4.填写程序单刀具装夹长度时,应加上装夹余量2MM。
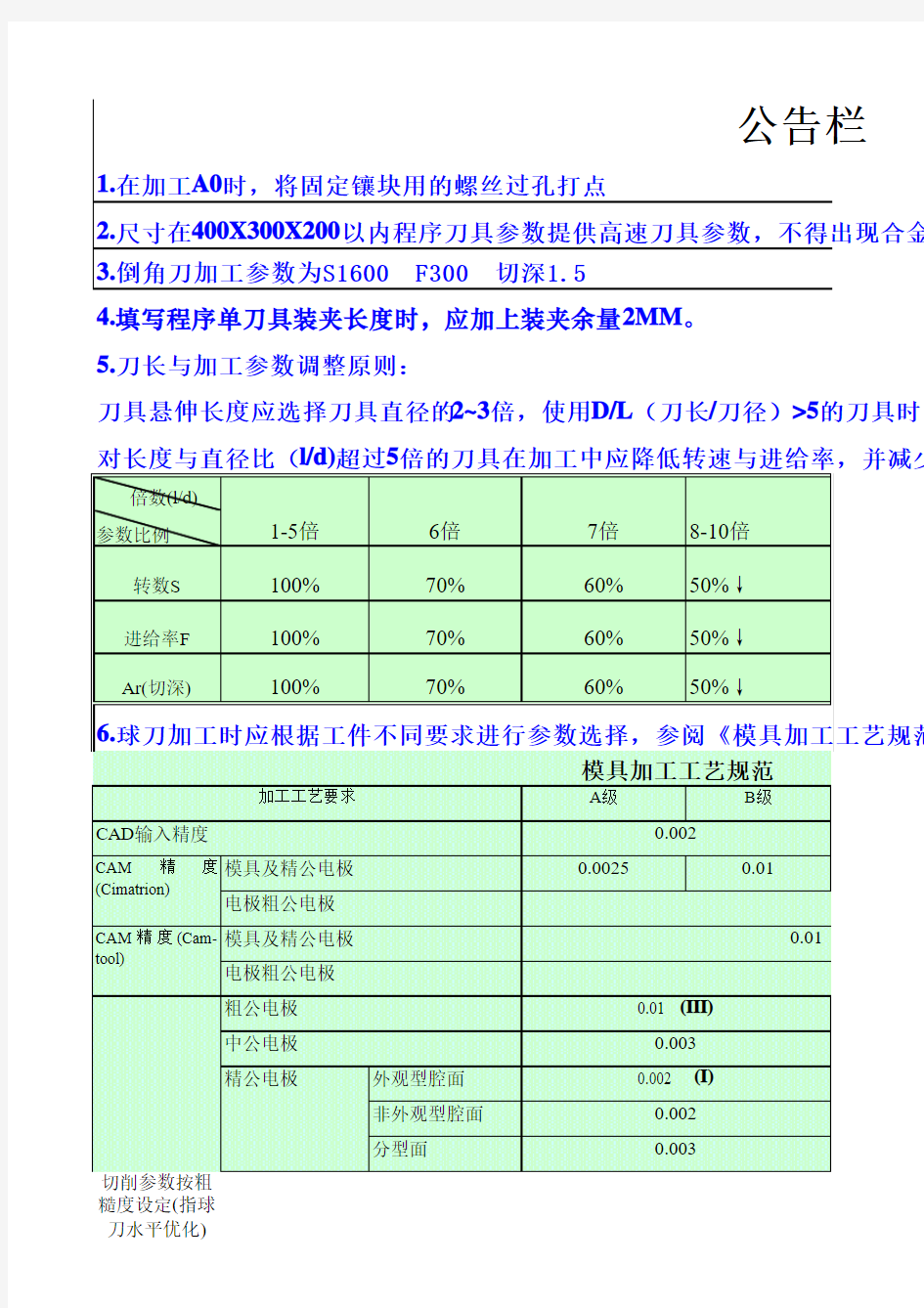
5.刀长与加工参数调整原则:
刀具悬伸长度应选择刀具直径的2~3倍,使用D/L(刀长/刀径)>5的刀具时,
糙度设定(指球
刀水平优化)
9.非标刀具加工参数参照相近小规格刀具加工参数。
01
告栏
径)>5的刀具时,NC 文件要进行分段加工,模具加工工艺规范》《刀径深度位移落差表》选择
式
下调;
内;