级进模设计中的要点及生产中的故障排除
[摘要]通过介绍级进模排样、镶块、模板和其它零件的设计过程,指出了级进模设计中应注意的事项,并介绍了模具生产中一些常见故障和解决办法。
[关键词]:级进模;排样;镶块;间隙
1 引言
对冲压生产而言,单工位模具结构单一,生产效率低,而且钣金零件不能过于复杂,否则就需要多副单工位模具才能实现。如果采用级进模进行冲压生产,就司拟改变这些缺点。级进模的特点是生产效率高,生产周期短,占用的操作人员少,非常适合大批量生产。
2 级进模设计要点
2.1 产品的展开计算与排样
读懂产品图后,先要进行展开计算,产品的展开尺寸一般是通过经验公式得来的,也有的是通过软件计算得来的。无论用哪种方法,应该保证计算结果是在允许的范围内。因为一旦展开尺寸计算错了,最后的产品—定是不合格的,再改正会很麻烦。所以应该对展开计算的结果进行验算,以保证展开尺寸准确无误。
设计排样图的过程,就是确定模具结构的过程,如呆排样图确定了,那么模具的基本结构也就确定下来了。所以,在进行排样设计时,要从全局进行详尽的考虑,不能受限于局部结构,而且还要多注意细节。例如:在分配每一步工位时,不但要考虑哪一工位冲裁,哪一工位折弯,哪一工位成形,还要考虑各个镶块应如何排布,排布的空间够不够,各个镶块之间有没有相互影响。对于冲裁的工位,应主要考虑冲裁力如何分布均匀合理,冲裁模强度是否能够保证,复杂的冲裁应适当分察。对于折弯和成形等工位,则应考虑是否能一次成形,如果没有把握,应增加一步顶成形或空步,以方便模具调整。对于平面度要求高或成形中易形成翘曲的产品,应增加校平工位来保证平面度。
在排布工位顺序时,应注意前后上位不能有影响,否则应调整工忙顺序。例如:在进行z字形弯曲时,如果z字形弯曲而上有冲孔且冲孔位置有较严格的公差要求,那么就应该先进行z字形弯曲,然后再冲扎,这样就保证了冲孔的位置。
级进模的最后上位是根重要的工位.因为它涉及到产品如何从模具中取出。一般的出件方式主要包括吹出和落下,有的特殊产品也需要机械手取件。不论哪种方式,都需要进行切断,切断处的大小尺寸和位置要经过仔细考虑,因为它们不但影响到模具的出件,还影响到条料能否稳定、顺利地送进。而如果采用落料的出件方式,切断处的毛刺方向与其它位置是相反的,这要同产品设计人员进行研讨后才能确定。
设计排样时,在保证条料能顺利送进和稳定生产的前提下,应尽量减小料宽和步距,以降低钣金零件的成本。
2.2 镶块设计
(1)冲裁凸模。
冲裁凸模的形状是由产品的形状决定的,它可以采用直身结构也可采用加强型结构。主要的固定方式有:挂台固定、销钉固定、螺丝固定。压块固定、顶丝固定。这其中挂台固定最安全可靠,销钉固定不常用,其它3种固定方式主要是便于维修时快速更换。可以根据需要自由选择。
凹模刃口可以直接在凹模板上割出,但对于产量较大或硬度较高的产品,应设计凹模镶块,以方便维修。凹模镶块的固定方式有:挂台固定、螺丝固定、压块固定。
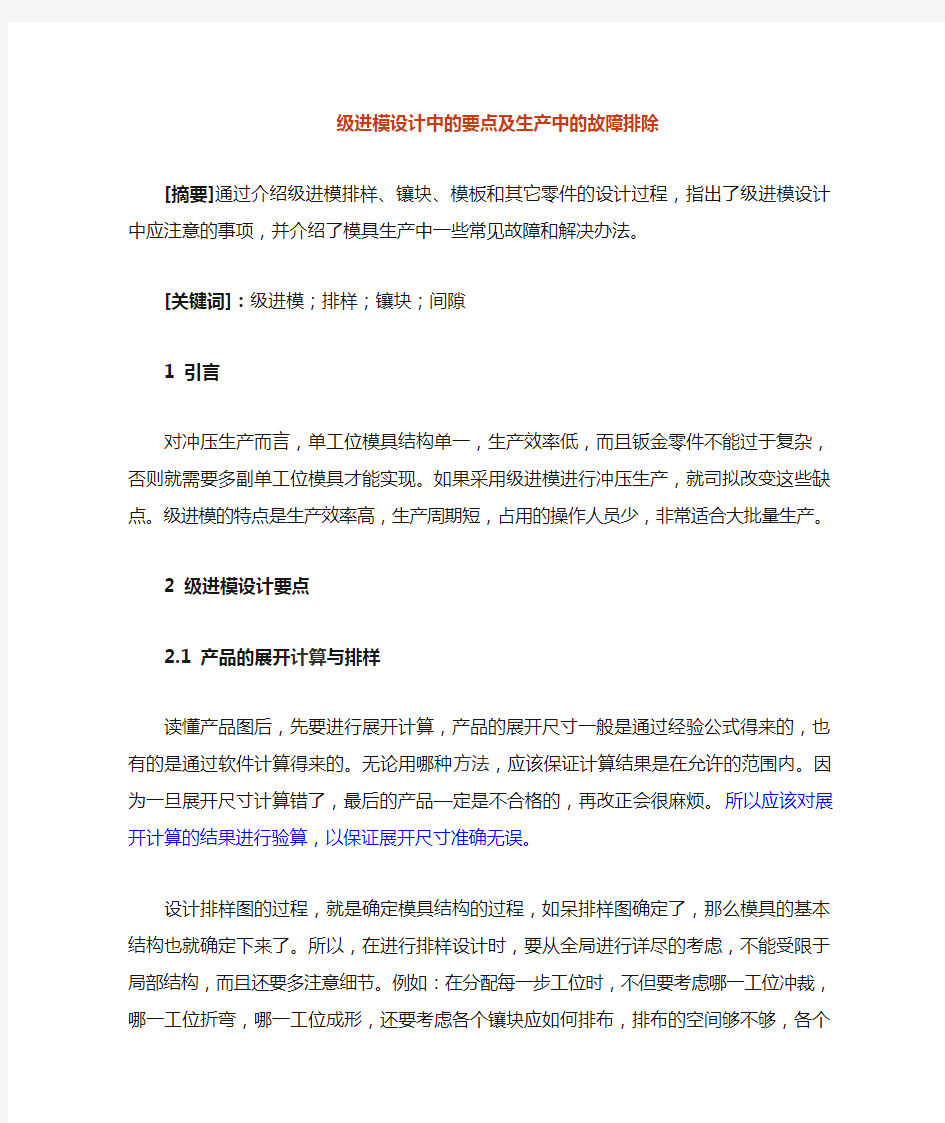
在设计单侧冲截的凹模镶块时,为防止产生废料上浮,应在不冲裁的一侧增加挤料尖角,挤住废料,不让其上浮,如图1所示。
(2)折弯镶块。
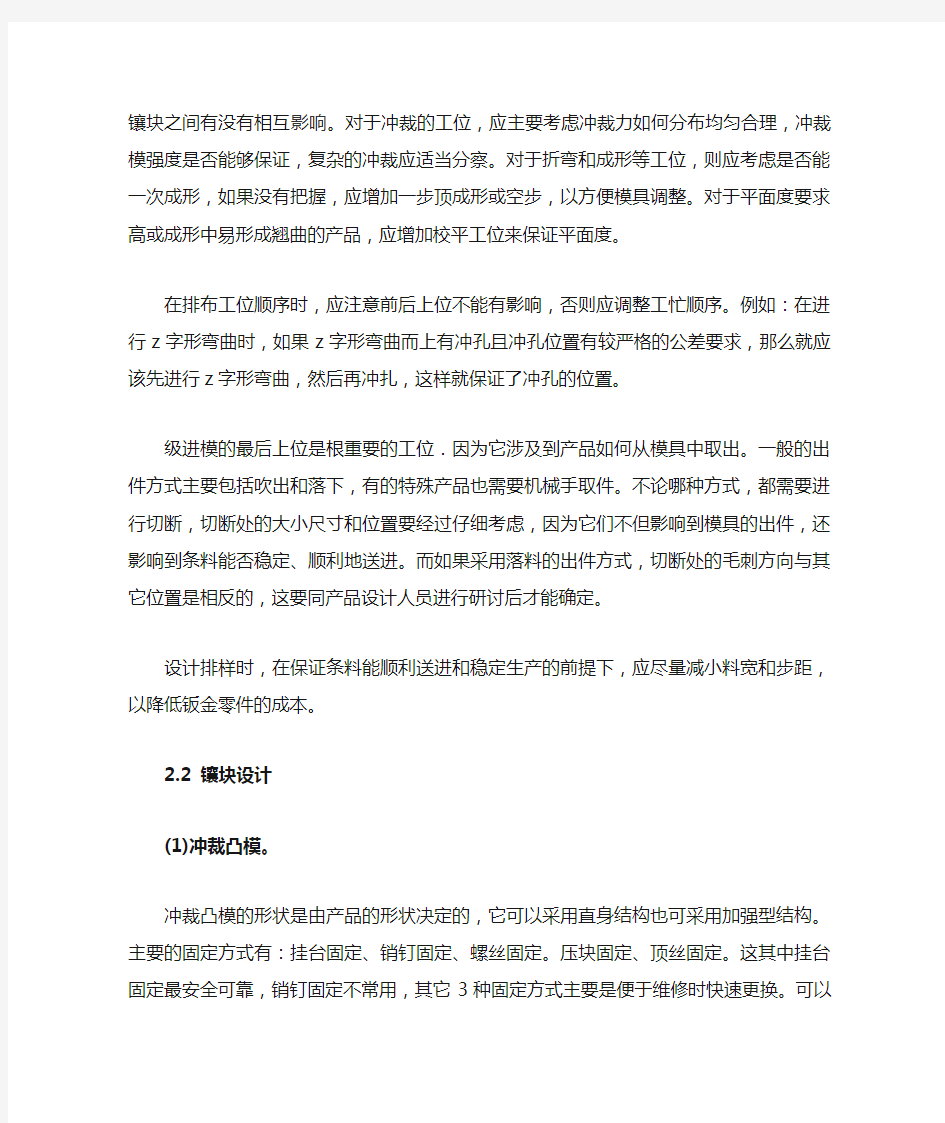
折弯镶块既可以用挂台固定,也可以用螺丝固定。折弯凸、凹模之间的间隙应为一个料厚。折弯凸模头部应设计为圆弧R角,以避免折弯时擦伤产品如图2所示)。对于自负弯曲的折弯凹模靠近折弯线处,应设计一条校正筋(如图3所示),使折弯时在产品根部产生塑性变形,减小回弹,保证90°弯曲角。
2.3 模板设计
标准的级进模模板包括:卸料板、固定板、凹模板、上模座,下模座。
其中卸料扳、固定板、凹模板是关键的3块模板,也是级进模必不可少的。固定板起着固定凸模的作用;卸料板主要起卸料、导向、压料3个作用;凹模板既可以充当凹模刃口,也可以在其上镶拼凹模镶块。3块模板之间用4个小导柱来导向,把4个小导柱固定在凸模固定板上,在卸料板和凹模板上分别镶4个小导柱,精确控制小导柱和小导套间的配合精度,以保证凸模的运动精度。
进行级进模的设计,有一项也很重要,就是设计让位,一般弯曲或成形等工位的所有后续工位都需要让位,而且要充分让位,不但要考虑静态让位,还要考虑动态是否需要让位。
2.4其它零件设计
在级进模中,一些辅助零件对模具的顺利工作也起着重要的作用。
(1)导正钉。在级进模中,导正钉对产品的精度有较大的影响,一般在第一工位冲了2个孔,后续工位用这2个孔进行双导向,这样能够较好的保证产品的精度。设计导正钉时要注意控制导正钉的长度,当模具在自由状态时导正钉的直臂部分伸出卸料板的长度要小于产品的—个料厚,这样就可以有效地避免带料现象。
(2)来决定的,在设计送进高度时,应保证条料在这一高度迭进时,不舍被仟何镶块或顶杆阻碍。浮动送料钉不仅能将条料抬起,还对条料起导向作用。它的数量和位置要根据条料的宽度和厚度来相应地确定。
(3)拾料块和顶杆。当条料进行折弯、切门,拉伸等成形工序时,会产生包紧力使条料成形部位包紧在镶块上,不易脱模。为保证条料顺利弹起,应在适当位置设计抬料块或顶杆,依靠弹簧力梅条料顶出。而在最后工位,切断的产品有时会因为冲压油的作用粘附在模具上,所以最后工位上、下模均应设计顶杆,以防出现叠件现象并损伤模具。
另外,为了防止误送料和废料上浮现象损伤模具,可以设计误送料和废料上浮感应报警装置。
3 生产中的故障排除
在级进模的生产中,有时会出现一些故障,给生产造成影响,下面介绍一些常见故障的解决方法。
3.1 产品毛刺增大
当模具生产一段时间后,会出现生产零件毛刺增大现象,这时应当检查凸、凹模刃口,如果发现刃口磨损或产生崩刃,应进行刃磨,刃磨后给凸模或凹模垫上相应厚度的垫片。当凹模经过多次刃磨后,应当检查刃口直壁是否已被磨去.如果无刀口直壁,则要更换凹模镶块如果凸、凹模刃口无磨损,而零件上的毛刺不均匀,是因为冲裁间隙产生了偏移,这时要进行间隙调整。
3.2 废料上浮
在冲压生产中,废料上浮是个影响较大问题,它不但影响生产,甚至会损坏模具。一般来说,圆形或方形等规则形状的废料容易产生上浮,而形状较复杂的异形废料则较少产生上浮。
下面介绍一些废料上浮产生的原因及解决方法。
(1)冲裁间隙大,如果在试模阶段就经常出现废料上浮,则说明冲裁间隙太大.应当重新制作凹模并减小冲裁间隙。如果只是偶尔产生废料上浮,可以在凹模腔内用电火花放电来增加粗糙度。
(2)凸模表面太光滑,废料在大气压作用下附着在凸模上,可以在凸模上增加气孔。
(3)单侧冲裁产生废料上浮,在不冲裁侧增加尖角挤住废料。
(4)冲压速度较高,应考虑降低速度,如因生产需要无法降速,可以在凸模上增加顶杆,顶下废料。
另外,还有一些人为因素,如刃唐后没有充分退磁、神压生产时使用过多的冲压油等,这些都应尽量避免。
3.3叠件现象
在冲压生产中.最后一工位完成切断后,生产零件设有被及时吹出模具,仍然留在模具上,极易产生叠件现象。叠件是非常危险的,很容易损伤模具。产生叠件的因素很多,像吹气的风力不够、冲压油的粘附作用、生产件钩挂在顶杆上。针对这些因素,可以采取多种措施来防止叠登件现象的出现。例如在冲压生产中要保证吹气的风力足够大,进行模具设计时在凹模板和卸料板上均增加顶杆,其中凹模板上的顶杆应设计大些,至少要比零件上的孔大,或者干脆采用拍料块结构,以避免生产零件钩挂在顶杆上。设计凹模板时,在保证冲裁强度的前提下,应在凹模板末端设计一条较宽的斜坡,以便
生产零件能顺利地滑出模具。另外,在设计时还应考虑在最后一工位尽量让待切断的牛产零件伸出凹模板或伸出斜坡至少二分之一,尽量依靠生产零件的自重滑出模具。
3.4漏料孔堵塞
在冲压生产中,如果出现汛料孔堵塞又没有被及时发现,很容易损伤模具,造成凸模折断或凹模胀裂。要防止漏料孔堵塞,保证漏料顺畅.一定要榨制好漏料孔的尺寸大小。对于一些细小突出的部分,漏料孔的尺寸要适当放大;而对于废料翻滚造成的漏料孔堵塞,要减小漏料孔尺寸。进行模具设计时.应给予漏料孔足够的重视,设计凹模垫板时要以凹模板为参照,保证凹模垫板漏料轮廓比凹模板漏料轮廓大,设计下模架时要以凹模垫板为参照.以此类推。最后,要保证安装板漏料孔比机床漏料孔小,否则,就要在下安装板上开斜坡,以保证废料最终滑人机床漏料孔。
另外,凹模刃口磨坝或冲压油过多过帖也会造成漏料孔堵塞,要及时刃磨或减少更换冲压油。
3.5 送料不畅
送料不畅轻则影响生产,重则损坏模具。产生原因有以下几方面:
(1)生产时送进步距与设计的步距有差异,应调整送进步距。
(2)抬料钉间距过大,应增加抬料钉数量。
(3)条料抬起高度不够,条料容易钩挂在抬料块或顶杆上,应增加条料抬起高度。
(4)抬料钉送进间隙过小,条料送进不流畅,应适当放大间隙。
(5)条料过宽过薄,容易产生翘恤,应在条料中间增加抬料块。
4 结束语
设计是源头,设计虽然只占模具成本的10%左右,却决定了整个模具成本的70%-80%,所以,设计人员在设计时一定要详尽地考虑模具结构,考虑提高生产率,如何方便维修。但是,又不能完全依赖于设计,在实际生产中要具体问题且体分析,根据实际状况进行模具调整也是必需的。在生产中模具的维修、保养也是很重要的。在模具维修时.应该多注意细节,找出根本原因,引对其维修。在拆装模具时,要认真仔细,以防损伤摸具。定期的维护、保养可以大大提高模具的寿命。
前言 模具是制造业的重要基础装备,它是―无以伦比的效益放大器‖。没有高水平的模具,也就没有高水平的工业产品,因此模具技术也成为衡量一个国家产品制造水平的重要标志之一,正因为模具的重要性及其在国民经济中重要地位,模具工业一直被提到很高的位置。 从起步到现在,我国模具工业已经走过了半个多世纪。从20 世纪以来,我国就开始重视模具行业的发展,提出政府要支持模具行业的发展,以带动制造业的蓬勃发展。有关专家表示,我国的加工成本相对较低,模具加工业日趋成熟,技术水平不断提高,人员素质大幅提高,国内投资环境越来越好,各种有利因素使越来越多国外企业选择我国作为模具加工的基地。因为模具生产的最终产品的价值,往往是模具价格的几十倍,上百倍。目前,模具技术已成为衡量一个国家产品制造水平高低的最重要标志。它决定着产品的质量、效益和新产品的开发能力。 模具工业在我国国民经济中的重要性,主要表现在国民经济的五大支柱产业——机械、电子、汽车、石油化工和建筑。事实上,模具是属于边缘科学,它涉及机械设计制造、塑性加工、铸造、金属材料及其热处理、高分子材料、金属物理、凝固理论、粉末冶金、塑料、橡胶、玻璃等诸多学科、领域和行业。 据统计资料,模具可带动其相关产业的比例大约是1:100 ,即模具发展 1 亿元,可带动相关产业100 亿元。通过模具加工产品,可以大大提高生产效率,节约原材料,降低能耗和成本,保持产品高一致性等。如今,模具因其生产效率高、产品质量好、材料消耗低、生产成本低而在各行各业得到了应用,并且直接为高新技术产业服务;特别是在制造业中,它起着其它行业无可取替代的支撑作用,对地区经济的发展发挥着辐射性的影响。
软件详细设计说明书 v1.0 200X年月XX日 修订历史记录
编制 审查 审核 批准 文档评审负责人:参加评审人员:
目录 1引言 (4) 1.1编写目的 (4) 1.2背景 (4) 1.3定义 (4) 1.4设计依据 (4) 2软件系统结构 (4) 2.1功能需求 (4) 2.2子模块划分 (4) 2.3子模块间关系 (4) 3公共数据结构 (4) 4程序设计说明 (5) 4.1程序1设计说明 (5) 4.1.1程序描述 (5) 4.1.2功能 (5) 4.1.3性能 (5) 4.1.4输入 (5) 4.1.5输出 (5) 4.1.6算法 (5) 4.1.7流程 (5) 4.2程序2设计说明 (5) 5模块重用说明 (5)
1引言 1.1编写目的 〖说明编写这份软件详细设计说明书的目的〗 1.2背景 〖说明待开发软件(子)系统的名称和此软件(子)系统所属大系统的名称; 说明任务的来源(开发背景和市场背景)等;该软件(子)系统与大系统中其他子系统的关系。〗 1.3定义 〖列出本文档中所用到的专门术语的定义和缩写词的原意〗 1.4设计依据 〖列出本文档所引用的有关设计依据(标题、文件编号、版本号、作者、发布日期、出版单位),包括本项目内部已编写的有效文档、出版刊物和国家标准或规范〗2软件系统结构 2.1功能需求 2.2子模块划分 〖说明本软件系统(或模块)的实现,即其内部的子模块划分(给出程序的名称和标识符)。建议以图形说明。〗 1.XXXXXXXX 2.XXXXXXXX 3.XXXXXXXX 4.XXXXXXXX 5.XXXXXXXX 6.XXXXXXXX 2.3子模块间关系 〖说明各子模块间的控制、顺序等耦合关系。〗 3公共数据结构 〖给出本软件系统使用的每一个公共数据结构的类型定义、存储方式,公共数据结构内各元素项的类型定义、初始取值、可能取值的范围及相应的物理含义。建议以类似C语言的数据说明格式来描述。〗
实用标准文案 宁波大红鹰学院 毕业设计(论文) 说明书 题目 学生 系别 专业班级 学号 指导教师
摘要 先分析零件的冲压工艺;确定模具的总体结构;结合零件的冲压工艺及模具的总体结构设计排样图;根据排样图,计算利用率、冲载力、压力、选用设备及刃口的尺寸。根据资料再用 PRO/E,对模具进行设计,然后将三维图转成二维的装配图和零件图进行标注,并编制零件的加工工艺卡。 关键词:落料 ; 冲孔 Abstract First analysis of the stamping process parts; to determine the overall structure of mold; combination of parts stamping process and die design of the overall structure of the layout graph; layout plan based on calculating the utilization rate, red edge is contained, pressure, choice of equipment and cutting the size of . According to the information re-use PRO / E, the design of the mold, and then converted into two-dimensional three-dimensional map of assembly drawings and parts marked maps and compile card processing parts. Key words:Blanking ; Punching
U形弯曲件模具设计 1零件工艺性分析 工件图为图15所示活接叉弯曲件,材料08F钢,料厚2mm。其工艺性分析内容如下: 图15 弯曲工件图 1.1材料分析 08F优质碳结构钢,具有良好的塑形。
1.2结构分析 零件结构简单,左右对称,对弯曲成形较为有利。可查得此材料所允许的最小弯曲半径r=0.5t=1,而零件弯曲半径mm = r,故不会弯裂。另外, 2> 5.1 mm 零件上的孔位于弯曲变形区之外,所以弯曲时孔不会变形,可以先冲孔后弯曲。计算零件相对弯曲半径1<5,卸载后弯曲件圆角半径的变化可以不予考虑,而弯曲中心角发生了变化,采用校正弯曲来控制角度回弹。 1.3.精度分析 零件上只有个别尺寸有公差要求,其余未注公差尺寸也均按IT13选取,所以普通弯曲和冲裁即可满足零件的精度要求。 4.结论:由以上分析可知,该零件冲压工艺性良好,可以冲裁和弯曲。 2工艺方案的确定 零件为搭扣,该零件的生产包括冲孔,弯曲和落料三个基本工序,可有以下三种工艺方案: 方案一:先落料,后冲孔,再弯曲。采用三套单工序模生产。 方案二:落料—冲孔复合冲压,再弯曲。采用复合模和单工序弯曲模生产。 方案三:冲孔—落料连续冲压然后弯曲。采用弯曲级进模。 方案一模具结构简单,但需三道工序三副模具,生产效率较低。 方案二需两副模具,且用复合模生产的冲压件形位精度和尺寸精度易保证,生产效率较高。。 方案三,结合了强两种方案的有点,又节省了工序和成本,所以方案三比较适合。
3零件工艺计算 3.1.弯曲工艺计算 3.1.1毛坯尺寸计算 对于t r 5.0>有圆角半径的弯曲件,由于变薄不严重,按中性层展开的原理,坯料总长度应等于弯曲件直线部分和圆弧部分长度之和,可查得中性层位移系数x=0.42,所以坯料展开长度为70 由于零件宽度尺寸为18mm ,故毛坯尺寸应为70mm×41mm 。弯曲件平面展开图. 3.1.2弯曲力计算 弯曲力是设计弯曲模和选择压力机的重要依据。 因为是U 型弯曲所以 1.自由弯曲力 F 自=0.7*1.3*41*4*(280~390)/4=10446N~14551N 2.顶件和压料力 FQ=0.5F 自=10446*0.5~14551*0.5=5223~7276N 3.压力机吨位的确定 F 压机>F 自+FQ=15669~21827N 所以选择JG23-40开始双柱可倾式压力机。 3.2.冲孔落料连续模工艺计算 3.2.1刃口尺寸计算 由图3-2可知,该零件属于一般冲孔、落料件。根据零件形状特点,冲裁模的凸、凹模采用分开加工方法制造。尺寸10mm 由落料获得,φ3.5mm 和φ5.2mm 由冲孔同时获得。查得凸、凹模最小间隙mm 246.0min =Z ,最大间隙 mm Z 360.0max =,所以mm 114.048.066.0min max =-=-Z Z 。
XXX系统 详细设计说明书 作者: 完成日期: 签收人: 签收日期: 版本所有:北京无限讯奇信息技术有限公司
版本修改记录
目录 1引言 (4) 1.1编写目的 (4) 1.2背景 (4) 1.3定义 (4) 1.4参考资料 (4) 2程序系统的组织结构 (5) 3程序1(标识符)设计说明 (6) 3.1程序描述 (6) 3.2功能 (6) 3.3性能 (6) 3.4输入项 (6) 3.5输出项 (6) 3.6算法 (7) 3.7流程逻辑 (7) 3.8接口 (7) 3.9存储分配 (7) 3.10注释设计 (7) 3.11限制条件 (7) 3.12测试计划 (7) 3.13尚未解决的问题 (8) 4程序2(标识符)设计说明 (9)
详细设计说明书又可称程序设计说明书。编制目的是说明一个软件系统各个层次中的每一个程序(每个模块或子程序)的设计考虑,如果一个软件系统比较简单,层次很少,本文件可以不单独编写,有关内容合并入概要设计说明书。 1引言 1.1编写目的 说明编写这份详细设计说明书的目的,指出预期的读者。 1.2背景 说明: a.待开发软件系统的名称; b.本项目的任务提出者、开发者、用户和运行该程序系统的计算中心。 1.3定义 列出本文件中用到专门术语的定义和外文首字母组词的原词组。 1.4参考资料 列出有关的参考资料,如: a.本项目的经核准的计划任务书或合同、上级机关的批文; b.属于本项目的其他已发表的文件; c.本文件中各处引用到的文件资料,包括所要用到的软件开发标准。列出这些文件的标题、文件编号、发表日期和出版单位,说明能够取得这些文件的来源。
多工位级进模的设计 -----------------------作者:
-----------------------日期:
多工位级进模的设计(基础知识) 01 1 概述 多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点:(1)在一副模具中,可以完成包括冲裁,弯曲,拉深和成形等多道冲压工序;减少了使用多副模具的周转和重复定位过程,显著提高了劳动生产率和设备利用率。(2)由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚”问 题,设计时还可根据模具强度和模具的装配需要留出空工位,从而保证模具的强度和装配空 间。 (3)多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小凸模实施内导向保护)和准确的定距系统,以保证产品零件的加工精度和模具寿命。 (4)多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。 (5)多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线切割加工、成型磨削、坐标镗、坐标磨等先进加工方法制造模具。 (6)多工位级进模主要用于冲制厚度较薄(一般不超过2mm)、产量大,形状复杂、精度要求较高的中、小型零件。用这种模具冲制的零件,精度可达IT10级。 由上可知,多工位级进模的结构比较复杂,模具设计和制造技术要求较高,同时对冲压设备、原材料也有相应的要求,模具的成本高。因此,在模具设计前必须对工件进行全面分析,然后合理确定该工件的冲压成形工艺方案,正确设计模具结构和模具零件的加工工艺规程,以获得最佳的技术经济效益。显然,采用多工位级进模进行冲压成形
课程编号:XXXX大学 专业课程设计说明书 设计人:XXX 专业班级:XXX 学号:XXXXX 指导教师:XXX 日期:X年X 月X日
目录 一、序言 (3) 二、专业课程设计任务说明书 (4) 三、零件的工艺性分析 (5) 四、冲裁零件工艺方案的拟订 (6) 五、相关工艺计算 (7) 六、模具类型及结构形式的选择 (15) 七、工作零件及主要零件的结构形式 (14) 八、参考文献 (15)
一、序言 板料冲压是一种金属压力加工方法,它是在常温(冷态)下,利用冲模在压床上对金属(或非金属)板料施加压力使其分离或变形,从而得到一定形状零件的加工方法。、它是无屑加工,被加工的金属在再结晶温度以下产生塑性变形,不产生切屑,变形中金属产生加工硬化。所用设备是冲床,冲床供给变形所需的力。所用的工具是各种形式的冲模,冲模对材料塑性变形加以约束,并直接使材料变成所需的零件。所用的原材料多为金属和非金属的板料。 本任务书是对一套垫圈冲孔、落料模的设计说明,其中对零件的工艺性进行了分析,对冲压零件方案进行了拟定,对排样形式进行确定,压力机的选择,模具类型及结构形式的选择,模具零件的选用,凸、凹模刃口尺寸的计算等作了详细的说明。 本任务书在编写过程中参考了大量文献资料,得到了XXX老师悉心指导和其他同学的热心帮助,在此表示衷心的感谢。 编者:XXX X年X月XXX日
二专业课程设计任务书 已知:(1)产品零件图 (2)生产批量:大批量 (3)零件材料:Q255A钢 (4)材料厚度:2mm 图一产品零件图 求作: (1)进行冲压工艺性分析(从材料、零件结构、尺寸精度几个方面进行)(2)确定工艺方案及模具结构类型 (3)进行相关工艺计算,包括: 排样设计; 冲压力计算及压力中心的确定; 凸凹模刃口尺寸计算; 模具零件结构尺寸计算; 设备选择等。 (4)绘制模具总装配图 (5)绘制工作零件及主要零件的零件图 (6)编写课程设计说明书 要求: 根据所设计工件的尺寸、形状、批量等原始数据和要求,每人独立设计、绘制完成一套冲压模具。 包括: (1)模具装配图1张(按照1:1比例,或适当比例); (2)模具工作零件图2-3张(按照1:1比例,或适当比例); (3)设计说明书1份;
级进模设计要点 来源:模具制造 中国华录松下电子信息有限公司(辽宁大连 116014) 窦智 [摘要]通过介绍级进模排样、镶块、模板和其它零件的设计过程,指出了级进模设计中应注意的事项,并介绍了模具生产中一些常见故障和解决办法。 关键词:级进模;排样;镶块;间隙 1 引言 对冲压生产而言,单工位模具结构单一,生产效率低,而且钣金零件不能过于复杂,否则就需要多副单工位模具才能实现。如果采用级进模进行冲压生产,就可以改变这些缺点。级进模的特点是生产效率高,生产周期短,占用的操作人员少,非常适合大批量生产。 2 级进模设计要点 2.1 产品的展开计算与排样 读懂产品图后,首先要进行展开计算,产品的展开尺寸一般是通过经验公式得来的,也有的是通过软件计算得来的。无论用哪种方法,应该保证计算结果是在允许的范围内。因为一旦展开尺寸计算错了,最后的产品—定是不合格的,再改正会很麻烦。所以应该对展开计算的结果进行验算,以保证展开尺寸准确无误。 设计排样图的过程,就是确定模具结构的过程,如果排样图确定了,那么模具的基本结构也就确定下来了。所以,在进行排样设计时,要从全局进行详尽的考虑,不能受限于局部结构,而且还要多注意细节。例如:在分配每一步工位时,不但要考虑哪一工位冲裁,哪一工位折弯,哪一工位成形,还要考虑各个镶块应如何排布,排布的空间够不够,各个镶块之间有没有相互影响。对于冲裁的工位,应主要考虑冲裁力如何分布均匀合理,冲裁模强度是否能够保证,复杂的冲裁应适当分察。对于折弯和成形等工位,则应考虑是否能一次成形,如果没有把握,应增加一步预成形或空步,以方便模具调整。对于平面度要求高或成形中易形成翘曲的产品,应增加校平工位来保证平面度。 在排布工位顺序时,应注意前后工位不能有影响,否则应调整工位顺序。例如:在进行z字形弯曲时,如果z字形弯曲而上有冲孔且冲孔位置有较严格的公差要求,那么就应该先进行z字形弯曲,然后再冲扎,这样就保证了冲孔的位置。 级进模的最后工位是根重要的工位.因为它涉及到产品如何从模具中取出。一般的出件方式主要包括吹出和落下,有的特殊产品也需要机械手取件。不论哪种方式,都需要进行切断,切断处的大小尺寸和位置要经过仔细考虑,因为它们不但影响到模具的出件,还影响到条料能否稳定、顺利地送进。而如果采用落料的出件方式,切断处的毛刺方向与其它位置是相反的,这要同产品设计人员进行研讨后才能确定。 设计排样时,在保证条料能顺利送进和稳定生产的前提下,应尽量减小料宽和步距,以降低钣金零件的成本。 2.2 镶块设计 (1)冲裁凸模。 冲裁凸模的形状是由产品的形状决定的,它可以采用直身结构也可采用加强型结构。主要的固定方式有:挂台固定、销钉固定、螺丝固定。压块固定、顶丝固定。这其中挂台固定最安全可靠,销钉固定不常用,其它3种固定方式主要是便于维修时快速更
说明书一、概述 1.1 项目概况 务川县大坪镇电厂至官学撤并建制村硬化路是电厂至官学之间重要的通村公路。本项目的建设,对改善沿线居民日常出行和生产生活物资运输条件,促进地方经济的发展,建设社会主义新农村,完善务川县公路网结构,都具有积极的现实意义和深远的社会影响。 该公路路路线平、纵标准按农村公路,路基宽度4.5米(路基横断面布置为:左侧0.5米土路肩+3.5米(路面铺筑宽度)+右侧0.5米土路肩)。本次测量起点里程K0+000,位于务川县大坪镇黄洋村,起点电厂,经陈家山,终点至官学,里程为K7+840.761,共计7.840公里。 1.2 设计依据 1.我公司与务川县交通运输局签订的《务川县大坪镇“十三五”撤并建制村硬化路施工图设计设计合同》; 2.交通运输部关于推行农村公路建设“七公开”制度的意见及交通运输部关于推进“四好农村路”建设的意见——交公路发【2015】73号; 3.《工程建设标准强制性条文》(公路部分); 4.公路工程技术标准、规范、规程以及现行有关法律、法规等; 5. 有关规划、地方人民政府的要求和意见。 6. 交通部《关于印发农村公路建设指导意见的通知》(交公路发[2004]372号)。 7. 贵州省交通运输厅文件《贵州省通村油路改造工程管理办法(试行)》黔交建设【2011】49号; 8.贵州省交通运输厅文件《关于落实农村公路建设六个同步实施要求的通知》黔交建设【2014】69号; 9.贵州省交通运输厅《贵州省“四在农家——美丽乡村”基础设施建设——小康路工程技术导则(试行)》; 10. 贵州省公路局文件《贵州省“十三五”农村公路前期工作及设计要求》(征求意见稿); 11.遵义市交通运输局文件《关于遵义市“十三五”撤并建制村硬化路施工图简化设计标准格式的通知》(遵义市发交【2015】141号)。 1.3 设计采用的技术规范 1)道路部分 (1)《公路水泥混凝土路面设计规范》(JTG D40-2011); (2)《公路软土地基路堤设计与施工技术规范》(JTG 17 D13-02-2013); (3)《公路路基施工技术规范》(JTG F10-2006); (4)《公路桥涵施工技术规范》(JTG/T F50-2011); (5)《道路交通标志与标线》(GB5786-2009); (6)《道路工程制图标准》(GBJ50162-92)。 2)桥梁工程 (1)《公路钢筋混凝土及预应力混凝土桥涵设计规范》(D62-2004); (2)《公路桥涵设计通用规范》(JTGD60-2015); (3)《公路桥涵地基与基础设计规范》(JTG D63-2007); (4)《地下工程防水技术规范》(GB50108-2008); (5)《公路桥梁抗震设计细则》(JTG B02-01-2008)。 1.4设计采用的主要技术标准 (1)《关于印发农村公路建设指导意见的通知》(交公路发〔2004〕372号); (2)《农村公路建设管理办法》(交通部令2006年第3号); (3)《贵州省公路条列》和《贵州省通村油路改造工程管理办法(试行)》(黔交建设〔2011〕49号); (4)贵州省交通运输厅《贵州省“四在农家——美丽乡村”基础设施建设——小康路工程技术导则(试行)》; (5)遵义市交通运输局文件《关于遵义市“十三五”撤并建制村硬化路施工图简化设计标准格式的通知》(遵义市发交【2015】141号)。 1.5测设经过 铁二院成都分院公司承接勘察设计任务之后,立即成立了项目处,制定了施工图测设《勘察设计作业指导书》,同时按规范、合同要求进行各项测设工作。本项目为务川县大坪镇电厂至官学撤并建制村硬化路,全长7.840Km。于2016年3月上旬完成外业测量工作,同时对施工图
多工位级进模的设计(基础知识) 1 概述 多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点: (1)在一副模具中,可以完成包括冲裁,弯曲,拉深和成形等多道冲压工序;减少了使用多副模具的周转和重复定位过程,显著提高了劳动生产率和设备利用率。 (2)由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚”问 题,设计时还可根据模具强度和模具的装配需要留出空工位,从而保证模具的强度和装配空 间。 (3)多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小凸模实施内导向保护)和准确的定距系统,以保证产品零件的加工精度和模具寿命。 (4)多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。 (5)多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线切割加工、成型磨削、坐标镗、坐标磨等先进加工方法制造模具。 (6)多工位级进模主要用于冲制厚度较薄(一般不超过2mm)、产量大,形状复杂、精度要求较高的中、小型零件。用这种模具冲制的零件,精度可达IT10级。 由上可知,多工位级进模的结构比较复杂,模具设计和制造技术要求较高,同时对冲压设备、原材料也有相应的要求,模具的成本高。因此,在模具设计前必须对工件进行全面分析,然后合理确定该工件的冲压成形工艺方案,正确设计模具结构和模具零件
冲压模具设计 班级: 学号: 姓名: 指导老师: 材料:08F,厚度1.5mm生产批量为大批量生产(级进模) 1.冲压件工艺性分析 (1)材料 O8F为优质碳素钢,抗剪强度=220~310Mpa、抗拉强度b=280~390Mpa、伸长率为 10=32%、屈服极限s=180Mpa、具有良好的冲压性能,适合冲裁加工。 (2)结构与尺寸 工件结构比较简单,中间有一个直径为22的孔,旁边有两个直径为8的孔,凹槽宽度满足b 2t,即卩6》2x1.5=3mm,凹槽深度满足I 5b,即5《5x6=30。结构与尺寸均适合冲裁加工。 2.冲裁工艺方案的确定 该工件包括落料和冲孔两个工序,可采用一下三种工艺方案。
方案一:先落料,后冲孔,采用单工序模生产。 方案二:落料一一冲孔复合冲压,采用复合模生产。 方案三:冲孔一一落料级进冲压,采用级进模生产。 综合考虑后,应该选择方案三。因为方案三只需要一副模具,生产效率高,操作方便,工件精度也能满足要求,所以应该选用方案三比较合算。 3.选择模具总体结构形式 由于冲压工艺分析可知,采用级进冲压,所以模具类型为级进模。 (1)确定模架及导向方式 采用对角导柱模架,这种模架的导柱在模具对角位置,冲压时可防止由于偏心力矩而引起模具歪斜。导柱导向可以提高模具寿命和工件质量,方便安装调整。 (2)定位方式的选择 该冲件采用的柸料是条料,控制条料的送进方向采用导料板,无侧压装置;控制条料的送进步距采用侧刃粗定距;用导正销精定位保证内外形相对位置的精度。 (3)卸料、出件方式的选择 因为该工件料厚1.5mm,尺寸较小,所以卸料力也较小,故选择弹性卸料,下出件方式。 4.必要的工艺计算 (i)排样设计与计算 该冲件外形大致为圆形,搭边值为a i=1.5mm,条料宽度为43.57mm,步距为A=88.4mm, 一个步距的利用率为63.98%。见下图 S=1668.7-11x11x3.14-2x4x4x3.14=1188.28
级进模设计中的要点及生产中的故障排除 1 引言 对冲压生产而言,单工位模具结构单一,生产效率低,而且钣金零件不能过于复杂,否则就需要多副单工位模具才能实现。如果采用级进模进行冲压生产,就可以改变这些缺点。级进模的特点是生产效率高,生产周期短,占用的操作人员少,非常适合大批量生产。 2 级进模设计要点 2.1 产品的展开计算与排样 读懂产品图后,首先要进行展开计算,产品的展开尺寸一般是通过经验公式得来的,也有的是通过软件计算得来的。无论用哪种方法,应该保证计算结果是在允许的范围内。因为一旦展开尺寸计算错了,最后的产品一定是不合格的,再改正会很麻烦。所以应该对展开计算的结果进行验算,以保证展开尺寸准确无误。设计排样图的过程,就是确定模具结构的过程,如果排样图确定了,那么模具的基本结构也就确定下来了。所以,在进行排样设计时,要从全局进行详尽的考虑,不能受限于局部结构,而且还要多注意细节。例如:在分配每一步工位时,不但要考虑哪一工位冲裁,哪一工位折弯,哪一工位成形,还要考虑各个镶块应如何排布,排布的空间够不够,各个镶块之间有没有相互影响。对于冲裁的工位,应主要考虑冲裁力如何分布均匀合理,冲裁模强度是否能够保证,复杂的冲裁应适当分解。对于折弯和成形等工位,则应考虑是否能一次成形,如果没有把握,应增加一步预成形或空步,以方便模具调整。对于平面度要求高或成形中易形成翘曲的产品,应增加校平工位来保证平面度。 在排布工位顺序时,应注意前后工位不能有影响,否则应调整工位顺序。例如:在进行Z字形弯曲时,如果Z字形弯曲面上有冲孔且冲孔位置有较严格的公差要求,那么就应该先进行Z字形弯曲,然后再冲孔,这样就保证了冲孔的位置。 级进模的最后工位是很重要的工位,因为它涉及到产品如何从模具中取出。一般的出件方式主要包括吹出和落下,有的特殊产品也需要机械手取件。不论哪种方式,都需要进行切断,切断处的大小尺寸和位置要经过仔细考虑,因为它们不但影响到模具的出件,还影响到条料能否稳定、顺利地送进。而如果采用落料的出件方式,切断处的毛刺方向与其它位置是相反的,这要同产品设计人员进行研讨后才能确定。 设计排样时,在保证条料能顺利送进和稳定生产的前提下,应尽量减小料宽和步距,以降低钣金零件的成本。 2.2镶块设计 (1) 冲裁凸模。 冲裁凸模的形状是由产品的形状决定的,它可以采用直身结构也可采用加强型结构。主要的固定方式有:挂台固定、销钉固定、螺丝固定、压块固定、顶丝固定。这其中挂台固定最安全可靠,销钉固定不常用,其它3种固定方式主要是便于维修时快速更换。可以根据需要自由选择。 (2) 凹模镶块。 凹模刃口可以直接在凹模板上割出,但对于产量较大或硬度较高的产品,应设计凹模镶块,以方便维修。凹模镶块的固定方式有:挂台固定、螺丝固定、压块固定。 在设计单侧冲裁的凹模镶块时,为防止产生废料上浮,应在不冲裁的一侧增加挤料尖角,挤住废料,不让其上浮,如图1所示。 (3)折弯镶块。 折弯镶块既可以用挂台固定,也可以用螺丝固定。折弯凸、凹模之间的间隙应为一个料厚。折弯凸模头部应设计为圆弧R角,以避免折弯时擦伤产品。对于直角弯曲的折弯凹模靠近折弯线处,应设计一条校正筋,使折弯时在产品根部产生塑性变形,减小回弹,保证90O弯曲角。 2.3模板设计 标准的级进模模板包括:卸料板、固定板、凹模板、上模座、下模座。
建筑设计说明模板 第一章建筑设计说明 一、设计依据 1、余姚市规划局提供的肖朗路东侧,丰悦路南侧地块国有建设用地使用权出让规划用地红线图 2、建设单位提供的项目设计任务书 3、《城市居住区规划设计规范》(GB50180-93) 4、《住宅建筑规范》GB50368-2005 5、《住宅设计规范》 GB50096-1999(2003年版) 6、《建筑设计防火规范》 GB50016-2006 7、《高层民用建筑设计防火规范》GB50045-95 8、《人民防空地下室设计规范》GB50038-2005 9、《汽车库建筑设计规范》JGJ100-98 10、《汽车库、修车库、停车场设计防火规范》GB50067-97 11、《夏热冬冷地区居住建筑节能设计标准》JGJ134-2010 12、浙江省《居住建筑节能设计标准》DB33/1015-2003、J10310-2003 13、《公共 建筑节能设计标准》GB50189-2005 14、浙江省《公共建筑节能设计标准》DB33/1036-2007 15、《城市道路和建筑物无障碍设计规范》JGJ50-2001、J114-2001 16、《民用建 筑设计通则》GB50352-2005 17、《商店建筑设计规范》JGJ48-88 18、《建筑工程建筑面积计算规范》GB/T 50353-2005 19、《宁波市城乡规划管理 技术规定》甬政发[2007]77号 20、其它规行的有关国家和余姚的法规、规范及规定 二、工程概况 1、余姚城西工业园一期安置房位于余姚经济开发区城西工业园。城西工业园区位于余姚市西侧,距离余姚市中心仅约5公里,交通便利,属于亚热带海洋性季风区,四季分明,气候温和,湿润,阳光充足,雨量充沛。 2、余姚城西工业园安置房一期(第一区块)新建工程西临城市主干路——肖朗路,北侧丰悦路为次干路,南侧的丰茹路路及东侧的河角路为城市支路。基地东侧与南侧地块
机械制造工艺学 课程设计说明书 题目:设计行程开关架零件模具加工艺 设计者:龙建 学号:201110115119 指导教师:樊学良 成都学院 2013年12月 机械制造工艺学
课程设计任务书题目:设计模具零件的机加工艺 内容:1.批产量按6000件 2.绘制指定零件图 3.绘制指定零件毛坯图 4.设计机加工艺流程 5.编制各工序工艺卡 6.设计指定工序模具装配图 7.设计本模具两个复杂零件工程图 8.编制本课程设计说明书 班级:2011级车辆1班 学生:龙建 学号:201110115121 指导教师:樊学良 成都学院 2013年12月
目录 第一,零件设计任务 (1) 第二,冲裁件的工艺分析 (2) 2.1工件材料 (2) 2.2工件结构形状 (3) 2.3工件尺寸精度 (3) 第三,冲裁工艺方案 (3) 第四,模具结构形式的选择 (5) 4.1模具的类型的选择 (5) 4.2卸料装置 (5) 4.3定位装置 (5) 4.3.1.送料形式 (5) 4.3.2.定位零件: (5) 4.4.模架类型及精度 (5) 4.4.1.模架 (5) 4.4.2.精度 (6) 第五,冲压工艺计算: (6) 5.1.排样 (6) 5.1.1.排样方案分析 (6) 方案一:有废料排样沿冲件外形冲裁,在冲件周边都留有搭边。冲件尺寸完全由 冲模来保证,因此冲件精度高,模具寿命高,但材料利用率低。 (6) 5.1.2.计算毛胚的长度 (7) 根据零件形状,查<<冲压模具设计手册>>毛胚的长度: (7) 计算条料宽度 (7) 5.1.3.确定布距: (7) 5.1.4.计算材料利用率 (8) 5.2.冲压力计算 (8) 5.2.1.冲裁力计算 (8) 5.2.2.推件力计算 (9) 5.3.压力中心的计算 (9) 5.4.模具工作部分尺寸及公差 (10) 5.4.1.落料尺寸大小为 (10) 5.4.2.冲孔尺寸大小为 (10) 6.2.1.冲孔圆形凸模: (11) 6.2.3.落料凸模 (13) 6.4.固定板的设计 (14) 6.4.1.凸模固定板: (14) 6.4.2. 凹模固定板: (14) 6.5.模架以及其他零部件的选用 (15) 7.1 校核模具闭合高度 (15) 7.2 冲压设备的选定 (16) 参考文献 (19)
设计说明参考模版 一、本户型设计采用欧式新古典风格。设计时以白色加暖色调为主,营造出一种典雅,高贵,温馨的气氛。 原始结构中北面有个设备阳台,因此将餐厅北面墙拆除,扩建出去,增加空间使用率,南面阳台也可以扩建,因此增加了南阳台的空间,使空间更加宽广,舒适。 门厅的设计是不能忽视的,因此在符合功能要求的同时,增加设计感。增加垭口,地面采用菱形铺设和走边相结合,吊顶增加灯带的点缀。 客厅是空间的主角,采用暖黄色搭配白色,给人干净、温馨感。配合优美线条的欧式家具,更加体现一种高贵的品质生活。电视背景墙纸采用软包与石材的结合,刚柔并济。沙发背景墙采用壁纸与石材结合,同时增加了灰镜的实用,配上两盏小壁灯点缀空间。 餐厅空间相对的还是比较宽敞,也是公共空间,因此设计时也不能忽视。因为餐厅的一边墙体靠近电梯间,因此不做重点设计,另一面墙体采用壁纸与欧式线条相结合,同时挂上次风格常用的太阳造型镜子,配上餐边柜,使空间不至于很单调。地面采用圆形地砖铺设,与圆形餐桌、圆形吊顶相呼应。 次卧的设计是为孩子准备的,充分考虑到孩子生长和学习的需要,壁纸贴面、配合着白色家具,使整个空间明亮、舒适。 主卧的装饰迎合公共空间的设计,采用壁纸贴面,软化空间.床头墙面采用壁纸、软包、木质线条。原本的卫生间墙拆除改为玻璃,增加空间明亮度。顶面采用二级吊顶,石膏线条走边,简洁但又有层次感。地面采用木地板铺设,更加温馨。 二、本案建筑面积304.3平方米,使用面积260平方米,主题风格现代简约。 一、户型方面:主体结构趋于合理,1、在过道 方面有点狭长,就此通过色彩和材质的方面来减弱,来达到视觉的感觉; 2、在主卧的门洞的有点过窄则向衣帽间偷位; 3、不浪费空间,把阳台上包,做为书房,还能进行自然彩光. 二、色彩方面:房间整体的光线不错,可以考虑一些重色来做色彩对比和运用,使墙面更有质感。 三、光线方面:日光时主题色彩亮度较为突出,大都可以还原物体本色, 夜晚灯光各区域主光源以外均增加一定数量的点光源及辅助光源,使其层次亮点更加突出。 四、客厅的电视背景墙以米黄色的大理石为主,从而显示出大气的风 范,在餐厅的和客厅的C立面都运用银镜来拉伸空间在配上大理石整体显得更佳的大气。
课程编号: XXXX大学 专业课程设计说明书 设计人:XXX 专业班级:XXX 学号:XXXXXX 指导教师:XXX 日期:X年X 月X日
目录 一、绪论 (3) 二、设计任务书及产品图 (4) 三、零件的工艺性分析 (6) 四、冲裁零件工艺方案的确定 (7) 五、排样 (7) 六、工序压力计算、压力中心的确定、压力机的选择 (8) 七、模具工作零件刃口尺寸和公差的计算 (9) 八、模具零件的选用及设计 (10) 九、模具部分结构件详细设计及模具结构简图 (14) 十、其他需要说明的内容 (18) 十一、参考资料 (18)
一、绪论 1.1冲压的概念、特点及应用 冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。 与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。 主要表现如下: (1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。 (2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有
多工位级模(连续模)的设计 1 概述 多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置。所以多工位级进模与普通冲模相比要复杂,具有如下特点: (1)在一副模具中,可以完成包括冲裁,弯曲,拉深和成形等多道冲压工序;减少了使用多副模具的周转和重复定位过程,显著提高了劳动生产率和设备利用率。 (2)由于在级进模中工序可以分散在不同的工位上,故不存在复合模的“最小壁厚”问题,设计时还可根据模具强度和模具的装配需要留出空工位,从而保证模具的强度和装配空间。 (3)多工位级进模通常具有高精度的内、外导向(除模架导向精度要求高外,还必须对细小凸模实施内导向保护)和准确的定距系统,以保证产品零件的加工精度和模具寿命。(4)多工位级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动出件、安全检测等自动化装置,操作安全,具有较高的生产效率。目前,世界上最先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。 (5)多工位级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速,方便,可靠。所以模具工作零件选材必须好(常采用高强度的高合金工具钢、高速钢或硬质合金等材料),必须应用慢走丝线切割加工、成型磨削、坐标镗、坐标磨等先进加工方法制造模具。 (6)多工位级进模主要用于冲制厚度较薄(一般不超过2mm)、产量大,形状复杂、精度
角撑件的级进模设计 院系航空航天工程学部 专业飞行器制造工程(钣金与模具) 班级84030201 学号32 姓名贠磊 指导教师占军 负责教师 航空航天大学 2012年6月
摘要 我将设计一套级进模:“角撑件的级进模设计”。本文重点论述制件的工艺分析;排样图的设计及确定;模具结构的设计与校核;压力机的选择;模具的技术经济分析以及典型模具零件的加工工艺的制订等。 本制件采用级进模生产,提高了生产效率,实现批量生产。模具共分八个工位,第一、二、三、四步是冲裁,第五、六、七步是弯曲,最后一步是冲裁切断,获得制件。第一部冲出定距侧刃和导正销孔,实现侧刃的粗定位和导正销的精确定位。由于弯曲工序的需要,必须在凹模上设置浮顶器抬起送料。同时在相应的工位的凹模板和卸料板上开设躲避槽。另外,为保证冲裁精度及稳定性,需要在卸料版上设置一对小导柱、小导套。 该级进模设计结构合理,操作方便,寿命长,成本低。制件能满足要求。 关键词:角撑件;级进模;卸料版;浮顶器。
Abstract I will design a progressive die: ‘Gusset Progressive Die Design ’. This article focuses on parts of the process; layout diagram of the design and determine; mold structure design and checking; presses choice; mold techno-economic analysis and the formulation of the typical process of the mold parts.The parts using progressive die production, improve production efficiency, to achieve mass production. The mold consists of eight stations, the first, two, three, four-step blanking, fifth, six, seven steps are curved, the last step blanking cut off access to parts. The first out of the set from the side of the blade and the guide pin hole, precise positioning of the rough location of the side edge and the guide pin. Floating roof must be set on the die due to the bending process needs to lift the feed. Open to avoid slot in the corresponding position of the concave template and discharge board. In addition, in order to ensure punching accuracy and stability, set up a pair of guide posts, small bushing in the discharge version. The progressive die design, reasonable structure, easy operation, long life and low cost. Parts to meet the requirements. Key words:gusset;progressive die; unloading board;cushion