智能集中润滑系统的应用
【摘要】本文对炼铁厂烧结机系统中常见的润滑缺陷进行了研究,指出了双线终端式润滑系统的缺陷,介绍了智能式集中润滑系统的组成和工作原理,分析了该系统的优点。
【关键词】系统润滑控制参数
1.前言
炼铁厂三烧的烧结机于2003年12月底建成投产,该烧结机有效烧结面积114m2,烧结机本体头尾星轮中心距50745mm,两轨道中心距4970mm,烧结长度38米,台车数量110个。
2.润滑点的分布
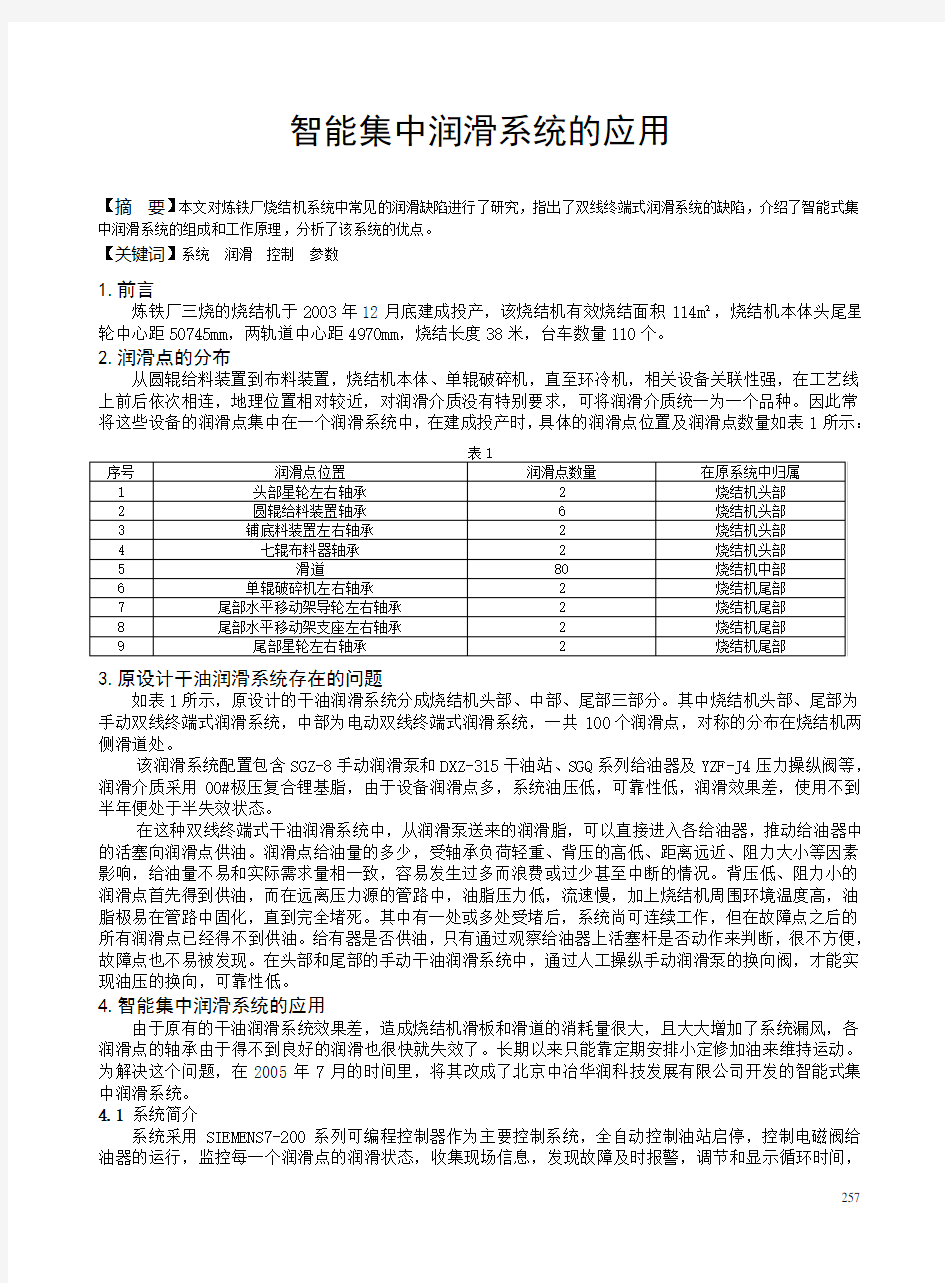
从圆辊给料装置到布料装置,烧结机本体、单辊破碎机,直至环冷机,相关设备关联性强,在工艺线上前后依次相连,地理位置相对较近,对润滑介质没有特别要求,可将润滑介质统一为一个品种。因此常将这些设备的润滑点集中在一个润滑系统中,在建成投产时,具体的润滑点位置及润滑点数量如表1所示:
3.原设计干油润滑系统存在的问题
如表1所示,原设计的干油润滑系统分成烧结机头部、中部、尾部三部分。其中烧结机头部、尾部为手动双线终端式润滑系统,中部为电动双线终端式润滑系统,一共100个润滑点,对称的分布在烧结机两侧滑道处。
该润滑系统配置包含SGZ-8手动润滑泵和DXZ-315干油站、SGQ系列给油器及YZF-J4压力操纵阀等,润滑介质采用00#极压复合锂基脂,由于设备润滑点多,系统油压低,可靠性低,润滑效果差,使用不到半年便处于半失效状态。
在这种双线终端式干油润滑系统中,从润滑泵送来的润滑脂,可以直接进入各给油器,推动给油器中的活塞向润滑点供油。润滑点给油量的多少,受轴承负荷轻重、背压的高低、距离远近、阻力大小等因素影响,给油量不易和实际需求量相一致,容易发生过多而浪费或过少甚至中断的情况。背压低、阻力小的润滑点首先得到供油,而在远离压力源的管路中,油脂压力低,流速慢,加上烧结机周围环境温度高,油脂极易在管路中固化,直到完全堵死。其中有一处或多处受堵后,系统尚可连续工作,但在故障点之后的所有润滑点已经得不到供油。给有器是否供油,只有通过观察给油器上活塞杆是否动作来判断,很不方便,故障点也不易被发现。在头部和尾部的手动干油润滑系统中,通过人工操纵手动润滑泵的换向阀,才能实现油压的换向,可靠性低。
4.智能集中润滑系统的应用
由于原有的干油润滑系统效果差,造成烧结机滑板和滑道的消耗量很大,且大大增加了系统漏风,各润滑点的轴承由于得不到良好的润滑也很快就失效了。长期以来只能靠定期安排小定修加油来维持运动。为解决这个问题,在2005年7月的时间里,将其改成了北京中冶华润科技发展有限公司开发的智能式集中润滑系统。
4.1系统简介
系统采用SIEMENS7-200系列可编程控制器作为主要控制系统,全自动控制油站启停,控制电磁阀给油器的运行,监控每一个润滑点的润滑状态,收集现场信息,发现故障及时报警,调节和显示循环时间,
257
以及调整每一个润滑点的供油量。同时可网络挂接与上位计算机系统进行连接,以实时监控。使整个系统的润滑状况一目了然。现场电磁给油器执行主控系统送来的指令,控制油阀的开启、关闭,从而实现控制润滑点的供油。供油量的大小、供油周期、时间都由主控系统来控制。流量传感器实时监测各个润滑点的运行状态,如有故障及时报警,且能准确判断故障点所在,便于检修工及时排除故障。
仪表工可根据各润滑点的实际情况,通过文本显示器远程调整供油参数,以适应烧结机的润滑要求,整个润滑系统的供油部分,通过电动润滑泵将油脂压送到油路中,再经过电磁给油器将油注入到各润滑点,油路的油压可达40Mpa,根据现场情况的不同,调整的范围在0-40 Mpa之间。整套系统运行稳定、可靠,减少了各润滑点的机械磨损,降低了故障停机时间,从而降低了生产成本,提高了烧结矿的产量。
4.2系统配置及技术参数
该系统分为主控设备、油站、电磁给油器、油路、控制及信号线路几部分。
4.2.1 主控设备
(1)提供直流5V、24V、交流50Hz、220V、380V电源
(2)西门子可编程控制器主控与扩展模块
(3)压力显示及控制系统
(4)供油参数调整与显示系统
(5)油站控制及保护系统
(6)控制润滑点执行系统
4.2.2 油站
油站的基本配置包括电动润滑泵、压力传感器和压力表,基本参数为:电动润滑泵型号QJRB-40,公称压力40Mpa,润滑介质YP7035,给油量400ml/min,油桶容积100L,外形尺寸1200*1200*600,重量308Kg。
4.2.3 电磁给油器
电磁给油器包括油脂专用阀、流量传感器、润滑点运行指示灯。
4.2.4 油路
主管路采用直径32*3的无缝钢管,支管路采用直径10*1.5的无缝钢管,活动润滑点采用软管连接,主管路采用球套连接,支管路采用卡套连接。
4.2.5 线路
油站采用BV线缆,2mm2×3+1.5m2×1,电磁给油器采用1mm2×12BV线缆,压力传感器采用1mm2×4屏蔽线缆,以上线路均采用电缆槽铺设。
4.3润滑点分布及参数设定
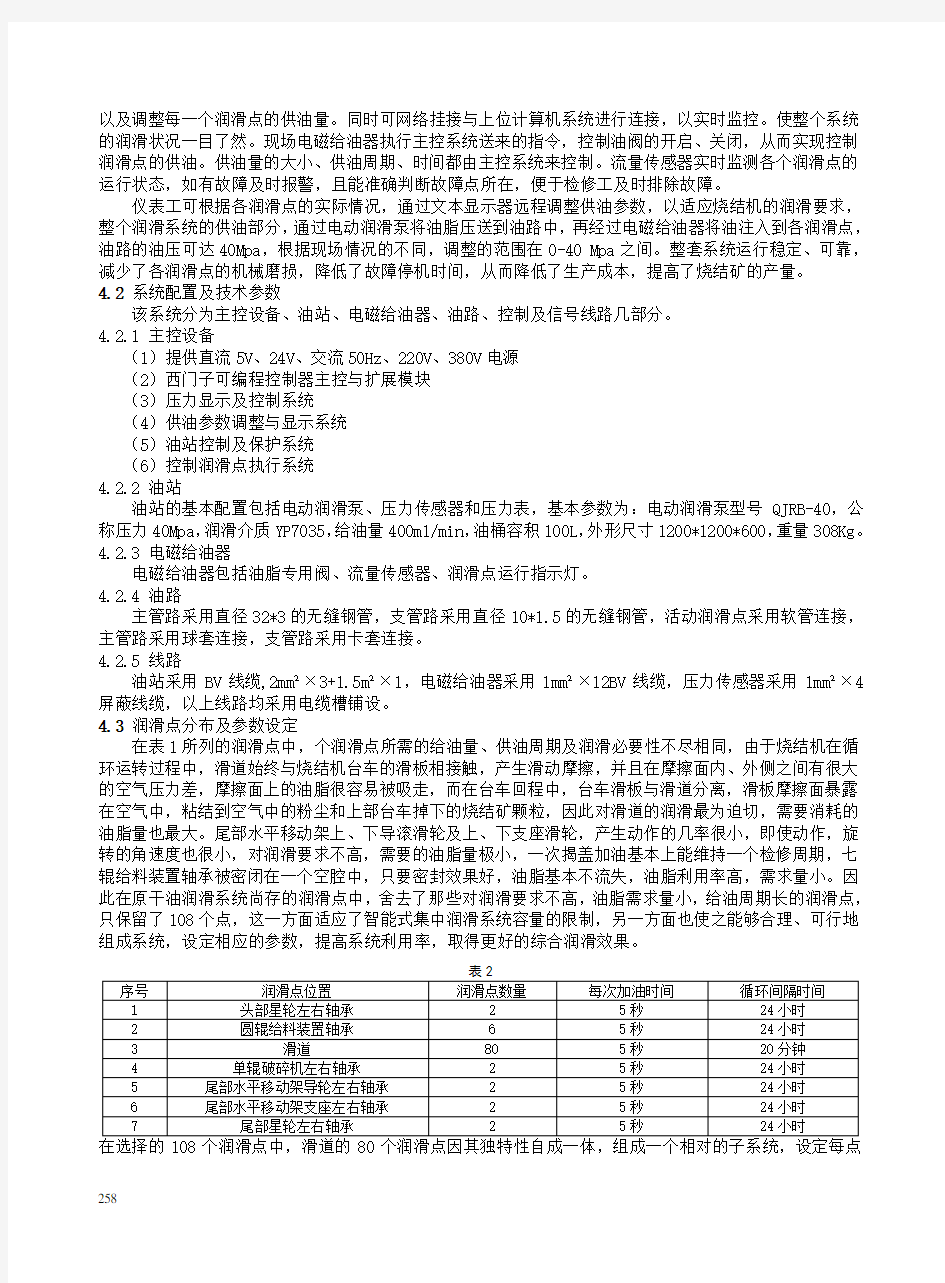
在表1所列的润滑点中,个润滑点所需的给油量、供油周期及润滑必要性不尽相同,由于烧结机在循环运转过程中,滑道始终与烧结机台车的滑板相接触,产生滑动摩擦,并且在摩擦面内、外侧之间有很大的空气压力差,摩擦面上的油脂很容易被吸走,而在台车回程中,台车滑板与滑道分离,滑板摩擦面暴露在空气中,粘结到空气中的粉尘和上部台车掉下的烧结矿颗粒,因此对滑道的润滑最为迫切,需要消耗的油脂量也最大。尾部水平移动架上、下导滚滑轮及上、下支座滑轮,产生动作的几率很小,即使动作,旋转的角速度也很小,对润滑要求不高,需要的油脂量极小,一次揭盖加油基本上能维持一个检修周期,七辊给料装置轴承被密闭在一个空腔中,只要密封效果好,油脂基本不流失,油脂利用率高,需求量小。因此在原干油润滑系统尚存的润滑点中,舍去了那些对润滑要求不高,油脂需求量小,给油周期长的润滑点,只保留了108个点,这一方面适应了智能式集中润滑系统容量的限制,另一方面也使之能够合理、可行地组成系统,设定相应的参数,提高系统利用率,取得更好的综合润滑效果。
258
每次加油时间为5秒,循环间隔时间为20分钟。其余的润滑点设定每点每次加油时间也为5秒,循环间隔时间为24小时,具体如表2所示。
4.4 工作原理
系统可手动或自动运行。在手动方式下,要对某润滑点供油,只需按下主控系统面板上相应的润滑点代号按钮,控制信号便传送到相应的电磁给油器,油阀开启,实现对该润滑点加油;当系统自动运行时,可编程控制器按照已编制好的程序自动运行,首先检测系统参数,如系统中无参数时,供油系统停止工作,只有在各系统参数全部输入后,才会按照设定的参数自动运行;第二步检测联锁控制参数,如果没有联锁信号,系统也停止运行,等主机送来联锁信号后,才进入下一步;第三步检测油泵参数,确定启动两台润滑泵的哪一台或是两台泵都启动。在贮油罐中设定油位下限,当油位达到下限时,自动切换到另一台润滑泵;第四步检测自动加油方式,选择是自动加油还是手动加油,当贮油罐中油位到达下限时,系统发出报警信号,提示操作工加油。第五步油路打开,电磁给油器根据主控系统发来的指令,控制各润滑点支油路的通断,按设定的加油时间加油,同时该点的流量传感器监控加油状态,出现故障时报警,系统发出报警信号,文本显示器记录下故障信息,当某一点加油时间到,该点油阀关闭,停止加油,打开下一润滑点油阀,开始给下一个润滑点加油,依次按照主控系统发来的指令循环。当最后一个润滑点供油完毕后,最后一个电磁给油器关闭,同时油泵自动停止,系统进入第六步循环等待延时,当延时时间一到,又进入下一轮加油循环。
文本显示器在系统对某润滑点加油时,显示该点的加油状态,当在循环等待延时时,显示等待延时的到计值。当润滑点出现加油故障时,文本显示器也记录下相关的故障信息,以备查处理。
4.5优点分析
采用可编程控制器控制系统,自动化程度高,向贮油罐加油可采用自动加油泵加油,系统按设定的程序与参数自动运行,避免了因人为因素而造成的故障。
整个系统范围内,每次只向一个润滑点供油,油压能维持在较高值,并且在供油时,流量传感器实时监控该点加油状态。这样能确保成功地对该点润滑点加油,系统可靠性高,润滑效果好。系统油压高,电动润滑泵能输出最高40Mpa的油压,当压力下降至下限时,自动启动另一台润滑泵以维持油压。
系统运转过程中出现故障时,报警系统能发出报警信号,文本显示器能记录下相关的故障信息,以利于检修人员查阅并进行维修。能方便地通过文本显示器远程调整供油参数,有很好的灵活性。整个系统密闭性好,能有效地防止润滑油流失,避免浪费,润滑油利用率高。
4.6应用效果
智能式集中润滑系统运行之后,取得了良好的效果.系统漏风量大大降低,提高了系统负压值,有效地提高了烧结矿产量;设备得到了良好的润滑,备件消耗量有所下降;油脂消耗量明显降低;系统始终处于自动运行状态,避免了因人为因素而造成的故障。
259