高铬铸铁热处理工艺 化学成分:C2.05,Si1.40,Mn0.78,Cr26.03,Ni0.81,Mo0.35 1、常用的高铬铸铁的热处理工艺是加热到950~1000℃,经保温空冷淬火后再进行 200~260℃的低温回火。 2、2、高温团球化处理1140~1180℃保温16h空冷却,可以明显提高冲击韧度和耐磨性能。 高温团球化处理可使碳化物全部呈团球状,可消除或减少大块状和连续网状碳化物对基体的隔裂作用,经团球化的碳化物受到更加均匀的基体支撑,特别受到一定数量的奥氏体的支撑。如果适当减少保温时间,对薄截面零件也可以取得效果。该工艺的不足是工艺消耗热能较多。 加热到1050℃,经保温空淬火后再进行550℃的回火,效果会怎么样? 要控制加热速度,最好在650? ?? ?750? ?? ?? ? 850? ?? ? 时保温一定时间。我以前做过,正火就可以了。硬度能做到61----65HRC 成熟工艺是:铸造后软化退火,便于加工,加工后空冷淬火加低温去应力回火。使用硬度一般要求为HRC58-62,多用于比如渣浆泵零部件等耐磨易损件。 我们这里是高铬生产基地,一般提供Cr24,Cr26,Cr28,Cr15Mo3等,价格是不便宜的。价格要包括中间的软化退火和精加后的淬火及回火。楼主的材料应该叫Cr26 做高铬磨球的,Cr%=10.2~10.5%,C%=2.2~2.7%,Si、S双零以下,要求硬度HRC>58 我们现在用的是淬火液淬火,淬火工艺参数是:650度保温2小时,升温到960度保温3.5小时淬火;回火温度380~400,保温4~6小时。磨球规格φ40-φ80。 工艺是1050淬火+250~350回火 金属耐磨材料在水泥企业的研究和应用 [摘要] 本文从金属耐磨材料的概述、水泥企业常用的耐磨材料以及根据磨损原理具体的选用金属耐磨材料,对金属耐磨材料进行了研究、分析,对其他选用金属耐磨材料给予一定的参考和借鉴。 [关键词] 金属耐磨材料水泥企业研究应用 一、金属耐磨材料的概述 材料的耐磨性不仅决定于材料的硬度Hm,而且更主要的是决定于材料硬度Hm和磨料硬度Ha的比值。当Hm/Ha比值超过一定值后,磨损量便会迅速降低。 当Hm/Ha≤0.5-0.8时为硬磨料磨损,此时增加材料的硬度对材料的耐磨性增加不大。 当Hm/Ha>0.5-0.8时为软磨料磨损,此时增加材料的硬度,便会迅速地提高材料的耐磨性。 金属耐磨材料一般都指的是耐磨钢,能抵抗磨料磨损的钢。这类钢还没有成为一个完全独立的钢种,其中公认的耐磨钢是高锰钢。 二、水泥企业主要使用的耐磨钢
奥铁体球墨铸铁磨球优点 1 奥铁体球墨铸铁磨球的冲击韧性一般都达到10J/cm2以上,比高铬球冲击韧性提高2-3倍,在使用中不会破碎和失园。 2 经等温淬火后硬度一般都在HRC52-58,使用后的硬度都要在HRC60-63,与高铬球硬度相同。奥铁体铸球优越的耐磨性是因为金属基体的实际硬度比测量的硬度要高,通常测量的硬度是基体和石墨的平均值。在磨损过程中,奥铁体铸球微观组织中稳定的高碳奥氏体在经历不断冲击磨损时产相变引发的逐层加工硬化,这是奥铁体铸球具有优越的耐磨性的原因。 3生产节能: 3.1、熔炼:因为奥铁体球墨铸铁磨球是以碳、硅、锰三元素为主,碳、硅、锰三元素含量都高,铁水流动性好,熔炼温度和浇铸温度比铬系耐磨材料低。具体见表1 表1熔炼温度和浇铸温度对比 注:吨铁水升高10度耗电2.3度 工艺出品率按75%计算,吨球熔炼电耗平均可节电25度。 如果采用高炉铁水+中频电炉双联熔炼工艺,每吨铁水可以节约
熔炼电耗500度左右。目前国内已有几家企业采用双联熔炼工艺方案生产奥铁体铸球,这样生产成本可以大幅度下降。 3.2、热处理:目前国内普通高铬球热处理工艺不论台车炉还是热处理生产线都是高温淬火后,冷却到室温再回火;而奥铁体球墨铸铁磨球热处理是采用连续推杆式热处理生产线+等温淬火油连续冷却+余热等温回火生产线的工艺和设备,淬火后利用余热进行等温回火,而且淬火和等温回火的温度比高铬球低。 不论是高铬铸球还是奥铁体铸球热处理过程都有升温和保温过程。具体温度和电耗如表2: 表2 高铬铸球和奥铁体铸球淬火和回火温度对比 1)炉温分别为:600℃(平均比热0.142Kcal/Kg℃) 1000℃(平均比热0.168Kcal/Kg℃) 2)热处理炉的热效率电炉取60%. 3)折算当量:3596千焦(860千卡)/千瓦小时 由于采用余热等温回火,只是开始将回火生产线升温到设定的温度,正常生产时基本上不用电,仅热处理工序每吨铸球最少可节电170度以上。
磨球市场调查报告 1、奥贝球铁简介 奥贝球墨铸铁(austempering ductile iron)是基体组织以上贝氏体为主和残留30%~40%奥氏体的球墨铸铁(简称球铁);也有叫上贝氏体球铁。奥贝球铁的研究与应用始于20世纪70年代初,这种材质的抗拉强度达1600MPa,在抗拉强度达1000MPa,其伸长率可达5%以上,广泛应用于机械制造业以及各种结构件。与合金钢相比,奥贝球墨铸铁具有显著的经济效益和社会效益。 奥贝球铁具有很高的耐磨性与疲劳强度,同时与其它铸铁以及经过热处理的铸钢和锻钢相比,奥贝球铁的弯曲疲劳强度也较高,其接触疲劳强度比珠光体和铁素体铸铁高,实际上与经过气体氮化或渗碳的锻钢的特性相同。奥贝球铁的强度超过了微合金钢。 奥贝球铁在喷丸处理过程中,铸铁材料所含的剩余奥氏体会转变成马氏体。由于在表面形成了具有很高硬度的耐磨层,同时在内部保持了塑性和韧度,以及很高的弯曲疲劳强度。 国外奥贝球铁一般在发动机齿轮、汽车发动机曲轴、柴油发动机支承架零件等方面,表现出高强度、低噪声、低价格等优势。 我国现今在奥贝球铁方面应用的产品,大致分为以下3个方面:(1)普通抗磨件多用于矿山、建筑、电力、农业等机械上的抗磨零件。如磨球、衬板、锤头、锤片等。 (2)机械承载构件多用于汽车、拖拉机、铁路车辆、农用车辆、农业机械等产品。这些构件以前多用锻钢、铸钢、可锻铸铁等材料制
造,如汽车上的牵引钩支承座、柴油机的凸轮轴等。 (3)高性能、高精度要求的重要构件主要是高疲劳性能的柴油机曲轴和各类高精度、高性能齿轮等。这些产品受力复杂、负荷大、对材料性能和成品尺寸精度要求高。 纵观国内外,奥贝球铁经过多年的发展,以其价格成本低(与锻钢比较),比重比钢小,综合力学性能优良( b=800~1400MPa,而伸长率可达5%以上)吸震性和减音性能好,以及抗摩擦磨损性强等诸多优良性能,已经成为机械制造业的主要结构材料,也是21世纪人们所关注的热点材料和新技术之一。 2、磨球技术发展 磨球工艺技术的发展,是随着耐磨材料技术的发展和工业生产(矿山、水泥行业)的不断提高而逐步提高发展。 耐磨材料中传统的材料首先是高锰钢,其次为各种耐磨合金钢。抗磨白口铸铁是耐磨材料中的主要品种,也是磨球材质中的主要品种。 目前全球磨球工艺技术主要可按生产地域分为以下几大类。 2.1 欧洲 以比利时MAGOYTEAUX 公司(世界第一)为代表,在欧洲建有近11 家工厂(全球建有近30 家工厂),主要以砂型铸造铬合金为主,属高铬白口铸铁,也有少量的低合金钢磨球。 2.2 美国与加拿大 磨球材质有镍硬铸铁,中碳、高碳低合金钢及高碳高合金钢,很少使用高铬铸球。
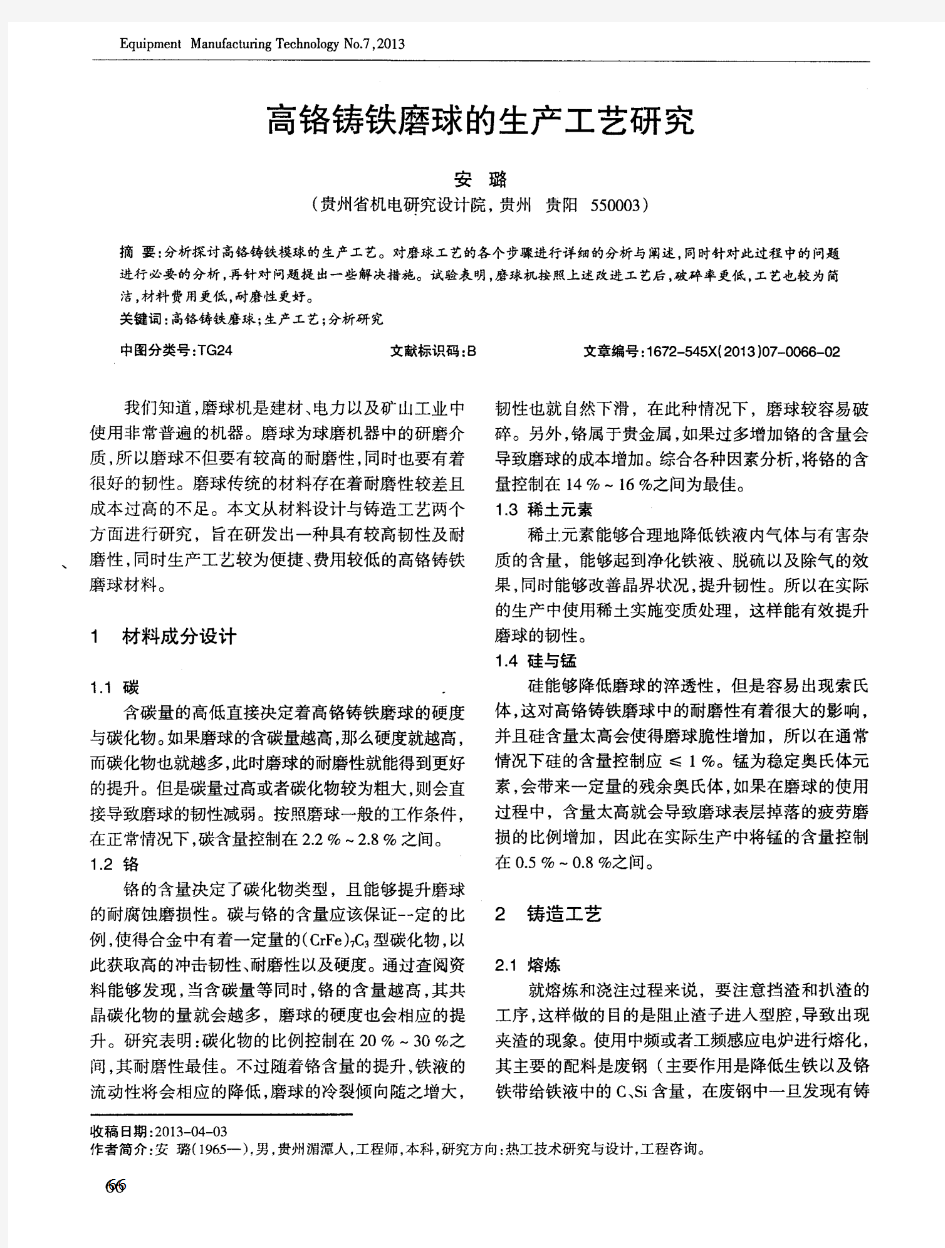
通过试验研究,得到铸态高铬白口铸铁的金相组织主要为:铬奥氏体加M7C3共晶碳化物和铬屈氏体加M7C3共晶碳化物;采用稀土变质处理,可使晶粒细化,从而有效地提高机械性能和抗磨性能。 关键词:铸态高铬白口铸铁;稀土;抗磨性能 高铬铸铁是一种常用的抗磨铸铁。铬的大量加入,使碳化物变成具有更高硬度(1300~1800HV)的M7C3型碳化物,从而提高了抗磨性。在此同时,凝固过程中M7C3型碳化物形成了孤立分布的杆状组织,使得高铬白口铸铁的韧性有了一定程度的改善。目前国内外生产的高铬白口铸铁大多要经过高温淬火加回火处理工艺,以获得马氏体基体,然而这种基体作为水泥磨机磨球材料在高应力小能量的三体磨损中,其韧性仍显不足。并且生产周期长,工艺复杂,设备投资、能源消耗和劳动强度均较大。 本文通过试验对含碳量在亚共晶区,含铬15%左右的高铬白口铸铁进行了铸态金相组织分析及性能研究。试验结果表明:铸态高铬白口铸铁的主要金相组织是铬奥氏体加M7C3共晶碳化物和铬屈氏体加M7C3共晶碳化物。经过稀土变质处理后,可有效改善碳化物形态及分布,均匀组织,细化晶粒,明显提高韧性和强度,提高抗磨性。 一、试验方法及结果 试验用的合金材料在酸性中频无芯感应电炉内熔化,熔化温度在1530℃以上,浇注温度为1380~1450℃,砂型铸造。化学成分、机械性能和金相组织见表l。
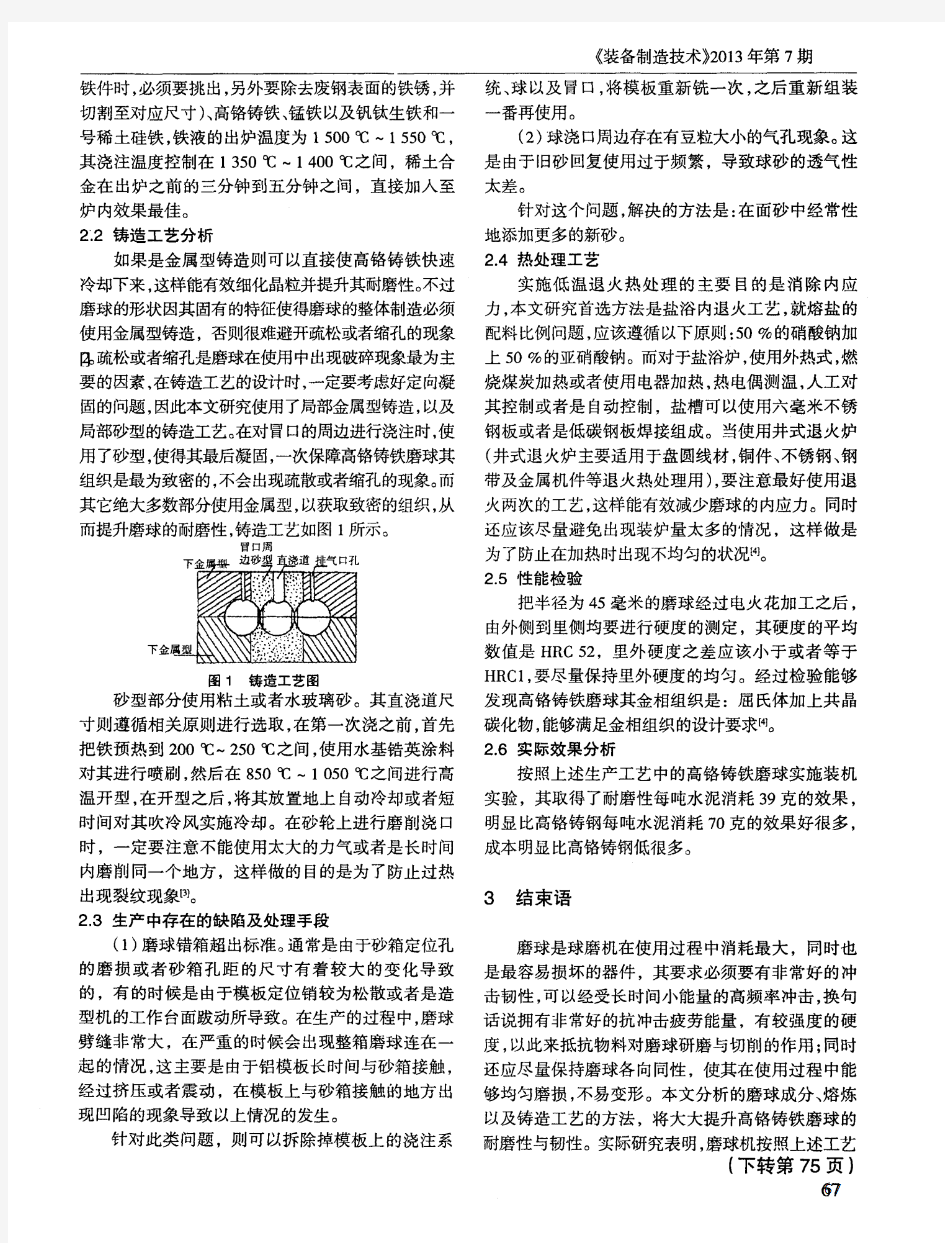
机槭性能试验:冲击韧性在JB30A摆锤式冲击试验机上测定,试样尺寸10×lO×55mm,无缺口,不加工。 磨损性能试验在AMSLERAl35/138型动载磨损试验机上进行.试样尺寸Φ32×10mm.中心孔直径Φ6mm,磨料采用28/75目石英砂.试验前预磨lh,三体磨损加水平和垂直方向的冲击,冲击载荷为50~100kg.正式磨损时间20h。试验的失重值在自动电光分析天平上测定. 二、金相组织分析 1 含碳量对金相组织的影响 由表l可知lA、4A基体组织均为屈氏体加M7C3当成分中的含碳量增加时,共晶M7C3的数量增加,形态亦从短小片状向粗大片状发展。M7C3具有高的硬度和高的磨料磨损抗力,数量增加能提高抗磨性;但碳量超过共晶碳量,初生碳化物很粗,在磨料的冲击下会碎裂,从而增加了磨损时的失重。 2 混合稀土变质处理对金相组织的影响 图1 试样6B的金相组织200× 图2 试样10B的金相组织200× 图l、2分别为B组试验中碳铬含量相同.来经处理和经稀土变质处理的金相组织。基体组织主要为铬奥氏体加M7C3共晶碳化物。图示表明,稀土的加入对组织最直观的影响是细化晶粒改变碳化物形态
铸铁 牌 号 (白心)可锻铸铁性能及相关数据 '); //--> 材料名称:(白心)可锻铸铁 牌号:KTB450-07
标准:GB 9440-88 ●特性及适用范围: 坯料在氧化性介质中进行脱碳退火,焊接性较好,只适宜铸造壁厚在15mm以下的铸件。国内应用较少,国外有用作水暖管件的 ●化学成份:wC=2.2%~2.8%,wSi=1.0%~1.8%,wMn=0.3%~0.8%,wS≤0.2%,wP≤0.1%. ●力学性能: (1)抗拉强度σb (MPa) 当试棒直径:d=9mm时,≥400;d=12mm时,≥450;d=15mm时,≥480 (2)条件屈服强度σ0.2 (MPa) 当试棒直径:d=9mm时,≥230;d=12mm时,≥260;d=15mm时,≥280 (3)伸长率δ (%) 当试棒直径:d=9mm时,≥10;d=12mm时,≥7;d=15mm时,≥4 (4)硬度:≤220HB (5)试样尺寸,试棒直径:d=9mm;d=12mm;d=15mm ●热处理规范及金相组织: 热处理规范:(由供方定) 金相组织:小断面尺寸:铁素体。大断面尺寸:表面区域--铁素体;中间区域--珠光体+铁素体+退火碳;心部区域--珠光体+退火碳 中日美部分不锈钢化学成分对比表 '); //-->
球墨铸铁性能及相关数据 '); //--> 材料名称:球墨铸铁 牌号:QT600-3 标准:GB 1348-88 ●特性及适用范围: 为珠光体型球墨铸铁,具有中高等强度、中等韧性和塑性,综合性能较高,耐磨性和减振性良好,铸造工艺性能良好等特点。能通过各种热处理改变其性能。主要用于各种动力机械曲轴、凸轮轴、连接轴、连杆、齿轮、离合器片、液压缸体等零部件 ●化学成份: 碳 C :3.56~3.85 硅 Si:1.83~2.56 锰 Mn:0.49~0.70 硫 S :0.016~0.045 磷 P :0.035~0.058 镁 Mg:0.041~0.067 注:RxOy:0.033~0.049 ●力学性能: 抗拉强度σb (MPa):≥600 条件屈服强度σ0.2 (MPa):≥370 伸长率δ (%):≥3 硬度:190~270HB ●热处理规范及金相组织: 热处理规范:(由供方定,以下为某试样的热处理规范,供参考) 930℃,2h正火空冷, 600℃,2h,回火空冷 金相组织:珠光体+铁素体
铮铮硬骨高铬铸铁(上篇)2009-8-5 17:20:49 高铬白口抗磨铸铁(以下简称高铬铸铁)是一种性能优良而受到特别重视的抗磨材料。它以比合金钢高得多的耐磨性,和比一般白口铸铁高得多的韧性、强度,同时它还兼有良好的抗高温和抗腐蚀性能,加之生产便捷、成本适中,而被誉为当代最优良的抗磨料磨损材料之一。 高铬铸铁属金属耐磨材料、抗磨铸铁类铬系抗磨铸铁的一个重要分支,是继普通白口铸铁、镍硬铸铁而发展起来的第三代白口铸铁。早在1917年就出现了第一个高铬铸铁专利。高铬铸铁一般泛指含Cr量在11-30%之间,含C量在2.0-3.6%之间的合金白口铸铁。我国抗磨白口铸铁国家标准(GB/T8623)规定了高铬白口铸铁的牌号、成分、硬度及热处理工艺和使用特性。其典型成分及工艺如下表: 表1高铬铸铁的牌号及化学成分(GB/T 8623) %
表2高铬铸铁的硬度(GB/T 8623)
表3 高铬铸铁件热处理规范(GB/T 8623)
美国高铬铸铁执行标准为ASTMA532M,英国为BS4844,德国为DIN1695,法国为NFA32401。俄罗斯在前苏联时期曾研制了12-15%Cr、3-5.5%Mn,壁厚达200mm 的球磨机衬板,现执行?OCT7769标准。特别值得一提的是在近一个世纪里,曾为抗磨白口铸铁做出了卓越贡献的美国克莱梅克斯(Climax)钼业公司。1928年该公司首先发明了镍硬铸铁,把抗磨铸铁科技推向了一个空前高度。1974年为纪念国际GIFA,在杜赛尔多夫展览会上展示了名为“神秘1号”和“神秘2号”。即经典的高铬抗磨铸铁153(Cr15Mo3)和1521(Cr15Mo2Cu),现如今克莱梅克斯公司执行高铬铸铁标准如下,栏主提示大家这是特别值得一看的。
高铬铸铁 High chromium cast iron 高铬铸铁是高铬白口抗磨铸铁的简称,是一种性能优良而受到特别重视的抗磨材料。它以比合金钢高得多的耐磨性,和比一般白口铸铁高得多的韧性、强度,同时它还兼有良好的抗高温和抗腐蚀性能,加之生产便捷、成本适中,而被誉为当代最优良的抗磨料磨损材料之一。高铬铸铁属金属耐磨材料、抗磨铸铁类铬系抗磨铸铁的一个重要分支,是继普通白口铸铁、镍硬铸铁而发展起来的第三代白口铸铁。早在1917年就出现了第一个高铬铸铁专利。高铬铸铁一般泛指含Cr量在11-30%之间,含C量在2.0-3.6%之间的合金白口铸铁。 High chromium cast iron is of high chromium white cast irons for short, is an excellent performance and highly wear resistant material. Its wear resistance is much higher than the alloy steel, and much higher than the general white cast iron toughness, strength, and it also has good resistance to high temperature and corrosion resistance, and convenient manufacture, low cost, and is regarded as the most excellent abrasive resistant materials. An important branch of high chromium cast iron metal wear resistant materials, antiwear cast iron chromium wear resistant cast iron, is the third generation of white cast iron after the general white cast iron, Ni hard cast iron and developed. As early as in 1917, the first high chromium cast iron patent. High chromium cast iron generally refers to the content of Cr in 11-30%, C content in 2.0-3.6% alloy white cast iron.
第25卷第1期水利电力机械 Vol.25 No.1 2003年2月WATE R C ONSERVANCY &E LEC TRIC POWER MAC HI NERY Feb.2003 材料工程 铬系耐磨铸铁的研究与展望 Study and prospect for the future of the wear resisting cast iron of the chromium system 刘国宇1,邢建东2,高义民2 LIU Guo -yu 1,XING Jian -dong 2,GAO Y-i min 2 (1.云南锡业集团公司科技处,云南个旧 661000; 2.西安交通大学机械工程学院,陕西西安 710049)(1.Department of Science and Technology of Yunan Tin Industry Group Company,Gejiu 661000,China; 2.College of Mechanical Engineering of Xi an Jiaotong University,Xi an 710049,China) 摘 要:介绍了铬系耐磨铸铁中碳化物的种类、特性和铸铁耐磨性的影响,阐述了该铸铁的抗腐蚀性能及特点,并就铬系耐磨铸铁今后的研究工作提出了意见。关键词:耐磨材料;铬系铸铁;白口铸铁;碳化物 中图分类号:TG143.9 文献标识码:A 文章编号:1006-6446(2003)01-0031-04 Abstract:Briefing of basic composition,performance and application for the wear resisting cast iron of chromium system.Major introduction of the kind and characteristic of carbide and its influence for the wearing resistance and put forward orig -inal view of the after study work about for the wear resisting cast iron of chromium system.Key w ord:wear resisting material;cast iron of chromium system;white cast iron;carbide 收稿日期:2002-09-20 作者简介:刘国宇(1962-),男,云南个旧人,云南锡业集团公司科技处处长,从事耐磨材料方面的研究工作。 铬系耐磨铸铁是指成分中含有一定数量铬的白口铸铁。由于铬的存在,不仅使得铸件较易获得白口组织,而且使其性能产生较大的改善。所以,几十 年来,它一直作为主要的抗磨材料使用。从上世纪70年代初期开始,随着对铬系耐磨铸铁研究的大范围开展,该材料在我国耐磨材料领域逐渐占有越来越重要的地位。 1 铬系耐磨铸铁的牌号及基本性能 国家标准GB/T8263-1999 抗磨白口铸铁件 是在1987年标准的基础上,结合我国的实际情况并参考主要工业国家相关标准而颁布实施的[1]。 上述标准中列出了铬系耐磨铸铁的牌号及基本性能。牌号中的前三种属镍硬铸铁。Km TBCr2即通常所说的低铬铸铁,既可用电炉熔炼也可用冲天炉熔炼,生产成本较低,主要适用于基本无冲击的磨损场合。含铬量在12%以上的铸铁通常称为高铬铸 铁,它必须采用电炉熔炼,其生产成本比低铬铸铁高,但它的抗磨性和耐冲击性能较低铬铸铁高得多,可用于有一定冲击力的磨损工况。作为抗磨材料,其硬度通常是比较重要的性能指标。文献[1]中也列出了上述牌号在不同状态下的硬度值。 合适的热处理是改善抗磨白口铸铁组织和性能的有效手段,但通常以化学成分和硬度作为验收的主要依据。 2 铬系耐磨铸铁中的碳化物 2.1 碳化物的基本性能及形态 碳化物是组成铬系耐磨铸铁的重要组成相,它的尺寸、数量、硬度、分布对铬系耐磨铸铁的耐磨性和机械性能有着重要影响。在铬系耐磨铸铁中通常存在有三种类型的碳化物,它们的物性参数如表1所示。 在铬系耐磨铸铁中,随含铬量的增加,碳化物的
第六章合金元素在铸铁中的作用及合金铸铁 在铸铁中加入一定的合金元素可以改变铸铁的铸态或热处理后的组织,从而改变其物理性能和化学性能。我们把含有一定数量的合金元素,从而具有特定的物理或化学性能的铸铁称为合金铸铁。本章主要介绍合金铸铁中常见合金元素在铸铁中的作用及合金铸铁的组织及性能特点。 第一节铬在铸铁中的作用及铬系耐磨铸铁 一、铬对铁碳相图的影响及含铬碳化物 为了更好地了解铬在铸铁中的作用,首先介绍有关相图。图6—1是Fe-Cr 二元相图。在Fe-Cr相图中,γ相区接近于环弧状,与Fe-C相图的γ相区相比,其温度范围要小一些,而成分范围更大一些。在该相图中存在着σ相区,这种相为脆性相。
图6—1 Fe-Cr二元相图 1──非平衡磁性转变线2──平衡磁性转变线 图6—2为杰克逊(Jackson)用热分析法得到的Fe-C-Cr三元相图的液相面投影图。 6—2 Fe-C-Cr三元合金的液相面图 该图表明,Fe-C-Cr合金凝固时,随合金成分的不同,可以析出α、γ、K1、K2、K C五种不同的相。在这五种相中,α和γ是固溶体相,其余三个相为结构不同的碳化物相,它们分别为: K 1=(Cr,Fe) 23 C 6 K 2 =(Cr,Fe) 7 C 3 K C =(Cr,Fe) 3 C
按照杰克逊所提出的相图,在准稳态时Fe-Cr-C三元合金有三个包共晶反应和一个包共析反应,即 1449℃时, L+K 1→α+K 2 1292℃时, L+α→γ+K 2 1184℃时, L+K 2→γ+K C 795℃时, γ+K 2→α+K C 这三种碳化物的晶体结构类型及其溶解碳和铬的能力见表6—1。由图6—2可以看出,铬对铁碳合金中碳化物的相结构有重要影响。当铬含量很低时,铁碳合金中的碳化物为K C;铬含量较高时,碳化物主要为K2;而只有当铬含量大于60%时,才可以在很窄的含碳量范围里析出K1相。这些碳化物可以和γ相形成共晶体,如果合金是亚共晶成分,则凝固时先析出γ相,当铁液成分达到共晶成分时,析出γ相和碳化物共晶体;如果合金是过共晶成分,则先析出碳化物,然后析出共晶体。 表6—1 Fe-C-Cr中碳化物结构类型及其溶解碳铬能力
铸球与锻球有什么区别?为什么现在越来越多的用户都选择锻球呢 山东华民钢球股份有限公司 a、磨机直径大,对钢球的冲击韧性要求较高,最好的铸球冲击韧性值大于2—4焦耳,而锻球一般都大于12焦耳,锻球韧性高于铸球,使得更耐磨,不失园; b、铸球热处理内外猝透性差,生产处理钢球内外硬度差别较大,而锻造球因有高碳高合金元素,生产热处理猝透性强,内外硬度差小,因此决定锻球和铸球相比不破碎; c、如果墨迹进行湿磨生产矿粉,钢球在水中浸泡,这就要求钢球有一定的抗腐蚀性,我们锻球含高碳、铬、锰等合金元素,能提高金属在研磨应用时的电极、电位,而铸球一般含碳低,锻球比铸球在水中抗腐蚀; d、锻球破碎率小,而铸球破碎率大,一般情况下,铸球破碎率在1—3%,而锻球小于1%,由于破碎率小就增加了磨机的出粉率,并减少了选矿成本,这就提高了磨机生产效率; e、由于我们的锻球组织是细针马氏体组织,硬度较高,一般都在HRC60左右,远比铸球HRC40-50要高,锻球更耐磨,寿命高,直接降低了使用成本,提高企业效益; f、锻球猝火用水猝,因而硬度均匀,不易失园,而铸球由于浇注口系统安放不当,易在浇注口形成缩松,虽然猝火后硬度也提高,但在缩松处磨损较快,因而使用中易失圆,失圆后在磨矿过程中,就使磨矿效率低,而粉的粒度、细度也不均匀,所以锻球使用中不失圆,与铸球对比磨粉的质量就有很大的优越性。 综合以上考虑,锻球比铸球更受欢迎。 影响钢球质量的因素 ①材质密度影响:钢球、铸铁球、合金钢球等,不同材质的密度不同,钢的密度比铸铁的大,合金钢则依主要合金元素的密度及含量不同而不同。 ②钢球制造方法影响:轧制及锻打的钢球其组织致密,故密度大,铸造的铸钢球、铸铁球或铸造合金球等的组织不甚致密,甚至其中有气孔,故密度小一些。 ③钢球金相组织影响:马氏体、奥氏体、贝氏体、铁素体等不同晶体结构下密度也不相同,对结晶细度也有影响。 ④化学成分元素影响:钢球成品中由于所含化学成分如铁、碳、铬、锰、硫、磷等成分不同,则对钢球的硬度、冲击磨耗有不同程度的影响,一般来说,含铬量大,则钢球耐磨性能高。 目前国内外广泛使用的为高碳高合金类铸造磨球和高碳低合金类锻造或铸造磨球,在火电厂、水泥行业等干法生产中,绝大多数使用高、低铬铸铁类磨球。而矿山类的湿法工艺中多应用高碳低合金类磨球。
2)高铬耐磨铸铁 70年代西安交通大学等单位开始引入高铬白口铁作为衬板及其它零件材料,并在热处理及推广应用上做了不少工作;同期山东工业大学率先在高铬及锰、钨、钒系白口铁的碳化物团球化方面开展了卓有成效的研究,使白口铁韧性有了成倍的提高,并成功地将球化高铬白口铁用于生产衬板及其它零件,不仅用于国内,还有批量出口,为此于1988年获得国家发明二等奖。此后,合肥工业大学、北京钢院、沈阳铸造所等单位在这一领域也做了大量的研究和推广应用工作。高铬铸铁中含Cr高达12--28%。由于Cr的大量加人,其组织中碳化物由连续网状的M3C型转变为断续板条状的M7C3型,从而使得其对基体的破坏作用大为减小,材质韧性有所提高。但因高铬白口铁固有的韧性偏低 (ak=3--5J/cmZ)、耐蚀性差的缺点、成本偏高以及它在湿态下的磨损寿命并不高,致使其在国内应用还是有限。尽管如此,其在一般工矿条件下表现出的优良耐磨性仍使其得到广泛应用。 高铬铸铁是抗磨料磨损的王牌材料,该材料的初始硬度高,但是冲击韧度差不抗冲击,如果是单纯的磨料磨损,它的使用寿命是高锰钢的5-10倍。 化学成分: 机械性能: Cr>11%的高铬白口铸铁的共晶碳化物为六方晶系的M7C3,(CrFe)7C3硬度为HRM501200-1800,比一般白口铸铁的共晶碳化物Fe3C3(HRV50840-1100)高,同时凝固时(CrFe)7C3 是孤立相,而奥氏体是连续相,因而韧性较普通白口铸铁大有改善,因此是搞磨粒磨损和抗切削磨损的首选材料。国外应用较多,主要用于中低冲击负荷工况条件的衬板、锤头、磨球、渣浆泵过流部件等大中型磨损
件。国内外对高铬铸铁的磨损机制、断裂机制、断裂韧性(K1c值)、裂纹扩展机理进行了一系列的研究,结果表明高铬铸铁可通过调整碳化物的大小和形态、二次碳化物量及弥散度以及基体组织(马氏体、奥氏体、索氏体),从而调整性能、满足工作使用要求。近年来国内有关单位也开展了高铬铸铁衬板的研究,其耐磨性可达同工况下高锰钢的2倍以上。但这些材料的韧性仍嫌较低(10×10×55mm无缺口试样的冲击值≤7.3J/cm2)而且含钼、铜等合金元素,生产成本较高。因此这类高铬铸铁仍有待进一步改进和完善。 3)中碳合金钢 这类合金钢衬板组织类型有马氏体、马氏体一贝氏体、贝氏体等,热处理工艺上有水淬、油淬、空淬、等温淬火、分级淬火、亚临界处理等,且大多都是瞄准湿态工况下的磨机衬板。如贝氏体组织强韧性配合良好,自从Bain在上世纪20年代末发现这种组织以来,贝氏体组织的特殊性能日益受到重视,其研究应用工作得到广泛开展。上世纪70年代,贝氏体球墨铸铁的发明,被誉为“本世纪铸铁冶金领域重大发明”。贝氏体钢和贝氏体球墨铸铁目前正成为耐磨材料领域的研究热点。这类合金钢衬板从应用效果上看,寿命比锰钢衬板有一定幅度的提高。如合肥水泥研究院研制的高碳中铬钢、中碳多元合金钢衬板,在湿法水泥磨、铜矿、钥矿等方面的多家用户使用中取得了良好的效果;西安交通大学等单位研制的中铬钢,在湿法铁矿下的寿命预计可达4400小时;洛阳工学院40SIMnZCrM。Cu衬板在金矿湿式磨机上试用寿命为2一10个月;50siMnZcrMocu 衬板,在湿式碱性铝矿磨机上应用,按4个月时检查的情况推测寿命为一年。但是,中碳合金钢韧性与耐蚀性不够。 4)橡胶 橡胶衬板己经在湿磨机上得到应用,取得了良好的使用效果,特别是降低噪音方面。各种系列的材质都各有优缺点,在选用衬板材质时首先考虑到不同工况条件下材料表现出不同的耐磨性;同时保证衬板安全可靠使用的前提。橡胶内衬选用的是耐磨橡胶,厚度约为50~,比石质衬板薄(约1/3~1/4),同时因为橡胶比重较小,故其总重量只有石质衬板的1/6左右,且具有以下优点:(l)同型号球磨机内部有效工作空间增加10%一20%;(2)球磨机自重小,为石质衬板的500/0左右,工作电耗大大降低;(3)工作噪音低;(4)使用寿命长,更换容易。
球磨机磨球的材质研究及应用 球磨机磨球的磨损率是所有研磨介质中最高的,针对这一问题,阐述了磨球的研制历程、现状与热点,分析了磨球的材质要求,并介绍了材质测定方法。研究结果指出磨球材质的研制始终围绕着磨球的铸造工艺性能、热处理性能与力学性能等方面展开,如何提高磨球的综合性能,有效延长其使用寿命,具有重要的现实意义。 标签:球磨机;磨球;性能;材质;铸造 冶金、矿山、建筑、火电厂等领域中涉及粉磨作业的关键设备是球磨机,而球磨机最常用的研磨介质——磨球的磨损率最高,消耗量最大,在我国其消耗总量达100万t/a左右[1],占总耗损的半数以上,属于易耗品。磨球按其材质构成可分为:金属磨球,包括钢球、铁球;非金属球,包括无机非金属材料(SiO2、SiC等合成材料)和有机高分子材料(C2F4等)两类。按照生产方式,金属磨球分为铸球、轧球和锻球,其中铸球应用较为广泛[2]。由于磨球易耗,构成复杂,且对其性能有较高的要求,因此关于球磨机磨球的材质研究及应用一直以来为业界所关注。显然,如何提高磨球的综合性能,有效延长其使用寿命,具有重要的现实意义。 1 磨球材质研制的发展历程与现状 磨球材質的发展与材料科学的发展是与时俱进的,从最初采用的河卵石发展到使用铸铁球和钢球,以及合金与纳米材料的应用。追求较好的铸造工艺性能、较高的力学性能和良好的热处理性能,以最大限度减少冲击时对物料的磨损,是专家们研究的重点。国内外关于磨球材料的研制工作从未停止,并积极进行。20世纪60年代对于磨球材料的发展具有划时代的意义,之前西方发达国家主要使用锻钢球、普通白口铸铁磨球,而在这期间高铬铸铁磨球、镍硬铸铁磨球开始得到应用,之后到了70年代则被普及,广为使用[3]。在80年代,随着我国改革开放的不断深入,科学技术的国际交流得到迅猛发展,我国对磨球材质的研究取得了巨大进展,从主要使用的低碳钢锻(轧)磨球、普通白口铸铁磨球、中锰稀土铸铁磨球发展到铬合金类铸铁磨球、多元低合金类铸铁磨球、各类中高碳低合金余热淬火钢磨球、贝氏体空冷锻轧钢磨球以及复相基体球铁磨球等,取得了惊人瞩目的研制成果,这些新的磨球材质已被广泛用于相关行业的生产中。目前,国外常用的是高铬白口铸铁磨球,此外还有美国地镍硬铸铁、中碳低合金钢、高碳低合金钢磨球、德国的高铬铸钢、低合金钢磨球,日本的高铬钢球、低铬钢球等[4]。 2 影响磨球磨损的因素 磨球的磨损实质上就是磨球几何尺寸或者说是体积变小,其原有的功能降低,甚至完全丧失。如果继续使用,则会产生隐患,出现安全事故。一般而言,磨球的磨损有磨粒切削磨损、冲击疲劳磨损、冲击磨粒磨损三种磨损形式,影响