HJC40型焊接检验尺的使用方法
第一部分焊接检测尺详细介绍:
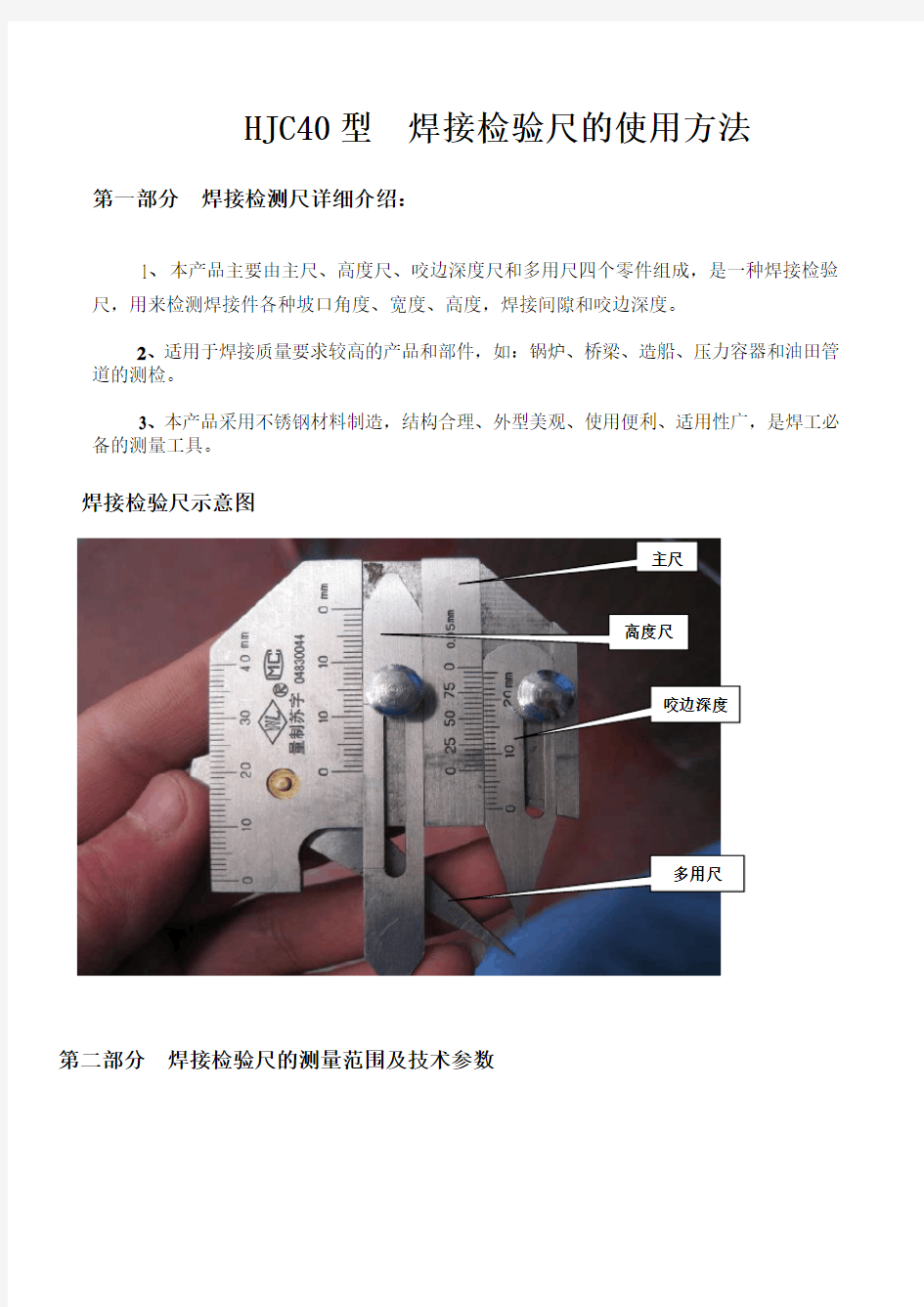
1、本产品主要由主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊接件各种坡口角度、宽度、高度,焊接间隙和咬边深度。
2、适用于焊接质量要求较高的产品和部件,如:锅炉、桥梁、造船、压力容器和油田管道的测检。
3、本产品采用不锈钢材料制造,结构合理、外型美观、使用便利、适用性广,是焊工必备的测量工具。
焊接检验尺示意图
第二部分焊接检验尺的测量范围及技术参数
主尺
高度尺
咬边深度
多用尺
测量项目 范 围
示值允差 高度
平面高度
/ 0.2 角焊缝高度 0—12 0.2 角焊缝厚度 0—15 0.2 宽 度 0—40 0.3 焊缝咬边深度 0—5 0.1 焊缝坡口角度 ≤150° 30′ 间隙尺寸
0.5—5
0.1
第三部分 焊接检验尺使用方法
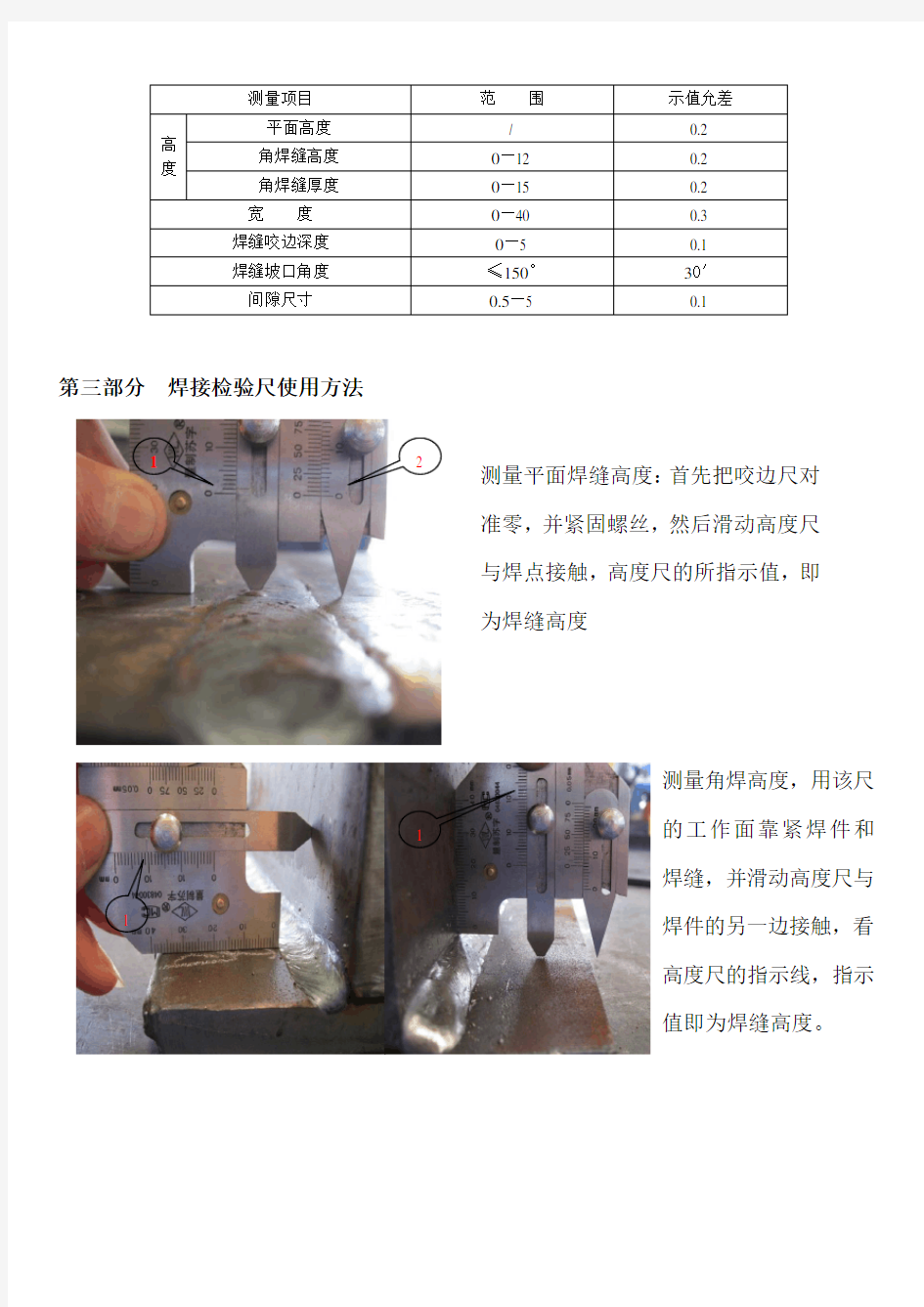
测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度
测量角焊高度,用该尺
的工作面靠紧焊件和焊缝,并滑动高度尺与
焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
2
1
1
1
测量角焊缝:在45°时的焊点为角焊缝厚度。首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,
高度尺所指示值即为焊缝厚度。 测量焊缝咬边深度:首先把高度尺
对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。 1
1
1
此处测量宽度
测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
第四部分 焊接检验尺的保养
此处测量角度
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。 测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。 测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
1
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
3、多用尺上的间隙尺,不能当工具用。
一、焊接检验尺用途 焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造船、压力容器和油田管道的测检。也适用于测量焊接质量要求较高的零部件。采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。 二、焊接检验尺技术参数 焊接检验尺的用途、测量范围、技术参数见下表(mm) 三、焊接检验尺使用说明 以HJC40型为例 1、测量平面焊缝高度 首先把咬边深度尺对准零,并紧固螺丝。然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。如下图:
2、测量角焊缝高度 用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。如下图: 3、测量角焊缝 在45度时的焊点为角焊缝厚度。首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。如下图:
4、测量焊缝咬边深度 首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。如下图: 5、测量焊件坡口角度 根据焊件所需要的坡口角度,用主尺与多用尺配合。看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。如下图:
6、测量焊缝宽度 先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。如下图: 7、测量装配间隙 用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。如下图:
四、保养方法: 1.焊接检验尺不能与其他工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。 2.不允许用香蕉水擦洗刻度部位 3.多用尺上的间隙尺,不能当工具用
焊缝检验尺的使用方法公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
焊缝检验尺的使用方法 在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同, 焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。 是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造船、压力容器和油田管道的测检。 也适用于测量焊接质量要求较高的零部件。本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。 一、焊接检验尺的用途、测量范围、技术参数见下表 测量项目范围示值允差高度 平面高度 角焊缝高度 角焊缝厚度 宽度 焊缝咬边深度
焊件坡口角度 间隙尺寸 焊接检验尺说明书 前言 40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。 它比30型焊接检验尺,增加了测量功能,扩大了测量范围。可作检测焊接工程的加工和焊缝外形的一种多功能工具。该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。 一、主要特点: 此尺能一尺多用。可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。 二、主要技术参数: 测量名称测量范围读数值示值误差 作钢尺用 0-40mm 1mm ±0.1mm 错口〈20mm 1mm ±0.20mm 或〈30mm 0.05mm ±0.10mm 坡口角度〈160° 5° ±30' 间隙尺寸 1-5mm 0.5mm ±0.20mm 对接组焊缝 X型坡口角角度60°;70° 60°;70° ±30'
焊缝检验尺使用规范 Hessen was revised in January 2021
一、焊接检验尺用途 焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造船、压力容器和油田管道的测检。也适用于测量焊接质量要求较高的零部件。采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。 二、焊接检验尺技术参数 焊接检验尺的用途、测量范围、技术参数见下表(mm) 测量项目范围示值允差 高度平面高度 角焊缝高度0-12角焊缝厚度0-15 宽度0-40 焊缝咬边角度0-5 焊件坡口尺寸≤150° 30′ 间隙尺寸 三、焊接检验尺使用说明 以HJC40型为例 1、测量平面焊缝高度 首先把咬边深度尺对准零,并紧固螺丝。然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。如下图:
2、测量角焊缝高度 用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。如下图: 3、测量角焊缝 在45度时的焊点为角焊缝厚度。首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。如下图:
4、测量焊缝咬边深度 首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。如下图: 5、测量焊件坡口角度 根据焊件所需要的坡口角度,用主尺与多用尺配合。看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。如下图:
6、测量焊缝宽度 先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。如下图: 7、测量装配间隙 用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。如下图:
焊接检验尺使用方法集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]
焊接检验尺使用方法 一、焊接检验尺的结构: 焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4) 二、焊接检验尺的计量性能要求 1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。 2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。 3、测量面的表面粗糙度:不大于Ra0.8 μm。 4、测量面的平面度:不大于0.02mm。在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。 5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。 6、主尺边缘线性标尺的示值误差:最大允许误差见表1。 7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。 三、焊接检验尺的使用方法 1、测量平面焊缝高度 首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。2、测量角焊高度 用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。 3、测量角焊缝 在45°时的焊点为角焊缝厚度。首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。 4、测量焊缝咬边深度 首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。 5、测量焊缝宽度 先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。 6、测量焊件坡口角度 根据焊件所需要的坡口角度,用主尺与多用尺配合。看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。 7、测量焊缝宽度 先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。 8、测量装配间隙 用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。 四、焊接检验尺的保养 1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。 2、不允许用香蕉水擦洗刻度部位。
焊缝检验尺的使用方法 在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同, 焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。 是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造船、压力容器和油田管道的测检。 也适用于测量焊接质量要求较高的零部件。本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。 一、焊接检验尺的用途、测量范围、技术参数见下表 测量项目范围示值允差高度 平面高度 角焊缝高度 角焊缝厚度 宽度 焊缝咬边深度 焊件坡口角度
间隙尺寸 焊接检验尺说明书 前言 40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。 它比30型焊接检验尺,增加了测量功能,扩大了测量范围。可作检测焊接工程的加工和焊缝外形的一种多功能工具。该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。 一、主要特点: 此尺能一尺多用。可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。 二、主要技术参数: 测量名称测量范围读数值示值误差 作钢尺用0-40mm 1mm ±0.1mm 错口〈20mm 1mm ±0.20mm 或〈30mm 0.05mm ±0.10mm 坡口角度〈160° 5° ±30' 间隙尺寸1-5mm 0.5mm ±0.20mm 对接组焊缝 X型坡口角角度60°;70° 60°;70° ±30'
在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同, 焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造船、压力容器和油田管道的测检。也适用于测量焊接质量要求较高的零部件。本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。一、焊接检验尺的用途、测量范围、技术参数见下表 测量项目范围示值允差高度 平面高度 角焊缝高度 角焊缝厚度 宽度 焊缝咬边深度 焊件坡口角度 间隙尺寸 焊接检验尺说明书
前言 40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。 它比30型焊接检验尺,增加了测量功能,扩大了测量范围。可作检测焊接工程的加工和焊缝外形的一种多功能工具。该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。 一、主要特点: 此尺能一尺多用。可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。 二、主要技术参数: 测量名称测量范围读数值示值误差 作钢尺用0-40mm 1mm ±0.1mm 错口〈20mm 1mm ±0.20mm 或〈30mm 0.05mm ±0.10mm 坡口角度〈160° 5° ±30' 间隙尺寸1-5mm 0.5mm ±0.20mm 对接组焊缝 X型坡口角角度60°;70° 60°;70° ±30' 垂直焊缝高度 (对接、角接) 〈20mm 1mm ±0.20mm 角焊缝高度〈20mm 1mm ±0.20mm 焊缝宽度0-40mm 1mm ±0.20mm 坡口错位〈20mm 1mm ±0.20mm 或〈30mm 0.05mm ±0.10mm
45型焊接检验尺使用说明书 一、主要特点: 此尺能一尺多用。可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。 二、主要技术参数: 测量名称测量范围读数 值示值误差 作钢尺 用0-45mm 1mm ±0.1mm 错 口〈20mm 1mm ±0.20mm 或 〈30mm 0.05mm ±0.10mm 坡口角 度〈160° 5° ±30' 间隙尺 寸1-5mm 0.5mm ±0.20mm 对接组焊缝 X型坡口角角度60°;70°60°; 70°±30' 垂直焊缝高度 (对接、角 接) 〈20mm 1mm ±0.20mm 角焊缝高 度〈20mm 1mm ±0.20mm 焊缝宽
度0-45mm 1mm ±0.20mm 坡口错 位〈20mm 1mm ±0.20mm 或 〈30mm 0.05mm ±0.10mm 焊缝咬肉深 度〈30mm 0.05mm ±0.10mm 三、注意事项: 使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。 四、45型焊接检验尺结构图及使用说明: (一)、结构图: 焊接检验尺正面结构图焊接检验尺反面结构图
(二)、使用说明 1、作一般钢尺 用 2、测量错口 3、测量坡口角 度 4、测量间隙尺寸
5、测量对接组焊缝X型坡口角度60度 6、测量对接组焊缝X型坡口角度70度 7、测量垂直焊缝高度(对接)8、测量垂直焊缝高度(角接)
9、测量角焊缝高 度10、测量焊缝宽度 1 1、 测 量 坡 口 错 位 量 12、测量焊缝咬肉深度
焊接检验尺使用方法 一、焊接检验尺的结构: 焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4) 二、焊接检验尺的计量性能要求 1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。 2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。 3、测量面的表面粗糙度:不大于Ra0.8 μm。 4、测量面的平面度:不大于0.02mm。在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。 5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。 6、主尺边缘线性标尺的示值误差:最大允许误差见表1。 7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。 三、焊接检验尺的使用方法 1、测量平面焊缝高度 首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。 2、测量角焊高度 用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。 3、测量角焊缝 在45°时的焊点为角焊缝厚度。首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。 4、测量焊缝咬边深度 首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。 5、测量焊缝宽度 先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。 6、测量焊件坡口角度 根据焊件所需要的坡口角度,用主尺与多用尺配合。看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。 7、测量焊缝宽度 先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
焊缝检验尺的使用方法 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
焊缝检验尺的使用方法 在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同, 焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。 是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造船、压力容器和油田管道的测检。 也适用于测量焊接质量要求较高的零部件。本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。 一、焊接检验尺的用途、测量范围、技术参数见下表 测量项目范围示值允差高度
平面高度 角焊缝高度 角焊缝厚度 宽度 焊缝咬边深度 焊件坡口角度 间隙尺寸 焊接检验尺说明书 前言 40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。 它比30型焊接检验尺,增加了测量功能,扩大了测量范围。可作检测焊接工程的加工和焊缝外形的一种多功能工具。该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。 一、主要特点:
此尺能一尺多用。可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。 二、主要技术参数: 测量名称测量范围读数值示值误差 作钢尺用 0-40mm 1mm ±0.1mm 错口〈20mm 1mm ±0.20mm 或〈30mm 0.05mm ±0.10mm 坡口角度〈160° 5° ±30' 间隙尺寸 1-5mm 0.5mm ±0.20mm 对接组焊缝 X型坡口角角度 60°;70° 60°;70° ±30' 垂直焊缝高度 (对接、角接) 〈20mm 1mm ±0.20mm
焊缝检验尺使用规范 The manuscript was revised on the evening of 2021
一、焊接检验尺用途 焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造船、压力容器和油田管道的测检。也适用于测量焊接质量要求较高的零部件。采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。 二、焊接检验尺技术参数 焊接检验尺的用途、测量范围、技术参数见下表(mm) 三、焊接检验尺使用说明 以HJC40型为例
1、测量平面焊缝高度 首先把咬边深度尺对准零,并紧固螺丝。然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。如下图: 2、测量角焊缝高度 用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。如下图:
3、测量角焊缝 在45度时的焊点为角焊缝厚度。首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。如下图: 4、测量焊缝咬边深度
首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。如下图: 5、测量焊件坡口角度 根据焊件所需要的坡口角度,用主尺与多用尺配合。看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。如下图: 6、测量焊缝宽度
先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。如下图: 7、测量装配间隙 用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。如下图: 四、保养方法:
如对你有帮助,请购买下载打赏,谢谢! 一、焊接检验尺用途 焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造船、压力容器和油田管道的测检。也适用于测量焊接质量要求较高的零部件。采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。 二、焊接检验尺技术参数 以HJC40型为例 1、测量平面焊缝高度 首先把咬边深度尺对准零,并紧固螺丝。然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。如下图: 2、测量角焊缝高度 用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。如下图: 3、测量角焊缝 在45度时的焊点为角焊缝厚度。首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。如下图: 4、测量焊缝咬边深度 首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。如下图: 5、测量焊件坡口角度 根据焊件所需要的坡口角度,用主尺与多用尺配合。看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。如下图: 6、测量焊缝宽度 先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。如下图: 7、测量装配间隙 用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。如下图: 四、保养方法: 1.焊接检验尺不能与其他工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。 2.不允许用香蕉水擦洗刻度部位 3.多用尺上的间隙尺,不能当工具用
40型焊接检验尺说明书 一、前言 40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。它比30型焊接检验尺,增加了测量功能,扩大了测量范围。可作检测焊接工程的加工和焊缝外形的一种多功能工具。该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。 二、主要特点: 此尺能一尺多用。可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。 三、主要技术参数: 测量名称测量范围读数值示值误差 作钢尺用0-40mm 1mm ±0.1mm 错口〈20mm 1mm ±0.20mm 或〈30mm 0.05mm ±0.10mm
坡口角度〈160°5°±30' 间隙尺寸1-5mm 0.5mm ±0.20mm 对接组焊缝 X型坡口角角度60°;70° 60°;70° ±30' 垂直焊缝高度 (对接、角接) 〈20mm 1mm ± 0.20mm 角焊缝高度〈20mm 1mm ±0.20mm 焊缝宽度0-40mm 1mm ±0.20mm 坡口错位〈20mm 1mm ±0.20mm 或〈30mm 0.05mm ±0.10mm 焊缝咬肉深度〈30mm 0.05mm ±0.10mm 四、注意事项: 使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。
焊接检验尺用法示例 a)测量坡口角度α=0°~60° b)测量间隙宽度B=1~5mm c)测量焊件错位0~20 mm d)测量焊缝高度H=1~18mm
HJC40型焊接检验尺的使用方法 第一部分焊接检测尺详细介绍: 1、本产品主要由主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊接件各种坡口角度、宽度、高度,焊接间隙和咬边深度。 2、适用于焊接质量要求较高的产品和部件,如:锅炉、桥梁、造船、压力容器和油田管道的测检。 3、本产品采用不锈钢材料制造,结构合理、外型美观、使用便利、适用性广,是焊工必备的测量工具。 焊接检验尺示意图 第二部分焊接检验尺的测量范围及技术参数 主尺 高度尺 咬边深度 多用尺
测量项目 范 围 示值允差 高度 平面高度 / 0.2 角焊缝高度 0—12 0.2 角焊缝厚度 0—15 0.2 宽 度 0—40 0.3 焊缝咬边深度 0—5 0.1 焊缝坡口角度 ≤150° 30′ 间隙尺寸 0.5—5 0.1 第三部分 焊接检验尺使用方法 测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度 测量角焊高度,用该尺 的工作面靠紧焊件和焊缝,并滑动高度尺与 焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。 2 1 1 1
测量角焊缝:在45°时的焊点为角焊缝厚度。首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触, 高度尺所指示值即为焊缝厚度。 测量焊缝咬边深度:首先把高度尺 对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。 1 1 1 此处测量宽度 测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
船舶检验员如何使用您得专用工具? 跟着一步步学吧,最好就是拿出您得检验尺,一步步跟 着模仿。 焊接检验尺用途 焊接检验尺主要有主尺、高度尺、咬边深度尺与多用尺四个零件组成,就是一种焊接检验尺,用来检测焊件得各种坡口角度、高度、宽度、间隙与咬边深度。适用于锅炉、桥梁、造船、压力容器与油田管道得测检。也适用于测量焊接质量要求较高得零部件。采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。 焊接检验尺技术参数 焊接检验尺得用途、测量范围、技术参数见下表(mm) 焊接检验尺有卡簧与螺丝两种。 焊接检验尺使用说明 以HJC40型为例
焊缝检验尺示意图 测量平面焊缝高度 首先把咬边深度尺对准零,并紧固螺丝。然后滑动高度尺与焊点接触,高度尺得示值,即为焊缝高度(余高)。如下图: 测量角焊缝高度 用该尺得工作面紧靠焊件与焊缝,并滑动高度尺与焊件另一边接触瞧高度尺指示线,指示值
为焊缝高度。如下图: 测量角焊缝 在45度时得焊点为角焊缝厚度。首先把主体得工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。如下图: 测量焊缝咬边深度 首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,瞧咬边尺示值,即为咬边深度。如下图:
测量焊件坡口角度 根据焊件所需要得坡口角度,用主尺与多用尺配合。瞧主尺工桌面与多用尺工作形成得角度,多用尺指示线所指示值为坡口角度。如下图: 测量焊缝宽度先用主体测量角靠紧焊缝得一边,然后旋转多用尺得测量角靠紧焊缝得另一边,然后瞧多用尺上得指示值,即为焊缝宽度。如下图: 测量装配间隙 用多用尺插入两焊件之间,瞧多用尺上间隙尺所指值,即为间隙值。如下图: 保养方法 1、焊接检验尺不能与其她工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。 2、不允许用香蕉水擦洗刻度部位 3、多用尺上得间隙尺,不能当工具用
船舶检验员如何使用你的专用工具? 跟着一步步学吧,最好是拿出你的检验尺,一步步跟着 模仿。 焊接检验尺用途 焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造船、压力容器和油田管道的测检。也适用于测量焊接质量要求较高的零部件。采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。 焊接检验尺技术参数 焊接检验尺的用途、测量范围、技术参数见下表(mm) 焊接检验尺有卡簧和螺丝两种。 焊接检验尺使用说明 以HJC40型为例
焊缝检验尺示意图 测量平面焊缝高度 首先把咬边深度尺对准零,并紧固螺丝。然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度(余高)。如下图: 测量角焊缝高度 用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值
为焊缝高度。如下图: 测量角焊缝 在45度时的焊点为角焊缝厚度。首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。如下图: 测量焊缝咬边深度 首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。如下图:
测量焊件坡口角度 根据焊件所需要的坡口角度,用主尺与多用尺配合。看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。如下图: 测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。如下图: 测量装配间隙
用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。如下图: 保养方法 1.焊接检验尺不能与其他工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。 2.不允许用香蕉水擦洗刻度部位 3.多用尺上的间隙尺,不能当工具用
焊接检验尺说明书 前言 40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。它比30型焊接检验尺,增加了测量功能,扩大了测量范围。可作检测焊接工程的加工和焊缝外形的一种多功能工具。该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。 一、主要特点: 此尺能一尺多用。可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。 二、主要技术参数: 测量名称测量范围读数值示值误差 作钢尺用0-40mm 1mm ±0.1mm 错口〈20mm 1mm ±0.20mm 或〈30mm 0.05mm ±0.10mm 坡口角度〈160°5°±30' 间隙尺寸1-5mm 0.5mm ±0.20mm 对接组焊缝 X型坡口角角度60°;70° 60°;70° ±30' 垂直焊缝高度 (对接、角接) 〈20mm 1mm ± 0.20mm 角焊缝高度〈20mm 1mm ±0.20mm
焊缝宽度0-40mm 1mm ±0.20mm 坡口错位〈20mm 1mm ±0.20mm 或〈30mm 0.05mm ±0.10mm 焊缝咬肉深度〈30mm 0.05mm ±0.10mm 三、注意事项: 使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。 四、40型焊接检验尺结构图及使用说明: 焊接检验尺正面结构图 焊接检验尺反面结构图
1、作一般钢尺用 2、测量错口 3、测量坡口角度
1、目视检测(VT) 目视检测,是国内实施的比较少,但在国际上非常重视的无损检测第一阶段首要方法。按照国际惯例,目视检测要先做,以确认不会影响后面的检验,再接着做四大常规检验。例如BINDT的PCN认证,就有专门的VT1、2、3级考核,更有专门的持证要求。经过国际级的培训,其VT检测技术会比较专业,而且很受国际机构的重视。VT常常用于目视检查焊缝,焊缝本身有工艺评定标准,都是可以通过目测和直接测量尺寸来做初步检验,发现咬边等不合格的外观缺陷,就要先打磨或者修整,之后才做xuyu其他深入的仪器检测。例如焊接件表面和铸件表面较多VT做的比较多,而锻件就很少,并且其检查标准是基本相符的。 2、射线照相法(RT) 是指用X射线或γ射线穿透试件,以胶片作为记录信息的器材的无损检测方法,该方法是最基本的,应用最广泛的一种非破坏性检验方法。1、射线照相检验法的原理:射线能穿透肉眼无法穿透的物质使胶片感光,当X射线或r射线照射胶片时,与普通光线一样,能使胶片乳剂层中的卤化银产生潜影,由于不同密度的物质对射线的吸收系数不同,照射到胶
片各处的射线能量也就会产生差异,便可根据暗室处理后的底片各处黑度差来判别缺陷。2、射线照相法的特点:射线照相法的优点和局限性总结如下:a.可以获得缺陷的直观图像,定性准确,对长度、宽度尺寸的定量也比较准确; b.检测结果有直接记录,可长期保存; c. 对体积型缺陷(气孔、夹渣、夹钨、烧穿、咬边、焊瘤、凹坑等)检出率很高,对面积型缺陷(未焊透、未熔合、裂纹等),如果照相角度不适当,容易漏检; d.适宜检验厚度较薄的工件而不宜较厚的工件,因为检验厚工件需要高能量的射线设备,而且随着厚度的增加,其检验灵敏度也会下降; e.适宜检验对接焊缝,不适宜检验角焊缝以及板材、棒材、锻件等; f.对缺陷在工件中厚度方向的位置、尺寸(高度)的确定比较困难; g.检测成本高、速度慢;h.具有辐射生物效应, 无损检测超声波探伤仪 能够杀伤生物细胞,损害生物组织,危及生物器官的正常功能。总的来说,RT的特性是——定性更准确,有可供长期保存的直观图像,总体成本相对较高,而且射线对人体有害,检验速度会较慢。无损检测X光机用于工业部门的工业检测X光机