专业英语
项目作业
指导教师
班级
姓名
学号
齐齐哈尔工程学院电气工程及其自动化专业
2016年12月29日
基于PLC的锅炉燃烧控制系统
1 引言
燃烧控制系统是电厂锅炉的主控系统,主要包括燃料控制系统、风量控制系统、炉膛压力控制系统。目前大部分电厂的锅炉燃烧控制系统仍然采用PID控制。燃烧控制系统由主蒸汽压力控制和燃烧率控制组成串级控制系统,其中燃烧率控制由燃料量控制、送风量控制、引风量控制构成,各个子控制系统分别通过不同的测量、控制手段来保证经济燃烧和安全燃烧。
2 控制方案
锅炉燃烧自动控制系统的基本任务是使燃料燃烧所提供的热量适应外界对锅炉输出的蒸汽负荷的要求,同时还要保证锅炉安全经济运行。一台锅炉的燃料量、送风量和引风量三者的控制任务是不可分开的,可以用三个控制器控制这三个控制变量,但彼此之间应互相协调,才能可靠工作。对给定出水温度的情况,则需要调节鼓风量与给煤量的比例,使锅炉运行在最佳燃烧状态。同时应使炉膛内存在一定的负压,以维持锅炉热效率、避免炉膛过热向外喷火,保证了人员的安全和环境卫生。
2.1 控制系统总体框架设计
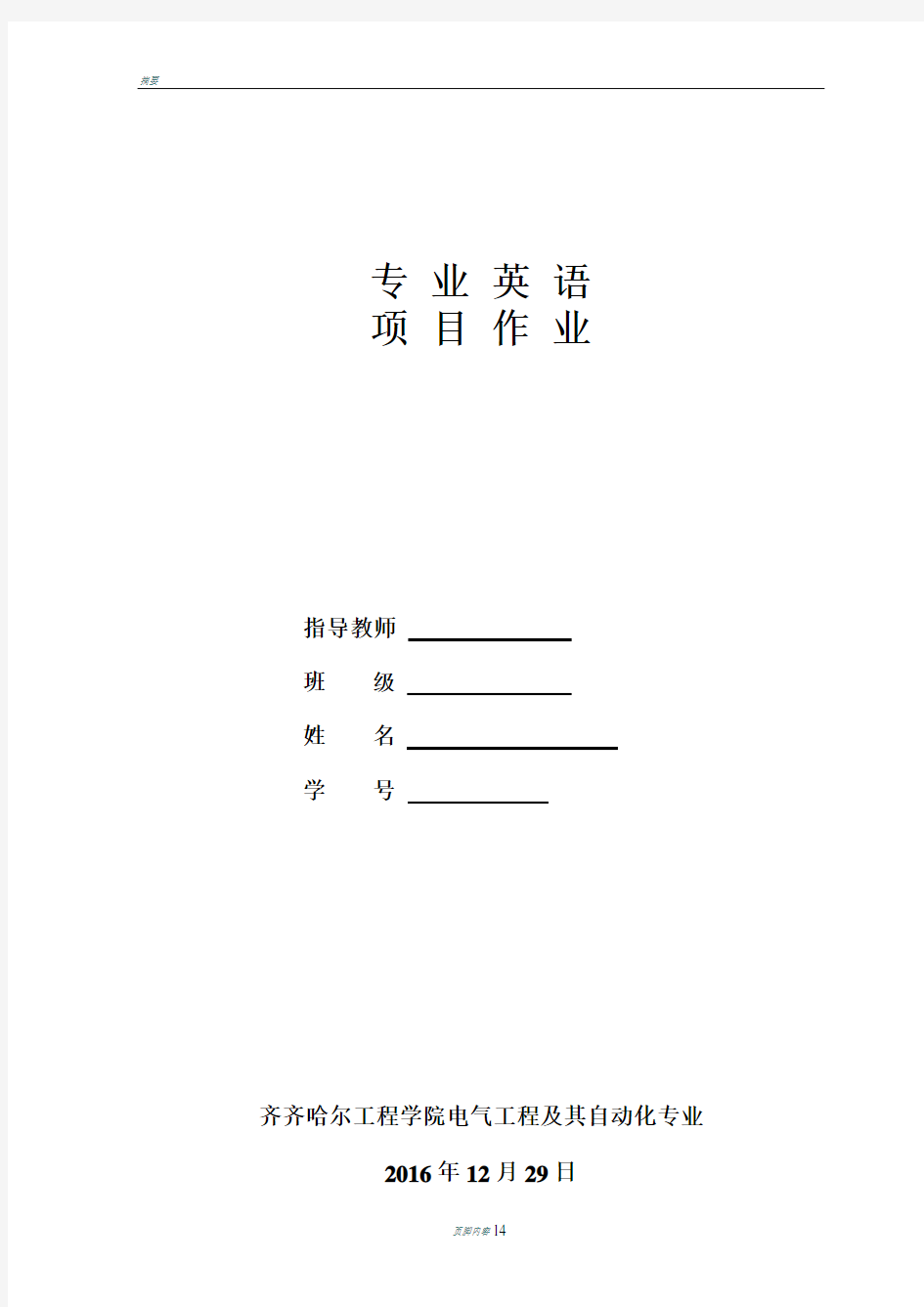
燃烧过程自动控制系统的方案,与锅炉设备的类型、运行方式及控制要求有关,对不同的情况与要求,控制系统的设计方案不一样。将单元机组燃烧过程被控对象看作是一个多变量系统,设计控制系统时,充分考虑工程实际问题,既保证符合运行人员的操作习惯,又要最大限度的实施燃烧优化控制。控制系统的总体框架如图1所示。
图1单元机组燃烧过程控制原理图1
1徐亚飞,温箱温度PID与预测控测控制.2004,28(4):554-5572
P为机组负荷热量信号。控制系统包括:滑压运行主汽压力设定值计算模块(由热力系统实验获得数据,再拟合成可用DCS折线功能块实现的曲线)、负荷—送风量模糊计算模块、主蒸汽压力控制系统和送、引风控制系统等。主蒸汽压力控制系统采用常规串级PID控制结构。
2.2 燃料量控制系统
当外界对锅炉蒸汽负荷的要求变化时,必须相应的改变锅炉燃烧的燃料量。燃料量控制是锅炉控制中最基本也是最主要的一个系统。因为给煤量的多少既影响主汽压力,也影响送、引风量的控制,还影响到汽包中蒸汽蒸发量及汽温等参数,所以燃料量控制对锅炉运行有重大影响。燃料控制可用图2简单表示。
图2 燃料量控制策略
其中:NB为锅炉负荷要求;B为燃料量;F(x)为执行机构。
设置燃料量控制子系统的目的之一就是利用它来消除燃料侧内部的自发扰动,改善系统的调节品质。另外,由于大型机组容量大,各部分之间联系密切,相互影响不可忽略。特别是燃料品种的变化、投入的燃料供给装置的台数不同等因素都会给控制系统带来影响。燃料量控制子系统的设置也为解决这些问题提供了手段。
2.3 送风量控制系统
为了实现经济燃烧,当燃料量改变时,必须相应的改变送风量,使送风量与燃料量相适应。燃料量与送风量的关系见图3。2
刘官敏,温箱温度PID与预测控测控制.2004,28(4):554-5572
图3 燃料量与送风量关系
燃烧过程的经济与否可以通过剩余空气系数是否合适来衡量,过剩空气系数通常用烟气的含氧量来间接表示。实现经济燃烧最基本的方法是使风量与燃料量成一定的比例。
送风量控制子系统的任务就是使锅炉的送风量与燃料量相协调,可以达到锅炉的最高热效率,保证机组的经济性,但由于锅炉的热效率不能直接测量,故通常通过一些间接的方法来达到目的。如图4所示,以实测的燃料量B作为送风量调节器的给定值,使送风量V和燃料量B成一定的比例。
图4 燃料量空气调节系统
在稳态时,系统可保证燃料量和送风量间满足
选择v
α
使送风量略大于B完全燃烧所需要的理论空气量。这个系统的优点是实现简单,可以消除来自负荷侧和燃料侧的各种扰动。
2.4 引风量控制系统
为了保持炉膛压力在要求的范围内,引风量必须与送风量相适应。炉膛压力的高低也关系着锅炉的安全和经济运行。炉膛压力过低会使大量的冷风漏入炉膛,将会增大引风机的负荷和排烟损失,炉膛压力太低甚至会引起内爆;反之炉膛压力高且高出大气压力的时候,会使火焰和烟气冒出,不仅影响环境卫生,甚至可能影响设备和人生安全。引风量控制子系统的任务是保证一定的炉膛负压力,且炉膛负压必须控制在允许范围内,一般在-20Pa左右。3
3高国章,温箱温度PID与预测控测控制.2004,28(4):554-5572
v
B V
α
=
控制炉膛负压的手段是调节引风机的引风量,其主要的外部扰动是送风量。作为调节对象,炉膛烟道的惯性很小,无论在内扰和外扰下,都近似一个比例环节。一般采用单回路调节系统并加以前馈的方法进行控制,如图5所示。
图5 引风量控制子系统
图中Ts为炉膛负压给定值,S为实测的炉膛负压,Q为引风量,V为送风量。由于炉膛负压实际上决定于送风量和引风量的平衡,故利用送风量作为前馈信号,以改善系统的调节性能。另外,由于调节对象相当于一个比例环节,被调量反应过于灵敏,为了防止小幅度偏差引起引风机挡板的频繁动作,可设置调节器的比例带自动修正环节,使得在小偏差时增大调节器的比例带。对于负压S的测量信号,也需进行低通滤波,以抑制测量值的剧烈波动。
3系统硬件配置
在锅炉燃烧过程中,用常规仪表进行控制,存在滞后、间歇调节、烟气中氧含量超过给定值、低负荷和烟气温度过低等问题。采用PLC对锅炉进行控制时,由于它的运算速度快、精度高、准确可靠,可适应复杂的、难于处理的控制系统。因而,可以解决以上由常规仪表控制难以解决的问题。所选择的PLC系统要求具有较强的兼容性,可用最小的投资使系统建成及运转;其次,当设计的自动化系统要有所改变时,不需要重新编程,对输入、输出系统不需要再重新接线,不须重新培训人员,就可使PLC系统升级;最后,系统性能较高。硬件结构图如图6所示。
图6 硬件结构图4
4曾贵娥,邱丽,石油化工自动化,2005,7(4):89-91
根据系统的要求,选取西门子PLCS7-200 CPU226 作为控制核心,同时还扩展了2个EM231
模拟量输入模块和1个CP243-1以太网模块。CPU226的I/O点数是2416,这样完全可以满足系
统的要求。同时,选用了EM231模块,它是AD转换模块,具有4个模拟量输入,12位A/D,其s ,温度传感器、压力传感器、流量传感器以及含氧检测传感器的输出信号经过调采样速度25
理和放大处理后,成为0~5V的标准信号,EM231模块自动完成A/D转换。
S7-200的PPI接口的物理特性为RS-485,可在PPI、MPI和自由通讯口方式下工作。为实现PLC与上位机的通讯提供了多种选择。
为实现人机对话功能,如系统状态以及变量图形显示、参数修改等,还扩展了一块Eview500系列的触摸显示屏,操作控制简单、方便,可用于设置系统参数,显示锅炉温度等。还有一个以太网模块CP243-1,其作用是可以让S7-200直接连入以太网,通过以太网进行远距离交换数据,与其他的S7-200进行数据传输,通信基于TCP,安装方便、简单。
4 系统软件设计
控制程序采用STEP7-Micro Win软件以梯形图方式编写,其软件框图如图7所示。
图7 软件主框图
S7-200PLC给出了一条PID指令,这样省去了复杂的PID算法编程过程,大大方便了用户的使用。使用PID指令有以下要点和经验:
(1)比例系数和积分时间常数的确定。应根据经验值和反复调试确定。
(2)调节量、给定量、输出量等参数的标准归一化转换。
(3)按正确顺序填写PID回路参数表(LOOP TABLE),分配好各参数地址。5
朱学峰.PID控制器参数整定方法的仿真与实验研究
5 结束语
单元机组燃烧过程控制系统在某火电厂发电机组锅炉协调控制系统中投入使用。实际运行情况表明:由于引入负荷模糊前馈,使得锅炉燃烧控制系统作为协调控制的子系统,跟随机组负荷变化的能力显著提高,风煤比能够在静态和动态过程中保持一致;送、引风控制系统在逻辑控制系统的配合下运行的平稳性和安全性提高,炉膛负压波动减小,满足了运行的要求;在机组负荷不变时,锅炉燃烧稳定,各被调参数动态偏差显著减少,实现了锅炉的优化燃烧;采用非线性PID 调节方式,解决了引风挡板的晃动问题。
采用西门子的PLC控制,不仅简化了系统,提高了设备的可靠性和稳定性,同时也大幅地提高了燃烧能的热效率。通过操作面板修改系统参数可以满足不同的工况要求,机组的各种信息,如工作状态、故障情况等可以声光报警及文字形式表示出来,主要控制参数(温度值)的实时变化情况以趋势图的形式记录显示,方便了设备的操作和维护,该系统通用性好、扩展性强,直观易操作。6
朱学峰.PID控制器参数整定方法的仿真与实验研究
THE PLC-BASED BOILER COMBUSTION CONTROL SYSTEM
1 Introduction
Combustion control system is the master of the power plant boiler system, which including a fuel control system, air flow control system, and furnace pressure control system. Most of the power plant boiler combustion control system is still using PID control. Combustion control system by the main steam pressure control and the burn rate control to form a cascade control system, in which the combustion rate control is controlled by the amount of fuel, air volume control, cited air volume control constitute. Each sub-control system is respectively, and through the different measurement can control methods to ensure economic burning combustion and safety.
2 The control program
Boiler burning the basic task of the automatic control system is to make fuel combustion, so that can provide heat to adapt to the requirements of the boiler output steam load. But it must to ensure the safe and economic operation of the boiler. A boiler fuel, air supply and bleed air volume control of the three tasks are not separate. These three control variables can be controlled with three controllers, but each other should be co-coordinated in order to work reliably. To set the water temperature, you need to adjust the blast volume and the proportion in the amount of coal to the boiler running at optimum combustion state. When the furnace memory at a certain negative pressure, it can maintain the boiler thermal efficiency and avoid the outward flame of the furnace overheated in order to ensure the safety of personnel and environmental hygiene.
2.1 The control system in the overall framework of design
Combustion process automatic control system the program and the type of boiler equipment, operation and control requirements, it related to the different circumstances and requirements. Unit power plant combustion process controlled object seen as a multivariable systems, design control system and fully consider the practical engineering problems. Both of them can ensure that operating personnel not only accustomed to the operation, but also to maximize the implementation of the combustion optimization. The overall framework of the control system is shown in Figure 1.
Figure 1 unit power plant combustion process control schematic P is the unit load heat signal. The control system includes: sliding pressure operation of the main team pressure setting value calculation module (obtained by the thermal system experimental data, fitted curve of the available DCS poly line function block), the load-air supply fuzzy calculation module, and the main steam pressure control system and sent as quoted in the air control system. The main steam pressure control system uses conventional cascade PID control structure.
2.2 The amount of fuel control system
When outside the requirements of the boiler steam load changes, it must be appropriate to change the amount of fuel burned by the boiler. The fuel control is a system boiler control the basic and important part. It also affects not only the main steam pressure to the amount of coal sent to lead the air flow control, also affects the steam evaporation and steam temperature and other parameters in the drum So the amount of fuel control have a major impact on boiler operation. Fuel control can be used in Figure 2.
Figure 2 the amount of fuel control strategy
Of which: NB the requirements for the boiler load; B is the amount of fuel; F (x) as the executing agency.
One of the purposes set the amount of fuel control subsystem is to use it to eliminate the fuel side of the internal spontaneous disturbance and improve the quality of regulation. In addition, due to the large capacity of the units, between the various parts closely linked and influence each other can not be ignored. In particular, changes in fuel type, and put into the fuel supply device and the number of different factors to the control system. The fuel control subsystem setting also provides the means to address these issues.
2.3 Air volume control system
In order to achieve economic combustion, when the amount of fuel changes, it must be appropriate to change the air flow, so that change the air supply and the amount of fuel. The relationship between the amount of fuel and air supply are shown in Figure 3.
Figure 3 the amount of fuel and air supply relationship
Combustion process in the economy whether or not is measured by the surplus air coefficient, excess air coefficient is usually indirect effects the oxygen content of the flue gas. The most basic economic combustion air volume and the amount of fuel must be in a certain proportion.
Air supply control subsystem task is to make the boiler air supply and fuel the amount of phase coordination, the boiler the highest thermal efficiency can be achieved, to ensure the unit economics, but the boiler thermal efficiency can not direct measurements, and therefore usually through some indirect methods to achieve purpose. Shown in Figure 4, measured the amount of fuel B as the air flow regulator for a given value, the air volume V and the amount of fuel B into a certain proportion.
Figure 4 the amount of fuel air-conditioning systems
In the steady state, the system can guarantee the amount of fuel and air supply to meet
v B V α= Select v α air volume is slightly larger than the theoretical air B complete combustion needs. The advantage of this system is simple; it can be eliminated from the load side and fuel side of the various disturbances.
2.4 Citation of air volume control system
The extent required in order maintaining the furnace pressure of the wind and the air supply to adapt Furnace pressure will also influence the level of security and economic operation of the boiler. Furnace pressure is too low to make a lot of cold air to leak into the furnace will increase the load and smoke damage induced draft fan, the furnace pressure is too low and may even cause the implosion; furnace pressure higher than atmospheric pressure, will The flames and smoke to emerge, not only a health hazard, and may even affect the equipment and life safety. Lead the task of the air volume control subsystem is to ensure that the furnace negative pressure, and vacuum furnace must be controlled within the allowable range, generally-20Pa .Means to control the furnace pressure and adjust the amount of induced draft fan, induced draft fan, its main external disturbance is the air supply. As a regulator of the inertia of the furnace flue, no matter, including interference
and outside interference are similar to a proportional component. Generally use a single loop controller system, plus the method of the feed forward control is shown in Figure 5
Figure 5 cited the air volume control subsystem
Furnace pressure and the figure for a given value, S is the measured furnace pressure and Q is the lead air volume, V is the air supply. Furnace pressure and actually determine the balance of air volume and the amount of the wind, the air flow as a feed forward signal to improve the regulation performance of the system. In addition, because the adjustment object is equivalent to a proportional component, was the amount of reaction is too sensitive, in order to prevent minor deviations caused by the frequent action of the induced draft fan baffle, you can set the ratio of the regulator with auto-correction link, making a small deviation increase regulator proportional band. S is measure signal for the negative pressure, and the need for low-pass filter to suppress the volatility of the measured value, the system hardware configuration.
Conventional instruments in the boiler combustion process control, lag, intermittent adjustment, the oxygen content in the flue gas exceeds a given value, low load and low flue gas temperature. Adopts PLC to control the boiler, due to its fast computing speed, high precision, accurate and reliable, can be adapted to the complex and difficult to deal with the control system. Thus, you can solve a difficult problem to solve the above control by conventional instruments. The selected PLC system requires a strong compatibility with minimum investment in the system to the completion and operation. Secondly, when the design automation system to change does not require re-programming, input and output system does not require. The wiring does not need to re-train of personnel, would enable the PLC system upgrade. Finally, higher system is performance. The hardware structure is shown in Figure 6.
.
Figure 6 hardware structure
According to the requirements of the system, select Siemens PLCS7-200 CPU226 as control core, and it also extends the two EM231 Analog Input Modules and a CP243-1 Ethernet module. The CPU226 I/O point is 2416, so that fully meet the requirements of the system. At the same time, the choice of the EM231 module, which is the A/D converter module has four analog inputs 12 A/D, its sampling rate of 25μs, temperature sensors, pressure sensors, flow sensors and oxygen detection sensor output signal conditioning and amplification processing become the standard signal of 0~5V, the EM231 module automatically complete the A/D converter.
The physical characteristics of the S7-200 PPI interface RS-485 can work in the PPI, MPI, and free communication port mode. It provides a variety of options for communication between PC and PLC.
For the realization of the man-machine dialogue function, such as system status and variable graphics, parameter changes, etc., but also extends a Eview500 series of touch screen, simple, convenient operation control, can be used to set system parameters, display the boiler temperature. There is an Ethernet module CP243-1, whose role is to allow the S7-200 directly connected to Ethernet via Ethernet long-distance exchange data with other S7-200 for data transmission, communication based on TCPIP easy to install, simple.
3 system software design
Control procedures using the STEP 7-Micro Win Software, ladder way to write its software block diagram shown in Figure 7.
Figure 7 the main block diagram software
S7-200PLC given to a PID instruction, thus eliminating the need for complex PID algorithm programming process, which is the greatly facilitates the use of the user. Using the PID instruction has the following main points and experience:
①The scale factor and the integration time constant. Should be determined based on experience and repeated debugging.
②Adjust the volume, normalized to the quantitative output parameters of the standard conversion.
③Fill in the correct order of the PID loop parameter table (LOOP TABLE), allocated to each parameter address.
4 Conclusions
Unit power plant combustion process control system is put into use in a thermal power plant generating units boiler coordinated control system. The actual operation: fuzzy feed-forward due to the introduction of the load, the boiler combustion control system as a coordination and control subsystem, the ability to follow the unit load changes significantly improve the oxy-acetylene ratio consistent with the static and dynamic process; to send the wind improve the control system logic control system with the smooth running and safety, the furnace pressure and reduce the fluctuations, to meet the demands of the run; constant of the unit load, boiler combustion stability, each tune the parameters of dynamic deviation significantly reduce the achieve the optimization of combustion of
the boiler; nonlinear PID regulation to solve the shaking of the wind baffle.
Siemens PLC control, not only simplifies the system, improve equipment reliability and stability, but also significantly improve the thermal efficiency of the combustion energy. Real-time changes in different conditions require the operator panel to modify the system parameters to meet a variety of information of the unit, such as work status, fault conditions can be audible and visual alarm and text form, the main control parameters (temperature) to the trend graph in the form of records to facilitate the operation and maintenance of equipment, the system versatility, scalability, intuitive and easy to operate.
xxx工业有限责任公司 锅炉房3台10T蒸汽锅炉自控系统 控 制 方 案 xxxx电气系统
一:概述 xxxx电气是暖通、供暖节能、锅炉、热能设备等领域自动化控制的高科技股份制公司,是国最大的锅炉电脑控制器厂家。 xx公司于1995年在全国率先推出锅炉电脑控制器,至今已发展到全系列燃煤、燃油(气)和电热锅炉的电脑控制、PLC控制、小型和大型DCS控制和供暖节能控制,控制锅炉的吨位达到150t/h,并且始终保持技术领先地位。目前xx公司产品已遍布全国,部分出口国外,近1000家国锅炉厂和11家外资锅炉厂配套使用,已成为我国锅炉控制的主流产品和著名品牌,是中国锅炉行业“工业锅炉控制标准”起草单位。 公司资质: 中国锅炉行业“工业锅炉控制标准”起草单位 省级高新技术企业 国家级高新区企业 计算机软件企业 中国锅炉行业协会团体会员 二、控制对象和设备 10T燃油气两用饱和蒸汽锅炉3台,每台包括: ●程控器外置式燃烧器1台;风机功率12KW, ●给水泵2台,功率15kw(一主一备); ●循环泵 ●节能泵 由上述设备组成锅炉补水及蒸汽负荷输出系统。 三、关于标准 1、目前尚无锅炉控制器的国家标准或行业标准,我公司执行的是xxxx公司企业标准Q/3201RTG01-2000,是 目前国唯一具有企业标准的锅炉电脑控制厂家。 2、我国工业锅炉控制装置的行业标准正在制定中,我公司为该标准的第一起草单位。 3、本控制方案依照国家有关标准和规程及xxxx公司企业标准编制,全面满足招标方要求。 四:系统设计原则 我方在进行本控制系统设计时,将严格遵循以下系统设计原则:
安全性原则:由于锅炉属于压力容器,而且工作环境比较恶劣,因此,控制系统首先要保证的就是锅炉系统运行的安全性,这是首要设计原则。为了达到安全的目的,在一次仪表和二次仪表的选型上,要严格遵循行业规,从根源上保证系统的安全。 可靠性原则:可靠性原则是针对控制系统的安全而言的,同样是为了保证锅炉的安全运行,在控制系统设计时,要注意控制的层次和相应层次的操作等级、权限。目前,国际上普遍认同的可靠控制系统分为三个等级:计算机上位监控子系统、实时控制子系统和就地强电手动操作子系统,本项目也将严格按这种方式来设计整体控制系统。 科学性原则:科学性原则是指控制系统中选用的一次、二次仪表、PLC等产品都属于目前国和国际上的主流产品,同时,控制系统的结构是合理的,具有行业针对性的。 先进性原则:先进性原则是指在系统科学设计和元器件经济合理的前提下,要尽量保证控制系统符合国际上自动化控制系统的发展方向,保证本控制系统在5-10年仍属于比较先进的锅炉控制系统。 五、控制方案 根据燃气锅炉的运行特点,锅炉控制系统控制采用小型分布式控制系统,本系统由一个工程师站,两个操作员站作为集中监控平台;S7-300作为锅炉及辅机控制系统,一次仪表信号分别送入PLC ,由PLC 经智能逻辑运算后驱动燃烧、循环泵等相关设备;上位系统一方面接收下位机上传的现场信号进行数据显示及报表和记录生成,另一方面,根据数据分析结果对下位机进行管理,实时监控锅炉系统运行以保证整个锅炉控制系统绝对安全可靠。拓扑图如下: 上位机: I/O数据处理、回路控制和顺序控制、完成面向过程的全部监测、调节和运算功能。包括温度、压力的显示、各种复杂调节和先进控制算法,各种电机的起停等控制,相关设备运行状态的监控及连锁保护等。 PLC柜:现场数据采集及简单处理、现场执行机构驱动。 操作员站及工程师站:工控机采用研华品牌,P4,512MB存,250G硬盘,DVD光驱,显示器采用22寸DELL 液晶显示器
; 济南铁道职业技术学院 电气工程系 毕业设计指导书 课题名称: 锅炉控制系统的组态设计《 专业电气自动化 班级电气0831 姓名 cmy ~ 设计日期至 指导教师 ly ? 2010、11
济南铁道职业技术学院电气工程系 毕业设计指导书 2010、11 一、设计课题: ! 锅炉控制系统的组态设计 锅炉设备是工业生产中典型的控制对象,而组态控制技术是当今自动化系统应用广泛的技术之一。本课题采用组态王组态软件设计上位机监控画面,实时监控液位参数,并采用实时趋势曲线显示液位的实时变化。由此组成一个简单的液位控制系统。 二、设计目的: 通过本课题的设计,培养学生利用组态软件、PLC设计控制系统的能力,理解、掌握工业中最常用的PID控制算法,有利于进一步加深《自动控制原理》、《组态软件》和《过程控制》等课程的理解,为今后工作打好基础。 三、设计内容: 掌握锅炉生产工艺,实现锅炉自动控制的手段,利用“组态王”软件做出上位机监控程序,具体有主监控画面、实时曲线、历史曲线;掌握PID参数调整方法。 — 四、设计要求及方法步骤: 1.设计要求: (1)监控系统要有主监控画面和各分系统的控制画面,包括实时曲线、历史曲线和报表等。 (2)各控制画面要有手/自动切换。
(3)掌握PID控制算法。 2.运用的相关知识 (1)组态控制技术。 (2)过程控制技术。 ~ 3.设计步骤: (1)熟悉、掌握锅炉的生产工艺。 (2)设计各分系统的控制方案。 (3)构思系统主监控画面和分画面,包括实时曲线、历史曲线和报表等。 (4)编写设计论文。 五、设计时间的安排: 熟悉题目、准备资料 1周 @ 锅炉控制系统的工艺了解 1周 监控画面的设计 2周 控制算法的编制和系统调试 3周 论文的编写 2周 准备毕业设计答辩 1周 六、成绩的考核 在规定时间内,学生完成全部的设计工作,包括相关资料的整理,然后提交给指导教师,指导教师审阅学生设计的全部资料并初步通过后,学生方可进入毕业答辩环节,若不符合设计要求,指导教师有权要求学生重做。 … 答辩时,设计者首先对自己的设计进行10分钟左右的讲解,然后进行答辩,时间一般为30分钟。 成绩根据学生平时的理论基础、设计水平、论文质量和答辩的情况综合考虑而定。 成绩按优秀、良好、中、及格、不及格五个等级进行评定。
标题:锅炉燃烧时时序控制工作原理现代内燃机动力装置的船舶上,辅助蒸汽锅炉(简称辅锅炉)是对水进行加热而产生蒸汽的设备。锅炉自动控制环节主要包括:水位自动调节、蒸汽压力自动控制、燃烧程序控制以及报警和保护环节。其中水位自动调节的任务是保证锅炉给水量适应蒸发量的变化,使水位波动不超过一定范围。允许变化范围是60—120mm,一般采用双位控制;燃烧过程的自动调节主要任务是使锅炉气压维持在规定值或规定之允许的的范围内,同时为了保证工作良好必须使供风量与供油量相适应;报警环节是为了在锅炉运行过程中为了达到安全、可靠、无人值班的目的,除了对锅炉水位与燃烧采用自动控制外还必须对各种危险工况采取安全保护措施。 燃烧程序自动控制辅助锅炉燃烧时序程序控制是指给锅炉一个起动信号后,能按时序的先后自动进行预扫风、预点火、喷油点火,点火成功后对锅炉进行预热,接着转入正常燃烧的负荷控制阶段。同时对锅炉的运行进行一系列的安全保护。辅助锅炉燃烧时序控制框图如图3-1所示。按下锅炉起动按钮后,自动起动姗烧油泵和鼓风机,关闭燃油电磁阀使ilk油在锅炉外面打循环,此时风门开得最大,以大风量进行预扫风,防止锅炉内残存的油气在点火时发生冷爆。预扫风的时间根据锅炉的结构形式不同而异,炉燃烧时序控制框图一般20s-60s。达到预扫风的时间自动关小风门,同时点火电极给出电火花进行预点火,时间为3秒左右。然后打开燃油电磁阀,或开大回油阀,或让一个油头喷油工作,即以小风量和少喷油进行点火。点火成功后维持一段时间低火燃烧即进入正常的负荷控制阶段。在预定的时间内若点火不成功,或风机失压,或中间熄火等现象发生,会自动停炉,待故障排除后按复位按钮方能重新起动锅炉。 炉燃烧时序控制框图一般20s-60s。达到预扫风的时间自动关小风门,同时点火电极给出电火花进行预点火,时间为3秒左右。然后打开燃油电磁阀,或开大回油阀,或让一个油头喷油工作,即以小风量和少喷油进行点火。点火成功后维持一段时间低火燃烧即进入正常的负荷控制阶段。在预定的时间内若点火不成功,或风机失压,或中间熄火等现象发生,会自动停炉,待故障排除后按复位按钮方能重新起动锅炉。
锅炉燃烧过程控制系统仿真 目的:通过该项目的训练,掌握串级控制、比值控制、前馈控制在锅炉燃烧过程控制系统的综合应用。 原理简述: 燃烧过程控制系统:燃油锅炉的燃烧过程控制主要由三个子系统构成:蒸汽压力控制系统、燃料空气比值控制系统以及炉膛负压控制系统。 1 、蒸汽压力控制和燃料空气比值控制系统 锅炉燃烧的目的是生产蒸汽供其他生产环节使用。一般生产过程中蒸汽的控制是通过压力实现的,后续环节对蒸汽的生产用量不同,反映在蒸汽锅炉环节就是蒸汽压力的波动。维持蒸汽压力恒定是保证生产正常进行的首要条件。 保证蒸汽压力恒定的主要手段是随着蒸汽压力波动及时调节燃烧产生的热量,而燃烧产生热量的调节是通过控制所供应的燃料量以及适当比例的助燃空气的控制实现的。 因此,蒸汽压力是最终被控制量,可以根据生成情况确定; 燃料量是根据蒸汽压力确定的;空气供应量根据空气量与燃料量的合理比值确定。 2 、炉膛负压控制系统 锅炉炉膛负压过小时,炉膛内的热烟、热气会外溢,造成热量损失,影响设备安全运行甚至会危及工作人员安全;当炉膛负压太大时,会增加燃料损失、热量损失和降低热效率。 使外部大量冷空气进入炉膛,改变燃料和空气比值,
控制方案: 某锅炉燃烧系统要求对系统进行蒸汽压力控制。本项目采用燃烧炉蒸汽压力控制和燃料空气比值控制系统,并辅以炉膛负压控制的方案,控制系统框图如图所示。 已知控制系统传递函数: 燃料流量系统的数学模型:G(s)=s e s 31 122-+
空气流量模型:G(s)=s e s 21102-+ 引风量与负压关系模型:G(s)=s e s -+156 送风量对负压的干扰模型:G(s)=122 +s 并取: 燃料流量至蒸汽压力关系约为:G(s)=4 蒸汽压力至燃料流量关系约为:G(s)=1/4 燃料流量与控制流量比值:G(s)=2 空气流量与燃料流量比值:G(s)=1 实现步骤: 1、系统稳定性分析 作出伯德图,如果相角裕度Pm>0°或幅值裕度Gm>1,表示系统稳定。 (1) 燃料流量系统数学模型:G(s)=s e s 31122-+的伯德图: 空气流量数学模型G(s)=s e s 21102 -+的伯德图:
DCS控制系统设计 一.被控对象: 图1 锅炉设备工艺 二.工艺要求 燃料和热空气按一定比例送入燃烧室燃烧,生成热量传递给蒸汽发生系统,产生饱和蒸汽Ds,然后经过热器,形成一定气温的过热蒸汽D,汇集至蒸汽母管。压力为Ph的过热蒸汽经负荷设备调节阀供给生产设备负荷用。与此同时,燃烧过程中产生的烟气,除将饱和蒸汽变成过热蒸汽外,还经省煤器预热锅炉给水和空气预热器预热空气,最后经引风机送往烟囱,排入大气。 三.DCS选型 本控制系统选择浙大中控Webfield JX-300XP系统。 四.硬件 ①控制站硬件 1.机柜:SP202 结构:拼装 尺寸:2100*800*600 ESD:防静电手腕 散热:两风扇散热 接地:工作接地,安全接地 2.机笼 电源机笼:四个电源模块,型号:XP521 I/O机笼:20个槽位,用于固定卡件 3.接线端子板 冗余端子板:XP520R 4.端子转接板 5.主控卡:XP243X 地址范围:2到127。 后备锂电池模块:JP2,保持参数不丢失。 6.数据转发卡:XP233
地址范围:0到15 7.I/O卡件 (a)I/O点数计算 Ⅰ.锅炉控制系统中数字量输入点数: 启动;停止;点火;手动关闭蒸汽阀 以上共计四个数字量输入。 Ⅱ.锅炉控制系统中数字量输出点数: 给风;1号风机;给燃料;2号风机;蒸汽阀 以上共计五个数字量输出。 Ⅲ.锅炉控制系统中模拟量输入点数: 汽包液位、温度、压力。 以上共有三个模拟量输入(为了使模拟信号可以远传,变送器均选择电压式)。 (b)卡件选择 Ⅰ.XP363:触点型开关量输入卡。8路输入,统一隔离。 Ⅱ.XP362:触点型开关量输出卡。8路输出,统一隔离。 Ⅲ.SP314X:电压信号输入卡。4 路输入,点点隔离,可冗余 Ⅳ.XP221:电源指示灯。 ②操作员站硬件 1.PC机: 显示器;主机;操作员键盘,鼠标;操作员站狗; 2.Windows XP操作系统 3.安装Advan Trol-Pro实时监控软件。 ③工程师站硬件 1.PC机 显示器;主机;工程师键盘,鼠标;工程师站狗 2.工程师站硬件可以取代操作员站硬件 3.Windows XP操作系统 4.安装Advan Trol-Pro实时监控软件 5.安装组态软件包 ④通信网络 (a)信息管理网 通讯介质:双绞线(星形连接),50Ω细同轴电缆、50Ω粗同轴电缆(总线形连接,带终端匹配器),光纤等; 通讯距离:最大 10km; 传输方式:曼彻斯特编码方式; (b)过程控制网络(SCnet Ⅱ网) 传输方式:曼彻斯特编码方式; 通讯控制:符合 TCP/IP 和 IEEE802.3 标准协议; 通讯速率:10Mbps; 节点容量:最多 15个控制站,32个操作站、工程师站或多功能站; 通讯介质:双绞线,50Ω细同轴电缆、50Ω粗同轴电缆、光缆;
发电厂燃煤锅炉燃烧控制系统设计 摘要 在热电厂中,以单位机组为控制对象有:锅炉汽包水位控制、燃烧过程控制以及过热蒸汽温度,过热蒸汽温度控制又包括过热蒸汽温度控制和再热蒸汽温度控制。其中,热电厂锅炉的燃烧控制对整个发电过程的安全性与经济性起着重要的作用,所以对它高效率的控制是现在热电厂的一个重要任务。 本文以一台工业控制机作为上位机,以西门子S7-300可编程控制机为下位机,系统通过变频器控制电机的启动,运行和调速。上位机监控采用WinCC设计,主要完成系统操作界面设计,实现系统启停控制,参数设定,报警联动,历史数据查询等功能。下位机控制程序采用西门子公司的STEP7编程软件设计,主要完成模拟量信号的处理,温度和压力信号的PID控制等功能,并接受上位机的控制指令以完成风机启停控制,参数设定,循环泵的控制和其余电动机的控制。 关键词:热电厂;锅炉燃烧;单片机;控制 Coal-fired power boilers burning single chip control system design Abstract Thermal power plant boiler combustion control plays an important role in security and economy of the entire power generation process, the control of its high efficiency thermal power plant is an important task. In this paper, the analysis and study of the entire combustion system,
锅炉燃烧控制系统 摘要 锅炉的燃烧控制对于锅炉的安全、高效运行和节能降耗都具有重要意义,其控制和管理随之要求也越来越高。本设计主要针对锅炉燃烧控制系统的工作原理,根据控制要求,设计了一套基于PLC的锅炉燃烧控制系统。 在控制算法上,综合运用了单回路控制、串级控制、比值控制、前馈控制等控制方式,实现了燃料量控制调节蒸汽压力、送风量控制调节烟气含氧量、引风量控制炉膛负压,并有效地克服了彼此的扰动,使整个系统稳定的运行。 在可编程控制器的选择上,采用了AB公司Logix5000系列PLC,设计了控制系统的硬件配置图、I/O模块接线图,并用其编程软件编写了实现控制算法的梯形图。同时,采用RSView32设计监控界面,使得在上位机上能够实时监控系统的运行状况并可以设置系统的工作参数,使对系统的控制简单易行。 关键词:锅炉燃烧控制系统,控制方式,PLC,监控
ABSTRACT The control of the boiler combustion which is for boilers safe, efficient operation and energy saving are of great significance, and its subsequent control and management is getting higher and higher requirements. According to the control requirements and the working principle, we design a system of a PLC based on the boiler combustion control system. In the control algorithm, we integratedly applied the single-loop control, cascade control, ratio control, feed-forward control and so on which is moded the control to achieve a fuel vapor pressure control regulator, air-conditioning of flue gas oxygen content control, citing the negative air volume control of the furnace pressure.It also effectively overcome the disturbance of each other, so that the operation of the entire system is stable. Choice in the programmable logic controller, we choose AB, Logix5000 series PLC, and applied it to the design of the control system hardware configuration diagram and I / O module wiring diagram. Then we use the preparation of its programming software control algorithm to achieve the ladder. At the same time, the use of RSView32 interface to design monitor makes PC can run real-time monitoring of system status and can set the system parameters, so that the system is easy to control. Keywords: boiler combustion control system, control, PLC ,supervisory control
锅炉温度控制系统设计方案 第1章绪论 1.1课题背景及研究的意义 锅炉是工业生产中最常用的能量转换设备之一,它通过转化燃料中的化学能或利用电能转化为能,成为人们广为依赖的采暖工具。在电锅炉中,利用电阻在通电流状态下发热的原理,通过对电流的大小的控制对温度的控制。由于电流易控制的特点,电锅炉在小型锅炉和精密控温的到使用者的青睐。但是,在大部分城市中,由于国家实行“西气东输”计划,燃气价格为普通人家所接受,经数据统计和计算,燃气锅炉更便宜,比电锅炉应用更受欢迎。 锅炉温度的稳定是锅炉性能的一项重要指标,温度过高和温度过低都会给锅炉的稳定运行和生产造成重大的的影响,甚至发生安全事故。温度过高,导致锅炉金属材料和相关部件的超温过热,加速管材金属氧化,降低锅炉和相关部件的使用寿命;温度过低,假定在保持锅炉蒸发量不变的情况下,锅炉的损耗将大幅上升,能源利用率因此下降,而且负荷也将受到限制。所以,限定锅炉在安全温度成为每一个温度控制系统的核心部分。 随着科技发展,人们对采暖方式和热水方式渐渐发生变化,家用燃气锅炉进入寻常百姓家,但是国燃气锅炉的开发与应用还处于较落后的阶段,市场上的大多数此类商品还是以国外为主,所以燃气锅炉依然有广大市场与研究价值。 本设计以家用燃气锅炉为研究目标,使用AT89C51单片机为控制核心组成温度控制系统,采用热电阻感应温度的变化,单片机实现收集数据、处理数据、发送控制命令的功能,从各方面详细的说明单片机在温度控制的应用。 1.2 温度传感技术 自工业时代以来,随着大型机械的出现和广泛应用,温度对机械工作性能的影响越来越被人们所重视,对温度的未知可能造成机械损坏或发生重大事故。于是温度传感器便应运而生。温度传感器用在生活的方方面面,从冶金行业到每一个人身边中的一部分,它已经随着时代的步伐在进步。 目前使用的较为先进的温度传感器是数字传感器。数字传感器的优点是不需要像传统方式一样加入转换部分,利用当今成熟的集成技术,在其部已经集成了感应温度系统和温度转换系统,尤其是它单端数据输出的功能,极大减少对主控
锅炉燃烧过程控制系统设计毕业论文
毕业论文 锅炉燃烧过程控制系统设计
毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。 作者签名:日期:
学位论文原创性声明 本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。本人完全意识到本声明的法律后果由本人承担。 作者签名:日期:年月日 学位论文版权使用授权书 本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。 涉密论文按学校规定处理。 作者签名:日期:年月日 导师签名:日期:年月日
学校 毕业论文 题目:辅锅炉燃烧模拟控制系统设计Auxiliary boiler combustion control system simulation 系别: 专业: 班级: 姓名: 学号: 指导教师: 2011年月日
目录 前言 (3) 摘要 (3) 1 可编程序控制器的基本特点 (4) 2系统设计要求 (5) 2.1水位控制 (5) 2.2燃烧程序自动控制 (5) 2.3蒸汽压力控制 (7) 2.4自动保护和报警 (7) 3控制部分的设计 (7) 3.1硬件设计 (8) 3.2控制部分的软件设计 (9) 一、控制系统流程图 (10) 二、时序图 (11) 三、控制程序 (12) 四、控制程序的说明 (15) 4 结束语 (16) 参考文献 (16)
前言 在内燃机动力装置的船舶上,锅炉是船舶的重要辅机设备,主要产生蒸汽用于加热燃油、主机暖缸、驱动辅助机械及生活杂用。当前船舶机舱自动化的要求越来越高,锅炉的自动控制在实现无人机舱中是必不可少的。但是目前我国船舶(特别在远洋渔船)上,虽有一定程度的自动化控制,但控制系统基本上是采用接触器—继电器系统, 系统线路复杂、可靠性差、维护工作量大。为改造船舶设备,改善船员劳动强度,提高生产效率, 采用可编程序控制器来实现锅炉的自动控制, 可以使线路简单、可靠性提高、维护方便且容易实现现场调试等。可编程序控制器控制系统的经济性能比高于接触器—继电器控制系统。 随着船舶技术的发展,船舶自动化的程度越来越高,而PLC因其可靠性高、运用灵活,在自动控制领域获得了广泛的应用。目前,在船舶自动化设备中,船舶电站自动化、分油机自动控制、锅炉自动控制等领域,都已成功地应用了可编程序控制器,相信随着市场的发展和技术的进步,PLC技术在船上会有更广阔的前景。 船舶辅锅炉是一个多输入、多输出且相互关联的复杂的控制对象,其实际操作必须遵循严格的步骤,在实习和教学环节中,实现每个人都进行实际操作有难度。因燃油运行成本且可能出现操作失误,会给实习和教学带来一定的困难和不安全因素。随着虚拟现实技术的产生,这些问题将逐步得到解决。以下将会用PLC设计一个辅锅炉模拟控制系统。 摘要 目前我国船舶自动化控制程度较低,控制系统基本上是采用接触器—继电器系统, 系统线路复杂、可靠性差、维护工作量大。为改造船舶设备,改善船员劳动强度,提高生产效率, 采用可编程序控制器来实现锅炉的自动控制, 可以使线路简单、可靠性提高、维护方便且容易实现现场调试等。随着船舶自动化的发展,PLC技术越来越多的在船舶中得到应用。本文分析了PLC的特点以及在船用辅锅炉自动控制系统的应用,主要应用在船用辅锅炉锅炉水位自动控制、蒸汽压力自动控制、燃烧程序的自动控制、保护与报警,使锅炉实现自动控制,逐渐达到无人机舱的目的。 本文主要包括以下几方面内容:一、介绍可编程序控制器(PLC)的基本特点,使人了解PLC工作原理及方式;二、说明该控制系统的设计要求,也就是本文用S7—200 PLC实现自动锅炉控制要达到的目的;三、是本文最重要的一环,系统自动控制的设计包括硬件和软件方面。
目录 1锅炉工艺简介 (1) 1.1锅炉的基本结构 (1) 1.2工艺流程 (2) 1.2煤粉制备常用系统 (3) 2 锅炉燃烧控制 (4) 2.1燃烧控制系统简介 (4) 2.2燃料控制 (4) 2.2.1燃料燃烧的调整 (4) 2.2.2燃烧调节的目的 (5) 2.2.3直吹式制粉系统锅炉的燃料量的调节 (6) 2.2.4影响炉内燃烧的因素 (7) 2.3锅炉燃烧的控制要求 (11) 2.3.1 锅炉汽压的调整 (11) 3锅炉燃烧控制系统设计 (14) 3.1锅炉燃烧系统蒸汽压力控制 (14) 3.1.1该方案采用串级控制来完成对锅炉蒸汽压力的控制 (14) 3.2燃烧过程中烟气氧含量闭环控制 (17) 3.2.1 锅炉的热效率 (18) 3.2.2反作用及控制阀的开闭形式选择 (20) 3.2.3 控制系统参数整定 (20) 3.3炉膛的负压控制与有关安全保护保护系统 (21) 3.3.1炉膛负压控制系统 (22) 3.3.2防止回火的连锁控制系统 (23) 3.3.3防止脱火的选择控制系统 (24) 3.4控制系统单元元件的选择(选型) (24) 3.4.1蒸汽压力变送器选择 (24) 3.4.2 燃料流量变送器的选用 (25) 4 DCS控制系统控制锅炉燃烧 (26) 4.1DCS集散控制系统 (26) 4.2基本构成 (28)
锅炉燃烧系统的控制 4.3锅炉自动燃烧控制系统 (31) 总结 (34) 致谢 (35) 参考文献 (36)
1锅炉工艺简介 1.1锅炉的基本结构 锅炉整体的结构包括锅炉本体和辅助设备两大部分。 1、锅炉本体 锅炉中的炉膛、锅筒、燃烧器、水冷壁、过热器、省煤器、空气预热器、构架和炉墙等主要部件构成生产蒸汽的核心部分,称为锅炉本体。锅炉本体中两个最主要的部件是炉膛和锅筒。 炉膛又称燃烧室,是供燃料燃烧的空间。将固体燃料放在炉排上进行火床燃烧的炉膛称为层燃炉,又称火床炉;将液体、气体或磨成粉状的固体燃料喷入火室燃烧的炉膛称为室燃炉,又称火室炉;空气将煤粒托起使其呈沸腾状态燃烧、适于燃烧劣质燃料的炉膛称为沸腾炉,又称流化床炉;利用空气流使煤粒高速旋转并强烈火烧的圆筒形炉膛称为旋风炉。炉膛的横截面一般为正方形或矩形。燃料在炉膛内燃烧形成火焰和高温烟气,所以炉膛四周的炉墙由耐高温材料和保温材料构成。在炉墙的内表面上常敷设水冷壁管,它既保护炉墙不致烧坏,又吸收火焰和高温烟气的大量辐射热。炉膛的结构、形状、容积和高度都要保证燃料充分燃烧,并使炉膛出口的烟气温度降低到熔渣开始凝结的温度以下。当炉内的温度超过灰熔点时,灰便呈熔融状态。熔融的灰渣颗粒在触及炉内水冷壁管或其他构件时会粘在上面。粘结的灰粒逐渐增多,遂形成渣块,称为结渣。结渣会降低锅炉受热面的传热效果。严重时会堵塞烟气流动的通道,影响锅炉的安全和经济运行。一般用炉膛容积热负荷和炉膛截面热负荷或炉排热负荷表示其燃烧强烈程度。炉膛容积热负荷是单位炉膛容积中每单位时间内释放的热量。在锅炉技术中常用炉膛容积热负荷来衡量炉膛大小是否恰当。容积热负荷过大,则表示炉膛容积过小,燃料在炉内的停留时间过短,不能保证燃料完全燃烧,使燃烧效率下降;同时这还表示炉墙面积过小,难以敷设足够的水冷壁管,结果炉内和炉膛出口处烟气温度过高,受热面容易发生结渣。室燃炉的炉膛截面热负荷是单位时间内单位炉膛横截面上燃料燃烧所释放的热量。在炉膛容积确定以后,炉膛截面热负荷过大会使局部区域的壁面温度过高而引起结渣。层燃炉的炉排热负荷是单位时间内燃料燃烧所释放的热量与炉排面积的比值。炉排热负荷过高会使飞灰大大增加。炉膛设计需要充分考虑使用燃料的特性。每台锅炉应尽量燃用原设计的燃料。燃用特性差别较大的燃料时,锅炉运行的经济性和可靠性都可能降低。 锅筒它是自然循环和多次强制循环锅炉中接受省煤器来的给水、联接循环回路,并向过热器输送饱和蒸汽的圆筒形容器。锅筒筒体由优质厚钢板制成,是锅炉中最重的部件之一。锅筒的主要功能是储水,进行汽水分离,在运行中排除锅水中的盐水和泥渣,
锅炉燃烧调整总结-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
#2 炉优化调整 机组稳定运行已有3个多月,但在调试结束后我厂#2机组在3月份前在满负荷时床温在960℃左右,总风量大,风机电流大,厂用电率居高不下,一直困扰着我们。通过三个月的分析、调整,近期床温整体回落,总结出主要原因有以下两点: 一、煤颗粒度的差异。前一段时间负荷300MW时床温高炉膛差压在1.5KPa,下部压力2.6KPa,近期炉膛差压在2.1KPa,下部压力3.6KPa,这说明锅炉外循环更好了,分离器能捕捉更多的物料返回炉膛,同时也减少了飞灰含碳量,否则小于1mm的煤粒份额太多分离器使分离效率下降,小于1mm细颗粒太多就烧成煤粉炉的样子,从而导致高床温细颗粒全给飞灰含碳量做贡献了,大于10mm煤粒太多就烧成鼓泡床了,导致水冷壁磨损加剧爆管、冷渣器不下渣和燃烧恶化等一系列问题,所以控制好入炉煤粒度(1—9mm)是保证燃烧的前提,当煤颗粒度不合适时只能通过加大风量使床温下降,在煤颗粒度不合适时加负荷一定要先把风量加起来,否则负荷在300MW时床温会上升到接近980℃,甚至会因床温高被迫在高负荷时解床温高MFT保护,如果处理不当造成结焦造成非停。所以循环流化床锅炉控制煤粒度是决定是否把锅炉烧成真正循环流化床最为重要的因素,可以说粒度问题解决了,锅炉90%的问题都解决了,国内目前最好的煤破碎系统为三级筛分两级破碎。 二、优化燃烧调整。3月份以来#2炉床温虽然整体下降,但仍不够理想,由于我厂AGC投入运行中加减负荷频繁,所以在负荷变
化时锅炉床温变化幅度较大,在最大出力和最小出力时床温相差接近200℃,不断的调整风煤配比使其达到最优燃烧工况,保证床温维持在850℃-900℃。负荷150MW时使总风量维持32万NM3/h左右,一次流化风量21万NM3/h,二次风量11万NM3/h左右,同时关小下二次风小风门(开度20%左右,减小密相区燃烧,提高床温)和开大上二次小风门(开度40%左右,增强稀相区燃烧,提高循环倍率),可使床温维持850℃左右,正常运行中低负荷时一次风量保证最小临界流化风量的前提下尽可能低可使床温维持高一点,以保证最佳炉内脱硫脱硝温度。负荷300MW时总风量维持62万NM3/h左右,一次风量27万NM3/h左右,二次风量35万NM3/h左右,同时开大下二次小风门(开度80%左右,增强密相区扰动,降低床温),关小上二次小风门(开度60%左右,使稀相区进入缺氧燃烧状态),因为东锅厂设计原因,二次上下小风门相同开度情况下上二次风是下二次风风量的三倍,所以加减负荷时根据负荷及时调整二次小风门开度对床温影响较大。高负荷时在床温不高的情况下尽量减小一次风,以达到减少磨损的目的,二次风用来维持总风量,高负荷时床温尽量接近900℃,以达到最佳炉内脱硫脱硝温度,同时加负荷时停止部分或全部冷渣器,床压高一点增强蓄热量可降低床温,减负荷相反,稳定负荷后3台左右冷渣器可保证床压稳定。 在优化燃烧调整基本成熟的基础上,配合锅炉主管薛红军进行全负荷低氧量燃烧运行,全负荷使床温尽量靠近900℃。根据#2炉目前脱硝系统运行情况,负荷150MW时根据氧量及时减减小二次
锅炉自动燃烧控制系统 1、实时数据采集 能够对锅炉本体和辅助设备各种运行数据(包括总供回水温度、压力、流量、省煤器进出口水温度﹑压力烟气温度、除尘器进出口烟气温度压力、鼓引风压力、炉膛温度压力含氧量、煤层厚度、室外温度、鼓引风炉排电机频率速度电流状态、除渣除尘状态) 等信号通过总线进行动态采集,控制中心能够实时监控到锅炉本体﹑锅炉上煤﹑除渣等辅助设备的运行情况。 2、完整的报警机制 当锅炉调节系统发生异常情况时或报警时,上位机人机界面自动接受控制系统器发送报警信号,将报警状态及异常点在上位机上进行显示,并诊断提出相应问题大概原因,提供相应的处理办法提示,系统自动能把报警分为高中低三种报警级别,低级别的报警只做提示用,当发生低级别报警时不影响燃烧自动调节,中级别报警发生时需要做相应处理,高级别报警发生时系统能立即连锁停炉,并发出尖锐声光报警和相关提示信息,等待工程师处理后再次投入运行,所有报警系统会自动的写入永久数据库备份,供以后随时查询和故障诊断和决策处理。 报警内容有: 系统报警 包括DCS控制器自诊断硬件或致命软件命令错误
自动启动燃烧失败 通讯建立连接失败 数据报警 炉膛温度超高低报警 炉膛负压超高低报警 锅炉出口温度超高低报警 锅炉出口压力超高低报警锅炉回水温度﹑压力超高低报警 引风机风压高低报警 鼓风机风压高低报警 高级别报警 引风机变频器(电流﹑电压﹑故障)超速等报警 连锁控制保护报警 鼓风机变频器(电流﹑电压﹑故障)超速等报警 上煤系统综合保护报警 炉排机变频器(电流﹑电压﹑故障)超速等报警 除渣系统综合保护报警 3、循环水控制系统 循环水是锅炉系统与外界交互的接口,循环系统通过泵不断的把热水源源不断的输送给用户或热站,把经过热释放后的二次低温水循环到锅炉系统再加热。我们采用保持循环水进、出口温差恒定,通过改变循环流量来控制热负荷的方式,是一种新方式。
锅炉蒸汽温度自动控制系统 摘要: 电厂实现热力过程自动化,能使机组安全、可靠、经济地运行。锅炉是火力 发电厂最重要的生产设备,过热蒸汽温度是锅炉运行质量的重要指标之一,过热蒸汽温度控制是锅炉控制系统中的重要环节。在实现过程控制中,由于电站锅炉系统的被控对象具有大延迟,大滞后、非线性、时变、多变量耦合的复杂特性,无法建立准确的数学模型,对这类系统采用常规PID控制难以获得令人满意的控制效果。在这种情况下,先进的现代控制理论和控制方法已经越来越多地应用在锅炉汽温控制系统。 本文以电厂锅炉汽温系统为研究对象,对其进行了计算机控制系统的改造。考虑到锅炉汽温系统的被控对象特点,本文分别采用了常规PID控制器和模糊-PID 控制器,对两种控制系统对比研究,同时进一步分析了一般模糊-PID控制器的控制特点,在此基础之上给出了一种改进算法,通过在线调整参数,实现模糊-自调整比例常数PID控制。在此算法中,比例常数随着偏差大小而变化,有效地解决了在小偏差范围内,一般的模糊-PID控制器无法实现的静态无偏差的问题,提高了蒸汽温度控制系统的控制精度。 关键词:锅炉蒸汽温度模糊控制 随着我国经济的高速发展,对重要能源“电”的要求快速增长,大容量发电机组的投入运行以及超高压远距离和赢流输电的混和电网的建设,以三峡电网为中心的全国性电力系统的形成,电力系统的不断扩大,对其自动控制技术水平的要求也越来越高。同时,地方性的自备热电厂亦有长足发展,随着新建及改造工程的进行,其生产过程自动控制与时俱进,小容量机组“麻雀虽小,五脏俱全”,自备热电厂其自身特点:自供电、与主电网的关系疏及相互影响小,供热及采暖季节性等,可以提供更多的应用、尝试新技术、新产品的机会和可能性。这样做的重要目标是提高和保证电力,热力及牛产过程的安全可靠、经济高效。为了适应发展并实现上述目标,必须采取最新的技术和控制手段对电力系统的各种运铲状态和设备进行有效的自动控制。 火力发电厂在我国电力工业中占有主要地位,是我国重点能源工业之一。其单元发电机组由锅炉、汽轮发电机和辅助设备组成的庞大的设备群。由于其工艺流程复杂,设备众多,管道纵横交错,大型机组多至上千个参数需要监视、操作或控制,而且电能生产还要求有高度的安全可靠性和经济性,因此,单元机组自动化水平受到特别的重视。 锅炉蒸汽温度自动控制系统的分析: 过热蒸汽温度自动控制是维持过热器出口蒸汽温度在允许范围内,并且保护过热器,使管壁温度不超过允许的工作温度。过热蒸汽温度是锅炉运行质量的重要指标之一,过热蒸汽温度过高或过低都会显著地影响电厂的安全性和经济性。目前,汽包锅炉的过热器侧调温都是以喷水减温方式为主的。它的原理是将洁净的给水直接喷进蒸汽,水吸收蒸汽的汽化潜热,从而改变过热蒸汽温度。汽温的变化通过减温器喷水量的调节加以控制。 影响过热器出口蒸汽温度变化的原因很多,如蒸汽流量变化、燃烧工况变化、
基于PLC的锅炉燃烧控制系统 1、引言 燃烧控制系统是电厂锅炉的主控系统,主要包括燃料控制系统、风量控制系统、炉膛压力控制系统。目前大部分电厂的锅炉燃烧控制系统仍然采用PID控制。燃烧控制系统由主蒸汽压力控制和燃烧率控制组成串级控制系统,其中燃烧率控制由燃料量控制、送风量控制、引风量控制构成,各个子控制系统分别通过不同的测量、控制手段来保证经济燃烧和安全燃烧。如图1所示。
图1 燃烧控制系统结构图 2、控制方案 锅炉燃烧自动控制系统的基本任务是使燃料燃烧所提供的热量适应外界对锅炉输出的蒸汽负荷的要求,同时还要保证锅炉安全经济运行。一台锅炉的燃料量、送风量和引风量三者的控制任务是不可分开的,可以用三个控制器控制这三个控制变量,但彼此之间应互相
协调,才能可靠工作。对给定出水温度的情况,则需要调节鼓风量与给煤量的比例,使锅炉运行在最佳燃烧状态。同时应使炉膛内存在一定的负压,以维持锅炉热效率、避免炉膛过热向外喷火,保证了人员的安全和环境卫生。 2.1 控制系统总体框架设计 燃烧过程自动控制系统的方案,与锅炉设备的类型、运行方式及控制要求有关,对不同的情况与要求,控制系统的设计方案不一样。将单元机组燃烧过程被控对象看作是一个多变量系统,设计控制系统时,充分考虑工程实际问题,既保证符合运行人员的操作习惯,又要最大限度的实施燃烧优化控制。控制系统的总体框架如图2所示。
图2 单元机组燃烧过程控制原理图
P为机组负荷热量信号为D+dPbdt。控制系统包括:滑压运行主汽压力设定值计算模块(由热力系统实验获得数据,再拟合成可用DCS折线功能块实现的曲线)、负荷—送风量模糊计算模块、主蒸汽压力控制系统和送、引风控制系统等。主蒸汽压力控制系统采用常规串级PID控制结构。 2.2 燃料量控制系统 当外界对锅炉蒸汽负荷的要求变化时,必须相应的改变锅炉燃烧的燃料量。燃料量控制是锅炉控制中最基本也是最主要的一个系统。因为给煤量的多少既影响主汽压力,也影响送、引风量的控制,还影响到汽包中蒸汽蒸发量及汽温等参数,所以燃料量控制对锅炉运行有重大影响。燃料控制可用图3简单表示。
河南xxx工业有限责任公司 锅炉房3台10T蒸汽锅炉自控系统 控 制 方 案 xxxx电气系统有限公司
一:概述 xxxx电气有限公司是暖通、供暖节能、锅炉、热能设备等领域自动化控制的高科技股份制公司,是国内最大的锅炉电脑控制器厂家。 xx公司于1995年在全国率先推出锅炉电脑控制器,至今已发展到全系列燃煤、燃油(气)和电热锅炉的电脑控制、PLC控制、小型和大型DCS控制和供暖节能控制,控制锅炉的吨位达到150t/h,并且始终保持技术领先地位。目前xx公司产品已遍布全国,部分出口国外,近1000家国内锅炉厂和11家外资锅炉厂配套使用,已成为我国锅炉控制的主流产品和著名品牌,是中国锅炉行业“工业锅炉控制标准”起草单位。 公司资质: 中国锅炉行业“工业锅炉控制标准”起草单位 省级高新技术企业 国家级高新区企业 计算机软件企业 中国锅炉行业协会团体会员 二、控制对象和设备 10T燃油气两用饱和蒸汽锅炉3台,每台包括: ●程控器外置式燃烧器1台;风机功率12KW, ●给水泵2台,功率15kw(一主一备); ●循环泵 ●节能泵 由上述设备组成锅炉补水及蒸汽负荷输出系统。 三、关于标准 1、目前尚无锅炉控制器的国家标准或行业标准,我公司执行的是xxxx公司企业标准Q/3201RTG01-2000,是 目前国内唯一具有企业标准的锅炉电脑控制厂家。 2、我国工业锅炉控制装置的行业标准正在制定中,我公司为该标准的第一起草单位。 3、本控制方案依照国家有关标准和规程及xxxx公司企业标准编制,全面满足招标方要求。 四:系统设计原则 我方在进行本控制系统设计时,将严格遵循以下系统设计原则:
锅炉集中控制系统 班级:电气08-11班 姓名:孙琛智 学号:7号 日期:2010年11月7日
1.燃煤锅炉的工作原理: 首先除氧水通过给水泵进入给水调节阀,通过给水调节阀进入省煤器,冷水在经过省煤器的过程中被由炉膛排出的烟气预热,变成温水进入汽包,在汽包内加热至沸腾产生蒸汽,为了保证有最大的蒸发面因此水位要保持在锅炉上汽包的中线位置,蒸汽通过主蒸汽阀输出。空气经过鼓风机进入空气预热器,在经过空气预热器的过程中被由炉膛排出的烟气预热,变成热空气进入炉膛。燃料进入炉膛被前面的火点燃,在燃烧过程中发出热量加热汽包中的水,同时产生热烟气。在引风机的抽吸作用下经过省煤气和空气预热器,把预热传导给进入锅炉的水和空气。通过这种方式使锅炉的热能得到节约。降温后的烟气经过除尘器除尘,去硫等一系列净化工艺通过烟囱排出。锅炉微机控制系统,一般由以下几部分组成,即由锅炉本体、一次仪表、控制系统、上位机、手自动切换操作、执行机构及阀、电机等部分组成,一次仪表将锅炉的温度、压力、流量、氧量、转速等量转换成电压、电流等送入微机。控制系统包括手动和自动操作部分,手动控制时由操作人员手动控制,用操作器控制变频器、滑差电机及阀等,自动控制时对微机发出控制信号经执行部分进行自动操作。微机对整个锅炉的运行进行监测、报警、控制以保证锅炉正常、可靠地运行,除此以外为保证锅炉运行的安全,在进行微机系统设计时,对锅炉水位、锅炉汽包压力等重要参数应设置常规仪表及报警装置,以保证水位和汽包压力有双重甚至三重报警装置,以免锅炉
发生重大事故。 2.燃煤锅炉的组成 锅炉按燃料种类分,大致有燃油锅炉,燃煤锅炉和燃气锅炉。所有的这些锅炉,虽然燃料及供给方式不同,但其结构大同小异,蒸汽发生系统和蒸汽处理系统是基本相同的。列举一个燃煤锅炉如图所示。 该系统所用的锅炉是以煤为燃料,两台20T/H的热水炉,一台 10T/H的热水炉和一台6T/H蒸汽量的水管锅炉,属中小型锅炉。以6T/H的蒸汽锅炉为例,工艺流程图所示,它由以下几个部分构成 1.汽包:由上下锅筒和沸水管组成。水在管内受管外烟气加热,因而在管簇内发生自然循环流动,并逐渐汽化,产生的饱和蒸汽聚集在锅筒罩面。为了得到干度比较大的饱和蒸汽,在上锅筒还装有汽水分离设备,下锅筒做为连接沸水管之用,同时储存水和水垢。