用的量具的变差,并对不合格的量具进行分析、改进,提高检验、测量、试验数据的真实性和报告的准确性 课程大纲 一失效模式和影响分析 FMEA(2008新版) 课程综述 –简介五大工具,为何要做PFMEA –ISO/TS1694 :2002对产品设计开发的要求–APQP的五大阶段及与FMEA关系 FMEA第四版的改版内容 失效模式影响分析(FMEA)的描述 – FMEA方法的发展 –FMEA必须使用的工具------系统图法、FTA 故障树 FMEA类型 SFMEA、DFMEA实施指南 防错技术的应用-产品设计防错 原因分析技术-5Why方法 DFMEA案例分析 DFMEA课堂练习 公司现有DFMEA的点评 顾客对公司DFMEA的管理要求 DFMEA检查表 PFMEA实施指南 流程图的编制要求 防错技术的应用-过程设计防错 分小组结合生产实践进行实例分析 PFMEA课堂练习 公司现有PFMEA的点评 顾客对公司PFMEA的管理要求 PFMEA检查表 FMEA在改善项目中的应用 二统计过程控制SPC(第二版) 1、持续改进和统计过程控制概述 过程控制系统的定义 持续改进过程循环的三个阶段 影响产品波动的因素 统计数据及分类 2、统计基础知识 样本和群体 变差的定义和类型 变差的普通和特殊原因 受控和非受控过程 3、抽样程序 4、常规控制图简介 5、计量型数据控制图(一) 均值-极差控制图 均值-极差控制图的构成要素 均值-标准差控制图 均值-标准差控制图的构成要素 6、计量型数据控制图(二) 单值移动极差控制图的构成要素 使用单值移动极差控制图需做的准备工作 过程控制解释