陶瓷基复合材料的发展现状和最新进展The Development Status and Recent Research Progress of Ceramic-Matrix Composite Materials
学生姓名:
学生学号:
指导教师:
所在院系:
所学专业:
南京理工大学
中国·南京
2015年11月
摘要综述了陶瓷基复合材料(CMC)在近年来的研究进展,就陶瓷的增强增韧机
理、复合材料的制备工艺作了较全面的介绍,综述了先驱体浸渍裂解(PIP)反应熔体浸渗(RMI)化学气相渗透(CVI)泥浆法(SI)等工艺的最新研究进展,并对CMC的应用和未来发展进行了展望。
关键词复合材料;陶瓷基;增强增韧;制备工艺;应用;未来发展
Abstract The studying situation of ceramic matrix composites(CMC) in the lately years is reviewed in this paper.The strengthening and toughening mechanism,selection of matrix and reinforced materials and preparation techniques are introduced comprehensively,and then progresses of several preparation processes such as PIP,RMI,CVI,and SI are discussed.Also,the application prospects of future development of CMC are looked forward.
Keywords composites; ceramic matrix; strengthening and toughening; preparation technique;application; future development
1971年,Avesto首次提出陶瓷基复合材料的概念[1]。众所周知,陶瓷基复合材料不是传统意义上的陶瓷,陶瓷基复合材料是以陶瓷为基体与各种纤维复合的一类复合材料。陶瓷基体可为氮化硅、碳化硅等高温结构陶瓷。它的主要基体有玻璃陶瓷、氧化铝、氮化硅等,这些先进陶瓷具有耐高温、高强度和刚度、相对重量较轻、高耐腐蚀性、低线胀系数、隔热性好及低密度等优异性能,而且资源也比较丰富,有广泛的应用前景[2]。但由于陶瓷材料本身脆性的弱点,作结构材料使用时缺乏足够的可靠性。因而,改善陶瓷材料的脆性已成为陶瓷材料领域亟待解决的问题之一。CMC就是通过颗粒弥散增韧和纤维及晶须增韧等来改善陶瓷材料的力学性能,特别是脆性。因而开发CMC已成为改善陶瓷脆性的主要手段,受到各国的高度重视和广泛研究。
1 CMC的增韧机理
目前看来,陶瓷的增韧机理虽然很多,且众说纷纭,但总体而言大致可有如下四种类型:①相变增韧(transformation toughening);②延性相增韧(toughening by ductile phases);③脆性纤维和晶须增韧(toughening by brittle fibers and whiskers);④微裂纹增韧(microcrack toug hening)。
相变增韧的机理是在应力场的作用下,由分散相的相变产生应力场,抵消外加应力,阻止裂纹扩展达到增韧目的。延性相增韧主要是指粒子强化和弥散强化,通过第2相粒子的加入,一方面对某些延性相粒子,它可以在外力作用下产生一定塑性变形或者沿着晶面滑移产生蠕变来缓解应力集中;另一方面由于第二相粒子与基体粒子之间弹性模量和线胀系数的差异,在烧结过程冷却阶段存在一定温差,因而在坯体内部产生径向张应力和切向压应力,这种应力与外应力发生相互作用,使裂纹前进方向发生偏转、绕道,从而提高材料的抗断能力,达到增韧目的[3]。
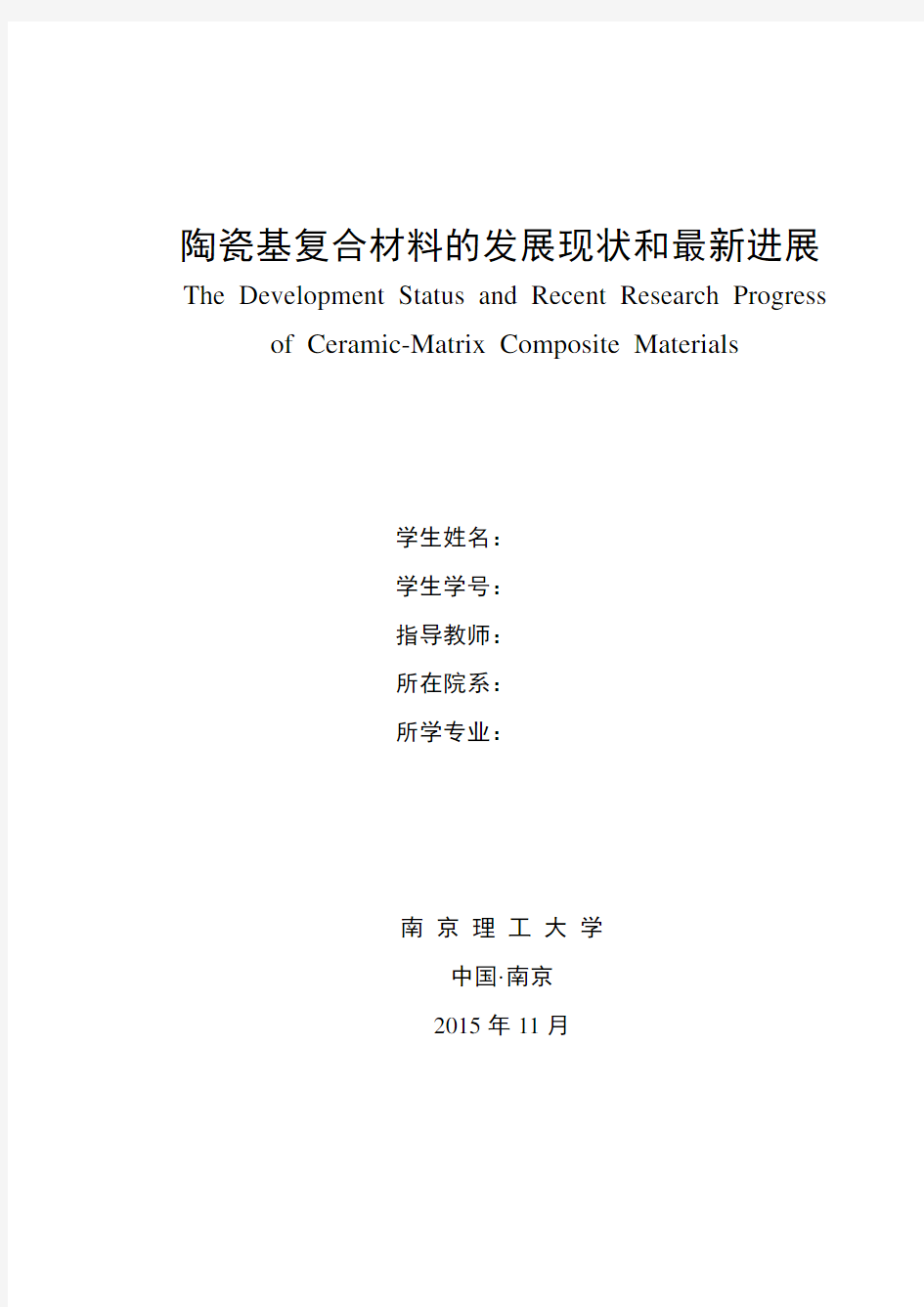
纤维和晶须增韧的机理如图1[4]所示,其作用原理有以下几步:(1)负荷传递:要求(E f / E m)>2(E为弹性模量,同时要求纤维与基体间有较强界面来帮助负荷从基体转移到纤维);(2)基体预应力:如果αf>αm,则压缩应力能够产生,界面压缩力增加了纤维/基
体界面的有效剪切抵抗;若线胀系数差别太大,则造成大应力产生脱开或微裂纹,使强度下降;(3)裂纹偏转:线胀系数不匹配,决定了裂纹—纤维结构相互作用形式αf>αm时裂纹沿着纤维偏转;(4)纤维拔出:增韧来自于纤维拔出所需额外功,要求纤维相对于界面具有高横向断裂韧性,纤维拔出是纤维复合材料的主要增韧机制[5];(5)裂纹桥接:对晶须来说,拔出效应不明显,Becher等认为裂纹尖端尾部存在一晶须—基体界面解离区(debonding zo ne,DZ),在此区域内,晶须把裂纹桥接起来并在裂纹表面产生闭合应力,阻止裂纹扩展,从而产生增韧补强作用。
图1 裂纹桥接机理示意图
2 CMC的制备工艺
目前看来,CMC的制造方法很多,主要有:(1)先驱体浸渍裂解;(2)泥浆法;(3)粉末烧结法;(4)熔体浸渗法;(5)化学气相渗透法;(6)混合工艺。
2.1 先驱体浸渍裂解(PIP)
1983年,Yajima等[6]提出了聚碳硅烷裂解制备SiC材料的路线,先驱体转化制备陶瓷材料的巨大潜力逐渐被人们所认识。先驱体浸渍裂解法又称聚合物浸渍裂解法或先驱体转化法,其一般过程是:以纤维预制件(三维编织物、毡体等)为骨架,浸渍聚合物先驱体,在惰性气体保护下使其交联固化,然后在一定气氛中进行高温裂解,从而得到陶瓷基复合材料,重复浸渍-交联-裂解过程可使复合材料致密化PIP工艺的优点是[7-8]:(1)先驱体分子可设计,进而实现对最终复合材料陶瓷基体组成、结构与性能的控制;(2)制备温度低,设备要求简单;(3)可制备大型复杂形状的构件,能够实现近净成型。但也存在材料孔隙率高,制备周期较长等缺点[9-10]。Zhao 等[11]采用锆醇盐和二乙烯基苯分别作为锆源和碳源在1 600℃制备了C/ZrC陶瓷基复合材料,研究了其微观结构、力学和抗烧蚀性能,弯曲强度达107.6 MPa,弹性模量为28.8 GPa,质量烧蚀率和线烧蚀率分别为12 mg/s和-2 μm/s。Z hao等[12]仍以锆醇盐和二乙烯基苯分别作为锆源和碳源,在1600℃制备了3DC/ZrC复合材料,研究了其在氧乙炔焰中的抗烧蚀行为,分析了其抗烧蚀机理。结果表明:相比于3DC/ SiC,3DC/ZrC的抗烧蚀性能得到大幅度提升。
2.2 泥浆法
泥浆法是将所需的陶瓷粉体制成泥浆,然后引入至纤维预制件中,随后高温烧结得到连续纤维增强陶瓷基复合材料。Wang等[13]通过泥浆法在C/SiC复合材料中引入ZrC颗粒以增强复合材料的抗烧蚀性能。结果表明:大多数ZrC颗粒分布在纤维束之间的区域,所有复合材料试样都表现为韧性断裂。Tang等[14]将含ZrB2的一系列陶瓷基体通过泥浆法和等温化学气相沉积法引入到C/C复合材料中,以改善C/C复合材料抗氧化性能和陶瓷基体的抗热震性能。通过氧乙炔焰烧蚀实验研究了热流、陶瓷基体和烧蚀时间对复合材料烧蚀性能的影响。
在混合过程中短纤维或晶须易聚积成束,不能达到均匀分散,这是这一工艺存在的主要问题之一,为解决这一问题,在混合时采用超声的办法,可获得了很好的效果。例如用超声获得了强度达800MPa的SiC晶须/Al2O3复合材料[15]。
2.3 粉末烧结法
这种制备方法可分为反应烧结法、烧结助剂烧结法、热压烧结法以及热等静压烧结法,其共同特点是使用陶瓷超细粉末,经浇注、模压、挤压或等静压成型后,在高温下通过晶界液相传质最终烧结成型。其局限性在于补强纤维在烧结成型过程中损伤严重,补强增韧效果差,复合材料综合性能低,不能制备形状复杂的复合材料制品。
2.4 熔体浸渗法(RMI法)
这种方法在金属基复合材料方面得到了广泛应用,并且卓有成效。迄今在陶瓷基复合材料方法所做的工作仍不多还未得到足够的重视。这种方法的主要优点:能一次形成致密且基本无缺陷的基体;预成型件与最终产品之间尺寸变化极小;可获得复杂形状的零件并能在一定程度上保持纤维固架的形状和纤维的强度。该法的主要缺点:因陶瓷材料熔点一般很高,这样在浸渗过程中易使纤维的性能受损或在f / m界面发生化学反应;陶瓷熔体的粘度比金属的大得多,这样就会大大降低浸渗速度,因此加压浸渗势在必行,并且压力愈大,纤维间距愈小,试样尺寸愈大,浸渗速度愈慢。RMI 工艺在液相渗硅制备C/C-SiC复合材料方面已得到广泛应用,并日臻成熟。唐睿等[16]采用CVI法制备了C/C材料,通过反应熔渗制备出密度为2.13~2.28g/cm3的C/C-SiC复合材料。Margiottaa等[17]用光学显微技术,定量数字图像分析技术研究了液相渗硅过程中的相分布和结构转变过程。采用RMI工艺制备C/ C-ZrC复合材料也已见报道,Wang 等[18]采用CVI法首先制得C/C 预制体,随后浸渗熔融锆制备C/C-ZrC复合材料,研究了浸渗温度和保温时间与浸渗深度的关系。Zou等[19]采用反应熔体浸渗法制得了C/ZrC复合材料,研究了材料的微观结构,结果表明其微观结构表现出明显的各向异性,其基体主要由ZrC晶粒,Zr-ZrC低共熔相,纤维-基体界面组成。同时观察到纤维束内部浸渗很不充分,通过更进一步的观察发现,ZrC晶体中残留有球形或针状的纳米a-Zr,最后对纳米a-Zr的形成机理进行了探讨Thebault等[20]采用反应熔体浸渗法在C/C表面制备耐烧蚀碳化物涂层,通过调节Zr∶Si,很好地解决了涂层脱粘问题。美国Ultramet采用纤维低温界面涂层技术和熔融浸渍技术,制备了C/ZrC复合材料燃烧室,NASA Glenn对其进行了抗热震性能测试,温度为2399℃时材料没有失效。而高温激光测试结果则表明C/ZrC、C /Zr-Si-C可以分别耐受2871℃和2691℃的高温[21]。2.5 化学气相渗透法(CVI/CVD法)
利用反应气体渗透到纤维预制件内外并在高温下反应或热解成涂层基体的。其优点是:可以沉积多种材料的基体,如硅化物、硼化物、碳化物、氮化物、氧化物等。高温材料可以在低温下制造,无需加压,不会损害纤维,可制造形状复杂的部件,因此CVI是制造连续纤维增补强陶瓷基复合材料的一种先进技术。该工艺的不足之处是沉积速度慢,生产效率低。
CVI/CVD法的区别在于CVD主要在外表面沉积,而CVI则是通过孔隙渗入材料内部沉积Liu等[22]首先利用CVI/CVD制得了C/SiC复合材料,随后在其表面分别沉积了SiC -ZrC-SiC复合涂层和SiC涂层,在燃烧风洞中,测试其在1800~2000℃的抗氧化性能。结果表明:相比于SiC单涂层,沉积了SiC-ZrC-SiC的复合材料的抗氧化性能大大提高。
2.6 混合工艺
如今单一制备工艺已不能满足人们对材料性能和成本的要求,多种工艺联合使用成为新的选择,这样,既可以发挥各自工艺的优点,也可以相互弥补各自工艺的不足,从而制得高性价比的复合材料。
Jayaseelan等[23]将ZrB2原位制备及ZrB2浆料浸渍结合起来,采用反应浸渍工艺将超高温陶瓷基体(如ZrB2)引入到多孔C/C复合材料中。结果表明:碳纤维表面发生了碳热原位反应,在其表面制得了ZrB2涂层。童长青等[24]将浆料浸渍和反应熔渗法结合起来制备了2D C/SiC-ZrB2复合材料,利用XRD、SEM、EDS研究了2DC/SiC-ZrB2复合材料的组成与结构,并测定了复合材料的弯曲强度。结果表明:采用ZrB2浆料真空浸渍,沉积碳基体后进行熔融渗Si,复合材料更为致密,弯曲强度更高Wang等[25]采用模压,先驱体浸渍裂解工艺,以T700SC碳纤维为增强体,制备出C/SiC-ZrC复合材料。
3 CMC的应用
3.1 汽车及发动机方面的应用
工程机械内燃机由于长期工作在高温高压下,活塞与活塞环,缸壁间不断产生摩擦,润滑条件不充分,工作条件非常恶劣,尤其是在大功率的发动机中,普通的铸铁或铝合金活塞易燃易发生变形,疲劳热裂。用陶瓷基复合材料制造的活塞,高温强度和抗热疲劳性能明显提高,并且具有较低的线胀系数,提高了活塞的工作稳定性和使用寿命,具有广阔的应用前景[26]。
陶瓷基复合材料可在较高的温度下(2000℃)正常工作,这种材料应用于航空航天领域如航空发动机的燃烧室浮动壁、涡轮导向叶片和尾喷管,以及火箭发动机的燃烧室、喷管和喉衬等[27]。Krenkel等[28]从1988年开始研究C/SiC刹车材料,其现已成功应用到保时捷9 11Turbo 高档轿车上。美国的Aircraft Braking Systems Corporation,Goodrich,Honewell和O AI 4大公司也对C/SiC刹车材料进行了研究。韩国DACC公司已经为F16战斗机研究开发出C/S iC 刹车盘[29]。国内对C/SiC刹车材料的研究报道也较多[30]。
3.2 航天军工领域的应用
CMC具有良好的耐热性和在高温下比强度高的特性,所以用来制造飞机发动机零部件将会提高发动机性能。另外它还具有比模量高、热稳定性好的特点,而且克服了其脆性弱点,抗热震冲击能力显著增强[31]。用于航天防热结构,可实现耐烧蚀、隔热和结构支撑等多功能的材料一体化设计,大幅度减轻系统重量,增加运载效率和使用寿命,或者提高导弹武器的射程和作战效能。为了提高飞行器的飞行速度和超机动性[32],研究者普遍提出了锐形结构的设计概念,但是在飞行过程中,飞行器的表面温度与其曲率半径的平方根成反比。因此,锐形结构导致飞行器表面温度更高[33]。传统耐烧蚀材料由于烧蚀量大,烧蚀不同步,导致飞行器外形尺寸变化大,严重影响飞行器飞行姿态。解决这些问题的关键是耐超高温、抗烧蚀材料的开发与应用[34]。采用连续纤维(如C、SiC纤维)为增强体,耐超高温陶瓷为基体,制得复合材料可以很好地使复合材料应用在航天领域。
3.3 刀具方面的应用[35-36]
复合Si3N4陶瓷刀具有较高的耐磨性和抗冲击性,特别适合于各类铸铁件的粗精加工,也能进行铣削、刨削等冲击力很大的加工,其切削效率可提高3-10倍。复合TiCN金属陶瓷刀具具有很高的硬度和耐磨性,特别适合于各类高硬高强钢(如淬硬钢等)的加工,可对高硬材料实现“以车代磨”干切削,免除退火工艺和冷却液,大幅度提高生产效率。新型复合陶瓷刀具已经在冶金、水泵、矿山机械、轴承、滚珠丝杠、汽车、军工等十几个行业得到应用。
3.4 医学领域的应用[37-39]
近年来,临床广泛应用种植牙修复牙齿缺失,种植区骨量不足成为牙种植外科面临的常见问题。为解决这一问题,人们研究了多种骨修复方法,其中同种异体骨如脱矿骨等曾在口
腔外科中广泛应用,取得了一定的修复效果,但有人认为存在潜在的传播疾病的危险。若将异体骨经高温锻烧陶瓷化处理,消除了传播疾病的潜在危险,其组成成分完全为人体正常骨组织无机成分,具有良好的组织相容性,对促进骨组织修复具有重要意义。另外,生物活性陶瓷复合人工骨也具有良好的临床应用前景。
4 CMC的发展趋势
复合材料所面临的问题是:怎样把不同的材料有效地结合起来使某些性能得到加强,同时又把成本控制在市场可接受的范围。目前,只有少数CMC达到实际应用的水平,大多数尚处于实验室研究阶段,但从其具有的优异性能和研究状况来看,CMC有着非常广阔的应用前景。因而,对CMC的未来发展趋势作一预测是非常有必要和有意义的。
(1)为了保证陶瓷基复合材料性能的可靠,除了从工艺上尽量保证陶瓷基复合材料的均一性及完整性之外,对材料性能的准确评价也是一个很重要的问题。因此,无损探伤是一项急待开展的工作。
(2)由宏观复合形式向微观复合形式发展。目前应用最多的CMC是纤维、晶须补强复合材料,补强剂尺寸较大,属于宏观复合。所谓微观复合就是均质材料在加工过程中内部析出补强剂(晶体)与剩余基体构成的原位复合材料,或用纳米级补强剂补强的纳米复合材料。
(3)由结构复合向结构功能一体化方向发展。到目前为止,研究的陶瓷基复合材料基本上是结构复合型材料。将逐步向结构功能一体化方向发展,也就是复合材料既能满足力学性能的要求,同时还具有其他物理、化学和电学性能。
(4)从一元补强、双元混杂复合向多元混杂方向发展。用纤维、晶须或颗粒补强剂的陶瓷复合材料已经取得良好的效果,同时二种补强剂双元混杂的复合材料也取得了一定进展,将会向多元混杂的方向发展。比如在混杂的纤维补强剂中还可以加入颗粒填料,二种以上的纳米颗粒同时弥散的复合材料,多元混杂有可能制备出超强度、超韧性的高性能陶瓷材料。
(5)由复合材料的常规设计向电子计算机辅助设计发展。
参考文献
[1] Aveston J.In Properties of Fiber Composite,National Physical Laboratory Conference Proceeding
[C].IPC Science and Technology Press,Guiodford,England,1971,P63.
[2] 刘道春. 节能环保的陶瓷基复合材料走俏未来[J]. 现代技术陶瓷. 2014(03)
[3] 王群. 陶瓷基复合材料的研究进展[J]. 现代技术陶瓷. 2008(06)
[4] 李家驹,日用陶瓷工艺学.武汉:武汉工业大学出版社,1997.1-13
[5]何柏林,孙佳. 陶瓷基复合材料增韧技术的研究进展[J]. 粉末冶金工业. 2009(04)
[6]Yajima S,Okamura K,Hasegawa Y,et al. Continuous inorganic fibers and process for production
thereof[P].US Patent,4399232,1983
[7] Tanaka T,Tamari N,Kondoh I,et al.Fabrication of three- dimensional Tyranno fibre reinforced SiC
composite by the polymer precursor method[J].Ceram.Int.,1998,24:365-370
[8] Ziegler G,Richter I,Suttor D. Fiber- reinforced composites with polymer- derived
matrix:processing,matrix formation and properties[J].Composites Part A,1999,30:411-417 [9] 王建方.碳纤维在PIP工艺制备陶瓷基复合材料过程中的损伤机理研究[D].长沙: 国防科学技术大
学博士学位论文,2003
[10] Krenkel W.Ceramic matrix composites[M].Wiley VCH,2008:165-186
[12] Zhao D,Zhang C R ,Hu H F,et al.Preparation and characterization of three-dimensional carbon
fiber reinforced zirconium carbide composite by precursor infiltration and pyrolysis process [J].
Ceram.Int.,2011,37:2089 -2093
[13] Zhao D,Zhang C R,Hu H F,et al.Ablation behavior and mechanism of 3D C/ZrC composite in
oxyacetylene torch environment[J].Compos.Sci.Technol.,2011,71:1392-1396
[14] Wang Z,Dong S M,Zhang X Y,et al.Fabrication and properties of C f/SiC-ZrC composites
[J].J.Am.Ceram.Soc.,2008,91(10):3434-3436
[15] Tang S F,Deng J Y,Wang S J,et al.Ablation behaviors of ultra- high temperature ceramic
composites[J].Mater.Sci.Eng.,A,2007,465:1-7
[16] 王零林.特种陶瓷.长沙:中南工业大学出版社,1994.469-472
[17] 唐睿,王继平,龙冲生,等.反应熔渗法制备C/C.SiC材料的组织结构及性能[J].核动力工
程,2009,30(1):68-73
[18] Margiotta J C,Zhang D J,Nagle D C.Microstructural evolution during silicon carbide (SiC) for
mation by liquid silicon infiltration using optical microscopy[J].Int.J.Refract.Met.Hard Mater.,201 0,28:191-197
[19] Wang Y G,Zhu X J,Zhang L T,et al.Reaction kinetics and ablation properties of C/C-ZrC
composites fabricated by reactive melt infiltration[J].Ceram.Int.,2011,37:1277-1283
[20] Zou L H,Wali N,Yang J M,et al.Microstructural characterization of a C f/ZrC composite manufactured
by reactive melt infiltration[J].Int.J.Appl.Ceram.Technol.,2011,8(2):329-341
[21] Thebault J,Robin- Brose C,Quet A,et al.Method for making a refractory carbide layer on a part
made of C/C composite material[P].US Patent,0017353,2011
[22] http: //https://www.doczj.com/doc/937096526.html,/ceramic_matrix_composites_performance.html
[23] Liu Q M,Zhang L T,Liu J,et al. The oxidation behavior of SiC-ZrC-SiC- coated C/SiC
minicomposites at ultrahigh temperatures[J].J.Am.Ceram.Soc.,2010,93 ( 12) :3990-3992
[24] Jayaseelan D D,Guimarǎes de SáR,Brown P,et al.Reactive infiltration processing (RIP) of ultra
high temperature ceramics(UHTC) into porous C/C composite tubes
[J].J.Eur.Ceram.Soc.,2011,31:361-368
[25] 童长青,成来飞,殷小玮,等.浆料浸渍结合反应熔渗法制备2DC/SiC-ZrB2复合材料[J].航空材料学
报,2009,29(4):77-80
[26] Wang Z,Dong S M,Ding Y S,Mechanical properties and microstructures of C f/SiC-ZrC composites
using T700SC carbon fibers as reinforcements[J].Ceram.Int.,2011,37: 695-700
[27] 邹武,张康助,张立同,等.陶瓷基复合材料在发动机上的应用,固体火箭技术,2000,32(2):60-65
[28] 邵将,温卫东,崔海涛.纺织陶瓷基复合材料力学性能研究进展[J].硅酸盐学报,2007,35(1):114-122.
[29] Krenkel W, et al.C/C-SiC composites it for advanced friction systems[J].Adv Eng
Mater,2002,4(8):427
[30] https://www.doczj.com/doc/937096526.html,/product/product02-a.php
[31] 田广来,徐永东, 范尚武,等. 高性能C/SiC刹车材料及其优化设计[J].航空材料学报, 2008,25(2):101
[32] 张立同,成来飞,徐永东.新型碳化硅陶瓷基复合材料的研究进展.航空制造技术2003,(1):24-32
[33] Han J C,Hu P,Zhang X H,et al.Oxidation- resistant ZrB2-SiC composites at 2200℃
[J].Compos.Sci.Technol.,2008,68:799-806
[34] Kontinos D A,Gee K,Prabhu D K.Temperature constraints at the sharp leading edge of a crew
transfer vehicle[C]//AIAA,2001–2886
[35] Opeka M M,Talmy I G,Zaykoski J A.Oxidation-based materials selection for 2000℃+ hypersonic
aerosurfaces:theoretical considerations and historical experience[J].J.Mater.Sci.,2009,39:5887-5904
[36] 叶毅,叶伟昌.陶瓷刀具材料的种类与应用.硬质合金,2008,20(3):182-186
[37] 邓建新,丁泽良,赵军,等.高温自润滑陶瓷刀具材料及其切削性能的研究.机械工程学报,2003,39
(8):106-109
[38] 余英,朱明华,曾怡,等.生物活性陶瓷人工骨复合材料的理化性能测试.职业卫生与病伤,2009,18
(2):88-89
[39] 梁戈,胡蕴玉,郑昌琼,等.多孔β-TCP/BMP复合人工骨的研制和动物体内的相关研究.中华骨科杂
志,1998,18,(2):75-79
[40] 龙厚清,李佛保,王迎军,等.三种钙磷陶瓷材料复合重组人骨形成蛋白-2体内成骨的研究.中国修复重建
外科杂志,2003,17(3):180-184
浅论陶瓷复合材料的研究现状及应用前景 董超2009107219金属材料工程 摘要 本文主要对陶瓷复合材料的研究现状及应用前景进行了研究,并对当今陶瓷复合材料发展面临的问题进行了概括,希望对陶瓷复合材料的进一步发展起到一定的作用。 本文首先对Al2O3陶瓷复合材料和玻璃陶瓷复合材料的研究进展及发展前景进行了详细的研究。然后对整个陶瓷复合材料的发展趋势及存在的问题进行了分析,得出了在新的时期陶瓷复合材料主要向功能、多功能、机敏、智能复合材料、纳米复合材料、仿生复合材料方向发展;目前复合材料面临的主要问题是基础理论研究问题和新的设计和制备方法问题。 关键词:Al2O3陶瓷复合材料玻璃陶瓷复合材料研究现状应用前景 1. 前言 以粉体为原料,通过成型和烧结等所制得的无机非金属材料制品统称为陶瓷。陶瓷的种类繁多,根据陶瓷的化学组成、性能特点、用途等不同,可将陶瓷分为普通陶瓷和特殊陶瓷两大类。而在许多重要的应用及研究领域,特殊陶瓷是主要研究对象。 陶瓷复合材料是特殊陶瓷的一种。在高技术领域内,对结构材料要求具有轻质高强、耐高温、抗氧化、耐腐蚀和高韧性的特点。陶瓷具有优良的综合机械性能,耐磨性好、硬度高、以及耐热性和耐腐蚀性好等特点。但是它的最大缺点是脆性大。近年来,通过往陶瓷中加入或生成颗粒、晶须、纤维等增强材料,使陶瓷的韧性大大地改善,而且强度及模量也有一定提高。因此引起各国科学家的重视。本文主要介绍了各种陶瓷复合材料的研究现状及其应用前景,并对陶瓷复合材料近年来的发展进行综述。 2.研究现状 随着现代科学技术快速发展,新型陶瓷材料的开发与生产发展异常迅速,新理论、新工艺、新技术和新装备不断出现,形成了新兴的先进无机材料领域和新兴产业。科学技术的发展对材料的要求日益苛刻,先进复合材料已成为现代科学技术发展的关键,它的发展水平是衡量一个国家科学技术水平的一个重要指标,因此世界各国都高度重视其研究和发展。 复合材料的可设计性大,能满足某些对材料的特殊要求,特别是在航空航天技术领域的应用得到迅速发展。陶瓷复合材料的研究,根本目的在于提高陶瓷材料的韧性,提高其可靠性,发挥陶瓷材料的优势,扩大应用领域。本文就几类典型的陶瓷复合材料介绍其研究现状。 2.1Al2O3陶瓷复合材料的研究进展及发展前景 Al2O3陶瓷作为常见陶瓷材料,既具有普通陶瓷耐高温、耐磨损、耐腐蚀、
陶瓷基复合材料在航天领域的应用 概念:陶瓷基复合材料是以陶瓷为基体与各种纤维复合的一类复合材料。陶瓷基体可为氮化硅、碳化硅等高温结构陶瓷。这些先进陶瓷具有耐高温、高强度和刚度、相对重量较轻、抗腐蚀等优异性能,而其致命的弱点是具有脆性,处于应力状态时,会产生裂纹,甚至断裂导致材料失效。而采用高强度、高弹性的纤维与基体复合,则是提高陶瓷韧性和可靠性的一个有效的方法。纤维能阻止裂纹的扩展,从而得到有优良韧性的纤维增强陶瓷基复合材料。陶瓷基复合材料具有优异的耐高温性能,主要用作高温及耐磨制品。其最高使用温度主要取决于基体特征。 一、陶瓷基复合材料增强体 用于复合材料的增强体品种很多,根据复合材料的性能要求,主要分为以下几种 纤维类增强体 纤维类增强体有连续长纤维和短纤维。连续长纤维的连续长度均超过数百。纤维性能有方向性,一般沿轴向均有很高的强度和弹性模量。 颗粒类增强体 颗粒类增强体主要是一些具有高强度、高模量。耐热、耐磨。耐高温的陶瓷等无机非金属颗粒,主要有碳化硅、氧化铝、碳化钛、石墨。细金刚石、高岭土、滑石、碳酸钙等。主要还有一些金属和聚合物颗粒类增强体,后者主要有热塑性树脂粉末 晶须类增强体
晶须是在人工条件下制造出的细小单晶,一般呈棒状,其直径为~1微米,长度为几十微米,由于其具有细小组织结构,缺陷少,具有很高的强度和模量。 金属丝 用于复合材料的高强福、高模量金属丝增强物主要有铍丝、钢丝、不锈钢丝和钨丝等,金属丝一般用于金属基复合材料和水泥基复合材料的增强,但前者比较多见。 片状物增强体 用于复合材料的片状增强物主要是陶瓷薄片。将陶瓷薄片叠压起来形成的陶瓷复合材料具有很高的韧性。 二、陶瓷基的界面及强韧化理论 陶瓷基复合材料(CMC)具有高强度、高硬度、高弹性模量、热化学稳定性等优异性能,被认为是推重比10以上航空发动机的理想耐高温结构材料。界面作为陶瓷基复合材料重要的组成相,其细观结构、力学性能和失效规律直接影响到复合材料的整体力学性能,因此研究界面特性对陶瓷基复合材料力学性能 的影响具有重要的意义。 界面的粘结形式 (1)机械结合(2)化学结合 陶瓷基复合材料往往在高温下制备,由于增强体与基体的原子扩散,在界面上更易形成固溶体和化合物。此时其界面是具有一定厚度的反应区,它与基体和增强体都能较好的
金属基陶瓷复合材料制备技术研究进展与应用* 付鹏,郝旭暖,高亚红,谷玉丹,陈焕铭 (宁夏大学物理电气信息工程学院,银川750021) 摘要综述了国内外在金属基陶瓷复合材料制备技术方面的最新研究进展与应用现状,展望了 国内金属基陶瓷复合材料的未来发展。 关键词金属基陶瓷复合材料制备技术应用 Development and Future Applications of Metal Matrix Composites Fabrication Technique FU Peng, HAO Xunuan, GAO Yahong, GU Yudan, CHEN Huanming (School of Physics & Electrical Information Engineering, Ningxia University, Yinchuan 750021) Abstract Recent development and future applications of metal matrix compositesfabrication technique are reviewed and some prospects of the development in metal matrix composites at home are put forward. Key words metal-based ceramic composites, fabrication technique, applications 前言:现代高技术的发展对材料的性能日益提高,单料已很难满足对性能的综合要求,材料的复合化是材料发展的必然趋势之一。陶瓷的高强度、高硬度、高弹性模量以及热化学性稳定等优异性能是其主要特点,但陶瓷所固有的脆性限制着其应用范围及使用可靠性[1—3]。因此,改善陶瓷的室温韧性与断裂韧性,提高其在实际应用中的可靠性一直是现代陶瓷研究的热点。与陶瓷基复合材料相比,通常金属基复合材料兼有陶瓷的高强度、耐高温、抗氧化特性,又具有金属的塑性和抗冲击性能,应用范围更广,诸如摩擦磨损类材料、航空航天结构件、耐高温结构件、汽车构件、抗弹防护材料等。 1 金属基陶瓷复合材料的制备 金属基陶瓷复合材料是20世纪60年代末发展起来的,目前金属基陶瓷复合材料按增强体的形式可分为非连续体增强(如颗粒增强、短纤维与晶须增强)、连续纤维增强(如石墨纤维、碳化硅纤维、氧化铝纤维等)[4—6]。实际制备过程中除了要考虑基体金属与增强体陶瓷之间的物性参数匹配之外,液态金属与陶瓷间的浸润性能则往往限制了金属基陶瓷复合材料的品种。目前,金属基陶瓷复合材料的制备方法主要有以下几种。 1.1 粉末冶金法 粉末冶金法制备金属基陶瓷复合材料即把陶瓷增强体粉末与金属粉末充分混合均匀后进行冷压烧结、热压烧结或者热等静压,对于一些易于氧化的金属,烧结时通入惰性保护气体进行气氛烧结。颗粒增强、短纤维及晶须增强的金属基陶瓷复合材料通常采用此种方法,其主要优点是可以通过控制粉末颗粒的尺寸来实现相应的力学性能,而且,粉末冶金法制造机械零件是一种终成型工艺,可以大量减少机加工量,节约原材料,但粉末冶金法的生产成本并不比熔炼法低[7]。 1.2 熔体搅拌法 熔体搅拌法是将制备好的陶瓷增强体颗粒或晶须逐步混合入机械或电磁搅拌的液态或半
第四节 陶瓷基复合材料(CMC) 1.1概述 工程中陶瓷以特种陶瓷应用为主,特种陶瓷由于具有优良的综合机械性能、耐磨性好、硬度高以及耐腐蚀件好等特点,已广泛用于制做剪刀、网球拍及工业上的切削刀具、耐磨件、 发动机部件、热交换器、轴承等。陶瓷最大的缺点是脆性大、抗热震性能差。与金属基和聚合物基复合材料有有所不同的,是制备陶瓷基复合材料的主要目的之一就是提高陶瓷的韧性。特别是纤维增强陶瓷复合材料在断裂前吸收了大量的断裂能量,使韧性得以大幅度提高。表6—1列出了由颗粒、纤维及晶须增强陶瓷复合材料的断裂韧性和临界裂纹尺寸大小的比较。很明显连续纤维的增韧效果最佳,其次为品须、相变增韧和颗粒增韧。无论是纤维、晶须还是颗粒增韧均使断裂韧性较整体陶瓷的有较大提高,而且也使临界裂纹尺寸增大。
陶瓷基复合材料的基体为陶瓷,这是一种包括范围很广的材料,属于无机化合物纳构远比金属与合金复杂得多。使用最多的是碳化硅、氮化硅、氧化铝等,它们普遍具有耐高温、耐腐蚀、高强度、重量轻和价格低等优点。陶瓷材料中的化学键往注是介于离子键与共价键之间的混合键。 陶瓷基复合材料中的增强体通常也称为增韧体。从几何尺寸上可分为纤维(长、短纤维)、晶须和颗粒三类。碳纤维是用来制造陶瓷基复合材料最常用的纤
维之一。碳纤维主要用在把强度、刚度、重量和抗化学性作为设计参数的构件,在1500霓的温度下,碳纤维仍能保持其性能不变,但对碳纤维必须进行有效的保护以防止它在空气中或氧化性气氛中被腐蚀,只有这样才能充分发挥它的优良性能。其它常用纤维是玻璃纤维和硼纤维。陶瓷材料中另一种增强体为晶须。晶须为具有一定长径比(直径o 3。1ym,长30—lMy”)的小单晶体。从结构上看,晶须的特点是没有微裂纹、位偌、孔洞和表面损伤等一类缺陷,而这些缺陷正是大块晶体中大量存在且促使强度下降的主要原因。在某些情况下,晶须的拉伸强度可达o.1Z(Z为杨氏模量),这已非常接近十理论上的理想拉伸强度o.2Z。而相比之下.多晶的金属纤维和块状金属的拉伸强度只有o.025和o.o01f。在陶瓷基复合材料使用得较为普遍的是SiC、Al2O3、以及Si3N4N晶须。颗粒也是陶瓷材料中常用的一种增强体,从几何尺寸上看、它在各个方向上的长度是大致相同的,—般为几个微米。通常用得较多的颗粒也是SiC、Al2O3、以及Si3N4N。颗粒的增韧效果虽不如纤维和晶须,但如恰当选择颗粒种类、粒径、含量及基体材料,仍可获得一定的韧化效果,同时还会带来高温强度,高温蠕变性能的改善。所以,颗粒增韧复合材料同样受到重视并对其进行了一定的研究。 在陶瓷材料中加入第二相纤维制成的复合材料是纤维增强陶瓷基复合材料,这是改善陶瓷材料韧性酌重要手段,按纤维排布方式的不同,又可将其分为单向排布长纤维复合材料和多向排布纤维复合材料。单向排布纤维增韧陶瓷基复合材料的显著特点是它具有各向异性,即沿纤维长度方向上的纵向性能要大大高于其横向性能。在这种材料中,当裂纹扩展遇到纤维时会受阻.这样要使裂纹进一步扩展就必须提高外加应力。图7—15为这一过程的示意图。当外加应力进一步提高时.由于基体与纤维间的界面的离解,同时又由于纤维的强度高于基体的强
——碳化物陶瓷基复合材料课程名称:复合材料 学生姓名:舒顺启 学号:200910204123 班级:材料091班 日期:2012年12月22日
——碳化物陶瓷基复合材料 摘要:本文综述了陶瓷基复合材料的发展历史,介绍了陶瓷基复合材料的制备工艺,详细阐述了陶瓷基复合材料的性能与应用,分析了陶瓷基复合材料存在的问题,并展望了陶瓷基复合材料未来发展趋势。 关键词:陶瓷基复合材料、制备工艺、性能、应用 Ceramic matrix composites research present situation and the development prospect --Carbide ceramic matrix composites Abstract:This paper reviews the ceramic base composite material, the development history of ceramic matrix composites is introduced the preparation process, elaborated the ceramic matrix composites, the properties and the application of the analysis of the ceramic base composite material existing problems, and prospects the ceramic matrix composites future development trend. Key words:Ceramic matrix composites, preparation process, performance and application 1 引言 陶瓷基复合材料是近二十年来发展起来的新型材料,由于该类材料具有良好的高温性能。因此它作为耐高温结构材料在航空航天工业和能源工业等领域的应用具有巨大的潜力。如航空发动机的推重比为lO时,涡轮前进口温度达1650℃,在这样高的温度下,传统的高温合金材料已经无法满足要求【1】,因此国内外的材料研究者纷纷把研究的重点转向陶瓷基复合材料。研究者通过大量的实验发现,陶瓷基复合材料不仅具有良好的高温稳定性和高温抗氧化能力,而且材料在断裂
高温结构陶瓷基复合材料的研究现状与展望 摘要概述了国外航空发动机用高温结构陶瓷基复合材料的研究与应用现状及发展趋势,分析了目前研究中存在的问题及其解决办法,确定了今后的研究目标与方向。 关键词陶瓷基复合材料高温结构材料力学性能应用 1 前言 为了提高航空发动机的推重比和降低燃料消耗,最根本的措施是提高发动机的涡轮进口温度,而涡轮进口温度与热端部件材料的最高允许工作温度直接相关。50 至60 年代,发动机热端部件材料主要是铸造高温合金,其使用温度为800~900 ℃;70 年代中期,定向凝固超合金开始推广,其使用温度提高到 接近1000 ℃; 进入80 年代以后,相继开发出了高温单晶合金、弥散强化超合金以及金属间化合物等,并且热障涂层技术得到了广泛的应用,使热端部件的使用温度提高到1200~1300 ℃,已接近这类合金 熔点的80 % ,虽然通过各种冷却技术可进一步提高涡轮进口温度,但作为代价降低了热效率,增加了结 构复杂性和制造难度,而且对小而薄型的热端部件难以进行冷却,因而再提高的潜力极其有限[1 ] 。陶瓷基复合材料正是人们预计在21 世纪中可替代金属及其合金的发动机热端结构首选材料。 近20 年来,世界各工业发达国家对于发动机用高温结构陶瓷基复合材料的研究与开发一直十分重视,相继制定了各自的国家发展计划,并投入了大量的人力、物力和财力,对这一新型材料寄予厚望。如美国NASA 制定的先进高温热机材料计划(HITEMP) 、DOE/ NASA 的先进涡轮技术应用计划(ATTAP) 、美国国家宇航计划(NASP) 、美国国防部关键技术计划以及日本的月光计划等都把高温结构陶瓷基复合材料作为重点研究对象,其研制目标是将发动机热端部件的使用温度提高到1650 ℃或更高[2 ,3 ] ,从而提高发动机涡轮进口温度,达到节能、减重、提高推重比和延长寿命的目的,满足军事和民用热机的需要。 2 国内外应用与研究现状 由于陶瓷材料具有高的耐磨性、耐高温和抗化学侵蚀能力,国外目前已将其应用于发动机高速轴承、活塞、密封环、阀门导轨等要求转速高和配合精度高的部件。在航空发动机高温构件的应用上,到目前为止已报道的有法国将CVI 法SiC/Cf 用于狂风战斗机M88 发动机的喷嘴瓣以及将SiC/ SiCf 用于幻影2000 战斗机涡轮风扇发动机的喷管内调节片[4 ] 。 此外,有许多陶瓷基复合材料的发动机高温构件正在研制之中。如美国格鲁曼公司正研究跨大气层高超音速飞机发动机的陶瓷材料进口、喷管和喷口等部件,美国碳化硅公司用Si3N4/ SiCW制造导弹发动机燃气喷管,杜邦公司研制出能承受1200~1300 ℃、使用寿命达2000h 的陶瓷基复合材料发动机部件等[5 ,6 ] 。目前导弹、无人驾驶飞机以及其它短寿命的陶瓷涡轮发动机正处在最后研制阶段,美国空军材料实验室的研究人员认为[7 ] ,1204~1371 ℃发动机用陶瓷基复合材料已__经研制成功。由于提高了燃烧温度,取消或减少了冷却系统,预计发动机热效率可从目前的26 %提高到46 %。英国罗—罗公司认为,未来航空发动机高压压气机叶片和机匣、高压与低压涡轮盘及叶片、燃烧室、加力燃烧室、火焰稳定器及排气喷管等都将采用陶瓷基复合材料。预计在21 世纪初, 陶瓷基复合材料的使用温度可提高到1650 ℃或更高。 3 研究方向与发展趋势 陶瓷虽然具有作为发动机热端结构材料的十分明显的优点,但其本质上的脆性却极大地限制了它的推广应用。为了克服单组分陶瓷材料缺陷敏感性高、韧性低、可靠性差的缺点,材料科学工作者进行了大量的研究以寻找切实可行的增韧方法[8 ,9 ] 。增韧的思路经历了从“消除缺陷”或减少缺陷尺寸、减少缺陷数量,发展到制备能够“容忍缺陷”,即对缺陷不敏感的材料。目前常见的几种增韧方式主要有相变增韧、颗粒(晶片) 弥散增韧、晶须(短切纤维) 复合增韧以及连续纤维增韧补强等。此外还可通过材料结构的改变来达到增韧的目的,如自增韧结构、仿生叠层结构以及梯度功能材料等。由于连续纤
摘要:陶瓷基复合材料具有抗热震冲击、耐高温、耐腐蚀、抗氧化和抗烧蚀低膨胀、低密度、热稳定性好的优点,这些优点使其成为备受关注的新型耐高温结构材料。陶瓷基复合材料的连接不仅具有陶瓷材料连接的难点、异种材料连接的问题、加强相与基体的不利反应及加强相的氧化与性能的降低,还具有陶瓷基复合材料承压能力差的缺点。因此陶瓷基复合材料的连接成为一个研究的热点。 1.陶瓷基复合材料及其应用 陶瓷复合材料虽然具有高温强度高、抗氧化、抗高温蠕变等耐高温性能和高硬度、高耐磨性、线膨胀系数小及耐化学腐蚀等一系列优越的性能特点,但也存在致命的弱点,即脆性,它不能承受激烈的机械冲击和热冲击,这限制了它的应用。而用粒子、晶须或纤维增韧的陶瓷基复合材料,则可使其脆性大大改善。陶瓷基复合材料(CMC)是目前备受重视的新型耐高温结构材料。[1,2,3]陶瓷虽然具有作为发动机热端结构材料的十分明显的优点,但其本质上的脆性却极大地限制了它的推广应用。增韧的思路经历了从消除缺陷或减少缺陷尺寸、减少缺陷数量,发展到制备能够容忍缺陷,即对缺陷不敏感的材料。目前常见的几种增韧方式主要有相变增韧、颗粒( 晶片) 弥散增韧、晶须( 短切纤维) 复合增韧以及连续纤维增韧补强等。此外还可通过材料结构的改变来达到增韧的目的,如自增韧结构、仿生叠层结构以及梯度功能材料等。目前陶瓷基复合材料分为:非连续纤维增强陶瓷基复合材料、连续纤维增强陶瓷基复合材料、层状陶瓷基复合材料。 1.1非连续纤维增强陶瓷基复合材料 相变增韧可以大幅度地提高陶瓷材料的常温韧性和强度,但因在高温下相变增韧机制失效而限制了其在高温领域的应用。颗粒弥散及晶须复合增韧CMC 制备工艺较简单,可明显提高陶瓷材料的抗弯强度和断裂韧性。将颗粒、晶须等增
陶瓷基复合材料的研究进展及其在航空发动机上 的应用 摘要:综述了陶瓷基复合材料(CMCs) 的研究进展。就CMCs的增韧机理、制备工艺和其在航空发动机上的应用进展作了详细介绍。阐述了CMCs研究和应用中存在的问题。最后,指出了CMCs的发展目标和方向。 关键词:陶瓷基复合材料;航空发动机;增韧机理;制备工艺 The Research Development of Ceramic Matrix Compositesand Its Application on Aeroengine Abstract:The development and research status of ceramic matrix compositeswerereviewed in this paper. The main topics include the toughening mechanisms, the preparation progressand the application on aeroengine were introduced comprehensively. Also, the problems in the research and application of CMCswere presented. Finally, the future research aims and directions were proposed. Keywords: Ceramic matrix composites, Aeroengine, Fiber toughening,Preparation progress 1引言 推重比作为发动机的核心参数,其直接影响发动机的性能,进而直接影响飞机的各项性能指标。高推重比航空发动机是发展新一代战斗机的基础,提高发动机的工作温度和降低结构重量是提高推重比的有效途径[1]。现有推重比10一级的发动机涡轮进口温度达到了1500~1700℃,如M88-2型发动机涡轮进口温度达到1577℃,F119型发动机涡轮进口温度达到1700℃左右,而推重比15~20一级发动机涡轮进口温度将达到1800~2100℃,这远远超过了发动机中高温合金材料的熔点温度。目前,耐热性能最好的镍基高温合金材料工作温度达到1100℃左右,而且必须采用隔热涂层,同时设计先进的冷却结构。在此需求之下,迫切需要发展新一代耐高温、低密度、低膨胀、高性能的结构材料[2]。在各类型新型耐高温材料中,
第27卷第2期 硅 酸 盐 通 报 Vo.l 27 No .2 2008年4月 BULLETI N OF T HE C H INESE CERA M IC S OC IET Y Apr i,l 2008 连续陶瓷基复合材料的研究现状及发展趋势 陈维平,黄 丹,何曾先,王 娟,梁泽钦 (华南理工大学机械工程学院,广州 510640) 摘要:连续陶瓷基复合材料(C4材料)是近年来出现的一种具有全新复合增强方式的陶瓷/金属复合材料。在这种 复合材料中,基体陶瓷增强相具有三维连通的内部结构,因而起增韧作用的金属填充在陶瓷骨架的空隙中,其在空 间上也是三维连通的。实现这种复合结构需要不同于传统的复合材料成型与制备技术。这种复合结构使得连续 陶瓷基复合材料能够将陶瓷与金属各自的性能特点与优点更多的保留在最终的复合材料中;同时,还表现出了与 传统复合材料(颗粒增强复合材料、纤维增强复合材料等)不同的性能特性,具有广泛的应用前景。 关键词:连续陶瓷基复合材料;C4材料;三维连通 中图分类号:TQ174.758.2 文献标识码:A 文章编号:100121625(2008)022******* R esearch and Developm en t Per spective of C o 2con ti nuous C era m ic C o m posites C HE N Wei 2ping,H U A NG Dan,HE Ce ng 2xian,W A NG Juan,LIA NG Z e 2qin (School ofM echan icalE ngi neeri ng ,Sou t h Ch i na Un i versit y ofT echndogy ,Guangzhou 510640,Ch i na) Abstr act :Co 2conti n uous cera m ic co mposites (C4materials )are a ne w class of cera m ic /meta l co mposites w it h ne w ly rei n f orce men t manner ,where the reinf orc i n g cera m ic phase ,as t h e base of the co mposite ,is characterized as the t h ree 2di m ensional i n terpenetrati n g str ucture ;and the m etallic phase is filled i n t h e i n terspaces of the cera m ic net w or k,as the ductile phase of the co mposite .So me untraditi o na l f or m i n g and fabricating technol o gies f or the co mposites are required due to the spec i a l co 2conti n uous i n ter nal structure .The i n terna l structure of i n ter penetrati o n deter m i n es co 2conti n uous cera m ic co mposites can retain more f eatures and advantages of cera m ic and meta l respectively in the fi n al co mposite ,and also ,perf o r m the diff erent characteristics f ro m the traditi o na l co mposites (such as particle re i n f orced co mposites and fi b er reinf orced co mposites)so that this class of co mposites gain the extensive app li c ation perspectives . K ey w ord s :co 2continuous cera m ic co mposite ;C4m aterials ;three 2di m ensional i n terpenetrating 基金项目:国家自然科学基金资助项目(50575076);广东省自然科学基金重点资助项目(粤科基办[2003]07号);教育部博士点基金资助 项目(20040510107) 作者简介:陈维平(19502),男,教授,博士生导师.主要从事高性能金属/陶瓷复合材料的研究.E 2m a i :l m e wpchen@sc u t .edu .cn 1 连续陶瓷基复合材料 连续陶瓷基复合材料(co 2continuous cera m ic co mposites),简称为C4材料,指的是陶瓷增强体具有三维连通骨架结构的陶瓷基复合材料。这种三维网络陶瓷(骨架)/铝合金复合材料由美国俄亥俄州大学的研究人员Bresli n 等发现,他们将这种复合类型的新材料称为连续陶瓷复合材料(co 2continuous cera m ic
陶瓷基复合材料综述报告 陶瓷基复合材料是以陶瓷为基体与各种纤维复合的一类复合材料,具有优异的耐高温性能,主要用作高温及耐磨制品。陶瓷基体可为氮化硅、碳化硅等高温结构陶瓷。这些先进陶瓷具有耐高温、高强度和刚度、相对重量较轻、抗腐蚀等优异性能,而其致命的弱点是具有脆性,处于应力状态时,会产生裂纹,甚至断裂导致材料失效。而采用高强度、高弹性的纤维与基体复合,则是提高陶瓷韧性和可靠性的一个有效的方法。纤维能阻止裂纹的扩展,从而得到有优良韧性的纤维增强陶瓷基复合材料。 迄今,陶瓷基复合材料已实用化或即将实用化的领域有刀具、滑动构件、发动机制件、能源构件等。有些发达国家已将长纤维增强碳化硅复合材料应用于制造高速列车的制动件,显示出优异的摩擦磨损特性,取得了不错的使用效果[1]。 一、陶瓷基复合材料增强体 用于复合材料的增强体品种很多,根据复合材料的性能要求,主要分为以下几种[2-4] : 1.1纤维类增强体 纤维类增强体有连续长纤维和短纤维。连续长纤维的连续长度均超过数百。纤维性能有方向性,一般沿轴向均有很高的强度和弹性模量。 1.2颗粒类增强体 颗粒类增强体主要是一些具有高强度、高模量。耐热、耐磨。耐高温的陶瓷等无机非金属颗粒,主要有碳化硅、氧化铝、碳化钛、石墨。细金刚石、高岭土、滑石、碳酸钙等。主要还有一些金属和聚合物颗粒类增强体,后者主要有热塑性树脂粉末 1.3晶须类增强体 晶须是在人工条件下制造出的细小单晶,一般呈棒状,其直径为0.2~1微米,长度为几十微米,由于其具有细小组织结构,缺陷少,具有很高的强度和模量。 1.4金属丝 用于复合材料的高强福、高模量金属丝增强物主要有铍丝、钢丝、不锈钢丝和钨丝等,金属丝一般用于金属基复合材料和水泥基复合材料的增强,但前者比较多见。 1.5片状物增强体 用于复合材料的片状增强物主要是陶瓷薄片。将陶瓷薄片叠压起来形成的陶瓷复合材料具有很高的韧性。 二、陶瓷基的界面及强韧化理论 陶瓷基复合材料(CMC)具有高强度、高硬度、高弹性模量、热化学稳定性等优异性能,被认为是推重比10以上航空发动机的理想耐高温结构材料。界面作为陶瓷基复合材料重要的组成相,其细观结构、力学性能和失效规律直接影响到复合材料的整体力学性能,因此研究界面特性对陶瓷基复合材料力学性能的影响具有重要的意义。 2.1界面的粘结形式 (1)机械结合(2)化学结合 陶瓷基复合材料往往在高温下制备,由于增强体与基体的原子扩散,在界面上更易形成固溶体和化合物。此时其界面是具有一定厚度的反应区,它与基体和
复合材料习题 第七章 一、如何改善陶瓷的强度? 减少陶瓷内部和表面的裂纹: 含有裂纹是材料微观结构的本征特性。微观夹杂、气孔、微 裂纹等都能成为裂纹源,材料对表面裂纹(划伤、擦伤)也 十分敏感。 提高断裂韧性(K IC): 采用复合化的途径,添加陶瓷粒子、纤维或晶须,引入各种 增韧机制(增加裂纹的扩散阻力及裂纹断裂过程消耗的能 量),可提高陶瓷的韧性。 二、简述氮化硅陶瓷的烧结方法及其特点。 氮化硅陶瓷中,Si-N是高强度共价键,难以烧结。氮化硅陶瓷有两种烧结方法:1、反应烧结: 硅粉、氮化硅粉混合预成型预氮化(1200℃)二次氮化(1350-1450℃)反应烧结氮化硅陶瓷。 Si3N4形成时伴随21.7%的体积膨胀,获得无收缩烧结氮化硅。 2、热压烧结: 粉末状Si3N4、烧结助剂MgO(1wt%)等,在石墨坩埚中,通过感应加热、单向加压烧结(1650-1850℃,15-30MPa,1-4h)。 MgO的作用:与SiO2膜作用生成熔融硅酸镁,使氮化硅高度致密化。 热压烧结氮化硅只能制备形状简单的(如圆柱形)实体坯件,其制品须经过机械加工才能达到要求的形状和尺寸。 三、简述陶瓷基复合材料的特点及制造步骤。 陶瓷基复合材料的特点:E f和E m的数量级相当;陶瓷基体的韧性有限;增强材 料与陶瓷基体之间的热膨胀系数不匹配、化学相容性问题突出。 陶瓷基复合材料的制造通常分为两个步骤:将增强材料掺入未固结(或粉末状) 的基体材料中排列整齐或均匀混合;运用各种加工条件在尽量不破坏增强材料和 基体性能的前提下制成复合材料制品。 四、简述连续纤维增强陶瓷基复合材料的料浆浸渍-热压烧结工艺及其优、缺点。料浆浸渍-热压烧结工艺:纤维通过含有超细陶瓷基体粉末的料浆使之浸渍,浸 挂料浆的纤维缠绕在卷筒上,烘干、切割,得到纤维无纬布;纤维无纬布裁剪、 铺层排列、热压烧结得到陶瓷基复合材料。
陶瓷基复合材料 江雪玲 (重庆师范大学化学学院,2011级材料化学,20110513423) 摘要:概述了陶瓷基复合材料的基本概念,介绍了陶瓷基复合材料的分类及其应用,以及各类陶瓷基复合材料的优点、缺点。最后,综合了陶瓷基复合材料的优点、缺点,并对未来陶瓷基复合材料的发展提出了期许以及发展方向。 关键词:陶瓷基复合材料、氧化物基透波材料、磷酸盐基透波材料、氮化物基透波材料、连续纤维增强陶瓷基复合材料。 陶瓷基复合材料是以陶瓷为基体与各种纤维复合的一类复合材料。陶瓷基体可为氮化硅、碳化硅等高温结构陶瓷。这些先进陶瓷具有耐高温、高强度和刚度、相对重量较轻、抗腐蚀等优异性能,而其致命的弱点是具有脆性,处于应力状态时,会产生裂纹,甚至断裂导致材料失效。而采用高强度、高弹性的纤维与基体复合,则是提高陶瓷韧性和可靠性的一个有效的方法。纤维能阻止裂纹的扩展,从而得到有优良韧性的纤维增强陶瓷基复合材料。 1、陶瓷基复合材料 由于陶瓷本身存在韧性和可靠性不足的缺点,因此人们对各种陶瓷材料进行优化设计,制备出整体性能更为优异的陶瓷基透波复合材料。陶瓷基透波复合材料按基体的成分不同可主要分为氧化物基、磷酸盐基及氮化物基等系列。下表为部分陶瓷基透波复合材料的基本性能。 表:部分陶瓷基透波复合材料的基本性能 性能2D 3D 2.5D 2.5D
SiO2f/SiO2 SiO2/SiO2 Q/NCMCs Q/磷酸盐 折弯强度/Mpa 97.0 Z:14.0 X:13.2 117.5 40~110 介电常数 2.61 2.8 3.24 3.2~3.4 损耗角正切0.0016 0.008 0.004 0.007~0.008热导率 w/(m.k) 0.35 0.838(270℃) 1.1 / 2、氧化物基透波材料 虽然石英陶瓷具有优异的介电性能,但其也存在抗雨蚀性能、力学性能较差的缺点,为此人们通过各种增强方式来提高石英陶瓷材料的断裂韧性和可靠性。连续纤维增强陶瓷基复合材料具有强度高、韧性好、密度低等特点,因而收到了广泛关注。M.Favaloro等制备了三维石英纤维织物增强二氧化硅复合材料 AS-3DX,材料的介电常数为2.88,介电损耗为0.006(5.841GHz,25℃),国防科学技术大学宋阳曦采用溶胶-凝胶工艺,通过浓缩硅溶胶并引入手糊成型工艺和模压 工艺制备了二维石英纤维织物增强石英基(2DSiO2f/SiO2)复合材料,其介电常数为2.61~2.64,损耗角正切为0.0016~0.0019,热导率为0.35~0.37W/(m.k),由此可见,这类材料的透波性能优异,但热导率仍然偏高,高温性能有待改善。 2、磷酸盐基透波材料 磷酸盐基复合材料一般由布块或织物经磷酸盐溶液浸渍后加压固化而得。目前在航天透波材料领域获得应用的主要有硅质纤维增强磷酸铝、磷酸铬及磷酸铬铝复合材料。磷酸盐基复合材料具有耐高温、高强度、介电性能优异、抗氧化、
材料制备原理课程论文 题目陶瓷基复合材料的制备原理与工艺 学院材料科学与工程学院 专业班级 学生姓名 2012 年3 月28日
陶瓷基复合材料的制备原理与工艺 前言:科学技术的发展对材料提出了越来越高的要求,陶瓷基复合材料由于在破坏过程中表现出非脆性断裂特性,具有高可靠性,在新能源、国防军工、航空航天、交通运输等领域具有广阔的应用前景。 陶瓷基复合材料是在陶瓷基体中引入第二相材料,使之增强、增韧的多相材料,又称为多相复合陶瓷或复相陶瓷。陶瓷基复合材料是2O世纪8O年代逐渐发展起来的新型陶瓷材料,包括纤维(或晶须)增韧(或增强)陶瓷基复合材料、异相颗粒弥散强化复相陶瓷、原位生长陶瓷复合材料、梯度功能复合陶瓷及纳米陶瓷复合材料。其因具有耐高温、耐磨、抗高温蠕变、热导率低、热膨胀系数低、耐化学腐蚀、强度高、硬度大及介电、透波等特点,在有机材料基和金属材料基不能满足性能要求的工况下可以得到广泛应用,成为理想的高温结构材料。 连续纤维增强复合材料是以连续长纤维为增强材料,金属、陶瓷等为基体材料制备而成。金属基复合材料是以陶瓷等为增强材料,金属、轻合金等为基体材料而制备的。从20世纪60年代起各国都相继对金属基复合材料开展了大量的研究,因其具有高比强度、高比模量和低热膨胀系数等特点而被应用于航天航空及汽车工业。陶瓷材料具有熔点高、密度低、耐腐蚀、抗氧化和抗烧蚀等优异性能,被广泛用于航天航空、军事工业等特殊领域。但是陶瓷材料的脆性大、塑韧性差导致了其在使用过程中可靠性差,制约了它的应用范围。而纤维增强陶瓷基复合材料方面克服了陶瓷材料脆性断裂的缺点,另一方面保持了陶瓷本身的优点。 1陶瓷基复合材料的基本介绍和种类 虽然用于纤维增强陶瓷基复合材料的纤维种类较多.但迄今为止,能够真正实用的纤维种类并不多一现简要介绍如下: 第一类为氧化铝系列(包括莫来石)纤维一这类纤维的高温抗氧化性能优良,有可能用于14000C以上的高温环境.但目前作为FRCMCS的增强材料主要存在以下两个问题:一是高温下晶体相变、晶粒粗化以及玻璃相的蠕变导致纤维的高温强度下降;二是在高温成型和使用过程中,氧化物纤维易与陶瓷基体(尤其足氧化物陶瓷)形成强结合的界面,导致FRCMCS 的脆性破坏,丧失了纤维的补强增韧作用。 第二类为碳化硅系列纤维目前制备碳化硅纤维的方法主要有两种:一足化学气相沉积法(CVD):用这种方法制备的碳化硅纤维,其高温性能好,但由于直径太大(大于100um),不利于制备形状复杂的FRCMCS构件,且价格昂贵,因而其应用受到很大限制。二足有机聚合物先驱体转化法。在这种方法制备的纤维中,最典型的例子是日本碳公司生产的Nicalon 和Tyranno等纤维。这种纤维的共同特点是,纤维中不同程度地含有氧和游离碳杂质,从而影响纤维的高温性能。最近,H本碳公司生产的低含氧量碳化硅纤维(Hi.Nicalon)具有较好的高温稳定性,其强度在1500~1600℃温度下变化不大。 第三类为氮化硅系列纤维。它们实际卜是由Si、N、C和0等组成的复相陶瓷纤维,现已有商品出售。这类纤维也是通过有机聚合物先驱体转化法制备的,日前也存存着与先驱体碳化硅纤维同样的问题,因而其性能与先驱体碳化硅纤维相近。 第四类为碳纤维。碳纤维已有三十余年的发展历史,它是目前开发得最成熟,性能最好的纤维之一,已被广泛用作复合材料的增强材料。其高温性能非常好,在惰性气氛中,2000~C
陶瓷基复合材料的发展现状和最新进展The Development Status and Recent Research Progress of Ceramic-Matrix Composite Materials 学生姓名: 学生学号: 指导教师: 所在院系: 所学专业: 南京理工大学 中国·南京 2015年11月
摘要综述了陶瓷基复合材料(CMC)在近年来的研究进展,就陶瓷的增强增韧机 理、复合材料的制备工艺作了较全面的介绍,综述了先驱体浸渍裂解(PIP)反应熔体浸渗(RMI)化学气相渗透(CVI)泥浆法(SI)等工艺的最新研究进展,并对CMC的应用和未来发展进行了展望。 关键词复合材料;陶瓷基;增强增韧;制备工艺;应用;未来发展 Abstract The studying situation of ceramic matrix composites(CMC) in the lately years is reviewed in this paper.The strengthening and toughening mechanism,selection of matrix and reinforced materials and preparation techniques are introduced comprehensively,and then progresses of several preparation processes such as PIP,RMI,CVI,and SI are discussed.Also,the application prospects of future development of CMC are looked forward. Keywords composites; ceramic matrix; strengthening and toughening; preparation technique;application; future development 1971年,Avesto首次提出陶瓷基复合材料的概念[1]。众所周知,陶瓷基复合材料不是传统意义上的陶瓷,陶瓷基复合材料是以陶瓷为基体与各种纤维复合的一类复合材料。陶瓷基体可为氮化硅、碳化硅等高温结构陶瓷。它的主要基体有玻璃陶瓷、氧化铝、氮化硅等,这些先进陶瓷具有耐高温、高强度和刚度、相对重量较轻、高耐腐蚀性、低线胀系数、隔热性好及低密度等优异性能,而且资源也比较丰富,有广泛的应用前景[2]。但由于陶瓷材料本身脆性的弱点,作结构材料使用时缺乏足够的可靠性。因而,改善陶瓷材料的脆性已成为陶瓷材料领域亟待解决的问题之一。CMC就是通过颗粒弥散增韧和纤维及晶须增韧等来改善陶瓷材料的力学性能,特别是脆性。因而开发CMC已成为改善陶瓷脆性的主要手段,受到各国的高度重视和广泛研究。 1 CMC的增韧机理 目前看来,陶瓷的增韧机理虽然很多,且众说纷纭,但总体而言大致可有如下四种类型:①相变增韧(transformation toughening);②延性相增韧(toughening by ductile phases);③脆性纤维和晶须增韧(toughening by brittle fibers and whiskers);④微裂纹增韧(microcrack toug hening)。 相变增韧的机理是在应力场的作用下,由分散相的相变产生应力场,抵消外加应力,阻止裂纹扩展达到增韧目的。延性相增韧主要是指粒子强化和弥散强化,通过第2相粒子的加入,一方面对某些延性相粒子,它可以在外力作用下产生一定塑性变形或者沿着晶面滑移产生蠕变来缓解应力集中;另一方面由于第二相粒子与基体粒子之间弹性模量和线胀系数的差异,在烧结过程冷却阶段存在一定温差,因而在坯体内部产生径向张应力和切向压应力,这种应力与外应力发生相互作用,使裂纹前进方向发生偏转、绕道,从而提高材料的抗断能力,达到增韧目的[3]。 纤维和晶须增韧的机理如图1[4]所示,其作用原理有以下几步:(1)负荷传递:要求(E f / E m)>2(E为弹性模量,同时要求纤维与基体间有较强界面来帮助负荷从基体转移到纤维);(2)基体预应力:如果αf>αm,则压缩应力能够产生,界面压缩力增加了纤维/基
河南农业大学机电工程学院《非金属材料》课程论文 陶瓷基复合材料 姓名: 学号: 专业班级: 论文方向: 任课教师:
陶瓷基复合材料 摘要:陶瓷基复合材料是以陶瓷为基体与各种纤维复合的一类复合材料。陶瓷基体可为氮化硅、碳化硅等高温结构陶瓷。这些先进陶瓷具有耐高温、高强度和刚度、相对重量较轻、抗腐蚀等优异性能,而其致命的弱点是具有脆性,处于应力状态时,会产生裂纹,甚至断裂导致材料失效。而采用高强度、高弹性的纤维与基体复合,则是提高陶瓷韧性和可靠性的一个有效的方法。纤维能阻止裂纹的扩展,从而得到有优良韧性的纤维增强陶瓷基复合材料。 陶瓷基复合材料具有优异的耐高温性能,主要用作高温及耐磨制品。其最高使用温度主要取决于基体特征。陶瓷基复合材料已实用化或即将实用化的领域有刀具、滑动构件、发动机制件、能源构件等。法国已将长纤维增强碳化硅复合材料应用于制造高速列车的制动件,显示出优异的摩擦磨损特性,取得满意的使用效果。 正文: 陶瓷基复合材料已实用化或即将实用化的领域有刀具、滑动构件、发动机制件、能源构件等。法国已将长纤维增强碳化硅复合材料应用于制造高速列车的制动件,显示出优异的摩擦磨损特性,取得满意的使用效果。 连续纤维补强陶瓷基复合材料(简称CFCC)是将耐高温的纤维植入陶瓷基体中形成的一种高性能复合材料。由于其具有高强度和高韧性,特别是具有与普通陶瓷不同的非失效性断裂方式,使其受到世界各国的极大关注。连续纤维增强陶瓷基复合材料已经开始在航天航空、国防等领域得到广泛应用。20世纪70年代初,J Aveston[2]在连续纤维增强聚合物基复合材料和纤维增强金属基复合材料研究基础上,首次提出纤维增强陶瓷基复合材料的概念,为高性能陶瓷材料的研究与开发开辟了一个方向。随着纤维制备技术和其它相关技术的进步,人们逐步开发出制备这类材料的有效方法,使得纤维增强陶瓷基复合材料的制备技术日渐成熟。20多年来,世界各国特别是欧美以及日本等对纤维增强陶瓷基复合材料的制备工艺和增强理论进行了大量的研究,取得了许多重要的成果,有的已经达到实用化水平。如法国生产的“Cerasep”可作为“Rafale”战斗机的喷气发动机和“Hermes”航天飞机的部件和内燃机的部件[4];SiO2纤维增强SiO2复合材料已用作“哥伦比亚号”和“挑战者号”航天飞机的隔热瓦[5]。由于纤维增强