审核
标记处数更改文件号签字批准
版本号文件编号
共4页I
PFTQ-RJS-013-J02第1页湖北帕菲特工程机械有限公司
公司标准 3.2.7锥度和尺寸超差:切削深度控制不准,车刀刀尖与工件轴线没对准,尾座偏移有误差。
3.3.1对于粗糙的加工表面,不能使用精密量具,为了保护量具的测量面。
3.3.2使用精密量具测量工件时,不能强行卡入工件。
3.3.2使用千分表测量工件时,应先将测量头提起,绝对不能将工件强推到测量头之下。
3.3.2使用杠杆式卡规时,测量前应先按退让按钮,然后进入测量位置。
3.3.2保管水平仪时,测量面上应擦净并涂以适量防锈油,使用时应谨防碰撞或拉毛测量面。
3.3.2在使用新型量具前,应仔细阅读有关说明书或要遵守有关规定,切忌胡乱摆弄或盲目使用。
的粗糙度要求,选取较小的进给量,最后在保证刀具耐用度的前提下,尽可能选取较高的切削速度。 ★3.8质量标准:
①零件孔径或轴套内径尺寸图纸有公差要求按图纸要求执行,没有要求孔径公差为+0.7
+0.2mm;
②轴类零件外径尺寸图纸有公差要求按图纸要求执行,没有要求外径尺寸公差为-0.1
-0.3mm;
③加工零件长度尺寸图纸有公差要求按图纸要求执行,没有要求长度尺寸公差为±0.5mm; ④沉孔和攻丝深度尺寸图纸有公差要求按图纸要求执行,没有要求孔径公差为+3
0mm;
⑤加工面粗糙度图纸有要求按图纸要求执行,没有要求的加工面按粗糙度6.3执行;
⑥加工零件◎图纸有公差要求按图纸要求执行,没有要求的◎按粗糙度0.3执行;
车床工序作业指导书 3.5车床常用刀具:90°硬质合金刀、45°硬质合金刀、镗刀、螺纹刀、切断刀、中心钻、直柄钻头、锥柄钻头、丝锥、扳牙等
3.2.8端面垂直度和平面度超差:主轴轴向窜动,调整主轴承,消除轴肩端面跳动。床鞍导轨上下不垂直,引起端面凹凸,修刮床鞍上导轨,调整中拖板镶条间隙。
3.3量具:常用量具有游标卡尺、千分尺、量块、塞规和卡规等。常用精密量具在维护保养中,应注意事项:
3.4车床常用装夹和辅具:三爪自定心卡盘装夹、四爪单动卡盘装夹、花盘角铁装夹、内外拔顶尖拔顶、中 心架、跟刀架、双卡盘装夹、锥柄钻套、钻夹等。
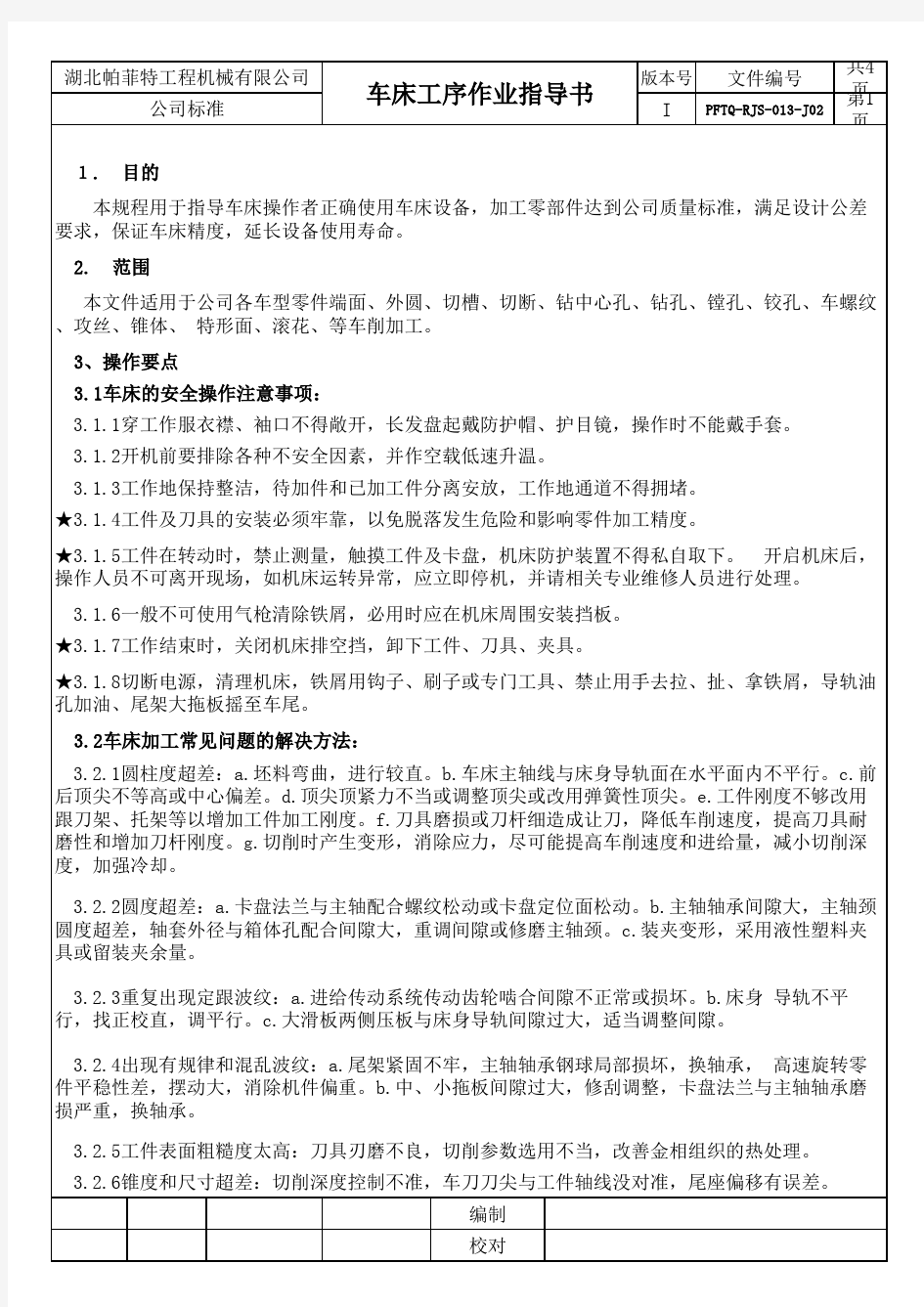
★3.6根据零件加工情况选择合
适车削速度,加工零件直径与
车削速度成反比,转速与切削
速度关系参考(图一)。
3.6.1粗加工时切削用量的选择
原则:首先选取尽可能大的背吃刀量,其次根据机床动力和刚性
的限制条件等,选取尽可能大的进给量,最后根据刀具耐用度确
定最佳的切削速度。
3.6.2精加工时切削用量的选择
原则:首先根据粗加工后的余量
确定背吃刀量,其次根据加工表
面图一
编制
校对
审核
标记处数更改文件号签字批准
版本号文件编号共4页I
PFTQ-RJS-013-J02第3页湖北帕菲特工程机械有限公司
公司标准
⑦加工零件轮廓符合图纸要求; ⑧其它尺寸偏差±1mm,其它特殊要求按图纸要求执行;
车床工序作业指导书 4、装夹车刀、工件
4.1装夹车刀几个注意事项:
4.2刀具的选择、刀尖高度调整:
★4.2.3螺纹车刀刀尖的平分线应与工件中心线垂直。
4.3工件的装夹:
4.3.2用四爪单动卡盘、花盘、弯板等装夹不规则偏重工件时,必须 加配重;
4.3.3在顶尖间加工轴类工件时,车削前要调整尾座顶尖中心,使其 与车床主轴中心重合;
4.3.1用三爪自定心卡盘装夹工件进行粗车或精车时,若工件直径小 30mm,其悬伸长度应不大于直径的3倍,过长时可根据需要选择使用顶尖;
4.3.4在顶尖间加工轴类工件时,应使用跟刀架或中心架。在加工过 程中要注意调整顶尖的顶紧4.2.1刀具的选择要适应工件材料加工。一般情况下(YG)类刀具适用于加工脆性材料(如铸铁等)和有色金属。 (YT)类刀具适用于塑性材料加工(如钢件)。而高速钢刀具常用于加工一些冲击较大、形状不规则的工件,也常作为精加工刀具;
4.2.3当微调刀尖高度时,不需要调整垫片高度,只需把刀具的前、后螺栓进行适当的松、紧,就可以使刀尖严 格的对准中心高度了;
4.1.1(如图二)车刀伸出长度要适中,伸出长度约为
刀柄厚度的2倍,加工时能看到刀尖车削为佳;
4.1.2(如图二)车刀下的垫片要平整和规范,切忌长
短不一,垫片要与刀杆平齐且装夹时数量尽可能少;
4.1.3安装车刀时刀尖应与车床主轴中心线等高。车刀
高于主轴中心线会造成啃刀等现象,车刀低于主轴4.2.2(如图二)调整刀尖高低可设定一个基准来参照,如根据顶尖位置,图四所示的高度作为基准调整刀尖的高低。也可 以用测量高度等方法来调节刀具;
中心线 会造成切削不顺利,切削不易排出,随着切不断加深从而抬起工件出现啃刀和刀尖崩碎等现象;
★4.2.3刀尖高度高低要点:① 在下列情况下,刀尖一般应与工件中心线等高;车端面,车园锥面,车螺纹,成型车削,切断实心工件;② 在下列情况下,刀尖一般应与工件中心线稍高或等高:粗车一般外园,精车内孔;③ 在下列情况下,刀尖一般应与工件中心线稍低:粗车孔,切断空心工件;
图二