碘对比剂使用注意事项流程图
碘对比剂使用指南 中华医学会放射学分会中国医师协会放射医师分会 概论 一、对比剂概念 以医学成像为目的将某种特定物质引入人体内,以改变机体局部组织的影像对比度,这种被引入的物质称为“对比剂”(contrast medium),也称之为“造影剂”。 二、对比剂分类 1.x线对比剂:(1)钡类对比剂:硫酸钡干粉、硫酸钡混悬剂;(2)碘类对比剂:按在溶液中是否分解为离子,又分为离子型对比剂和非离子型对比剂;按分子结构分为单体型对比剂和二聚体型对比剂,按渗透压分为高渗对比剂、低渗对比剂和等渗对比剂;(3)CO2对比剂。 2.MRI对比剂:(1)静脉内使用:钆类对比剂、锰类对比剂、铁类对比剂;(2)胃肠道内使用:铁类对比剂。 3.超声对比剂:用于超声波检查 碘对比剂使用指南 一、使用碘对比剂前的准备工作 1.碘过敏试验:一般无需碘过敏试验(有多中心研究结果显示,小剂量碘过敏试验无助于预测离子型和非离子型碘对比剂是否发生不良反应[1]),除非产品说明书注明特别要求。 2.签署知情同意书:使用碘对比剂前,建议与患者或其
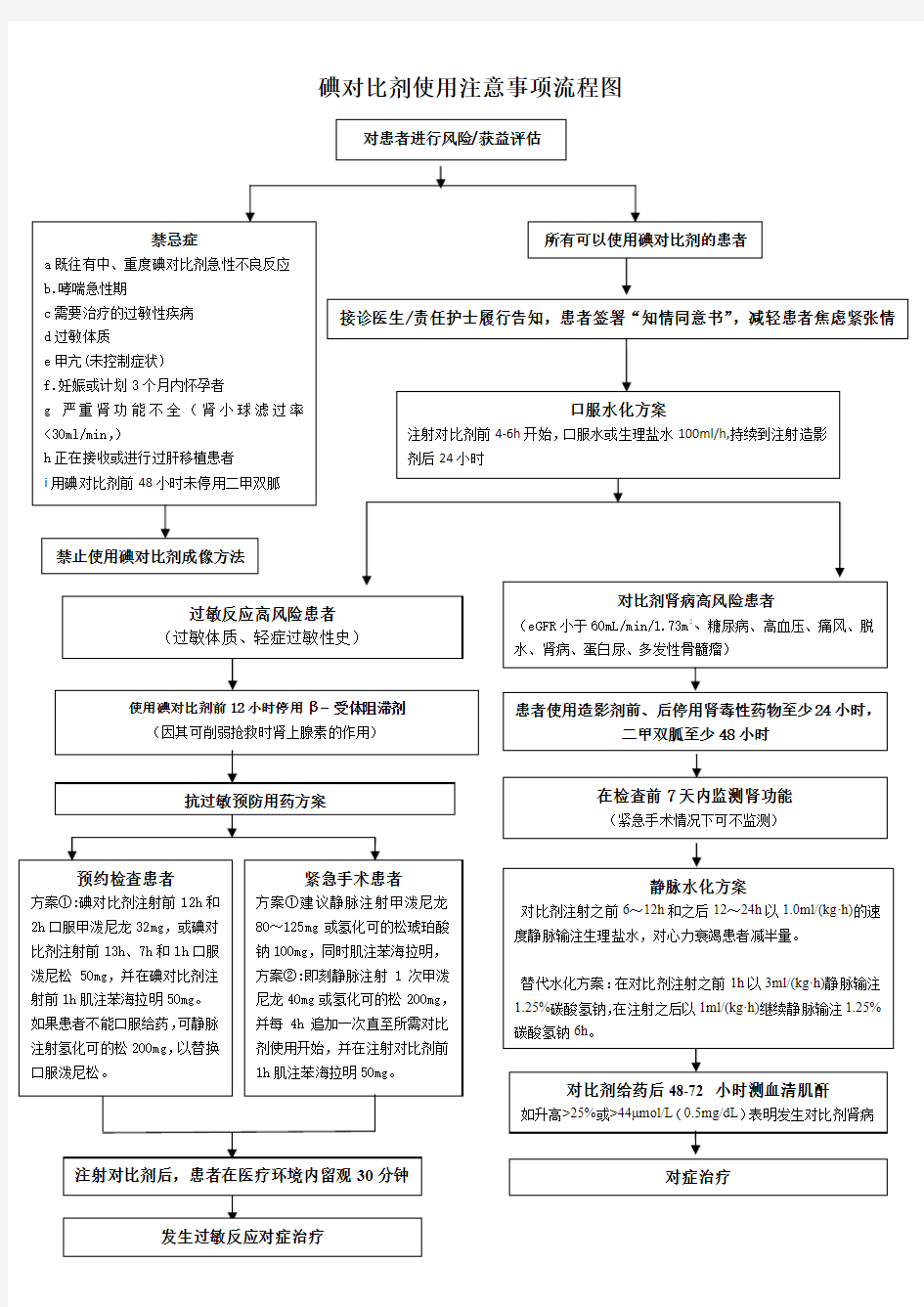
监护人签署“碘对比剂使用患者知情同意书”。签署知情同意书前,医师或护士需要:(1)告知患者或其监护人关于对比剂使用的适应证、禁忌证、可能发生的不良反应和注意事项。(2)询问患者是否有使用碘剂出现重度不良反应的历史和哮喘、糖尿病、肾脏疾病、蛋白尿、肾脏手术、使用肾毒性药物、高血压、痛风病史及其他与现疾病治疗有关的药物不良反应或过敏史。(3)需要高度关注的相关疾病:①甲状腺功能亢进,此类患者是否可以注射碘对比剂需要咨询内分泌专科医师;②糖尿病肾病,此类患者是否可以注射碘对比剂需要咨询内分泌专科医师和肾脏病专科医师;③肾功能不全,此类患者使用对比剂需要谨慎和采取必要措施[2]。 二、推荐“碘对比剂使用患者知情同意书”内容 1.既往无使用碘剂发生不良反应的病史。 2.无甲状腺功能亢进、严重肾功能不全、哮喘病史。 3.使用碘对比剂,可能出现不同程度的不良反应[2]。 轻度不良反应:咳嗽、喷嚏、一过性胸闷、结膜炎、鼻炎、恶心、全身发热、荨麻疹、瘙痒、血管神经性水肿等。 重度不良反应:喉头水肿、反射性心动过速、惊厥、震颤、抽搐、意识丧失、休克等,甚至死亡或其他不可预测的不良反应。 迟发性不良反应:注射碘对比剂1 h至1周内也可能出现各种迟发性不良反应,如恶心、呕吐、头痛、骨骼肌肉疼痛、
焊接技术 焊接种类很多,锡焊是电子行业中应用最普遍的焊接技术。锡焊的焊料是锡铅合金,熔点比较低,共晶焊锡的熔点只有183 ℃。 1.基本工具 电烙铁 焊料:焊锡丝(锡铅合金)。焊剂:松香,清除金属表面氧化膜。 烙铁架:放于右(左)前方,并注意电源线不要与烙铁头相碰,以防造成事故 2.焊接的操作要领 (1)焊接姿势 烙铁一般应距鼻子的30~40 cm,防止操作时吸入有害气体。同时要挺胸端坐,不要躬身操作。并要保持室内空气流通。 (2)烙铁的握法
反握法:适合大功率直头烙铁,焊件水平放置,长时间工作不易疲劳。 正握法:适合中功率弯头烙铁,焊件竖直放置。 握笔法:适合在工作台上,用中小功率直头烙铁。 (3)焊锡丝的拿法:根据连续锡焊和断续锡焊的不同分为两种拿法。 手握焊锡丝,用拇指、食指、中指控制送丝速度,适合连续焊接(图a)。仅用拇指、食指、中指捏住焊锡丝,适合断续焊接(图b)。 注意:焊锡丝要直接送入被焊处,不要先送烙铁头上再用烙铁头上的焊锡去焊接,这样很容易造成焊料的氧化,焊剂的挥发。 3.操作步骤 焊接操作一般分为:准备施焊、加热焊件、送入焊丝、移开焊丝、移开烙铁五步。称为“五步法”,熟练后可“三步法”。 三步法 五步法
4.(1)焊接结束后,需要检查有无漏焊、虚焊等现象。检查时,可用镊子将每个元器件的引脚轻轻提一提,看是否摇动,若发现摇动,应重新焊接。 焊点的要求:可靠的电气连接;足够的机械强度;光洁整齐的外观。 (2)焊锡丝含铅量大,操作时,不应直接抓拿焊锡丝,应戴手套,工作结束后,要洗脸洗手。 5.电烙铁的使用注意事项 (1)右手持电烙铁。左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。 (2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60°角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。(3)抬开烙铁头。左手仍持元件不动。待焊点处的锡冷却凝固后,才可松开左手。 6.锡焊的基本原理及焊点形成的条件,电烙铁、助焊剂的作用 (1)锡具有良好的亲和性,很多金属都能溶解在锡基焊料中,并能与锡结合成金属间化合物。金、银、铜、镍都能溶于焊料中,随着温度的升高溶解度增大,而这些金属又都是电子元器件常用的结构材料。此外,锡还具有性能稳定、存储量大等诸多优点。这些决定了它是最佳的焊接材料,并一直沿用至今。 (2)为了提高焊接质量,必须注意掌握锡焊的条件: ①被焊件必须具备可焊性。 ②被焊金属表面应保持清洁。 ③使用合适的助焊剂。 ④具有适当的焊接温度。
对比剂使用指南(第1版) 对比剂使用指南(第1版)2008 中华医学会放射学分会zhonguo医师协会放射医师分会 概论 一、对比剂概念 以医学成像为目的将某种特定物质引入人体内,以改变机体局部组织的影像对比度,这种被引入的物质称为“对比剂”(contrast medium),也称之为“造影剂”。 二、对比剂分类 1.x线对比剂:(1)钡类对比剂:硫酸钡干粉、硫酸钡混悬剂;(2)碘类对比剂:按在溶液中是否分解为离子,又分为离子型对比剂和非离子型对比剂;按分子结构分为单体型对比剂和二聚体型对比剂,按渗透压分为高渗对比剂、低渗对比剂和等渗对比剂;(3)CO2对比剂。 2.MRI对比剂:(1)静脉内使用:钆类对比剂、锰类对比剂、铁类对比剂;(2)胃肠道内使用:铁类对比剂。 3.超声对比剂:用于超声波检查 碘对比剂使用指南 一、使用碘对比剂前的准备工作 1.碘过敏试验:一般无需碘过敏试验(有多中心研究结果显示,小剂量碘过敏试验无助于预测离子型和非离子型碘对比剂是否发生不良反应[1]),除非产品说明书注明特别要求。 2.签署知情同意书:使用碘对比剂前,建议与患者或其监护人签署“碘对比剂使用患者知情同意书”。签署知情同意书前,医师或护士需要:(1)告知患者或其监护人关于对比剂使用的适应证、禁忌证、可能发生的不良反应和注意事项。(2)询问患者是否有使用碘剂出现重度不良反应的历史和哮喘、糖尿病、肾脏疾病、蛋白尿、肾脏手术、使用肾毒性药物、高血压、痛风病史及其他与现疾病治疗有关的药物不良反应或过敏史。(3)需要高度关注的相关疾病:①甲状腺功能亢进,此类患者是否可以注射碘对比剂需要咨询内分泌专科医师; ②糖尿病肾病,此类患者是否可以注射碘对比剂需要咨询内分泌专科医师和肾脏病专科医师;③肾功能不全,此类患者使用对比剂需要谨慎和采取必要措施[2]。 二、推荐“碘对比剂使用患者知情同意书”内容 1.既往无使用碘剂发生不良反应的病史。 2.无甲状腺功能亢进、严重肾功能不全、哮喘病史。 3.使用碘对比剂,可能出现不同程度的不良反应[2]。 轻度不良反应:咳嗽、喷嚏、一过性胸闷、结膜炎、鼻炎、恶心、全身发热、荨麻疹、瘙痒、血管神经性水肿等。 重度不良反应:喉头水肿、反射性心动过速、惊厥、震颤、抽搐、意识丧失、休克等,甚至死亡或其他不可预测的不良反应。 迟发性不良反应:注射碘对比剂1 h至1周内也可能出现各种迟发性不良反应,如恶心、呕吐、头痛、骨骼肌肉疼痛、发热等。
编订:__________________ 单位:__________________ 时间:__________________ 电烙铁安全使用注意事项 (正式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-2315-14 电烙铁安全使用注意事项(正式) 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 (1)电烙铁在使用前,要用万用表检查一下插头之间的电阻值,应在2~3kΩ。再用万用表检查一下插头与金属外壳之间电阻值,万用表表针应该不动,否则应该彻底检查。 (2)烙铁头 一般采用紫铜材料制造。为保护在焊接的高温条件下不被氧化生锈,常将烙铁头经电镀处理,有的烙铁 头还采用不易氧化的合金材料制成。新的烙铁头在正式焊接前应先进行镀锡处理。方法是将烙铁头用细砂纸打磨干净,然后浸人松香水,沾上焊锡在硬物(如木板)上反复研磨,使烙铁头各个面全部镀锡。若使用时间很长,烙铁头已经发生氧化时,要用小锉刀轻锉去表面的氧化层,在露出紫铜的光亮后用与新
烙铁头镀锡一样的方法进行处理。 (3)使用电烙铁时,若温度太低则熔化不了焊锡,或者使焊点未完全熔化而不好看或焊不牢,温度太高又会使烙铁“烧死”。另外也要控制好焊接的时间,电烙铁停留的时间太短,焊锡不易完全熔化、接触,易形成“虚焊”,而焊接时间太长,又容易损坏元器件或使印制电路板的铜箔翘起。一般1~2s内要焊好一个焊点,若没完成,应等一会儿再焊一次。焊接时电烙铁不能移动,要先选好接触焊点的位置,再用烙铁头的烫锡面去接触焊点。 (4)电烙铁插头最好使用三线插头,要使外壳妥善接地。使用前应认真检查电源插头 和电源线有无损坏,烙铁头是否松动。 (5)电烙铁在使用过程中严禁任意敲击,烙铁头上焊锡过多时,可用布擦掉。 (6)焊接过程中,电烙铁不能到处乱放,不焊接时应放在烙铁架上。 (7)电源线不可搭在烙铁头上,以防烫坏绝缘层
助焊剂及焊锡知识介绍 助焊剂(FLUX) 助焊剂是焊接过程中不可缺少的辅料,在波峰焊中助焊剂和合金焊料分开使用,而在再流焊中,助焊剂则作为焊膏的重要组成部分。 焊接效果的好坏,除了与焊接工艺、元器件和印刷板的质量有关外,助焊剂的选择是十分重要的,性能良好的助焊剂应具有以下作用: ①除去焊接表面的氧化物。 ②防止焊接时焊料和焊接表面的氧化。 ③降低焊料的表面张力。 ④有利于热量传递到焊接区。 一:特性 为充分发挥助焊剂的作用,对助焊剂的性能提出了各种要求,主要有以下几方面: ①具有除表氧化物、防止再氧化、降低表面张力等特性,这是助剂必需具 备的基本性能。 ②熔点比焊料低,在焊料熔化之前,助焊剂要先熔化,才能充分发挥助焊作用。 ③浸润扩散速度比熔化焊料快,通常要求扩展率在90%左右或90%以上。 ④粘度和比重比焊料小,粘度大会使浸润扩散困难,比重大就不能覆盖焊料表面。 ⑤焊接时不产生焊珠飞溅,也不产生毒气和强烈的刺激性臭味。 ⑥焊后残渣易于去除,并具有不腐蚀、不吸湿和不导电等特性。 ⑦不沾性、焊接后不沾手,焊点不易拉尖。 ⑧在常温下贮稳定。
二、化学组成 传统的助焊剂通常以松香为基体:松香具有弱酸性和热熔流动性,并具良好的绝缘性、耐湿性,无毒性和长期稳定性,是不可多得的助焊材料。 目前在SMT中采用的大多是以松香为基体的活性助焊剂,通用的助焊剂还包括以下成分: 1. 活性剂 活性剂是为了提高助焊能力而在焊剂中加入的活性物质。 2. 成膜物质 加入成膜物质,能在焊接后形成一层紧密的有机膜,保护了焊点和基板,具有防腐蚀性和优良的电气绝缘性。 3. 添加剂 添加剂是为适应工艺和工艺环境而加入的具有特殊物理的化学性能的物质,常用的添加剂有: 调节剂为调节助焊剂的酸性而加入的材料。 消光剂能使焊点消光,在操作和检验时克服眼睛疲劳和视力衰退。 缓蚀剂加入缓蚀剂能保护印制板和元器件引线,具有防潮、防霉、防腐蚀性,又保持了优良的可焊性。 光亮剂能使焊点发光 阻燃剂为保证使用安全,提高抗燃性而加入的材料。 4. 溶剂 ①对助焊剂中各种固体成分均具有良好的溶解性。 ②常温下挥发程度适中,在焊接温度下迅速挥发。 ③气味小、毒性小。
对比剂使用指南第二 版
Chinese Society of Radiology (CSR) 中华医学会放射学分会 碘对比剂使用指南 (第二版)
目录 一、碘对比剂基本结构及分类 (2) 1.1碘对比剂的基本结构 (2) 1.1.1三碘苯环衍生物 (2) ?碘原子量大,吸收X线性能较强; (2) ?碘与苯环键合,结构非常稳定; (2) ?苯环结构具备多个有效侧链结合点,提供了不断改进整个分子结构,提高亲水性能和降低毒副作用的可能性。 (2) (3) 二、使用碘对比剂前的准备工作 (4) 2.1过敏试验 (4) 三、使用碘对比剂原则 (5) 3.3血管内使用碘对比剂注意事项 (6) 七、使用碘对比剂禁忌证 (14) 八、碘对比剂血管外使用 (15) 参考文献 (17) 中华放射学分会对比剂安全使用工作组 (20) 一、碘对比剂基本结构及分类 1.1碘对比剂的基本结构 1.1.1三碘苯环衍生物 ?碘原子量大,吸收X线性能较强; ?碘与苯环键合,结构非常稳定; ?苯环结构具备多个有效侧链结合点,提供了不断改进整个分子结构,提高亲水性能和降低毒副作用的可能性。
1.2 碘对比剂分类 ?离子型和非离子型; ?单体和双体; ?高渗、次高渗和等渗。 备注:本次修订用“次高渗”对比剂概念替代“低渗”对比剂概念 次高渗对比剂(原低渗对比剂)是相对高渗对比剂而言,而等渗对比剂是相对于血浆渗透压而言;事实上,次高渗对比剂的渗透压仍高于血浆渗透压的数倍(表1)。 表1 常用对比剂的分类和理化性质 分类结构通用名分子量(MW) 碘含量(mg/ml) 渗透压(mOsm/kg H2O) 第一代(高渗对比剂)离子型单体泛影葡胺 Ditriazoate 8093061530 第二代 (次高渗对比剂)非离子型单体碘海醇 Iohexol 821300 350 680 830 碘帕醇 Iopamidol 777300 370 680 800 碘普罗胺 Iopromide 791300 370 590 770 碘佛醇807320 710 ①位为羧基碱金属或葡甲胺盐或酰胺基结构 ②、③即3,5位侧链为强亲水基团侧链, 具有影响产品的亲水性和安全性等特性
助焊剂的主要成份及其作用 A、活化剂(ACTIVATION):该成份主要起到去除PCB铜膜焊盘表层及零件焊接部 位的氧化物质的作用,同时具有降低锡、铅表面张力的功效; B、触变剂(THIXOTROPIC) :该成份主要是调节焊锡膏的粘度以及印刷性能,起 到在印刷中防止出现拖尾、粘连等现象的作用; C、树脂(RESINS):该成份主要起到加大锡膏粘附性,而且有保护和防止焊后 PCB再度氧化的作用;该项成分对零件固定起到很重要的作用; D、溶剂(SOLVENT):该成份是焊剂组份的溶剂,在锡膏的搅拌过程中起调节均 匀的作用,对焊锡膏的寿命有一定的影响; (二)、焊料粉: 焊料粉又称锡粉主要由锡铅合金组成,一般比例为63/37;另有特殊要求时,也有在锡铅合金中添加一定量的银、铋等金属的锡粉。概括来讲锡粉的相关特性及其品质要求有如下几点: A、锡粉的颗粒形态对锡膏的工作性能有很大的影响: A-1、重要的一点是要求锡粉颗粒大小分布均匀,这里要谈到锡粉颗粒度分布比例的问题;在国内的焊料粉或焊锡膏生产厂商,大家经常用分布比例来衡量锡粉的均匀度:以25~45μm的锡粉为例,通常要求35μm左右的颗粒分度比例为60%左右,35μm 以下及以上部份各占20%左右; A-2、另外也要求锡粉颗粒形状较为规则;根据“中华人民共和国电子行业标准《锡铅膏状焊料通用规范》(SJ/T 11186-1998)”中相关规定如下:“合金粉末形状应是球形的,但允许长轴与短轴的最大比为1.5的近球形状粉末。如用户与
制造厂达成协议,也可为其他形状的合金粉末。”在实际的工作中,通常要求为锡粉颗粒长、短轴的比例一般在1.2以下。 A-3、如果以上A-1及A-2的要求项不能达到上述基本的要求,在焊锡膏的使用过程中,将很有可能会影响锡膏印刷、点注以及焊接的效果。 B、各种锡膏中锡粉与助焊剂的比例也不尽相同,选择锡膏时,应根据所生产产品、生产工艺、焊接元器件的精密程度以及对焊接效果的要求等方面,去选择不同的锡膏; B-1、根据“中华人民共和国电子行业标准《锡铅膏状焊料通用规范》(SJ/T 11186-1998)”中相关规定,“焊膏中合金粉末百分(质量)含量应为65%-96%,合金粉末百分(质量)含量的实测值与订货单预定值偏差不大于±1%”;通常在实际的使用中,所选用锡膏其锡粉含量大约在90%左右,即锡粉与助焊剂的比例大致为90:10; B-2、普通的印刷制式工艺多选用锡粉含量在89-91.5%的锡膏; B-3、当使用针头点注式工艺时,多选用锡粉含量在84-87%的锡膏; B-4、回流焊要求器件管脚焊接牢固、焊点饱满、光滑并在器件(阻容器件)端头高度方向上有1/3至2/3高度焊料爬升,而焊锡膏中金属合金的含量,对回流焊焊后焊料厚度(即焊点的饱满程度)有一定的影响;为了证实这种问题的存在,有关专家曾做过相关的实验,现摘抄其最终实验结果如下表供参考:
松香型助焊劑使用注意事項 一﹑簡述 1309D系使用高級進口天然松香﹐經特殊化學反應去除天然樹脂中雜質及不良物并配合多種高精密度焊錫材料反應合成﹐具有快干﹐焊點消光且結構飽滿﹐無腐蝕性﹐焊錫埋頭工作卓越﹐潤焊性極優且穩定安全等特性。在標准比重內作業1309D助焊劑可符合各電氣性能要求﹐尚須清洗時按一般清洗流程作業即可獲至相當良好清洗之信賴度。 二﹑作業須知﹕ 1.1309適合發泡或沾浸作業﹐作業比重應隨基板或零件腳氧化程度決定﹐比 重一般為0.826~0.846(20℃)均可﹐助焊劑比重隨溫度變化而變化﹐一般以20℃時比重為標准﹐從經驗知在(15~30℃)﹐范圍內﹐溫度每升高一度﹐助焊劑比重下降0.001﹐實際操作時可按作業現場溫度適當增減﹐確保作業條件一致。初試用可先從較高比重開始逐步調低比重直到理想焊點達到為止。 2.通常須設定較高比重作業情況有﹕ (1). 基板嚴重氧化時(此現象無法用肉眼客觀辯認﹐須經實驗室檢測) (2). 零件腳端嚴重氧化時(同上) (3). 基板零件密度高時 (4). 基板零件方向與焊錫方向不一致時 (5).多層板 (6).焊錫溫度較低時 (7).有清洗工藝流程時 3.日常作業應每工作二小時﹐慎重檢測其比重。有超過設定標准時馬上添加稀 釋劑恢復設定之比重標准。反之﹐有低于設定標准時馬上添加助焊劑原液恢復設定之比重標准。并作記錄備查。 4.在焊錫作業時﹐波峰焊必須有一個平穩的波峰面﹐焊點才能得到良好的消光 效果﹐如手浸焊﹐消光性就特別好﹐而過兩個波峰者﹐消光性就會受到很大影響。
5.1309D可適合焊錫高速或低速作業﹐但須先檢測錫液與基板條件再決定作業 速度﹐建議作業速度最好維持3~5秒﹐為能發揮焊錫條件之最佳速度﹐若超過6秒仍無法焊接良好時﹐可能其他基板或作業條件需要調整﹐最好尋求相關廠商予以協助解決。 6.焊錫機上之預熱設備應保持讓基板焊錫面有80-120℃方能發揮1309D之最 佳效力。 7.1309D可用于長腳二次作業﹐第一次焊錫時盡量采取低比重作業﹐以免因二 次高溫而傷害基板與零件并造成焊點霧化。 8.采用發泡方式時請定期檢修空壓機之氣壓﹐最好能備置二道以上之濾水以防 止水氣進入助焊劑內影響助焊劑之結構及性能。 9.發泡時泡沫顆粒應愈綿密愈好﹐應隨時注意發泡顆粒是否大小均勻﹐反之﹐ 必有發泡管阻塞﹑漏氣等故障。發泡高度原則以下不超過基板零件面最合適高度。 10.發泡槽內之助燭焊劑不使用時﹐應隨即加蓋以防揮發與水氣污染﹐或放至一 干淨容器內﹐未過基板焊錫時勿讓助焊劑發泡﹐以降低各類污染。 11.助焊劑應于使用50小時后立即全部泄下更換新液﹐以防污染﹐老化衰退影 響作業效果與品質。 12.作業中應嚴禁隨意添加其它稀釋劑或其它助焊劑﹐以防止化學結構突變﹐導 致無法收拾之后果。 13.作業過程中﹐應防止裸板與零件腳端被汗漬﹑手漬﹑面霜﹑油脂類或其他材 料污染。焊接完畢基板未完全干固前﹐請保持干淨勿用手污染。 14.使用1309D作業時有任何問題立即與詠翰科技有限公司實驗室聯系。 三﹑助焊劑作業安全事項﹕ 1.助焊劑為易燃之化學材料﹐在通風良好的環境作業﹐并遠離火種。作業區十 公尺內應嚴格禁止煙火﹐并配備干粉滅火器。 2.助焊劑儲存放于陰涼通風處﹐遠離火種﹐避免陽光直射。 3.開封后的助焊劑應先密封后儲存﹐已使用之助焊劑請勿再倒入原包裝以確保
助焊剂的使用知识 一、表面贴装用助焊剂的要求 1、具一定的化学活性 2、具有良好的热稳定性 3、具有良好的润湿性 4、对焊料的扩展具有促进作用 5、留存于基板的焊剂残渣,对基板无腐蚀性 6、具有良好的清洗性 7、氯的含有量在0.2%(W、W)以下. 二、助焊剂的作用 焊接工序:预热、焊料开始熔化、焊料合金形成、焊点形成、焊料固化 作 用::辅助热传异、去除氧化物、降低表面张力、防止再氧化 说 明:溶剂蒸发、受热,焊剂覆盖在基材和焊料表面,使传热均匀、放出活化剂与基材表面的离子状态的氧化物反应,去除氧化膜、使熔融焊料表面张力小,润湿良好、覆盖在高温焊料表面,控制氧化改善焊点质量。 三、助焊剂的物理特性 助焊剂的物理特性主要是指与焊接性能相关的溶点,沸点,软化点,玻化温度,蒸气压, 表面张力,粘度,混合性等. 四、助焊剂残渣产生的不良与对策 助焊剂残渣会造成的问题如下: 1、对基板有一定的腐蚀性 2、降低电导性,产生迁移或短路 3、非导电性的固形物如侵入元件接触部会引起接合不良 4、树脂残留过多,粘连灰尘及杂物 5、影响产品的使用可靠性 使用理由及对策: 1、选用合适的助焊剂,其活化剂活性适中 2、使用焊后可形成保护膜的助焊剂 3、使用焊后无树脂残留的助焊剂 4、使用低固含量免清洗助焊剂
5、焊接后清洗 五、QQ-S-571E规定的焊剂分类代号 代号:焊剂类型 S 固体适度(无焊剂) R 松香焊剂 RMA 弱活性松香焊剂 RA 活性松香或树脂焊剂 AC 不含松香或树脂的焊剂 美国的合成树脂焊剂分类: SR 非活性合成树脂,松香类 SMAR 中度活性合成树脂,松香类 SAR 活性合成树脂,松香类 SSAR 极活性合成树脂,松香类 六、助焊剂喷涂方式和工艺因素 喷涂方式有以下三种: 1、超声喷涂:将频率大于20KHz的振荡电能通过压电陶瓷换能器转换成机械能,把焊剂雾化,经压力喷嘴到PCB上. 2、丝网封方式:由微细,高密度小孔丝网的鼓旋转空气刀将焊剂喷出,由产生的喷雾,喷到PCB上. 3、压力喷嘴喷涂:直接用压力和空气带焊剂从喷嘴喷出 喷涂工艺因素: 1、设定喷嘴的孔径,烽量,形状,喷嘴间距,避免重叠影响喷涂的均匀性. 2、设定超声雾化器电压,以获取正常的雾化量. 3、喷嘴运动速度的选择 4、PCB传送带速度的设定 5、焊剂的固含量要稳定 6、设定相应的喷涂宽度 七、免清洗助焊剂的主要特性 1、可焊性好,焊点饱满,无焊珠,桥连等不良产生 2、无毒,不污染环境,操作安全 3、焊后板面干燥,无腐蚀性,不粘板
助焊剂相关知识 一、助焊剂的作用: 关于助焊剂的作用概括来讲主要有“辅助热传导”、“去除氧化物”、“降低被焊接材质表面张力”、“去除被焊接材质表面油污、增大焊接面积”、“防止再氧化”等几个方面,在这几个方面中比较关键的作用有两个就是:“去除氧化物”与“降低被焊接材质表面张力”。 1、关于“辅助热传导”作用的理解“ 在焊接时,焊锡基本处于完全熔融的高温状态,在这种高温状态下,被焊接元器件与焊盘必然会经受一定的高温考验,至于最高温度的热冲击,人们在实际操作中会采用各种应对措施加以防范,同时要求被焊接物之材质的耐热性能要比较强,一般根据标准工艺之温度要求,将其材质最终能够承受的温度极限(也叫耐热温度),设计在可能遭受的最高温度线以上20-300C左右,应该说是这比较保险的安全范围。所以,一旦被焊物材质确定下来后,最终会承受热冲击的可能性基本都在安全许可范围内,但是,在实际的工艺操作过程中变数太多,如每台机器之间与标准工艺的误差,可能会造成整个焊接过程所有参数的改变,既使最高温度是在事先设定的安全范围内,但如果升温速率过大,会使所有可能接触到锡液的每一个零部件或零部件之局部骤然升温,温度的急骤上升或急骤下降都能够引起材质性能的蠕变,对这种材质性能的蠕变,在短期内几乎所有的检测手段都无能为力,它所造成的危害是长期的、潜在的、不易被查明原因的,这种危害对一些精密电子信息产品而言,可算是致命的内伤。 基于以上阐述,我们对助焊剂“辅助热传导”的作用就极易理解了,当前所有助焊剂的组份中,溶剂基本上是不可缺少的,同时溶剂中也有高沸点的添加剂,这些物质在遇热后能吸收一部分热量,同时在达到沸点的温度后开始逐步挥发,同时带走部分热量,使被焊接材质不至于在瞬间产生急骤的温度变化;另外,因为助焊剂在焊接材质表面的涂覆,还能使整个板面的受热情况趋于均匀。所以,我们对种状况理解为“辅助热传导”,它所辅助的整个过程可以看成是延缓热冲击、使焊材受热均匀的过程,而不是在破坏热传导或帮助热能迅速传导的这样一个过程或作用。 2、关于“去除氧化物”作用的理解。 焊接的过程就是钎焊接头或焊点成型的过程,这个过程也是合金结构发生变化及合金重组的过程。焊料合金本身的结构状态基本都是稳定的,那么,它与其他金属或其他合金在极短的时间内重新熔合,并形成新的合金结构就不是那么容易的事情,目前,传统的焊料合金为Sn63/Pb37,它与其他很多金属或合金都能够重新熔合并形成新的合金,如铜、铝、镍、锌、银、金等,特别是金属铜极易与锡铅合金焊料熔合,但是当这些金属被空气或其他物质所氧化或反应时,在这些金属物的表面会形成一个氧化层,虽然锡铅焊料与这些金属本身较易形成合金结构,但与这些物质的氧化物或化合物形成新的焊点接头,重新熔合的机会就非常低。几乎所有的焊接材料设计者在论证焊料的可焊性时,都是将焊接材质及工艺环境设定在理想状态,而所有的理想状态在实际工艺过程中几乎是不存在的,就线路板、元器件、或其他被焊接材质的制
工作行为规范系列 电烙铁安全使用注意事项 (标准、完整、实用、可修改)
FS-QG-10601 编 号: 电烙铁安全使用注意事项 Precautio ns for safe use of electric solderi ng iron 说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可 循,提高工作效率和责任感、归属感,特此编写。 (1) 电烙铁在使用前,要用万用表检查一下插头之间的 电阻值,应 在2?3k&Omega 。再用万用表检查一下插头与金 属外壳之间电阻值,万用表表针应该不动,否则应该彻底检 查。 (2) 烙铁头 一般采用紫铜材料制造。为保护在焊接的高温条件下不 被氧化生锈,常将烙铁头经电镀处理,有的烙铁 头还采用不易氧化的合金材料制成。新的烙铁头在正式 焊接前应先 进行镀锡处理。方法是将烙铁头用细砂纸打磨干 净,然后浸人松香水,沾上焊锡在硬物(如木板)上反复研磨, 使烙铁头各个面全部镀锡。若使用时间很长,烙铁头已经发 生氧化时,要用小锂刀轻锂去表面的氧化层,在露出紫铜的 光亮后用与新烙铁头镀锡一样的方法进行处理。 (3) 使用电烙铁时,若温度太低则熔化不了焊锡, 或者使
焊点未完全熔化而不好看或焊不牢,温度太高又会使烙铁 “烧死”。另外也要控制好焊接的时间,电烙铁停留的时间太 短,焊锡不易完全熔化、接触,易形成“虚焊”,而焊接时间太长,又容易损坏元器件或使印制电路板的铜箔翘起。一般1?2s内要焊好一个焊点,若没完成,应等一会儿再焊一次。焊接时电烙铁不能移动,要先选好接触焊点的位置,再用烙铁头的烫锡面去接触焊点。 (4) 电烙铁插头最好使用三线插头,要使外壳妥善接地。使用前应认真检查电源插头 和电源线有无损坏,烙铁头是否松动。 (5) 电烙铁在使用过程中严禁任意敲击,烙铁头上焊锡过多时,可用布擦掉。 (6) 焊接过程中,电烙铁不能到处乱放,不焊接时应放在烙铁架上。 (7) 电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。 (8) 使用结束后,应及时切断电源,冷却后再将电烙铁收 回工具箱。 (9) 焊接完成后,要用酒精把电路板上残余的助焊剂清洗干净,
Chinese Society of Radiology (CSR) 中华医学会放射学分会 碘对比剂使用指南 (第二版)
目录 一、碘对比剂基本结构及分类.............................................................错误!未定义书签。 二、使用碘对比剂前的准备工作 (4) 三、使用碘对比剂原则 (5) 四、对比剂肾病.....................................................................................错误!未定义书签。 五、碘对比剂血管外渗 (7) 六、碘对比剂全身不良反应.................................................................错误!未定义书签。 七、使用碘对比剂禁忌证 (15) 八、碘对比剂血管外使用 (16) 附件1推荐“碘对比剂使用患者知情同意书”内容 (16) 参考文献 (17) 编后语 (20) 致谢................................................................................................................错误!未定义书签。
一、碘对比剂基本结构及分类 1.1碘对比剂的基本结构 1.1.1三碘苯环衍生物 ?碘原子量大,吸收X线性能较强; ?碘与苯环键合,结构非常稳定; ?苯环结构具备多个有效侧链结合点,提供了不断改进整个分子结构,提高亲水性能和降低毒副作用的可能性。 1.2 碘对比剂分类 ?离子型和非离子型; ?单体和双体; ?高渗、次高渗和等渗。 备注:本次修订用“次高渗”对比剂概念替代“低渗”对比剂概念 次高渗对比剂(原低渗对比剂)是相对高渗对比剂而言,而等渗对比剂是相对于血浆渗透压而言;事实上,次高渗对比剂的渗透压仍高于血浆渗透压的数倍(表1)。
要说明: 助焊剂是一种低固态含量,无卤素活性的免洗助焊剂,这种独特的组合活性系统对焊锡表面具有极好的润湿性,均匀可靠的去除影响焊锡的氧化层及不良物质,以利于形成界面合金,光亮饱满的焊点。环保型无色免洗助焊剂由于低固态含量,焊后板面及焊点面残留物极少,均匀光亮,且具有极高的表面绝缘阻抗,极易通过ICT测试。应用:环保型无色免洗助焊剂6600适用于发泡,喷雾、涂敷方式;当使用波峰焊设备时,建议PCB板置予热温度为90℃-110℃,以利助焊剂发挥最佳效果。助焊剂发泡作业时,建议使用微孔发泡管,以保证发泡效果,使用中严格控制比重,适当添加稀释剂,使其在标准比重范围内使用(0.800±0.005)。波峰焊锡波需平整,尽可能减少PCB板的变形,使各锡点过锡时间基本保持一致,以取得更均匀的表面效果。喷雾作业时注意喷嘴的调整,勿必让助焊剂均匀分布在PCB板面。应用去油、去水并经冷却处理的压缩空气来发泡,压缩空气压力需维持稳定,以免发泡高度不稳定,助焊剂正常使用寿命约为48个工作小时,当发现助焊剂变混或液体中有悬浮物时,应及时清除槽内助焊剂,清洗发泡槽,更换助焊剂。 焊剂又称为钎剂,在整个钎焊过程中焊剂起着至关重要的作用。焊剂一般由具有还原性的块状、粉状或糊状物质当任。焊剂的熔点比焊料低,其比重、粘度、表面张力都比焊料小。因此,在焊接时,焊剂必定会先于焊料熔化,很快地流浸、覆盖于焊料及被焊金属的表面,起到隔绝空气防止金属表面氧化的作用,起到降低焊料本身和被焊金属的表面张力,增加焊料润湿能力的作用。并且能在焊接的高温下与焊锡及被焊金属表面的氧化膜反应,使之熔解、还原出纯净的金属表面来,这时液态焊料的表面才得以体现它的表面张力和浸润性,金属间的扩散才得以进行。 (1)表面张力和润湿力 在焊接过程中,焊料首先要变成液体,焊料作为液体存在的整个阶段中,表面张力和润湿力都始终左右着它的行为。 表面张力使液体表面犹如张紧的弹性薄膜那样具有收缩的趋势。 润湿力则是液体浸润固体表面的能力,是固体分子和液体分子之间的引力与液体本身分子互相之间的引力相抗衡后的综合体现。 (2)润湿力及表面张力与焊接的关系 焊锡正是由于润湿力才可以吸附于烙铁头上,且由于表面张力的存在,可以被吸附到一定的量,以至于形成准液滴状而不滴落,由烙铁带来带去,让其完成运载和调节焊料的任务。由于润湿力,焊锡可以在被焊金属表面展布开来。由于表面张力带来的毛细现象,使得由可润湿的被焊金属表面之间形成的缝隙、拐角处对液态的焊锡具有相当大的吸力,这现象在焊接过程中所起的作用不小。 由于表面张力的存在,使得清洁的锡液无法以一个复杂的表面形状来掩盖虚焊。在润湿力和表面张力的共同作用下焊锡在凝固前将按照焊点现存的焊锡量来形成一个很流畅的,没有应力集中的表面。 而所有上述这一切都必须有一个先决条件:不管在哪一种焊接温度下,也不管焊接过程要延续多久,焊锡表面和被焊金属表面都必须始终是非常纯净的,不能被任何杂质所隔离、包裹,也不能生成新的氧化物。这个要求本来比较苛刻,但是焊剂的引入使用则巧妙地解决了这个问题。 (3)焊剂的品种
助焊剂通常是以松香为主要成分的混合物,是保证焊接过程顺利进行的辅助材料。焊接是电子装配中的主要工艺过程,助焊剂是焊接时使用的辅料,助焊剂的主要作用是清除焊料和被焊母材表面的氧化物,使金属表面达到必要的清洁度.它防止焊接时表面的再次氧化,降低焊料表面张力,提高焊接性能.助焊剂性能的优劣,直接影响到电子产品的质量. (1)助焊剂成分 近几十年来,在电子产品生产锡焊工艺过程中,一般多使用主要由松香、树脂、含卤化物的活性剂、添加剂和有机溶剂组成的松香树脂系助焊剂.这类助焊剂虽然可焊性好,成本低,但焊后残留物高.其残留物含有卤素离子,会逐步引起电气绝缘性能下降和短路等问题,要解决这一问题,必须对电子印制板上的松香树脂系助焊剂残留物进行清洗.这样不但会增加生产成本,而且清洗松香树脂系助焊剂残留的清洗剂主要是氟氯化合物.这种化合物是大气臭氧层的损耗物质,属于禁用和被淘汰之列.目前仍有不少公司沿用的工艺是属于前述采用松香树指系助焊剂焊锡再用清洗剂清洗的工艺,效率较低而成本偏高 免洗助焊剂主要原料为有机溶剂,松香树脂及其衍生物、合成树脂表面活性剂、有机酸活化剂、防腐蚀剂,助溶剂、成膜剂.简单地说是各种固体成分溶解在各种液体中形成均匀透明的混合溶液,其中各种成分所占比例各不相同,所起作用不同 有机溶剂:酮类、醇类、酯类中的一种或几种混合物,常用的有乙醇、丙醇、丁醇;丙酮、甲苯异丁基甲酮;醋酸乙酯,醋酸丁酯等.作为液体成分,其主要作用是溶解助焊剂中的固体成分,使之形成均匀的溶液,便于待焊元件均匀涂布适量的助焊剂成分,同时它还可以清洗轻的脏物和金属表面的油污 天然树脂及其衍生物或合成树脂 表面活性剂:含卤素的表面活性剂活性强,助焊能力高,但因卤素离子很难清洗干净,离子残留度高,卤素元素(主要是氯化物)有强腐蚀性,故不适合用作免洗助焊剂的原料,不含卤素的表面活性剂,活性稍有弱,但离子残留少.表面活性剂主要是脂肪酸族或芳香族的非离子型表面活性剂,其主要功能是减小焊料与引线脚金属两者接触时产生的表面张力,增强表面润湿力,增强有机酸活化剂的渗透力,也可起发泡剂的作用 有机酸活化剂:由有机酸二元酸或芳香酸中的一种或几种组成,如丁二酸,戊二酸,衣康酸,邻羟基苯甲酸,葵二酸,庚二酸、苹果酸、琥珀酸等.其主要功能是除去引线脚上的氧化物和熔融焊料表面的氧化物,是助焊剂的关键成分之一 防腐蚀剂:减少树脂、活化剂等固体成分在高温分解后残留的物质
行业资料:________ 电烙铁安全使用注意事项 单位:______________________ 部门:______________________ 日期:______年_____月_____日 第1 页共5 页
电烙铁安全使用注意事项 (1)电烙铁在使用前,要用万用表检查一下插头之间的电阻值,应在2~3k。再用万用表检查一下插头与金属外壳之间电阻值,万用表表针应该不动,否则应该彻底检查。 (2)烙铁头 一般采用紫铜材料制造。为保护在焊接的高温条件下不被氧化生锈,常将烙铁头经电镀处理,有的烙铁 头还采用不易氧化的合金材料制成。新的烙铁头在正式焊接前应先进行镀锡处理。方法是将烙铁头用细砂纸打磨干净,然后浸人松香水,沾上焊锡在硬物(如木板)上反复研磨,使烙铁头各个面全部镀锡。若使用时间很长,烙铁头已经发生氧化时,要用小锉刀轻锉去表面的氧化层,在露出紫铜的光亮后用与新烙铁头镀锡一样的方法进行处理。 (3)使用电烙铁时,若温度太低则熔化不了焊锡,或者使焊点未完全熔化而不好看或焊不牢,温度太高又会使烙铁烧死。另外也要控制好焊接的时间,电烙铁停留的时间太短,焊锡不易完全熔化、接触,易形成虚焊,而焊接时间太长,又容易损坏元器件或使印制电路板的铜箔翘起。一般1~2s内要焊好一个焊点,若没完成,应等一会儿再焊一次。焊接时电烙铁不能移动,要先选好接触焊点的位置,再用烙铁头的烫锡面去接触焊点。 (4)电烙铁插头最好使用三线插头,要使外壳妥善接地。使用前应认真检查电源插头 和电源线有无损坏,烙铁头是否松动。 (5)电烙铁在使用过程中严禁任意敲击,烙铁头上焊锡过多时, 第 2 页共 5 页
助焊剂各成分作用浅析
助焊剂各成分作用浅析 摘要:根据助焊剂的研究现状,文章对助焊剂各主要成分的作用进行了介绍,主要阐述了其中活性成分的作用及机理,并对助焊剂性能改进提高的方法及方向进行了归纳和展望。 助焊剂在PCB行业中应用极广,其品质直接影响电子工业的整个生产过程和产品质量。随着RoHS 和WEEE指令的实行,无铅化对助焊剂的性能提出了更高的要求,助焊剂已由传统的松香型向无卤、无松香、免清洗、低固含量方向发展,其组成也随之发生了相应的变化,各组分的相互作用,使助焊剂的性能更加优良。 1 助焊剂的基本组成 国内外助焊剂一般由活化剂、溶剂、表面活性剂和特殊成分组成。特殊成分包括缓蚀剂、防氧化剂、成膜剂等。 2 助焊剂各成分的作用 被焊金属工件表面存在氧化物、灰尘等污垢,阻碍工件基体金属和焊料之间以原子状态相互扩散,因此必须清除氧化物等以使表面清洁露出金属基体,但是被清洁的金属基体表面的原子在大气中又立刻被氧化,在焊接温度下,氧化速度更快。所以在焊接过程中加入助焊剂,用来协助提供没有氧化层的金属表面,并保持这些表面的无氧化物状态,直到焊锡与金属表面完成焊接过程。同时依靠焊剂的化学作用,与被焊金属表面的氧化物化合,在焊接温度下形成液态化台物,使被焊金属部位表面的金属原子与熔融焊料的原子相互扩散,以达到锡焊连接的目的。在焊接过程中助焊剂还能促进焊锡的流动和扩散,通过减小表面不平度来影响焊锡表面张力在焊锡扩散方向上的平衡。 理想的助焊剂除化学活性外,还要具有良好的热稳定性、粘附力、扩展力、电解活性、环境稳定性、化学官能团及其反应特性、流变特性、对通用清洗溶液和设备的适应性等。助焊剂的上述作用都是通过其中的活化剂、溶剂、表面活性剂等成分的作用来实现的。 2.1 活化剂的作用机理 活化剂主要作用是在焊接温度下去除焊盘和焊料表面的氧化物,并形成保护层,防止基体的再次氧化,从而提高焊料和焊盘之间的润湿性。助焊剂活化剂的成分一般为氢气、无机盐、酸类和胺类,以及它们的复配组合物。 2.1.1氢气、无机盐 氢气和无机盐如氯化亚锡、氯化锌[1]、氯化铵[2] 等是利用其还原性与氧化物反应,如:气体助焊剂中的氢气,在焊接之后水是其唯一的残留物;而且氢的还原作用能有效地清除金属表面的氧化物,把氧化物转化为水。MxOy+yH 2 =xM+yH 2 O 同时,氢还为金属表面提供保护气体,防止金属表面在焊接完成之前再氧化。 2.1.2有机酸
助焊剂作业安全注意事项(正 式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 1、助焊剂为易燃之化学材料,在通风良好 的环境下作业,并远离火种,避免阳光直射。 2、开封后的助焊剂应先密封后储存,已使 用之助焊剂请勿再倒入原包装以确保原液的清 洁。报废之助焊剂需请专人处理,不可随意倾 倒污染环境。 3、不慎沾染手脚时,立即用肥皂、清水冲 洗。沾染五官时,立即用肥皂、清水冲洗,勿
用手揉搓,情况严重时,送医治疗。 4、长脚二次作业中,第一次焊接时应尽量采取低比重作业,以免因二次高温而伤害PCB 与零件,并造成焊点氧化。 5、发泡时泡沫颗粒应愈绵密愈好,应随时注意发泡颗粒是否大小均匀,反之,必有发泡管阻塞、漏气或故障。发泡高度原则以不超过PCB零件面为最合适高度。 6、发泡槽内之助焊剂隔夜使用或多日不使用时,应随即加盖以防挥发及水气污染或放至干净容器内,未过PCB焊锡时勿让助焊剂发泡,以减低各类污染。助焊剂应于使用50小时后全部更换新液,以防污染、老化衰退影响作业效果与品质。 7、作业过程中,应防止裸板与零件脚端被
助焊剂组成及使用知识标准化管理部编码-[99968T-6889628-J68568-1689N]
助焊剂组成及使用知识 目录 一、助焊剂组成基本知识 (1) (一)几个电子缩略语………………………………………………………………… (二)简介……………………………………………………………………………… (三)助焊剂的分类…………………………………………………………………… 二、助焊剂使用基本知识 (2) 三、焊接原理………………………………………………………………………………… 1、润湿………………………………………………………………………………… 2、扩散………………………………………………………………………………… 3、冶金结合…………………………………………………………………………… 四、波峰焊 (7) 4.1术语………………………………………………………………………………… 4.2一般波峰焊………………………………………………………………………… (一)焊接方式……………………………………………………………………… (二)工艺参数……………………………………………………………………… 4.3表面贴装波峰焊…………………………………………………………………… (一)工艺流程……………………………………………………………………… (二)焊接方式……………………………………………………………………… (三)工艺参数……………………………………………………………………… 4.4质量保证措施……………………………………………………………………… (一)焊料的成分控制……………………………………………………………… (二)焊料的防氧化………………………………………………………………… (三)对印制电路板的要求………………………………………………………… 4.5波峰焊最常见缺陷及产生原因…………………………………………………… 五、助焊剂与波峰焊机的配合 (14) 六、免洗助焊剂 (15) 生产中出现的问题及一般解决办法…………………………………………………… 七、焊点图例及焊点质量要求 (16) (一)焊点图例…………………………………………………………………………… 1、合格焊点………………………………………………………………………… 2、一般常见的不良焊点…………………………………………………………… (二)焊点质量要求……………………………………………………………………… 一、助焊剂组成基本知识 (一)几个电子缩略语: PCB:印制电路板ODS:臭氧层消耗物质RA:活性焊剂 RMA:中等活性焊剂SMT:表面贴装技术IR:绝缘电阻 SIR:表面绝缘电阻FLUX:助焊剂IC:集成电路 NCF:免洗助焊剂SoldingFlux:助焊剂 (二)简介: 本处所说的助焊剂(SoldingFlux)是指用于印制电路板(PCB)锡焊用的液态助剂。由于先前使用的助焊剂含有大量的松香,所以助焊剂又称松香水,并沿袭至今。 锡焊作业中需要使用助剂,就是因为在印制板表面及液态锡(实为锡铅合金)表面有一层氧化物及其他不利于焊接的物质,这些物质阻止了电路板表面金属同焊锡形成键合并进而阻止了电连接的形成,这就要求助焊剂具有去除氧化物能力。到迄今为止发现的能与氧化物发生反应的物质几乎无一例外的都呈酸性,实际上,所有的商业助焊剂都是以酸作为助焊剂的主体。