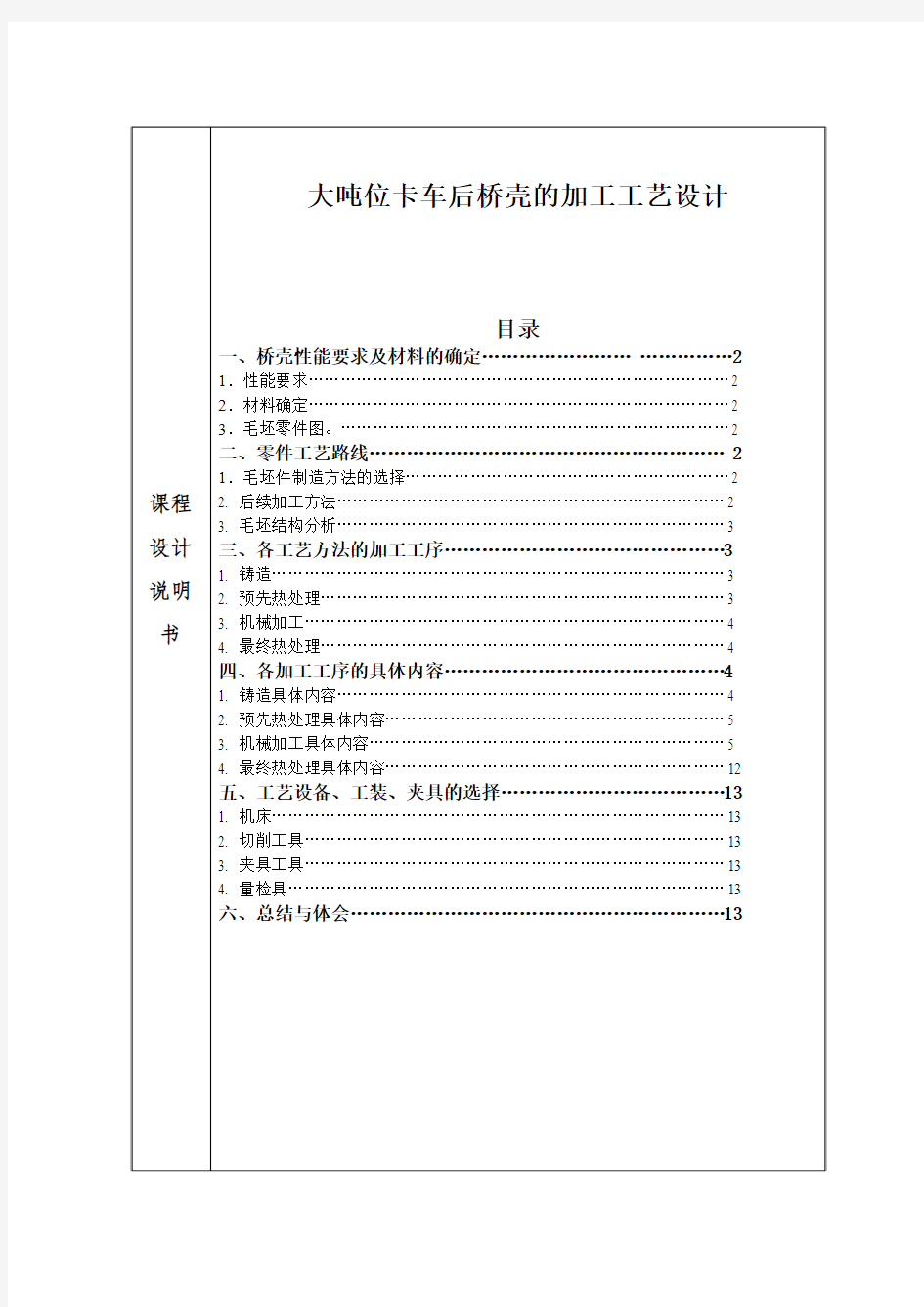
二、零件加工工艺路线
毛坯件制造方法的选择
现代汽车,尤其重型汽车,其驱动桥壳承载很重,多采用使用整体式桥壳结构。常见的整体式桥壳制造方式有整体铸造式、钢板冲压焊接式、钢管扩张成形式等。整体铸造式桥壳是汽车发展史上最早采用的结构,主要优点在于刚性好、塑性变形小、强度高、易铸成等强度梁,可根据各截面不同的强度要求设计铸造不一样的壁厚。砂型铸造可以铸造外形和内腔
三、各工艺方法加工工序的制定
制定工艺路线的出发点是:在保证零件的尺寸精度、位置精度和几何外形等技术要求的前提下,制定出更合理、更经济和更高效的加工方法。
铸造
预先热处理
升温;
第一阶段石墨化;
中间阶段冷却;
第二阶段石墨化;
摘要 随着社会的发展,汽车在生产和生活中的越来越广泛,差速器是汽车中的重要部件,其壳体的结构及加工精度直接影响差速器的正常工作,因此研究差速器的加工方法和工艺的编制是十分必要和有意义的。本次设计主要内容有:差速器的工作原理结构分析,差速器壳体的工艺编制,夹具的设计及加工中对定位基准的选择,工序和工装设计中切削用量,夹紧力的计算等。机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本设计的主要内容是设计钻床夹具和铣床夹具,需要对零件上Φ22的孔进行铣削加工端面的铣削加工。由于某些原因,没有上传完整的毕业设计(完整的应包括毕业设计说明书、相关图纸CAD/PROE、中英文文献及翻译等),此文档也稍微删除了一部分内容(目录及某些关键内容)如需要的朋友,请联系我的叩扣:二二壹五八玖一壹五一 关键词:差速器,壳体,工艺规程,夹具设计 Abstract Along with social development motor vehicle production and life in anincreasingly wide differential device is an important vehicle componentsand its interior structure and processing precision differential devicedirectly affect the normal work study differential device case processingmethods and techniques of preparation is necessary and meaningful. Thecurrent design of the main elements: differential device structuresoperating principles of analysis differential device case preparationprocesses design and smooth-bore jig for positioning baseline processingoptions smooth-bore design processes suits cutting consumption increasedcomputing power.Machine tool fixture of many kinds, among them, the most widely used common fixture, size specifications have been standardized, and a professional production plant. While widely used in batch production, designed for a certain workpiece processing services for the fixture, it needs each factory according to workpiece machining technology to design and manufacture. The main contents of this design is the design of drilling jig and milling fixture, the need for parts than22hole milling face milling. Key Words:differential device,case,technological process,jig design
学科门类:单位代码: 毕业设计说明书(论文) 汽车后桥壳体的工艺规程及工装夹具设计 学生姓名 所学专业 班级 学号 指导教师
XXXXXXXXX系二○**年X X月 开题报告
填表说明:题目类型:1.工程设计;2.应用研究;3.理论研究;4.其它题目来源: A.自拟课题B.民用科研课题C.国防科研课题
摘要 毕业设计的课题基本分为三大类,即工艺工装设计类、组合机床设计类和计算机课题类。本课题所涉及的是第一类,设计任务为汽车后桥壳体的工艺工装设计,在壳体内部装有主传动器、差速器、半轴等传动机构。 壳体起保证和支撑的作用,其主要加工表面为端面外圆、法兰平面、弹簧座平面、以及内孔等。 本次设计主要包括工艺规程、夹具、刀具和量具的设计。此次设计共分三个阶段,即:(1)毕业实习阶段(2)课题设计阶段(3)考核答辩阶段。结合本次设计零件的特点,在设计中完成工艺规程一套,夹具两套:(1)铣床夹具(2)钻床夹具,其中,前者为手动夹紧。另外还据任务书分别设计刀具——铣刀一把和量具——单头双极限卡规一套,共完成图纸近5张,基本完成老师所交给的任务。 关键词:汽车后桥;工艺分析;设计任务
ABSTRACT The subject of the graduation project is divided into three big classes,namely the frock designing type of craft ,making up the designingtype of lathe and comper subjects basically.What this subject involved is the first kind,designing the task for the rear axle of automobile,the craft frock of the shell is designed.Equipped with the organizations of the transmission,such as main hammer mechanism actuator,differential mechanism,semi-axis,ect,within the shell.The shell plays a role in guatanteeing and support,it processes flange,spring seat plane,and interior hole round for outside of the terminal surface of surface,ect,mainly. This design includes the design of rules of craft,jig,cutter and measuring tool mainly.This design divides three stages altogether,namely:(1)Graduation field work stage(2)Ddeign phase of subject(3)Examine the stage of https://www.doczj.com/doc/a46945959.html,bine this charateristic of designing the part,finisshes one set of rules of craft in the design,two sets of jigs:(1)Jig of the milling machine(2)The jig of the drilling machine,among them,the former,in order to clamp manually.Still design the cutter sepatately according to the task book in addition—One milling cutter is with measuring,finish drawing amount nearlu 5 altogether,finish the task that a teacher assigns basically. Key word:The rear axle of automobile;the crafu analuses;designs the task
后桥的构造与拆装 1、能叙述后桥的功用、组成和分类; 2、识别后桥的主要零件,并叙述其主要作用; 3、规范地进行后桥的拆装。 一辆江淮和悦轿车,在车速接近60km/h收回油门时,后桥处有不正常的“呼隆、呼隆”声,并感到后桥有抖动现象。经维修人员检查,初步判定该车后桥半轴套管弯曲变形所引起。需对半轴套管进行修复。
理论知识回顾 1. 后桥概述 后桥,就是指车辆动力传递的后驱动轴组成部分。它由两个半桥组成, 可实施半桥差速运动。同时,它也是用来支撑车轮和连接后车轮的装置。如果是前桥驱动的车辆,那么后桥就仅仅是随动桥而已,只起到承载的作用。如果前桥不是驱动桥,那么后桥就是驱动桥,这时候除了承载作用外还起到驱动和减 速还有差速的作用,如果是四轮驱动的,一般在后桥 前面还配有一个分动器。后桥分为整体桥和半桥。整 体桥配非独立悬架,如板簧悬架,半桥配独立悬架, 如麦弗逊式悬架。 车桥分类 根据车桥的作用不同,车桥可分为驱动桥、转向桥、支持桥、转向驱动桥。 后桥分类 根据桥的悬架不同,分为整体式a)和断开式b)。 整体式 整体桥配非独立悬架,如板簧悬架。
断开式 断开式配独立悬架,如麦弗逊式悬架。 工作基本原理 发动机传出动力到变速箱,通过变速到后桥大齿盘上。差速器是一个整体,里面是:上下有小齿盘中间有十字柱上面带两个小行星的齿轮〔起到转弯调速作用〕差速器是立着放的,两边有两个小圆洞,上面有滑键,咱们常说的半柱就是在这里面插着,走直线的时候十字柱不动,转弯的时候十字柱动起来调整两边轮胎的转速,来提高汽车在转弯时候的机动性! 格尔发载重汽车的后桥为驱动桥,其主要作用是: (1) .将发动机发出,由离合器、变速箱和传动轴等传来的动力通过减速器,使其转速下降,扭矩增大,并将这一力矩通过半轴传给驱动轮; (2) ?承受汽车后轴的负荷; (3) ?通过钢板弹簧把路面的反力和反力矩传给车架; (4) ?汽车在行驶时,后轮制动器起主要的制动作用,并且在驻车时,后轮制动器产生驻车制动。 2.驱动桥的概述 1 .驱动桥的功用 驱动桥的功用是将万向传动装置传来的发动机动力经降速增矩改变传动方向后,分配给左、右驱动轮,并且允许左、右驱动轮以不同转速旋转。 驱动桥处于动力传动系的末端,其基本功能是:①将万向传动装置传来的发动机转矩通过主减速器、差速器、半轴等传到驱动车轮,实现降速增大转矩;②通过主减速器圆锥齿轮副改变转矩的传递方向;③通过差速器实现两侧车轮差速作用,保证内、外侧车轮以不同转速转向;④通过桥壳体和车轮实现承载及传力作用 2. 驱动器的组成 驱动桥主要由主减速器、差速器、半轴和驱动桥壳等组成。 2.1主减速器 主减速器一般用来改变传动方向, 降低转速, 增大扭矩,保证汽车有足够的驱动力和适当的速 度。主减速器类型较多,有单级、双级、双速、 轮边减速器等。 2.2差速器
摘要 汽车后桥壳是汽车的重要组成部分,它与主减速器、差速器和车轮传动装置组成驱动桥。驱动桥处于动力传动系的末端,其机动功能是增大由传动轴或变速器传来的转矩,并将动力合理的分配给左、右驱动轮,另外驱动桥桥壳是汽车上重要的承载件和传力件。驱动桥的桥壳不仅支承汽车重量,将载荷传递给车轮,而且还承受由驱动车轮传递过来的牵引力、制动力、侧向力、垂向力的反力以及反力矩,并经悬架传给车架或车身。在汽车行驶过程中,由于道路条件的千变万化,桥壳受到车轮与地面间产生的冲击载荷的影响,可能引起桥壳变形或折断。因此,驱动桥壳应具有足够的强度、刚度和良好的动态特性,合理地设计制造驱动桥壳是提高汽车行驶稳定性的重要措施,汽车后桥壳广泛应用于各种车辆当中。 所设计的后桥壳夹具可广泛应用于卡车的后桥壳加工中,后桥壳起保护和支撑的作用,其主要加工表面为端面外圆、法兰平面、弹簧座平面、以及内孔等。 本次设计的内容主要包括机械加工工艺规程、夹具的设计。结合本次设计零件的特点,在设计中完成工艺规程一套,夹具一套。铣床夹具,采用手动夹紧。通过对汽车后桥壳夹具的学习和设计,可以更好的学习并掌握现代夹具设计与机械设计的全面知识和技能。 关键词:汽车后桥;工艺规程;夹具 、
Abstract ! Automobile rear bridge is an important part of the car, with the main reducer, differential and integral drive axle wheel transmission device. Drive bridge at the end of power transmission lines, the motor function is increased by transmission or gearbox transmission of torque, and power distribution to the left and right driving wheel, and the automobile drive axle housing is the important load bearing and power transmission. Drive axle housing not only supports the weight of the car, will load to the wheel, and also bear the drive wheels pass over the traction force, braking force, lateral force, vertical force reaction force and torque, and the suspension to the frame or body. In the process of moving vehicle, the myriads of changes due to road conditions, the bridge shell under wheel and the ground produces effect of impact load, may cause the axle casing deformation or breaking. Therefore, drive axle housing should have enough strength, stiffness and good dynamic characteristics, reasonable design and manufacture of drive axle housing is the important measure to improve vehicle stability, auto rear bridge shell is widely used in various vehicles. The design of rear axle housing clamp can be widely used in truck rear axle shell processing, rear axle housing for protection and support role, its main working surface to face circular, flat flange, spring seat, and the inner hole of the plane. This design content mainly includes the process, fixture design. Combined with the design of parts of the characteristics, in the design of a set of complete procedure, a set of clamps. Milling fixture, manually clamping. The automobile rear axle housing clamp study and design, can be a better learning and mastery of modern design and the mechanical design of the comprehensive knowledge and skills. Key words: the rear axle of automobile;the crafu analuses;machine tool fixture (
后桥概述 后桥,就是指车辆动力传递的后驱动轴组成部分。它由两个半桥组成,可实施半桥差速运动。同时,它也是用来支撑车轮和连接后车轮的装置。如果是前桥驱动的车辆,那么后桥就仅仅是随动桥而已,只起到承载的作用。如果前桥不是驱动桥,那么后桥就是驱动桥,这时候除了承载作用外还起到驱动6480汽车后桥 和减速还有差速的作用,如果是四轮驱动的,一般在后桥前面还配有一个分动器。后桥分为整体桥和半桥。整体桥配非独立悬架,如板簧悬架,半桥配独立悬架,如麦弗逊式悬架。 编辑本段汽车后桥 汽车后桥就是指汽车后面那根桥。如果是前桥驱动的车辆,那么后桥就仅仅是随动桥而已,只起到承载的作用。如果前桥不是驱动桥,那么后桥就是驱动桥,这时候除了承载作用外还起到驱动和减速还有差速的作用,如果是四轮驱动的,一般在后桥前面还配有一个分动器。前桥后桥就是指前后轮轴的部分,前桥包括避震弹簧,转向器,平衡轴等,后桥还包括驱动轴,传动齿轮等。多轴货车后部还分驱动后桥和无驱后桥,无驱后桥就是没有传动轴连接,不属于驱动轮的部分,一般是3轴以上的重卡和牵引车头才有。 编辑本段后桥分类 根据桥的悬架不同,分为整体式和断开式。 整体式 整体桥配非独立悬架,如板簧悬架。 断开式 断开式配独立悬架,如麦弗逊式悬架。 后桥中心概述 至于后桥中心的大鼓包是在后桥是驱动桥的情况下才有的,因为里面要放上减速齿轮以及差速机构,所以要有一个大鼓包,后桥是随动桥的一般都没有。车桥分类 根据车桥的作用不同,车桥可分为驱动桥、转向桥、支持桥、转向驱动桥。编辑本段维修保养 在车辆的使用中应经常清除后桥壳上通气塞的泥污灰尘,每隔3000km维护时拆下清洗、疏通,保证气道畅通,以免气道堵塞引起桥壳内压力增高而使结合面、油封处漏油。并且检查润滑油面和油质,必要时添加或更换。新车头12000km 维护时应更换齿轮油,以后每隔24000km维护时检查油质,如变色、变稀,应更换新油。寒区使用时,应在冬季换用冬季润滑油。当行驶80000km左右维护时,应分解主减速器及差速器总成,清洗桥壳内腔,并按规定力矩拧紧各部螺母,调整各部齿轮啮合间隙及齿面接触印迹。 编辑本段工作基本原理 发动机传出动力到变速箱,通过变速到后桥大齿盘上。差速器是一个整体,里面是:上下有小齿盘中间有十字柱上面带两个小行星的齿轮〔起到转弯调速作用〕差速器是立着放的,两边有两个小圆洞,上面有滑键,咱们常说的半柱就是在这里面插着,走直线的时候十字柱不动,转弯的时候十字柱动起来调整两边轮胎的转速,来提高汽车在转弯时候的机动性!解放牌载重汽车的后桥为驱动桥,其主要作用是:(1).将发动机发出,由离合器、变速箱和传动轴等传来的动力通过减速器,使其转速下降,扭矩增大,并将这一力矩通过半轴传给
汽车发动机连杆加工工艺分析 3.1 汽车发动机连杆结构特点及其主要技术要求 连杆是汽车发动机中的主要传力部件之一,其小头经活塞销与活塞联接,大头与曲轴连杆轴颈联接.气缸燃烧室中受压缩的油气混合气体经点火燃烧后急剧膨胀,以很大的压力压向活塞顶面,连杆则将活塞所受的力传给曲轴,推动曲轴旋转。 连杆部件由连杆体,连杆盖和螺栓、螺母等组成。在发动机工作过程中,连杆要承受膨胀气体交变压力和惯性力的作用,连杆除应具有足够的强度和刚度外,还应尽量减小连杆自身的重量,以减小惯性力。连杆杆身的横截面为工字形,从大头到小头尺寸逐渐变小。 为了减少磨损和便于维修,在连杆小头孔中压入青铜衬套,大头孔内衬有具有钢质基底的耐磨巴氏合金轴瓦。 为了保证发动机运转均衡,同一发动机中各连杆的质量不能相差太大。因此,在连杆部件的大、小头端设置了去不平衡质量的凸块,以便在称重后切除不平衡质量。 连杆大、小头两端面对称分布在连杆中截面的两侧。考虑到装夹、安放、搬运等要求,连杆大、小头的厚度相等。 连杆小头的顶端设有油孔,发动机工作时,依靠曲轴的高速转动,气缸体下部的润滑油可飞溅到小头顶端的油孔内,以润滑连杆小头铜衬套与活塞销之间的摆动运动副。 连杆上需进行机械加工的主要表面为:大、小头孔及其两端面,连杆体与连杆盖的结合面及连杆螺栓定位孔等.连杆总成的技术要求如下: (1)为了保证连杆大、小头孔运动副之间有良好的配合,大头孔的尺寸公差等级为IT6,表面粗糙度Ra值应不大于0.4μm,小头孔的尺寸公差等级为IT5,表面粗糙度Ra 值应不大于0.4μm。对两孔的圆柱度也提出了较高的要求,大头孔的圆柱度公差为0.006mm,小头孔的圆柱度公差为0.00125mm。 (2)因为大、小头孔中心距的变化将会使气缸的压缩比发生变化,从而影响发动机的效率,因此要求两孔中心距公差等级为IT9。大、小头孔中心线在两个相互垂直方向上的平行度误差会使活塞在气缸中倾斜,致使气缸壁唐攒不均匀,缩短发动机的使用寿命,同时也使曲轴的连杆轴颈磨损加剧,因此也对其平行度公差提出了要求。 (3)连杆大头孔两端面对大头孔中心线的垂直度误差过大,将加剧连杆大头两端面与曲轴连杆轴颈两端面之间的磨损,甚至引起烧伤,所以必须对其提出要求。
摘要 毕业设计的课题基本分为三大类,即工艺工装设计类、组合机床设计类和计算机课题类。本课题所涉及的是第一类,设计任务为汽车后桥壳体的工艺工装设计,在壳体内部装有主传动器、差速器、半轴等传动机构。 壳体起保证和支撑的作用,其主要加工表面为端面外圆、法兰平面、弹簧座平面、以及内孔等。 本次设计主要包括工艺规程、夹具、刀具和量具的设计。此次设计共分三个阶段,即:(1)毕业实习阶段(2)课题设计阶段(3)考核答辩阶段。结合本次设计零件的特点,在设计中完成工艺规程一套,夹具两套:(1)铣床夹具(2)钻床夹具,其中,前者为手动夹紧。另外还据任务书分别设计刀具——铣刀一把和量具——单头双极限卡规一套,共完成图纸近5张,基本完成老师所交给的任务。 关键词:汽车后桥;工艺分析;设计任务
ABSTRACT The subject of the graduation project is divided into three big classes,namely the frock designing type of craft ,making up the designingtype of lathe and comper subjects basically.What this subject involved is the first kind,designing the task for the rear axle of automobile,the craft frock of the shell is designed.Equipped with the organizations of the transmission,such as main hammer mechanism actuator,differential mechanism,semi-axis,ect,within the shell.The shell plays a role in guatanteeing and support,it processes flange,spring seat plane,and interior hole round for outside of the terminal surface of surface,ect,mainly. This design includes the design of rules of craft,jig,cutter and measuring tool mainly.This design divides three stages altogether,namely:(1)Graduation field work stage(2)Ddeign phase of subject(3)Examine the stage of https://www.doczj.com/doc/a46945959.html,bine this charateristic of designing the part,finisshes one set of rules of craft in the design,two sets of jigs:(1)Jig of the milling machine(2)The jig of the drilling machine,among them,the former,in order to clamp manually.Still design the cutter sepatately according to the task book in addition—One milling cutter is with measuring,finish drawing amount nearlu 5 altogether,finish the task that a teacher assigns basically. Key word:The rear axle of automobile;the crafu analuses;designs the task
引言 毕业设计是学生的最后一个教学环节,我这次毕业设计的题目是某汽车后桥减速器壳工艺规程设计及其夹具设计。 汽车在正常行驶时,发动机的转速很高,只靠变速箱来降低,会使变速箱的尺寸增大。同时,转速下降,扭矩必然增加,也就加大了变速箱与变速箱后一级传动机构的传动负荷。因此,在动力向左右驱动轮分流的差速器之前需要设置一个主减速器。而主减速器壳是汽车后桥主减速器的一部分。主减速器壳体加工精度的高低直接影响着差速器壳及主、被动齿轮的配合精度,因而其加工工艺直接影响车桥和整车质量。 我此次毕业设计的任务是对汽车后桥减速器壳进行工艺分析并且设计其夹具。经过查阅相关资料,并且结合所学的机械知识,对该零件进行工艺分析,确定出合理的加工工艺方案,并选择切削用量及其工艺装备。了解零件的结构特点及技术要求,查阅相关书籍,例如夹具方面的教材及图册,经过反复的研究、设计、比较、试验,最终设计出一套合理的夹具,即车法兰止口的夹具。 最后在老师和同学的帮助下,经过不断地修改、检查,最终完成了汽车后桥减速器壳工艺规程及其夹具设计。 本次毕业设计使我在机械方面受益匪浅。特别是刘老师在工作中对我的耐心辅导,他对学生强烈的责任感和严谨的治学态度,无不给我以深刻的影响。 由于类似的大型课题很少接触,经验能力方面的欠缺,错误之处一定存在,恳请各位老师给予批评指正,以便今后的工作尽善尽美。
目录 目录 (2) 第1章零件的分析 (4) 1.1减速器壳在汽车上的位置及功用 (4) 1.2减速器壳的结构特点及技术要求 (4) 1.2.1结构特点 (4) 1.2.2技术要求分析 (5) 第2章工艺规程的设计 (7) 2.1生产类型的确定 (7) 2.1.1生产纲领的确定 (7) 2.1.2零件年产量的确定 (7) 2.1.3生产类型的确定 (7) 2.1.4生产类型对应的工艺特征 (7) 2.2毛坯的选择 (8) 2.2.1铸件的精度等级选择: (8) 2.2.2毛坯余量及偏差的选择 (8) 2.3各加工表面的加工方法的选择 (10) 2.3.1加工方法的确定 (10) 2.3.2加工阶段的划分 (12) 2.4制定加工工艺路线 (13) 2.5工艺方案的分析 (17) 2.6确定各工序的加工余量、工序尺寸、切削用量及工时定额 (18) 2.6.1确定各工序的加工余量 (18) 2.6.2确定各工序的工序尺寸 (19) 2.6.3确定各工序的切削用量 (20) 2.6.4确定各工序的工时定额 (26) 2.7确定各工序的工艺装备和机床的选择 (43) 2.7.1刀具的选择 (43) 2.7.2量具的选择: (44) 2.7.3夹具的选择 (45) 2.7.4机床设备的选择: (46) 2.8选择定位基准的原则 (46) 2.8.1粗基准的选择 (46) 2.8.2精基准的选择 (47) 2.9合理夹紧方法的确定 (48) 2.9.1夹紧力的方向 (48) 2.9.2夹紧力的作用点 (48)
摘要 汽车后桥壳体是汽车的重要组成部分,它与主减速器、差速器和车轮传动装置组成驱动桥。驱动桥处与动力传动系的末端,其基本功能是增大由传动轴或变速器传来的转矩,并将动力合理的分配给左、右驱动轮,另外还承受作用于路面和车架或车身之间的垂直力、纵向力和横向力。它连接主减速器传动力,支撑差速器及半轴实现俩车轮差速转动;尺寸比较大,主要承受载荷。重点是保证壳体的强度和刚性性能,便于安装、调整和维修。 汽车后桥壳体一般采用铸铁铸造成型,在经过机械加工将其加工至使用要求,在生产过程中,汽车后桥壳体的加工工艺定制非常重要,工艺的编制决定了零件的精度及生产效率,尤其是这种大批量生产的零件,其工艺规程要考虑到产量问题。同时为了保证工件的加工精度,以及为了提高生产率而设计出各个工序的专用夹具,是操作者使用起来简单、快速、准确,从而在保证精度的前提下大大提高生产率。 关键词:工艺编制,加工时间,专用夹具,生产率
ABSTRACT Abstract Automobile rear axle housing is an important part of the car, it with the Lord reducer, differential and wheel gear drive axle. Drive axle and the end of the power transmission system, its basic function is to increase the shaft or the transmission of torque, and power reasonable distribution to the left and right driving wheels, also bear role between road surface and frame or body of vertical force and vertical force and horizontal force. It connects the main reducer momentum, supporting both differential and half shaft wheel differential rotation. Size is larger, the main load bearing. The key is to ensure that shell strength and rigidity performance, ease of installation, adjustment and maintenance. Automobile rear axle housing is made of cast iron casting forming, generally after machining to its processing to use requirement, in the process of production, the processing technology of the automobile rear axle shell custom is very important, the process of making determines the accuracy of the parts and the production efficiency, especially in the mass production of parts, the technical process to production into consideration. At the same time, in order to ensure the workpiece machining accuracy, and in order to improve the productivity and special fixture design of each process, is the operator to use simple, rapid and accurate, and on the premise of guarantee accuracy greatly improved productivity. Key words: machining process, machining time, special fixture, productivity
汽车的驱动桥主要由主减速器、差速器、半轴和驱动桥壳组成。万向传动装置传来的动力依次经过主减速器、差速器和半轴最后传给驱动轮。主减速器可以降低转速、增加扭矩、并改变转矩的传递方向,以适应汽车行驶的方向。差速器的功用是在必要时可使汽车两侧的车轮以不同的转速旋转,以适应汽车转弯及在不平道路上行驶。半轴的功用使将扭矩从差速器传到驱动轮。桥壳用以支承汽车的部分重量,并承受驱动轮上的各种作用力,同时它又是主减速器、差速器等传动装置的外壳。驱动桥的分解图如下图1-1所示: 图1-1 驱动桥减速器与差速器的分解图
2. 差速器总成结构图与装配工艺 图1-2 差速器总成装配图 装配工艺过程如下: 1.装配行星齿轮、半轴齿轮以及十字轴; 2.行星轮轴锁销孔铆接; 3.安装被动闪齿轮,并拧紧被动闪齿轮上装配的螺栓。
3.主减速器总成结构图与装配工艺 1.动锥齿轮 2.轴承座 3.油封 4.凸缘 5.锁紧螺母 6.上圆锥滚子轴承 7.调整垫片 8.隔套 9.下圆锥滚子轴承 图1-2 主动锥齿轮总成装配图 其装配工艺过程如下: ①将上、下滚子轴承外圈压入主减壳中,其配合关系为过盈配合。 ②将下滚子轴承内圈压入主轴,其配合关系为过盈配合。 ③依次装好隔套、上滚子轴承内圈、凸缘、垫片、锁紧螺母。 ④对锁紧螺母施加拧紧力矩M1,其大小在230N·m-260N·m之间。
4.后桥主减总成工艺装配 后桥主减总成装配工艺如下: 1.装配行星齿轮、半轴齿轮以及十字轴,并通过销孔对十字轴进行固定 2.安装被动闪齿轮,并拧紧被动闪齿轮上装配的螺栓 3.将主动锥齿轮上的滚子轴承外圈压入主减壳中,其配合关系为过盈配合。 4.将下滚子轴承内圈压入主轴,并依次装好隔套、上滚子轴承内圈、凸缘、垫片、锁紧螺母。 5.最后将差速器总成通过轴承装配到减速器壳体上。
汽车后桥壳体的工艺工装设计
摘要 三大类的毕业设计课题分别为,工艺工装设计类、组合机床设计类以及计算机课题类。所选课题所涉及的是工艺工装设计,设计任务为汽车后桥壳体的工艺工装设计,在汽车后桥壳体内装有主传动器、差速器、半轴等传动机构。 壳体起到保证和支撑两方面作用,它的主要加工表面为端面外圆、法兰平面、弹簧座平面、和内孔等。 此次设计主要包括工艺规程、夹具、刀具和量具的设计。本次设计一共分三个主要阶段,为:(1)毕业实习阶段(2)课题设计阶段(3)考核答辩阶段。根据此次设计零件的特性,在设计过程中共完成两套夹具及一套工艺规程:两套夹具分别为:(1)铣床夹具(2)钻床夹具,其中,铣床夹具为手动夹紧。另外并根据任务书分别设计刀具——一把铣刀和量具——单头双极限卡规一套,总共完成图纸约5张,老师所分配的任务基本完成。 关键词:汽车后桥;工艺分析;设计任务
ABSTRACT The subject of the graduation project is divided into three big classes,namely the frock designing type of craft ,making up the designingtype of lathe and comper subjects basically.What this subject involved is the first kind,designing the task for the rear axle of automobile,the craft frock of the shell is designed.Equipped with the organizations of the transmission,such as main hammer mechanism actuator,differential mechanism,semi-axis,ect,within the shell.The shell plays a role in guatanteeing and support,it processes flange,spring seat plane,and interior hole round for outside of the terminal surface of surface,ect,mainly. This design includes the design of rules of craft,jig,cutter and measuring tool mainly.This design divides three stages altogether,namely:(1)Graduation field work stage(2)Ddeign phase of subject(3)Examine the stage of https://www.doczj.com/doc/a46945959.html,bine this charateristic of designing the part,finisshes one set of rules of craft in the design,two sets of jigs:(1)Jig of the milling machine(2)The jig of the drilling machine,among them,the former,in order to clamp manually.Still design the cutter sepatately according to the task book in addition—One milling cutter is with measuring,finish drawing amount nearlu 5 altogether,finish the task that a teacher assigns basically. Key word:The rear axle of automobile;the crafu analuses;designs the task 目录
典型的汽车零件的加工工艺流程
汽车发动机连杆加工工艺分析 3.1 汽车发动机连杆结构特点及其主要技术要求 连杆是汽车发动机中的主要传力部件之一,其小头经活塞销与活塞联接,大头与曲轴连杆轴颈联接.气缸燃烧室中受压缩的油气混合气体经点火燃烧后急剧膨胀,以很大的压力压向活塞顶面,连杆则将活塞所受的力传给曲轴,推动曲轴旋转。 连杆部件由连杆体,连杆盖和螺栓、螺母等组成。在发动机工作过程中,连杆要承受膨胀气体交变压力和惯性力的作用,连杆除应具有足够的强度和刚度外,还应尽量减小连杆自身的重量,以减小惯性力。连杆杆身的横截面为工字形,从大头到小头尺寸逐渐变小。 为了减少磨损和便于维修,在连杆小头孔中压入青铜衬套,大头孔内衬有具有钢质基底的耐磨巴氏合金轴瓦。 为了保证发动机运转均衡,同一发动机中各连杆的质量不能相差太大。因此,在连杆部件的大、小头端设置了去不平衡质量的凸块,以便在称重后切除不平衡质量。
连杆大、小头两端面对称分布在连杆中截面的两侧。考虑到装夹、安放、搬运等要求,连杆大、小头的厚度相等。 连杆小头的顶端设有油孔,发动机工作时,依靠曲轴的高速转动,气缸体下部的润滑油可飞溅到小头顶端的油孔内,以润滑连杆小头铜衬套与活塞销之间的摆动运动副。 连杆上需进行机械加工的主要表面为:大、小头孔及其两端面,连杆体与连杆盖的结合面及连杆螺栓定位孔等.连杆总成的技术要求如下:(1)为了保证连杆大、小头孔运动副之间有良好的配合,大头孔的尺寸公差等级为IT6,表面粗糙度Ra值应不大于0.4μm,小头孔的尺寸公差等级为IT5,表面粗糙度Ra值应不大于0.4μm。对两孔的圆柱度也提出了较高的要求,大头孔的圆柱度公差为0.006mm,小头孔的圆柱度公差为0.00125mm。 (2)因为大、小头孔中心距的变化将会使气缸的压缩比发生变化,从而影响发动机的效率,因此要求两孔中心距公差等级为IT9。大、小头孔中心线在两个相互垂直方向上的平行度误差会使活塞在气缸中倾斜,致使气缸壁唐攒不