苜蓿颗粒的加工方法
苜蓿是世界上广泛种植的一种草,由于苜蓿的旺盛生命力和快速的生长速度,在每个生长季节都能收获1-13次,并且可以生长20多年。具有这些特点,可以自己广泛用于生物质颗粒的生产和动物饲料的生产。以下是苜蓿颗粒的加工方法:
苜蓿颗粒的加工方法
将苜蓿粉碎后干燥后经颗粒机制粒工艺压缩成颗粒,规格大约直径为6毫米和8毫米,该种形式利于储藏、运输。
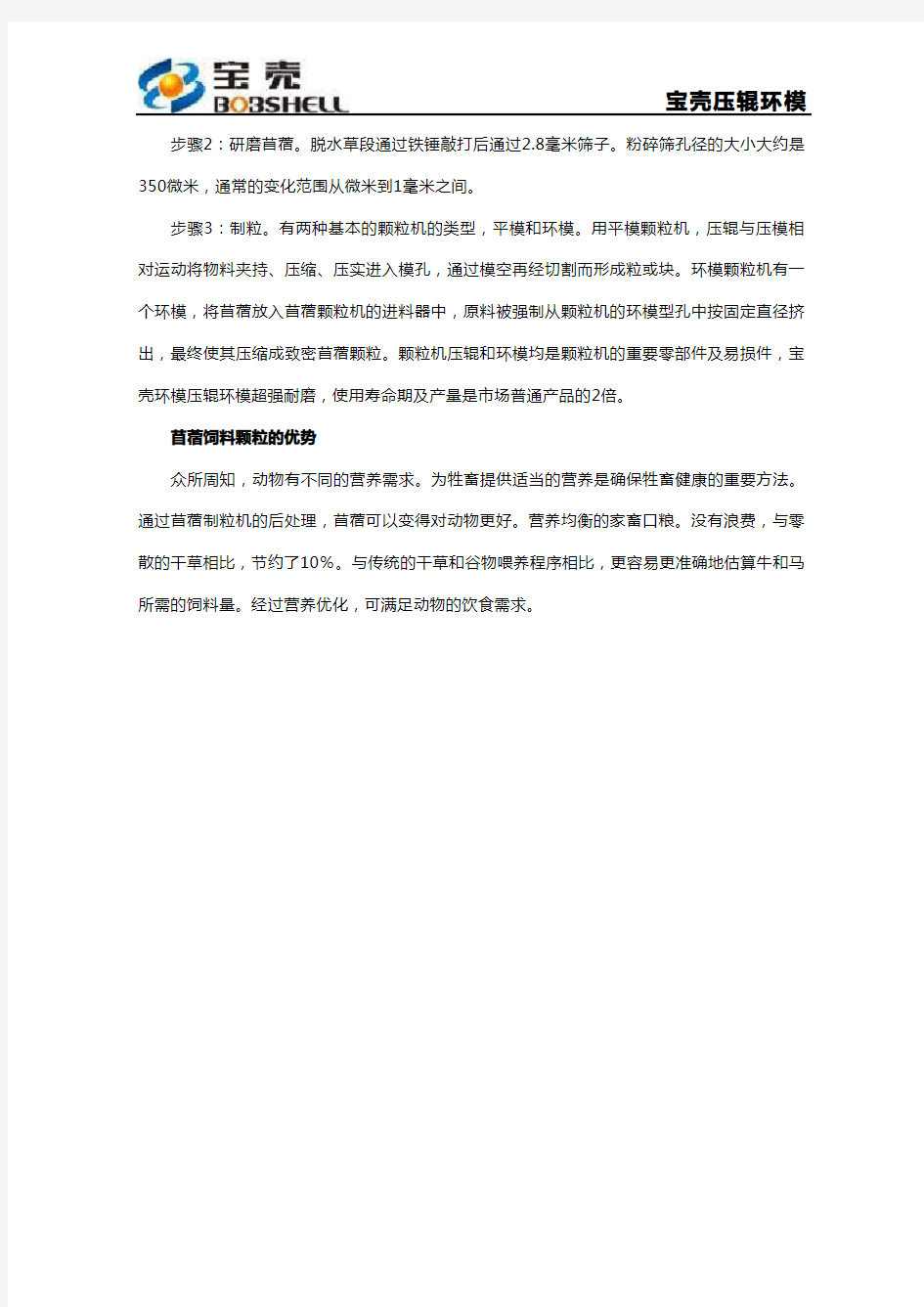
步骤1:将苜蓿干燥至水分约15%。生产自然干燥的苜蓿草颗粒,在打捆之前,刈列耙一次或两次使干燥均匀,草捆粉碎成长度为25~50毫米的草段,含水量在15%~20%的草段放置在旋转式滚筒干燥机里干燥。使原料干燥到含有适量水分含量,对于制造高品质颗粒来说是至关重要。
步骤2:研磨苜蓿。脱水草段通过铁锤敲打后通过2.8毫米筛子。粉碎筛孔径的大小大约是350微米,通常的变化范围从微米到1毫米之间。
步骤3:制粒。有两种基本的颗粒机的类型,平模和环模。用平模颗粒机,压辊与压模相对运动将物料夹持、压缩、压实进入模孔,通过模空再经切割而形成粒或块。环模颗粒机有一个环模,将苜蓿放入苜蓿颗粒机的进料器中,原料被强制从颗粒机的环模型孔中按固定直径挤出,最终使其压缩成致密苜蓿颗粒。颗粒机压辊和环模均是颗粒机的重要零部件及易损件,宝壳环模压辊环模超强耐磨,使用寿命期及产量是市场普通产品的2倍。
苜蓿饲料颗粒的优势
众所周知,动物有不同的营养需求。为牲畜提供适当的营养是确保牲畜健康的重要方法。通过苜蓿制粒机的后处理,苜蓿可以变得对动物更好。营养均衡的家畜口粮。没有浪费,与零散的干草相比,节约了10%。与传统的干草和谷物喂养程序相比,更容易更准确地估算牛和马所需的饲料量。经过营养优化,可满足动物的饮食需求。
箱体类零件加工工艺 箱体零件是机器或部件的基础零件,轴、轴承、齿轮等有关零件按规定的技术要求装配到箱体上,连接成部件或机器,使其按规定的要求工作,因此箱体零件的加工质量不仅影响机器的装配精度和运动精度,而且影响机器的工作精度、使用性能和寿命。下面以图1所示齿轮减速箱体零件的加工为例讨论箱体类零件的工艺过程。 图1 某车床主轴箱体简图
箱体类零件的结构特点和技术要求分析 图3所示零件为某车床主轴箱体类零件,属于中批生产,零件的材料为HT200铸铁。一般来说,箱体零件的结构较复杂,内部呈腔形,其加工表面主要是平面和孔。对箱体类零件的技术要求分析,应针对平面和孔的技术要求进行分析。 1.平面的精度要求箱体零件的设计基准一般为平面,本箱体各孔系和平面的设计基准为G面、H面和P面,其中G面和H面还是箱体的装配基准,因此它有较高的平面度和较小表面粗糙度要求。 2.孔系的技术要求箱体上有孔间距和同轴度要求的一系列孔,称为孔系。为保证箱体孔与轴承外圈配合及轴的回转精度,孔的尺寸精度为IT7,孔的几何形状误差控制在尺寸公差范围之内。为保证齿轮啮合精度,孔轴线间的尺寸精度、孔轴线间的平行度、同一轴线上各孔的同轴度误差和孔端面对轴线的垂直度误差,均应有较高的要求。 3.孔与平面间的位置精度箱体上主要孔与箱体安装基面之间应规定平行度要求。本箱体零件主轴孔中心线对装配基面(G、H面)的平行度误差为0.04mm。 4.表面粗糙度重要孔和主要表面的粗糙度会影响连接面的配合性质或接触刚度,本箱体零件主要孔表面粗糙度为0.8μm,装配基面表面粗糙度为1.6μm。 箱体类零件的材料及毛坯 箱体零件的材料常用铸铁,这是因为铸铁容易成形,切削性能好,价格低,且吸振性和耐磨性较好。根据需要可选用HT150~350,常用HT200。在单件小批量生产情况下,为缩短生产周期,可采用钢板焊接结构。某些大负荷的箱体有时采用铸钢件。在特定条件下,可采用铝镁合金或其它铝合金材料。 铸铁毛坯在单件小批生产时,一般采用木模手工造型,毛坯精度较低,余量大;在大批量生产时,通常采用金属模机器造型,毛坯精度较高,加工余量可适当减小。单件小批生产直径大于50mm的孔,成批生产大于30mm的孔,一般都铸出预孔,以减少加工余量。铝合金箱体常用压铸制造,毛坯精度很高,余量很小,一些表面不必经切削加即可使用。 箱体类零件的加工工艺过程 箱体零件的主要加工表面是孔系和装配基准面。如何保证这些表面的加工精度和表面粗糙度,孔系之间及孔与装配基准面之间的距离尺寸精度和相互位置精度,是箱体零件加工的主要工艺问题。 箱体零件的典型加工路线为:平面加工-孔系加工-次要面(紧固孔等)加工。 图1车床主轴箱体零件,其生产类型为中小批生产;材料为HT200;毛坯为铸件。该箱体的加工工艺路线如表1。 表1车床主轴箱体零件的加工工艺过程
苜蓿苗种植方法: 1、浸种。苜蓿是颗粒很小的种子,浸泡时间不要 过长,大概6-7小时即可。 2、种植。育苗纸浸湿平铺到育苗盘上,把泡好种子均匀洒在纸上,盖上一层纸(夏季可以不盖),打湿,避光催芽,催芽时候一定不能见光,否则发芽不好。苜蓿芽怕热,早种植过程中一定要注意通风,并及时补充水分。 3、出芽。第二天苜蓿就会有发芽的迹象。三天后,苜蓿芽长高,将纸拿开。 4、当苜蓿芽长到2厘米左右时,放在弱光的环境下生长。六七天后,苜蓿芽就长的差不多了,将它们移到阳光下绿化,只要半天就可以收获了。 注:孕妇禁止食用。 豌豆: 1、泡种。将豌豆种子用温水浸泡6-8小时,温 度高的季节要换水,以免泡坏。一盘大概100g 豌豆种子。
2、种植。将育苗纸(无印刷无漂白的新闻纸,安全、卫生)或者是吸水性好的纱布浸湿后,铺在育苗盘上,在家也可以选用沥水筐哦!将浸泡后的种子均匀平铺在湿润的纸上,避免叠放造成腐烂。 3、避光催芽。盖上一层纸,喷湿,以利于保温催芽,夏季不用盖纸(温度高盖上纸不利于通风)。将容器放置在避光处,最好是黑暗处,每天喷淋清水2-3次,保持湿润即可。 4、见光。豌豆种子2天就可以出芽了,待长至4-5cm,去掉上面的纸,放置散光处,不能见直射光。每天喷水! 5、收割。豌豆生长周期大概一周,具体会因温度湿度不同有所差异。豌豆可以收割2-3茬,收割时保留芽眼,以利于重复生长,第三茬时生长较慢。注:豌豆种植超过30度容易烂种有条件的放在空调房间哦
豌豆水培可以收割2次,第三次生长就很慢了,收割时保留芽眼,一般距离种子3-5厘米,可以重复生长。 空心菜水培方法: 1、浸种:空心菜种子外壳较硬,夏天浸泡10~16 小时,冬天浸泡20~24小时,泡到种子壳呈龟裂状态为宜。浸泡好后清洗干净,沥干水进行播种。 2、催芽:育苗纸浸湿平铺到育苗盘上,把泡好种子放在育苗盘内,打湿,避光催芽,催芽时候一定不能见光,否则发芽不好。 3、出芽。2天左右基本上发芽整齐,把不发芽的种子烂种子挑出来扔掉,否则会传染至整个芽苗菜盘,当苗长到两厘米即可见弱光。每天浇2~3次水,阴雨天少浇水,干燥天多浇水,苗小少浇水,苗大多浇水。 4、收割。当空心菜苗长到10厘米高左右,叶子充分展开,就可以收割了,注意在种植过程中要一直保持湿润,这样种子比较容易脱壳。
表面加工方法的选择 零件机械加工的工艺路线是指零件生产过程中,由毛坯到成品所经过的工序先后顺序。在拟定工艺路线时,除了首先考虑定位基准的选择外,还应当考虑各表面加工方法的选择,工序集中与分散的程度,加工阶段的划分和工序先后顺序的安排等问题。目前还没有一套通用而完整的工艺路线拟定方法,只总结出一些综合性原则,在具体运用这些原则时,要根据具体条件综合分析。拟定工艺路线的基本过程见图4-28所示。 表面加工方法的选择,就是为零件上每一个有质量要求的表面选择一套合理的加工方法。在选择时,一般先根据表面的精度和粗糙度要求选定最终加工方法,然后再确定精加工前准备工序的加工方法,即确定加工方案。由于获得同一精度和粗糙度的加工方法往往有几种,在选择时除了考虑生产率要求和经济效益外,还应考虑下列因素: (1) 工件材料的性质 例如,淬硬钢零件的精加工要用磨削的方法;有色金属零件的精加工应采用精细车或精细镗等加工方法,而不应采用磨削。 (2) 工件的结构和尺寸 例如,对于IT7级精度的孔采用拉削、铰削、镗削和磨削等加工方法都可。但是箱体上的孔一般不用拉或磨,而常常采用铰孔和镗孔,直径大于60㎜的孔不宜采用钻、扩、铰。 图4-28 工艺路线拟定的基本过程 (3) 生产类型 选择加工方法要与生产类型相适应。大批大量生产应选用生产率高和质量稳定的加工方法。例如,平面和孔采用拉削加工。单件小批生产则采用刨削、铣削平面和钻、扩、铰孔。又如为保证质量可靠和稳定,保证较高的成品率,在大批大量生产中采用珩磨和超精加工工艺加工较精密零件。 (4) 具体生产条件 应充分利用现有设备和工艺手段,不断引进新技术,对老设备进行技术改造,挖掘企业潜力,提高工艺水平。
型零件的机械加工工艺分析 本章要点 本章介绍典型零件的机械加工工艺规程制订过程及分析,主要内容如下: 1.介绍机械加工工艺规程制订的原则与步骤。 2.以轴类、箱体类、拨动杆零件为例,分析零件机械加工工艺规程制订的全过程。 本章要求:通过典型零件机械加工工艺规程制订的分析,能够掌握机械加工工艺规程制订的原则和方法,能制订给定零件的机械加工工艺规程。 §4.1 机械加工工艺规程的制订原则与步骤§4.1.1机械加工工艺规程的制订原则 机械加工工艺规程的制订原则是优质、高产、低成本,即在保证产品质量前提下,能尽量提高劳动生产率和降低成本。在制订工艺规程时应注意以下问题: 1.技术上的先进性 在制订机械加工工艺规程时,应在充分利用本企业现有生产条件的基础上,尽可能采用国内、外先进工艺技术和经验,并保证良好的劳动条件。 2.经济上的合理性 在规定的生产纲领和生产批量下,可能会出现几种能保证零件技术要求的工艺方案,此时应通过核算或相互对比,一般要求工艺成本最低。充分利用现有生产条件,少花钱、多办事。 3.有良好的劳动条件 在制订工艺方案上要注意采取机械化或自动化的措施,尽量减轻工人的劳动强度,保障生产安全、创造良好、文明的劳动条件。 由于工艺规程是直接指导生产和操作的重要技术文件,所以工艺规程还应正确、完整、统一和清晰。所用术语、符号、计量单位、编号都要符合相应标准。必须可靠地保证零件图上技术要求的实现。在制订机械加工工艺规程时,如果发现零件图某一技术要求规定得不适当,只能向有关部门提出建议,不得擅自修改零件图或不按零件图去做。 §4.1.2 制订机械加工工艺规程的内容和步骤 1.计算零件年生产纲领,确定生产类型。 2.对零件进行工艺分析 在对零件的加工工艺规程进行制订之前,应首先对零件进行工艺分析。其主要内容包括: (1)分析零件的作用及零件图上的技术要求。 (2)分析零件主要加工表面的尺寸、形状及位置精度、表面粗糙度以及设计基准等; (3)分析零件的材质、热处理及机械加工的工艺性。 3.确定毛坯
美国农业部(USDA)将苜蓿干草划分为四个等级:特级(Supreme),一级(Premium),二级(Good),三级(Fair/Utility)。分级一方面是基于实验室检测数据,另一方面是基于买卖双方对苜蓿干草的主观评价,还有外界因素的影响,包括杂草和发霉。这只是指南,而非质量标准,买卖双方规定或者重新定义质量可以根据更多其他因素,如动物类型和个人偏好。另外,随着时间的推移,市场需求的变化可能导致牧草质量概念的变化。 等级ADF NDF RFV TDN TDN(90%DM)CP 特级﹤27﹤34﹥185﹥62﹥55.9﹥22 一级27-2934-36170-18560.5-6254.5-55.920-22 二级29-3236-40150-17058-6052.5-54.518-20 三级32-3540-44130-15056-5850.5-52.516-18 四级﹥35﹥44﹤100﹤56﹤50.5﹤16 RFV=[88.9-(.779×?F)] ×[(120/%NDF)/1.29] TDN=(82.38-[0.7515×ADF]) TDN(90%DM)=TDN×0.9 几个实验室的检测报告是市场认可的,这些检测数据是有代表性的集合,能够用于预测动物日粮比例。在美国,标准的干草检测通常包括以下指标: ADF(acid detergent fiber):酸性洗涤纤维 NDF(neutral detergent fiber):中性洗涤纤维
NDFd(neutral detergent fiber digestibility):可消化的中性洗涤纤维 CP(crude protein):粗蛋白 DM(dry matter):干物质 TDN(total digestible nutrients):可消化的总养分 RFV(relative feed value):相对饲喂价值 DMI(dry matter intake):干物质采食量 RFQ(relative forage quality):相对牧草质量 可消化总养分(TDN)和相对饲喂价值(RFV)是根据酸性或中性洗 涤纤维计算,在市场中应用普遍。可消化总养分(TDN)通常在加州使用,与酸性洗涤纤维相关。相对饲喂价值(RFV)与酸性和中性纤维都有函数关系,其他指标,如ME(metabolizeble energy代谢能),NE1(net energy of lactation哺乳净能量),RFQ,同样可以计算。 苜蓿干草质量的物理描述: 特级:非常早熟性,初花期,茎柔软,优质,叶量丰富。数据因子表明了非常高的养分含量,干草颜色非常好,无损伤。 一级:早熟性,叶量大,茎优质,数据因子表明养分含量高。干草绿色,无损伤。 二级:比较早熟,有叶,茎优质到中等,无损伤,污点很少。 三级:晚熟,叶量中等到少,茎较粗糙。干草有轻度损伤
2015年高产优质苜蓿示范建设项目实施方案 (编制提纲) 项目承担单位名称(盖章): 联系人/电话: 通讯地址/邮编: 项目主管部门(盖章):旗县农牧业局 联系人/电话: 通讯地址/邮编: 填报日期: 二〇一五年月 - 1 -
一、项目单位简介 重点阐述申报单位所在旗县地区及承建单位的基本情况,主要包括苜蓿种植情况、奶牛数量、苜蓿草产品供销情况及自然条件等。 二、项目实施任务与建设标准 1、任务:2015年申报任务量。 2、项目实施地点:写出县、乡、村一级具体地点,注明地块四至边界坐标点(GPS点)。 3、建设标准:根据农业部、财政部发布的项目考核标准,结合实际制定项目建设标准,细化相关指标。 4、预期收益。 三、项目实施内容 要体现项目建设的基础,新建、改扩建的具体内容,达到高标准建设的要求。 (一)项目单位原有基础情况: 主要包括现有的土地、水电、机械等内容。填写附表1,可根据实际情况增减类目。 (二)项目建设内容 主要内容包括苜蓿种植品种、种植面积;苜蓿病虫草害防控、测土配方施肥等高产集成技术推广和应用;节水灌溉工程- 2 -
设施、田间灌溉排供体系建设数量及规模;机械设备购置;储草棚等基础设施建设;人员培训与技术信托服务等。承建单位可根据自身实际,财政补贴资金在上述内容中各有侧重。 四、投资概算与筹措 1、投资概算:项目总投资、各分项投资。 2、资金筹措:财政补贴资金、自筹资金和其它。 填写附表2可根据实际情况增减类目。 五、项目单位、任务分工与进度安排 项目参加单位,承担任务量,经费分配等。 六、项目组织和保障措施 项目实施的保障措施,主要包括组织领导(主管单位为旗县农牧业局、财政局)、扶持政策、技术支持(技术依托服务单位为盟市、旗县草原技术部门)、宣传发动、资金投入、考核奖励等措施。 七、项目主管部门审核意见 八、有关附表及附件 1、项目承建单位原有基本情况表,附表1 2、项目2015年建设内容及投资表,附表2 3、土地租赁合同(土地流转协议等) 4、项目承建单位营业执照(合作社、养殖场) 5、项目承建单位法人代码证 - 3 -
加工方法的选择 一、加工经济精度 在正常加工条件下(采用符合质量标准的设备和工艺装备,使用标准技术等级工人,不延长加工时间),一种加工方法所能保证的加工精度和表面粗糙度(图中AB段)。 图1 加工误差与成本的关系图2 加工精度发展趋势 图1说明:δ-加工误差;S-加工成本。从图中可以看出:对一种加工方法来说,加工误差小到一定程度后(如曲线中A点的左侧),加工成本提高很多,加工误差却降低很少;加工误差大到一定程度后(如曲线中B点的右侧),即使加工误差增大很多,加工成本却降低很少。说明一种加工方法在AB段的外侧应该都是不经济的。 图2说明:20世纪40年代的精密加工精度大约只相当于80年代的一般加工精度。各种加工方法的加工经济精度的概念在发展,其指标在不断提高。 二、加工方法的选择 1、加工方法的选择原则
1)所选加工方法的加工经济精度范围要与加工表面精度、粗糙度要求相适应; 2)保证加工面的几何形状精度、表面相互位置精度的要求; 3)与零件材料的可加工性相适应。如淬火钢宜采用磨削加工; 4)与生产类型相适应,大批量生产时,应采用高效的机床设备和先进的加工方法;单件小批生产时,多采用通用机床和常规的加工方法。 2、外圆表面、孔及平面加工方案参见表1,2,3(20世纪90年代): 表1外圆加工中各种加工方法的加工经济精度及表面粗糙度
注:加工有色金属时,表面粗糙度 Ra 取小值。 表2孔加工中各种加工方法的加工经济精度及表面粗糙度
注:加工有色金属时,表面粗糙度 Ra 取小值。 表3 平面加工中各种加工方法的加工经济精度及表面粗糙度
注:加工有色金属时,表面粗糙度 Ra 取小值。 三、机床的选择 1、数控机床与普通机床 产品变换周期短→数控机床; 形状复杂、普通机床加工困难→数控机床; 加工精度要求较高的重要零件→数控机床; 产品基本不变、大批大量生产→组合机床; 2、零件加工表面形状与机床类型相适应 3、零件加工表面尺寸、精度与机床规格相适应
紫花苜蓿的营养价值分析 摘要对紫花苜蓿的营养价值、应用效果、存在问题及前景等方面进行了综述。 关键词紫花苜蓿;营养价值;进展 苜蓿(Medicago Sativa)是世界上种植面积较大的一种多年生豆科牧草,其不仅含有丰富的蛋白质、矿物质和维生素等重要的营养成分,并且含有动物所需的氨基酸、微量元素和未知生长因子。在相同的土地上,苜蓿比禾本科牧草所收获的可消化蛋白质高2.5倍左右,矿物质高6倍左右,可消化养分高2倍左右。随着社会经济的发展,苜蓿在畜禽养殖以及动物生产中将发挥越来越重要的作用。 1苜蓿的营养价值 苜蓿草质好,因具有中性洗涤纤维(NDF)含量低、蛋白质含量和降解率高等特性而被重视。它不但单位粗蛋白含量比其他饲草高许多,而且是A、B、c、K 等10种维生素的重要来源,被认为是非常有营养价值的牧草之一。 苜蓿的营养价值很高,其营养特点主要有以下几点:①粗蛋白质含量高,初花期刈割的苜蓿,粗蛋白含量为16%~22%,一般为18%左右。苜蓿蛋白质主要存在于叶片中,其中30%~50%的蛋白质存在于叶绿体中。②粗纤维含量一般为25.0%左右,故属优质纤维饲料。③所含蛋白质品质优良,赖氨酸含量高达1.06%~1.38%,较玉米高4~5倍,有利于平衡谷物饲料中赖氨酸的不足。④富含维生素,特别是叶酸、维生素K、维生素E和维生素B12⑤富含矿物质,如磷、钙、铜、铁、锰和锌等。⑥含异黄酮类物质及多种未知促生长因子。 1.1粗蛋白质苜蓿的品种不同,适宜生长的土壤和气候条件也不同,其蛋白质含量往往有一定的差异。粗蛋白质含量的高低是反映饲草料营养价值的重要指标之一。 研究表明,苜蓿蛋白质含有20多种氨基酸,包括人和动物全部必需氨基酸和一些稀有氨基酸,如瓜氨酸、刀豆氨酸等。各种氨基酸的含量均以苜蓿生长的幼嫩阶段(萌发期)为最高,而以成熟期(盛花期)为最低。在大多数情况下,生长于高温条件下的牧草,其各种氨基酸的含量都可达最高。研究发现,用钴、铜、锌、锰和硼等无机物处理土壤时,会改变苜蓿蛋白质中氨基酸的组成。 1.2碳水化合物碳水化合物(糖、淀粉、果胶、半纤维索和纤维索等)是一类重要的能量营养素,在动物日粮中占1/2以上。在可消化干物质水平基本相同时,家畜对禾本科牧草的采食量及其日增重都较苜蓿低,这是因为禾本科牧草的可消化养分多来自纤维的消化,其吸收过程比可溶性养分慢,而苜蓿的进食、消化和吸收过程较快。所以2种日粮相比,家畜每天从苜蓿中获得的可消化养分要更多。有证据表明,肥育家畜从高质量饲料中获得的消化能高于由高纤维饲料
一.填空题:(每空1分,共90分) 1.用剞刀法可使原料_________,烹调时原料易于_________,且能保持_________。剞刀操作的一般要求是_________、_________、_________、_________。 2.干货原料涨发一般采用_________、_________、_________、_________或_________等方法。 3.刀工是根据_________和_________的要求,运用_________,将烹饪原料加工成_________的操作过程。 4.出肉加工是根据烹调的要求,将动物性原料的组织从_________上分离出来,其方法有_________和_________两种。 5.整鸭去骨的步骤是_________、_________、_________ 、_________、_________五个步骤。 6.烹饪原料加工技术以_________为研究对象,以加工的具体工艺为内容。其中包括_________、_________、出肉、去骨、和分档取料、_________ 、_________、_________配菜等方面的基础知识和基本技能。 7.剞刀操作的一般要求是:刀纹深浅一致、_________、_________、互相对称。 8.按刀具的用途,一般可分为批刀_________、_________、_________、_________前批后斩刀、其他类刀。 9.家畜内脏及四肢初步加工的方法有里外翻洗法_________、_________、_________、_________、清水漂洗法。 10.鸡或鸭在初步加工时要工艺较为复杂,一般要经过宰杀、_________、_________、洗涤四个步骤。 11.家禽开膛取内脏时,常用的开膛方法有:腹开法、_________、_________。 12.生活在海洋中的_____、_____、_____、贝、_____等新鲜咸水产品成为海鲜。 13.家禽内脏主要有:_________、_________、_________血、油脂等,此外、心腰及成熟的卵蛋等不可丢弃,洗净后也可制作菜肴。 14.刀工在烹调中的作用是_________、________、__________、_________。 15.刀具和_________是进行原料加工的必备用具。 16.切分为7种,有直切、_________、_________、_________、_________、侧切和________.
苜蓿草市场分析报告 一、全球苜蓿草产量 全球苜蓿干草产量1.38亿吨(2014年),其中北美洲6333万吨,南美洲2755万吨,欧洲3277万吨,亚洲628万吨,大洋洲666万吨,非洲136万吨。 前十位苜蓿种植是美国(36%)、中国(15%)、阿根廷、俄罗斯、意大利、加拿大、法国、澳大利亚、匈牙利和保加利亚。 全球苜蓿草生产类型主要有苜蓿风干草捆、苜蓿脱水草捆、苜蓿青贮、苜蓿草颗粒等。 苜蓿草草捆苜蓿草颗粒 二、全球苜蓿草进出口量 2016年全球苜蓿草进出口量为850万吨,其中出口量为600万吨,进口量为250万吨;主要出口国:美国、西班牙、加拿大、吉尔吉斯斯坦、哈萨克斯坦、保加利亚。主要进口国和地区:中国、日本、沙特、阿联酋、国、。 苜蓿草主产国大部分自用,出口量占产量的比例不大,如美国仅有不到5%产量的苜蓿草用来出口。 三、中国苜蓿草进口 中国海关获得数据统计,2016年中国进口苜蓿草总计146.31万吨,相比2015年的121.36万吨增加20.57%;进口金额总计44998.40万美元,同比下降4.00%;全年平均到岸价为307.55美元/吨,同比下降20.38%。
从2013年到2016年,中国进口苜蓿的变化趋势是:总量逐年提升,增幅逐年放大; 美国苜蓿的比例在下降,西班牙的苜蓿比例在上升。 国产苜蓿的质量不稳定,一级或特级苜蓿草的产量重不足,目前高品质苜蓿市场还依赖于进口。 四、中国苜蓿草产业 2015年,中国苜蓿草产量418.2万吨,进口121万吨,需求量538万吨,供需基本平衡。 分析我国牧草市场的供求形势,劣质牧草供大于求,而苜蓿等优质牧草却供不应求。 一级苜蓿很少,大多为二级苜蓿草。质量较好的省份在和。由于农民收购价的提高,苜蓿出场价普遍提高,一、二级苜蓿在2100-2300元/吨,在2200-2400元/吨。但是,的苜蓿数量很有限,基本在本地消化了,还需大量从调购。目前,是苜蓿贮存最多的省份,其次是,多奶牛场已选用国产苜蓿予以降低饲养成本。 我国苜蓿草产业发展主要分为四个阶段: 第一阶段是传统阶段,即我国一直存在的农民自产自用的生产式,此式非常稳定但从未进入商品草市场。
原材料使用及生产工艺流程说明 第一章:原材料明细 婴儿纸尿裤、纸尿片的组成材料主要为:非织造布、进口原生纯木浆、高分子吸水树脂(SAP)、湿强纸、仿布防漏流延膜、热熔胶、左右腰贴、前腰贴、弹性PU等。 一.原材料使用要求:所有原材料外观应洁净,无油污、脏污、蚊虫、异物;并且符合环保要求;无毒、无污染、材料可降解;卫生指标符合GB15979 《一次性使用卫生用品卫生标准》规定要求。 二.原材料使用明细: 非织造布:主要用于产品的面层、直接与婴儿皮肤接触、可选的材料有无纺布或竹炭纤维; 进口原生木浆:主要作用是快速吸收尿液;可选材料主要为原生针叶木浆。已经考察的品牌有美国的石头、白玉、惠好、IP、瑞典的女神、俄罗斯的布阔等; 高分子吸水树脂:主要作用是吸收、锁住水分;主要选择日本住友和德国巴斯夫; 湿强纸:卫生包装用纸,含有湿强剂;主要用于包覆绒毛浆和SAP的混合物,便于后续工艺以及防止吸收体分解; 仿布防漏流延膜:主要用作产品的底层;防止尿液渗漏污染衣物或床上用品;主要参考的材料是台湾的复合透气流延膜; 热熔胶:用于任意两种材料的复合;主要选用德国汉高的产品或国民淀粉; 左右腰贴和前腰贴:主要用于婴儿纸尿裤上、让产品具备一定的形状;主要采用美国3M公司产品; 弹性PU:主要作用是让产品更贴身、防止尿液后漏;首选产品为美国3M 弹性PU 。 第二章:工艺流程 一.工艺流程 木浆拉毛——SAP添加——湿强纸包覆——吸收体内切——面层复合—— 前腰贴复合——底膜复合——左右贴压合——主体折合——产品外切——三折——成品输送——包装——装箱——检验入库——结束
二.流程说明 木浆拉毛:原生木浆经过专用设备拉毛成为绒毛浆;才具备快速吸水的能力; SAP添加:准确控制SAP的施加量,使其均匀混合在绒毛浆里,增加吸收体的吸水速度;利用SAP的锁水特性使混合物吸水后不会反渗; 湿强纸包覆:为了工艺的流畅性以及吸收体的整体性,利用湿强纸的特性对绒毛浆和SAP的混合物进行包覆; 吸收体内切:对经过湿强纸包覆的混合装物体进行分切;使其具备吸收体的形状; 面层复合:将面层材料(无纺布或竹炭纤维)用热熔胶复合在吸收体上,是吸收体不直接与皮肤接触; 前腰贴复合:在底膜和吸收体符合前,为了工艺的流畅性首先把前腰贴复合在底膜上; 底膜复合:利用热熔胶将底膜复合在吸收体上; 左右贴压合:利用压力将左右贴复合在底膜和面层上; 主体折合:将吸收体以外的部分折合在吸收体上,方便后续工艺进行; 产品外切:根据产品规格对产品进行分切; 三折:对分切后的产品进行折合,方便后续包装; 成品输送:将分切后的产品输送到包装部位; 包装:将三折后的产品按照一定的数量装入包装袋; 装箱:将包装后的产品装入纸箱。 检验入库:入库前对产品进行最后一次检验;合格后入库。 流程结束!
苜蓿花茶功效 苜蓿花茶可作药用的有二种,一种为紫首着,一种为南首着。首着又名牡着,因其是宿根植物而饲牛马而得名。首着根系发达,可作固沙保水的良好草种。茎高尺余,茎细而光滑,多分枝,或生更生茎,叶似豌豆叶而小,3出复叶攒生一处,每到夏初时节茎稍处开紫色小花,常8一25杂形成簇状的总状花序,果实如螺旋形,种子肾状而极小。在我国北方各地广泛分布。据《史记〃大究传》记载:大宛国左右,以葡萄为酒,富人藏酒至万余石,久者数十岁不败,俗嗜酒,而马嗜首着。汉使张蓦取其实来,于是天子始种首蓄、蔺萄……当时将天子所乘之马称之为“天马”,常嘴嚼着首着茎花而进出皇城内外,故有“天马常衔首拾花”之说。宋代梅尧臣特作一首味首着:“首着来西域,蔺萄亦既随。番人切未惜,汉使始能持。宛马当求日,离宫旧种时。黄花今自发,撩乱枚牛波。”首着以全草或根入药。全草性味苦,平,无毒。功能清脾胃,利大小肠,去脾胃间邪气,下膀耽结石。常可用于治疗浮肿及膀耽结石。首着根性味苦,寒,微涩。功能清湿热,利尿,去黄疽。可治疗热病烦满、眼目黄赤、小便发黄及尿路结石等病症。 清热解毒;止咳;止血。主发热;咳嗽;痢疾;外伤出血.另外,可以让蜜蜂来加工成蜜糖,甜的很,可以治疗低血糖。 苜蓿为豆科植物紫苜蓿的嫩茎叶,苜蓿的营养价值很高。草头又名苜蓿,俗称金花菜,是我国古老的蔬菜之一。
苜蓿的营养价值、作用功效 苜蓿中含有大量的铁元素,因而可作为治疗贫血的辅助食品,苜蓿中所含的B族维生素成分,可治疗恶性贫血; 此外,苜蓿还含具有止血作用的维生素K,民间常用来治疗胃病或痔疮出血,用它来治胃或痔、肠出血。 苜蓿中还含苜蓿素和苜蓿酚等物质,有止咳平喘的作用,对支气管炎有一定疗效。 另外苜蓿中含有粗纤维,可促进大肠蠕动,有助于大便及毒素的排泄,防治大便秘结和肠癌。 而且苜蓿中所含的苜蓿素能抑制肠道收缩,增加血中甲状腺素的含量,可防止肾上腺素的氧度抗癌作用。 作用功效 我国中医认为苜蓿可清热利尿、舒筋活络、疏利肠道、排石、补血止喘; 主治气管炎、贫血、湿热黄疸、尿黄及目赤、肠炎、夜盲、膀胱结石等病症。 还具有清脾胃、利大小肠、下膀胱结石的功苜蓿可清热利尿、舒筋活络、疏利肠道、排石、补血止喘;
1.零件表面的切削加工成形方法 在切削加工过程中,机床上的刀具和工件按一定的规律作相对运动,通过刀具对工件毛坯的切削作用,切除毛坯上多余金属,从而得到所要求的零件表面形状。机械零件的任何表面都可以看作是一条线(称为母线)沿另一条线(称为导线)运动的轨迹。如图所示,平面是由一条直线(母线)沿另一条直线(导线)运动而形成的;圆柱面和圆锥面是由一条直线(母线)沿着一个圆(导线)运动而形成的;普通螺纹的螺旋面是由“∧”形线(母线)沿螺旋线(导线)运动而 形成的;直齿圆柱齿轮的渐开线齿廓表面是渐开线(母线)沿直线(导线)运动而形成的等等。 母线和导线统称为发生线。切削加工中发生线是由刀具的切削刃与工件间的相对运动得到的。一般情况下,由切削刃本身或与工件相对运动配合形成一条发生线(一般是母线),而另一条发生线则完全是由刀具和工件之间的相对运动得到的。这里,刀具和工件之间的相对运动都是由机床来提供。 2.机床的运动 机床在加工过程中,必须形成一定形状的发生线(母线和导线),才能获取所需的工件表面形状。因此,机床必须完成一定的运动,这种运动称为表面成形运动。此外,还有多种辅助运动。 (1)表面成形运动 表面成形运动按其组成情况不同,可分为简单成形运动和复合成形运动二种。
如果一个独立的成形运动是单独的旋转运动或直线运动构成的,则此成形运动称为简单成形运动。例如,用车刀车削外圆柱面时工件的旋转运动B1产生圆导线,刀具纵向直线运动 A2产生直线母线,即加工出圆柱面。运动B1和A2是两个相互独立的表面成形运动,因此,用车刀车削外圆柱时属于简单成形运动。 如果一个独立的成形运动,是由两个以上的旋转运动或(和)直线运动,按某种确定的运动关系组合而成,则此成形运动称为复合成形运动。例如,用螺纹车刀车削螺纹表面时,工件的旋转运动B11和车刀的直线运动A12按规定作相对运动,形成螺旋线导线,三角形母线(由刀刃形成,不需成形运动)沿螺旋线运动,形成了螺旋面。形成螺旋线导线的两个简单运动B11和A12,由于螺纹导程限定而不能彼此独立,它们必须保持严格的运动关系,从而B11和A12这两个简单运动组成了一个复合成形运动。又如,用齿轮滚刀加工直齿圆柱齿轮时它需要一个复合成形运动B11、B12(范成运动),形成渐开线母线,又需要一个简单直线成形运动A2,才能得到整个渐开线齿面。 成形运动中各单元运动根据其在切削中所起的作用不同,又可为主运动和进给运动。 (2)辅助运动 机床在加工过程中还需一系列辅助运动,其功能是实现机床的各种辅助动作,为表面成形运动创造条件。它的种类很多,如进给运动前后的快进和快退;调整刀具和工件之间正确相对位置的调位运动;切入运动;分度运动;工件夹紧、松开等操纵控制运动。
设计材料及加工工艺 (章节总结) 第一章概论 设计与材料 纵观人类的进化史,与人类的生活和社会发展密不可分的有很多因素,其中材料的的开发、使用和完善就是其中之一。 材料是人类生产各种所需产品和生活中不可缺少的物质基础。可以说我们生活的周围任何物品都离开材料。 材料科学的发展,使产品形态产生了根本变化,材料的发展,更是推动了人们生活的进步。 产品造型设计的物质基础 材料在产品造型设计中,是用以构成产品造型,不依赖于人的意识而客观存在的物质,所以材料是工业造型设计的物质基础。 工艺:材料的成型工艺、加工工艺和表面处理工艺。是人类认识、利用和改造材料并实现产品造型的技术手段。 材料与工艺是设计的物质技术条件,与产品的功能、形态构成了产品设计的三大要素。而产品的功能和造型的实现都建立在材料和工艺上。 材料设计 1.材料设计的内容 产品造型中的材料设计,以“物—人—环境的材料系统为对象,将材料的性能、使用、选择、制造、开发、废弃处理和环境保护啊看成一个整体,着重研究材料特性与人、社会、环境的协调关系,对材料的工学性,社会性、经济性、历史性、
生理性、心理性和环境性等问题进行平衡和把握,积极评价各种材料在设计中的使用和审美价值,是材料的特性和产品的物理功能和犀利功能达到高度的和谐统一,是材料具有开发新产品和新功能的可行性,并从各种材料的质感中获取最完美的结合和表现,给人以自然,丰富、亲切的视觉和触觉的综合感受。 产品造型的材料选择中,我们不仅要从材料本身的角度考虑材料的功能特性,还要考虑整个材料设计系统。 材料设计的方式 出发点:原材料所具有的特性与产品所需性能之间的比较。 两种主要方式:(从产品的功能用途出发,思考如何选择和研制相应材料(从原料出发,思考如何发挥材料的特性,开拓产品的新功能,甚至创造全新的产品。 材料与产品的匹配关系 产品设计包含功能设计、形式设计,在产品设计中都要匹配。 材料性能的三个层次:核心部分是材料的固有性能;中间层次世人的感觉器官能直接感受的材料性能;外层是材料性能中能直接赋予视觉的表面性能。 产品功能设计所要求的是与核心部分的材料固有性能相匹配,而在产品设计中除了材料的形态之外,还必须考虑材料与使用者的触觉、视觉相匹配。 设计材料的分类 1.按材料的来源分类:①天然材料②技工材料③合成材料④复合材料⑤智能材料或应变材料 按材料的物质结构分类:①金属材料②无机材料③有机材料④复合材料 按材料的形态分类:①线状材料②板状材料③块状材料 材料特性的基本特性
表面粗糙度选择很详细的 37.表面粗糙度如何选择? 答:表面粗糙度的选择既要满足零件表面的使用功能要求,又要考虑加工的经济性。 38.用类比法确定表面粗糙度时,对高度参数一般按哪些原则选择? 答:同一零件上,工作表面的表面粗糙度值应小于非工作表面。 摩擦表面的表面粗糙度值应小于非摩擦表面;滚动摩擦表面的表面粗糙度值应小于滑动摩擦表面;运动速度高、单位压力大的表面粗糙度值应小。 受循环载荷的表面及易引起应力集中的部位(如圆角、沟槽)表面粗糙度值应选得小些。 配合性质要求高的结合表面,配合间隙小的配合表面以及要求连接可靠,受重载的过盈配合表面等都应取较小的表面粗糙度值。 配合性质相同,零件尺寸越小,其表面粗糙度值应越小。同一精度等级,小尺寸比大尺寸、轴比孔的表面粗糙度值要小。 对于配合表面,其尺寸公差、形状公差、表面粗糙度应当协凋,一般情况下有一定的对应关系。 39.表面粗糙度Ra为50-100μm时,表面形状什么特征,如何应用? 答:表面形状特征为明显可见刀痕,应用于粗造的加工面,一般很少采用。铸、锻、气割毛坯可达此要求。 40.表面粗糙度Ra为25μm时,表面形状什么特征,如何应用? 答:表面形状特征为可见刀痕,应用于粗造的加工面,一般很少采用。铸、锻、气割毛坯可达此要求。 41.表面粗糙度Ra为12.5μm时,表面形状什么特征,如何应用? 答:表面形状特征为微见刀痕, 应用于粗加工表面比较精确的一级,应用范围较广,如轴端面、倒角、螺钉孔和铆钉孔的表面、垫圈的接触面等。 42.表面粗糙度Ra为6.3μm时,表面形状什么特征,如何应用? 答:表面形状特征为可见加工痕迹,应用于半粗加工面,支架、箱体、离合器、皮带轮侧面、凸轮侧面等非接触的自由表面,与螺栓头和铆钉头相接触的表面,所有轴和孔的退刀槽,一般遮板的结合面等。 43.表面粗糙度Ra为3.2μm时,表面形状什么特征,如何应用? 答:表面形状特征为微见加工痕迹,应用于半精加工面,箱体、支架、盖面、套筒等和其他零件连接而没有配合要求的表面,需要发蓝的表面,需要滚花的预先加工面,主轴非接触的全部外表面等。是车削等基本切削加工方法较为经济地达到的表面粗糙度值。 44.表面粗糙度Ra为1.6μm时,表面形状什么特征,如何应用? 答:表面形状特征为看不清加工痕迹,应用于表面质量要求较高的表面,中型机床工作台面(普通精度),组合机床主轴箱和盖面的结合面,中等尺寸平皮带轮和三角皮带轮的工作表面,衬套滑动轴承的压入孔,一般低速转动的轴颈。航空、航天产品的某些重要零件的非配合表面。 45.表面粗糙度Ra为0.8μm时,表面形状什么特征,如何应用? 答:表面形状特征为可辨加工痕迹的方向,应用于中型机床(普通精度)滑动导轨面,导轨压板,圆柱销和圆锥销的表面,一般精度的刻度盘,需镀铬抛光的外表面,中速转动的轴颈,定位销压入孔等。是配合表面常用数值,中、重型设备的重要配合处,磨削加工经济。
苜蓿颗粒的加工方法 苜蓿是世界上广泛种植的一种草,由于苜蓿的旺盛生命力和快速的生长速度,在每个生长季节都能收获1-13次,并且可以生长20多年。具有这些特点,可以自己广泛用于生物质颗粒的生产和动物饲料的生产。以下是苜蓿颗粒的加工方法: 苜蓿颗粒的加工方法 将苜蓿粉碎后干燥后经颗粒机制粒工艺压缩成颗粒,规格大约直径为6毫米和8毫米,该种形式利于储藏、运输。 步骤1:将苜蓿干燥至水分约15%。生产自然干燥的苜蓿草颗粒,在打捆之前,刈列耙一次或两次使干燥均匀,草捆粉碎成长度为25~50毫米的草段,含水量在15%~20%的草段放置在旋转式滚筒干燥机里干燥。使原料干燥到含有适量水分含量,对于制造高品质颗粒来说是至关重要。
步骤2:研磨苜蓿。脱水草段通过铁锤敲打后通过2.8毫米筛子。粉碎筛孔径的大小大约是350微米,通常的变化范围从微米到1毫米之间。 步骤3:制粒。有两种基本的颗粒机的类型,平模和环模。用平模颗粒机,压辊与压模相对运动将物料夹持、压缩、压实进入模孔,通过模空再经切割而形成粒或块。环模颗粒机有一个环模,将苜蓿放入苜蓿颗粒机的进料器中,原料被强制从颗粒机的环模型孔中按固定直径挤出,最终使其压缩成致密苜蓿颗粒。颗粒机压辊和环模均是颗粒机的重要零部件及易损件,宝壳环模压辊环模超强耐磨,使用寿命期及产量是市场普通产品的2倍。 苜蓿饲料颗粒的优势 众所周知,动物有不同的营养需求。为牲畜提供适当的营养是确保牲畜健康的重要方法。通过苜蓿制粒机的后处理,苜蓿可以变得对动物更好。营养均衡的家畜口粮。没有浪费,与零散的干草相比,节约了10%。与传统的干草和谷物喂养程序相比,更容易更准确地估算牛和马所需的饲料量。经过营养优化,可满足动物的饮食需求。
1、金属材料的性能包括使用性能和工艺性能。 2、金属材料的使用性能是指材料在使用过程中表现出来的性能,它包括机械性 能、物理性能和化学性能等。 3、金属材料的工艺性能是指材料对各种加工工艺适应的能力,它包括铸造性 能、压力加工性能、焊接性能和切削加工性能等。 4、根据载荷作用性质不同,载荷可分为静载荷、冲击载荷、疲劳载荷等 三种。 5、材料按照其化学组成可以分为金属材料、非金属材料、复合材料和有机材料四类。 6、材料基本性能包括固有特性和派生特性。 7、材料的工艺性能包括切削加工工艺性能、铸造工艺性能、锻造工艺性能、焊接工艺性能、热处理工艺性能等。 8、工业产品造型材料应具备的特殊性能包括感觉物性、加工成型性、表面工艺性和环境耐候性。 9、钢铁材料按化学组成分为钢材、纯铁和铸铁;其中钢材按化学组成分为碳素钢和合金钢。 10.铸铁材料按照石墨的形态可分为可锻铸铁、灰口铸铁和球墨铸铁三种。 11、变形铝合金主要包括锻铝合金、硬铝合金、超硬铝合金和防锈铝合金。 12、金属制品的常用铸造工艺包括砂型铸造、熔模铸造和金属型铸造等。 13、金属材料的表面处理技术包括表面改质处理、表面精整加工和表面被覆处理。 14、塑料按照其重复加工利用性能可以分为热塑性塑料和热固性塑料。 15、塑料制品的成型工艺主要包括吹塑成型、挤塑成型、吸塑成型、注塑成型等。 16、陶瓷材料根据其原料、工艺和用途,可以分为传统陶瓷和近代陶瓷两 大类。 17、陶瓷制品的工艺过程一般包括原配料、坯料成型和窑炉烧结三个主 要工序。 18、陶瓷制品的坯体成型方法主要有压制成型、可塑成型和注浆成型三种。
19、陶瓷制品的旋压成型可以分为覆旋旋压法和仰旋旋压法两种。 20、日用陶瓷制品可以分为陶器、瓷器和炻器。其中陶器的气孔率和吸水率介于炻器和瓷器之间。 21、玻璃按用途可分为日用器皿玻璃、技术用玻璃、建筑用玻璃、和玻璃纤维四大类。 22、玻璃的加工工艺包括原料装配、加热熔融、成型加工、热处理和表面装饰。 23、玻璃成型工艺包括压制、拉制、吹制、压延、浇注和结烧等。 24、锻造是利用手锤锻锤或压力设备上的模具对加热的金属抷料施力,使金属材料在不分离条件下产生变形,以获得形状尺寸和性能符合要求的零件。 25、金属焊接按其过程特点可分为3大类:熔焊、压焊、钎焊 26、金属切削加工可分为钳工和机械加工两部分。 27、木材与其他材料相比,具有多孔性、各向异性、湿涨干缩性、燃烧性和生物降解性等独特性质。 28、木材在横切面上硬度大,耐磨损,但易折断,难刨削,加工后不易获得光洁表面。 29、塑料的基本性能:质轻比强度高,优异的电绝缘性能,减摩耐磨性能好,优良的化学性能,透光及防护性能,减震消音性能好,独特的造型工艺性能,良好的质感和光泽度。 30、塑料的挤出成型也称挤压模塑和挤塑,它是在挤出机中通过加热,加压而使物料以流动状态连续通过挤出模成型的方法。 31、按照陶瓷材料的性能功用可分为普通陶瓷和特种陶瓷两种。 32、玻璃的熔制过程分为:硅酸盐的形成,玻璃的形成,澄清和均化,冷却。 33、金属材料的表面处理技术包括表面改质处理、表面精整加工和表面被覆处理。 34、金属件的连接工艺可以分为机械性连接、金属性连接和化学性连接三种类型。 35、涂料由主要成膜物质、次要成膜物质和辅助材料三部分组成。
第五章典型零件的加工工艺 第一节轴类零件的加工 一、概述 1. 轴类零件的功用、结构特点 ⑴功用轴类零件是机械加工中经常遇到的零件之一,在机器中,主要用来支承传动零件如齿轮、带轮,传递运动与扭矩,如机床主轴;有的用来装卡工件,如心轴。 ⑵结构特点轴类零件是旋转体零件,其长度大于直径,通常由外圆柱面、圆锥面、螺纹、花键、键槽、横向孔、沟槽等表面构成。按其结构特点分类有:光轴、阶梯轴、空心轴和异形轴(包括曲轴、半轴、凸轮轴、偏心轴、十字轴和花键轴等)四类。如图5-1所示。若按轴的 图5-1 轴的种类 (a) 光轴(b) 空心轴(c) 半轴(d) 阶梯轴(e) 花键轴 (f) 十字轴(g) 偏心轴(h) 曲轴(i) 凸轮轴 长度和直径的比例来分,又可分为刚性轴(L/d≤12)和挠性轴(L/d>12)两类。
2. 轴类零件的主要技术要求 ⑴加工精度 ①尺寸精度轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT 5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9。 ②形状精度主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度。 ③相互位置精度包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。 ⑵表面粗糙度轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定。支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。 3. 轴类零件的材料、毛坯及热处理 ⑴轴类零件材料常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65Mn,也可选用球墨铸铁;对高速、重载的轴,选用20CrMnTi、20Mn2B、20Cr等低碳合金钢或38CrMoAl氮化钢。 ⑵轴类毛坯常用圆棒料和锻件;大型轴或结构复杂的轴采用铸件。毛坯经过加热锻造后,可使金属内部纤维组织沿表面均匀分布,获得较高的抗拉、抗弯及抗扭强度。 (3) 轴类零件的热处理 锻造毛坯在加工前,均需安排正火或退火处理,使钢材内部晶粒细化,消除锻造应力,降低材料硬度,改善切削加工性能。