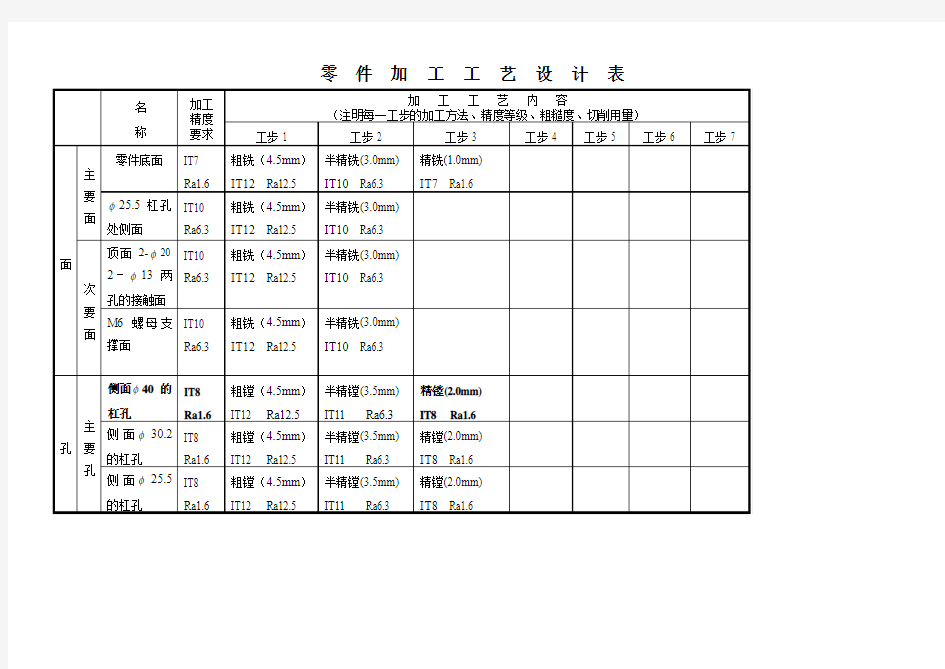

零件加工工艺设计表
附注:各工步后面小括号内为关于零件加工各工步的切削用量
丁苯橡胶的生产工艺和技术路线的选择丁苯橡胶是丁二烯和苯乙烯两种单体经共聚合反应而生成的弹性体共聚物。按聚合工艺方法可分为乳聚丁苯橡胶(ESBR)和溶聚丁苯橡胶(SSBR)两大类。从聚合机理来看,ESBR是自由基聚合,而SSBR是采用阴离子活性聚合。ESBR的发展已过鼎盛时期,而SSBR的发展目前正处于稳步上升阶段。 2.1 丁苯橡胶的分类及品种 2.1.1 乳聚丁苯橡胶的生产工艺 乳聚丁苯橡胶(ESBR)的生产历史悠久,乳聚丁苯橡胶是通过自由基聚合得到的,在20世纪50年代以前,均是高温丁苯橡胶,1937年由德国Farben公司首先实现工业化,它是当前合成橡胶中生产能力最大的品种。50年代初才出现了性能优异的低温丁苯橡胶。目前所使用的乳聚丁苯橡胶基本上为低温乳聚丁苯橡胶。羧基丁苯橡胶是在丁苯橡胶聚合过程中加入少量(1~3%)的丙烯酸类单体共聚而制成。其力学性能和耐老化性能等较丁苯橡胶好。但这种橡胶吸水后容易早期硫化,工艺上不易掌握。高苯乙烯丁苯橡胶是将苯乙烯含量为85~87%的高苯乙烯树脂胶乳和丁苯橡胶(常用SBR1500)胶乳以一定比例混合后经共凝得到的产品。…… 1、工艺流程简述 原料丁二烯和苯乙烯按一定比例用量配成碳氢相液,在多台串联聚合釜中于5~8℃,在有氧化还原催化体系的水乳液介质存在下,进行自由基共聚合反应。介质中除水、乳化剂外,有引发剂、活化剂、分子量调节、电解质等助剂。当聚合反应6~10小时,聚合转化率达60~62%时,可加入终止剂使聚合反应终止。所得胶乳经闪蒸脱气工序回收未反应的丁二烯和苯乙烯单体后,再加入防老剂和高分子凝聚剂,…… 低温乳液聚合生产丁苯橡胶工艺流程如图2.1所示。
生产管理:工艺路线的理解 工艺路线也称加工路线,是描述物料加工、零部件装配的操作顺序的技术文件,是多个工序的序列。工序是生产作业人员或机器设备为了完成指定的任务而做的一个动作或一连串动作,是加工物料、装配产品的最基本的 . 工艺路线也称加工路线,是描述物料加工、零部件装配的操作顺序的技术文件,是多个工序的序列。工序是生产作业人员或机器设备为了完成指定的任务而做的一个动作或一连串动作,是加工物料、装配产品的最基本的加工作业方式,是与工作中心、外协供应商等位置信息直接关联的数据,是组成工艺路线的基本单位。例如,一条流水线就是一条工艺路线,这条流水线上包含了许多的工序。 在传统的ERP系统中,工艺路线是生产加工、装配中的概念。实际上,工艺路线的概念应该扩展,应该延伸到包括管理过程。管理工作,或者管理作业,应该像生产作业那样,制定规范的作业流程、明确每项活动的时间定额和费用、每项活动涉及的工作中心等。 工艺路线是一种关联工作中心、提前期和物料消耗定额等基础数据的重要基础数据,是实施劳动定额管理的重要手段。 从性质上来讲,工艺路线是指导制造单位按照规定的作业流程完成生产任务手段。 在MRP中,可以根据产品、部件、零件的完工日期、工艺路线和工序提前期,计算部件、零件和物料的开工日期,以及子项的完工日期。 在CRP中,可以基于工序和工艺路线计算工作中心的负荷(消耗的工时)。因
此,工艺路线也是计算工作中心能力需求的基础。 根据在每一道工序采集到的实际完成数据,企业管理人员可以了解和监视生产进度完成情况。 工艺路线提供的计算加工成本的标准工时数据,是成本核算的基础和依据。 工艺路线如果没有与具体的物料加工关联,则这种工艺路线就是标准的工艺路线。一般情况下,工艺路线是与具体的物料加工关联在一起的,这时才能有准确的提前期数据。因此,工艺路线数据包括了加工的物料数据。 例如,空调器中的蒸发器、冷凝器部件的标准装配工艺路线的工序包括串U 型管、胀管、折弯、清洗、封管、气密测试、整理和包装入库等。U型管的加工顺序是:下料、弯管、切管、收管口和打毛刺等。 一般情况下,工艺路线数据主要包括工艺路线编码、工艺路线名称、工艺路线类型、制造单位、物料编码、物料名称、工序编码、工序名称、加工中心编码、是否外协、时间单位、准备时间、加工时间、移动时间、等待时间、固定机时、变动机时、固定人时、变动人时、替换工作中编码、生效日期、失效日期和检验标志等。 编写工艺路线的过程包括确定原材料、毛坯;基于产品设计资料,查阅企业库存材料标准目录;依据工艺要求确定原材料、毛坯的规格和型号;确定加工、装配顺序即确定工序;根据企业现有的条件和将来可能有的条件、类似的工件、标准的工艺路线和类似的工艺路线以及经验,确定加工和装配的顺序;选定工作
己内酰胺的生产工艺与技术路线的选择 随着合成纤维工业的发展,己内酰胺合成工艺先后出现了肟法、甲苯法(ANIA 法),光亚硝化法(PNC法),己内酯法(UCC法)、环己烷硝化法和环己酮硝化法。新近正在开发的环己酮氨化氧化法,由于生产过程中不需采用羟胺进行环己酮肟化,且流程简单,已引起人们的关注。 图2.1 己内酰胺的主要生产工艺路线图 经过多年的发展,己内酰胺的生产有多种技术和原料路线,按技术方法分主要有环己酮-羟胺法、甲苯法、环己烷光亚硝化法等,按原料路线方法分主要有苯法和甲苯法两种。根据是否用环己酮作为中间产物,其可粗分为环己酮法和非环己酮法。
2.1 环己酮法 己内酰胺生产从环己酮合成开始,原料为苯酚或环己烷。环己烷是优选原料,可生产KA油。氧化过程通常采用硼酸或钴催化剂。…… 2.1.1 环己酮的生产工艺 2.1.1.1 苯酚法 苯酚法(属苯法)是苯酚在镍催化剂作用下加氢生成环己醇,环己醇再进行提纯脱氢反应生成粗环己酮。…… 2.1.1.2 环己烷法 环己烷法(属苯法)首先是苯加氢制环己烷,加氢过程分以Ni为催化剂的常压加氢和以Pt为催化剂的加压加氢,然后环己烷氧化制环己醇、……. 2.1.1.3 环己烯法 环己烯法(属苯法)第一步是苯部分加氢生成环己烯,然后环己烯水合得环己醇,环己醇再进行脱氢反应生成环己酮。…… 2.1.2 环己酮肟的生产工艺 环己酮肟是生产己内酰胺的重要中间产物,其可以由羟胺与环己酮反应制得,也可以由其它方法制得。 1943年,德国法本公司通过环己酮-羟胺合成(现在简称为肟法),…… 2.1.2.1 拉西法 1887年拉西(Raschig)用亚硝酸盐和亚硫酸盐反应经水解制取羟胺获得成功,……
TDI的生产工艺与技术路线的选择分析 2.1 TDI生产方法 生产TDI的方法主要有光气法和非光气法两种。 2.1.1 光气法 光气法包括气相光气法和液相光气法两种。迄今为止,国内外工业生产TDI 的方法大多采用液相光气化法的工艺。…… …… 图2.1 Bayer气相法生产TDI工艺图 2.1.2 非光气法 目前代替光气制造异氰酸酯的工艺有三种,分别是:(1)伯胺和二氧化碳或碳酸二甲酯制造异氰酸酯;(2)伯胺和一氧化碳进行氧化羰基化制造异氰酸酯、硝基苯;(3)一氧化碳还原羰基化制造异氰酸酯。比较有希望和前途的是伯胺和碳酸二甲酯在催化剂的作用下生成氨基甲酸酯,氨基甲酸酯再热分解生成TDI,其副产品甲醇可再利用生产碳酸二甲酯,由于碳酸二甲酯是一种无毒低污染的基础化学品,它取代了光气,对环保、安全有利,又因它在反应过程中不含氯根,腐蚀性小,对设备材质要求低,因而是一种绿色、清洁的生产过程。但目前这三种工艺成本高、收率低、正处在研究开发过程中,还不能实现工业化生产。
2.2 TDI两种生产工艺的对比 表2.1 TDI两种生产工艺的对比表 目前,国际上拥有TDI自主知识产权制造技术的只有巴斯夫、拜耳、三井武田、陶氏化学等少数公司。虽然垄断性不如MDI高,但是也属于高技术壁垒行业。从国际TDI制造的工艺技术上看,主要分为两条工艺路线:一是以瑞典、美国杜邦技术为主的传统工艺;二是以德国巴斯夫技术为代表的改进型工艺。从国内厂家的情况看,甘肃银光公司采用的是巴斯夫工艺,沧州大化和中国蓝星采用的是杜邦工艺。 通过对两种工艺的比较,可以看到,…… 2.3 TDI工艺技术进展 由于光气法的生产装置复杂,工序多,使用氯气和有毒的光气,生产过程中产生大量HCl,而且在最终异氰酸酯产物中含有难以分离的可水解氯化物,故各
磷酸铁锂的生产工艺与技术路线选择锂离子电池作为一种高性能的二次绿色电池,具有高电压、高能量密度(包括体积能量、质量比能量)、低的自放电率、宽的使用温度范围、长的循环寿命、环保、无记忆效应以及可以大电流充放电等优点。锂离子电池性能的改善,很大程度上决定于电极材料性能的改善,尤其是正极材料。目前研究最广泛的正极材料有LiCoO2、LiNiO2以及LiMn2O4等,但由于钴有毒且资源有限,镍酸锂制备困难,锰酸锂的循环性能和高温性能差等因素,制约了它们的应用和发展。因此,开发新型高能廉价的正极材料对锂离子电池的发展至关重要。 1997年,Padhi等报道了具有橄榄石结构的磷酸铁锂(LiFePO4)能够可逆地嵌脱锂,且具有比容量高、循环性能好、电化学性能稳定、价格低廉等特点,是首选的新一代绿色正极材料,特别是作为动力锂离子电池材料。磷酸铁锂的发现引起了国内外电化学界不少研究人员的关注,近几年,随着锂电池的越来越广的应用,对LiFePO4的研究越来越多。 2.1 磷酸铁锂的结构和性能 磷酸铁锂(LiFePO4)具有橄榄石结构,为稍微扭曲的六方密堆积,其空间群是P mnb型,晶型结构如图2.1所示。 图2.1 磷酸铁锂的空间结构图 LiFePO4由FeO6八面体和PO4四面体构成空间骨架,P占据四面体位置,而Fe和Li则填充在八面体空隙中,其中Fe占据共角的八面体位置,Li则占据共边的八面体位置。晶格一个FeO6八面体与两个FeO6八面体和一个PO4四面
体共边,而PO4四面体则与一个FeO6八面体和两个LiO6八面体共边。由于近乎六方堆积的氧原子的紧密排列,使得锂离子只能在二维平面上进行脱嵌,也因此具有了相对较高的理论密度(3.6g/cm3)。在此结构中,Fe2+/Fe3+相对金属锂的电压为3.4V,材料的理论比容量为170mA·h/g。在材料中形成较强的P-O-M 共价键,极大地稳定了材料的晶体结构,从而导致材料具有很高的热稳定性。 Wang等对LiFePO4的电化学性能做了详细的分析,图2.2是LiFePO4的循环载荷伏安图,在C-V图中形成两个峰,在阳极扫描时Li+从Li x FePO4结构中脱出,在3.52V形成氧化峰;当在4.0~3.0扫描时Li+嵌入到Li x FePO4结构中,相应的在3.32V形成还原峰;C-V曲线中的氧化还原峰表明在L iFePO4电极上发生着可逆的锂离子嵌脱反应。 图2.2 磷酸铁锂的循环载荷伏安图 2.2 磷酸铁锂的制备方法及研究 LiFePO4正极材料的性能在一定程度上取决于材料的形态、颗粒的尺寸以及原子排列,因此制备方法尤为重要。目前主要有固相法和液相法,其中固相法包括高温固相反应法、碳热还原法、微波合成法和脉冲激光沉积法;液相法包括溶胶·凝胶法、水热合成法、沉淀法以及溶剂热合成法等。 2.2.1 固相法 2.2.1.1 高温固相反应法… 2.2.1.2 碳热还原法 碳热还原法也是固相法中的一种,是比较容易工业化的合成方法,以廉价的
图1 图2 第二节 工艺路线的制定 一、 定位基准的选择 1. 一般原则 (1) 选最大尺寸的表面为安装面(主要定位面,限制三个自由度),选最长距离的表面为 导向定位面(限制二个自由度),选最小尺寸的表面为支承面(限制一个自由度)。 如下图1所示,如果要求所加工的孔与端面M 垂直,显然用N 1面定位时加工精度最高。 (2) 首先考虑保证空间位置精度,再考虑保证尺寸精度。因为在加工中保证空间位置精度 有时要比尺寸精度困难得多。 如上图2所示的主轴箱零件,其主轴孔要求与M 面的距离为z ,与N 面的距离为x 。由于主轴孔在箱体两壁上都有,并且要求与M 面及N 面平行,因此要以M 面为安装面,限 制Z Y X r ))、、三个自由度,以N 面为导向面,限制X r 和Z )两个自由度。要保证这些空间位置, M 面与N 面必须有较高的加工精度。(位置公差是关联实际要素的方向或位置对基准所允许的变动全量。位置公差又分为定向公差(平行度、垂直度、倾斜度)、定位公差(同轴度、对程度、位置度)、跳动公差(圆跳动、全跳动)) (3) 应尽量选择零件的主要表面为定位基准,因为主要表面是决定该零件其他表面的基 准,也就是主要的设计基准。如上例中的主轴箱零件,M 面和N 面就是主要表面,许多表面的位置都是由这两个表面来决定的,因此选主要表面为定位基准,可使设计基准与定位基准重合。 (4) 定位基准应便于夹紧,在加工过程中稳定可靠。 2. 粗基准选择原则 (1) 保证相互位置要求的原则 (2) 保证加工表面加工余量合理分配的原则 (3) 便于工件的装夹原则 (4) 粗基准一般只能使用一次,应尽量避免重复使用
R125的生产工艺与技术路线的选择 2.1 R125生产工艺 R125生产工艺较多,目前成熟的工业生产路线主要有以下几种: (1)以四氟乙烯(TFE)为原料液相氟化法; (2)以四氯乙烯为原料的气相催化氟化法; (3)以三氯乙烯为原料的气相催化氟化法。 2.1.1 四氟乙烯液相氟化法 由四氟乙烯(TFE)和氟化氢为原料,经加成反应一步就可以生成HFC-125,此反应流程较短,选择性较高,副产物较易从产品中脱离。文献中报道,此…… 2.1.2 四氯乙烯气相氟化法 该合成反应分两步,分别在两个反应器中进行。 氟化氢与四氯乙烯在氟化催化剂存在下在第一反应器中进行,由此生产富含HCFC-123和HCFC-124的中间体产品…… 2.1.3 三氟乙烯气相氟化法 如果以三氯乙烯来制备HFC-125,由于要经过产率较低的2-氯-1,1,1-三氟乙烷(HCFC-133a)氯化或歧化步骤,因此一般只用于HFC-125和1,1,1,2-四氟乙烷(HFC-134a)联产工艺中。 以三氯乙烯生产HFC-125工艺过程分为3步。…… 2.1.4 HCFC-123气相氟化催化法 HCFC-123在铬基催化剂存在下气相氢氟酸氟化生成HFC-125,……
2.1.5 HCFC-124气相催化氟化法 HCFC-124气相催化氟化法原料采用HCFC-124,工艺过程类似于HCFC-123气相催化氟化法。反应方程式为: …… 2.1.6 HCFC-124气相催化歧化法 HCFC-124在催化剂氧化铬存在下,歧化反应生成HCFC-123和HFC-125,未反应原料HCFC-124进行循环回收利用,分离HFC-125产品进行精馏,副产HCFC-123回收另作他用。反应方程式为: …… 2.1.7 HCFC-124气相催化法 据文献报道,HCFC-124气相催化法是1种制备的HFC-125纯度极高,…… 2.1.8 三氟甲烷裂解加成法 三氟甲烷(HFC-23)裂解加成法工艺分为2步进行:第1步,HFC-23在700~1000℃下高温裂解,…… 2.1.9 CFC-1l5加氢脱氯法 CFC-115加氢脱氯工艺在常压固定床反应器中进行。原料气体CFC-115与氢气混合后进入反应器进行反应,反应温度…… 2.1.10 合成R125的催化剂 不论是从四氯乙烯还是从HCFC-123氟化制备HFC-125,其中氟化反应的催
工艺技术路线 智能化系统及相关部件检验入库→智能化系统及相关部件 ↓原材料检验入库→柜身及自动送出推进装置加工→检测合格→喷涂工序→检验合格→柜体 与自动送出推进装置、智能化系统装置装配→产品整体调试→检测合格→包装入库。 (1)柜身加工车间 1)生产任务和生产纲领 车间主要承担年产3万套(件)智能钢木密集架产品的柜身下料及机械加工的生产任务。该车间位于2#厂房内。车间布置了下料生产区、柜身生产区、自动送出推进装置生产区、中间仓库。 2)工艺流程方案 设计:按客户要求进行设计尺寸→开料:用剪板机把冷扎板剪出需 要的尺寸→冲压:冲出折角边和把手位→折叠:用折板机折出内折边和 外折边等→点焊:点焊加固,分处焊和加焊→检测合格→中间仓库:中 间仓库存放,准备进入喷涂车间 3)主要设备选型及设备概况 根据工艺需求,新增主要设备有:数控剪板机、数控折弯机、数控 冲床、数控转塔冲床、全自动电焊机等。 数控剪板机,配备了自动上下料装置,主要用于下料。设备采用全 钢焊接结构,有足够的强度与刚性;液压传动系统,操作安全可靠,外 形美观;设有快速灵活的间隙调节机构,剪切精度高;设有灯光对线装置,便于划线剪切。;后档料尺寸及剪切次数有数字显示装置;机床左 右及后面设有安全防护栅装置、电器柜设有开门断电及前后设有紧急开
关装置,带有防护罩脚踏开关,以保证工作时操作安全。 数控折弯机,配备了自动上下料装置,主要实现原料折弯工艺。设 备采用了全闭环数控系统、两把光栅尺、一个光电编码器实时检测反馈,步进电机驱动丝杆组成全闭环控制。两把光栅尺;一把对后挡料、一把 对滑块的位置实时检测反馈纠正;光电编码器对油缸死挡块的位置进行 检测反馈给数控系统。 数控冲床,配备了自动上下料装置。J21S系列压力机其喉深超过同规格普通压力机的二倍,因此其属深喉口类压力机。适用于板料冲孔, 落料,弯曲和浅拉伸等工艺。 数控转塔冲床主要实现产品板料加工。设备采用钢板焊接的闭式O 型机身,刚性好,稳定性高;简单易学的人性化控制系统,操作方便(进口冲压专用系统,功能强大); CAD自动编程,识别Procam转换代码,实现现场编程,后台编程;夹钳避让功能,实现板材无死区加工;冲压 速度可调,增强设备的柔性能力;传动系统采用进口的高精度、大导程 滚珠丝杠、直线导轨,精度高,性能好;主要气动元件、电器元件采用 稳定的进口品牌产品,使机床性能更趋完善;集中润滑装置,减少各无 能运动副的摩擦,提高机器使用寿命;转塔采用日本技术薄转塔,长导 向并经热处理去内应力,刚性好、精度稳定、抗冲击能力强;模具采用 先进的加工及热处理工艺,使用寿命长,型号国际通用;高性能全自动 浮动夹钳,万向球、毛刷混合结构工作台。 全自动电焊机主要用于各个部件及产品整体的焊接。该设备优点有: 抽头式变压器结构,适用于220V/380V两种电压;输出绕组采用独特的架空技术,散热快,过载能力强;变压器铁芯采用高矽硅钢片,损耗小、效率高。
步骤三:定义工艺路线选择 关键词:工艺路线|工序|工作中心|成本中心|作业类型(Routing|Operation|Work center|cost center|Activity Type) 控制码|公式码|标准值码(Control Key|Formula Key|Standard value Key) 成本估算工艺路线选择的配置包括图8的5个部分,首先看看定义自动工艺路线的选择,如图9。 注意图9的选择ID 01,它包括1-4四个优先级,其中SP 1的Task List Type N表示普通的工艺路线(Tcode:CA01建立),SAP提供了多种工艺路线,比如还有重复生产使用的Rate routing(Tcode:CA21建立),Type R等,同样,如图9-[2],工艺路线的用途也被设置为多种: 1:Production, 2:Engineer, 3:Universal等 同时建立工艺路线时还被赋予了一个状态:1:Create建立;2:Release for order表示可以使用该工艺路线建立工单;3:Realse for costing表示可以用做成本估算; 4 :Release (General)通用。 状态通常用做审批,产品工程师建立好工艺路线后,经理审批后就可使用,一般正式的工艺路线的状态都被设置为4:Release (General),既然用于生产又能用于成本估算。
图9表示成本估算时工艺路线的首选ID为01的;工艺路线类型为N的,用于生产的,状态是被批准为通用的普通工艺路线。 产品成本估算(不仅仅包括标准成本估算,系统还提供其它成本估算形式用于不同目的)无非是料(BOM)工(涉及工艺路线,工序,工作中心,作业类型和成本中心)费(间接费用可通过成本核算单核算,实际上间接费用核算也可通过工艺路线,作业类型等来实现)层层汇总而来, 尽管作业成本法(ABC成本法)和资源性成本方法(RBC方法)认为产品的成本不应该硬性分为直接材料、直接人工和间接费用,目前多数ERP项目依旧喜欢采用标准成本核算体系,人工和各项间接费用等成本被隐藏在工艺路线中实现。 图10清晰表示了这个过程,一个产品一般最少对应一个工艺路线,工艺路线中包含一个或多个工序,每个工序在一个工作中心执行,一个工作中心唯一对应一个成本中心,一个工作中心最多可执行6个作业类型,每个作业类型则代表人工,机器折旧或其它间接费用,也就是说成本估算的直接材料展BOM卷算而来,直接人工和间接费用则通过产品对应工艺路线计算而来,因为产品下有半成品,半成品也有其工序,实际上工费也是层层上卷的。
新戊二醇的生产工艺与技术路线的选择 2.1新戊二醇生产工艺 新戊二醇工业化生产路线有2 条,即卤代丙醇路线和异丁醛路线。 卤代丙醇路线以2,2- 二甲基-3- 氯代丙醇为起始原料,先环醚化,再碱解生成新戊二醇,因原料紧缺,产量极微。 目前国内外工业生产新戊二醇均采用异丁醛路线,即以异丁醛、甲醛为起始原料,经碱性催化剂催化缩合生成中间体2,2- 二甲基-3- 羟基丙醛(俗称羟基新戊醛,简称HPA),再还原为新戊二醇。 因羟基新戊醛被还原的方法有甲醛歧化和催化加氢,故工艺上又分歧化法和缩合加氢法2 种。 2.1.1歧化法 歧化法又称一锅法、甲酸钠法,以异丁醛、甲醛为原料,在液碱(30%-40%NaOH 溶液)催化作用下,先缩合生成羟基新戊醛;此后再在碱作用下羟基新戊醛与甲醛按坎氏反应(歧化反应),羟基新戊醛被甲醛还原生成新戊二醇,甲醛则被氧化成甲酸,经液碱中和成甲酸钠。 反应方程式如下: 该工艺的具体操作为:将异丁醛、甲醛按1:2(摩尔比,下同)的配比备料并投入反应釜,搅拌下升温至30-35 ℃。滴加液碱,保持pH=9--11, 缩合反应2.0--2.5h ;再加液碱至pH≥13,即发生歧化反应,通过不断滴加液碱保持该pH 值;反应1.0--1.5h 后,停止加碱,保温反应0.2--0.5h 。最后加甲酸,中和物
料至中性(一般控制pH=6.6--7.2)。减压脱水浓缩物料,冷却后在萃取塔内套用纯苯(或其他有机溶剂)逆流萃取3 次,萃取液再用去离子水清洗3 次,沉降后除去含有甲酸钠的水层,减压脱除溶剂。最后分馏出微量的低沸物,冷却结晶即得到产品。 其流程见图2.1 。 图2.1 歧化法工艺流程图歧化法的工艺条件温和、操作简单,最早由上海南大化工厂投产。1980年以后,随着国内几套丁辛醇大型装置的引进,副产的异丁醛量大价廉,吉化化肥厂、长松化工厂、江城助剂厂、天津大沽化工厂、吉化助剂厂、大庆市天源化工厂、淄博市永流化工有限公司、山东东辰集团有限公司等企业先后采用此工艺建立生产装置,使该工艺进一步完善,精制后的产品纯度可达99.5% 以上,工艺总收率达72%-74%(以异丁醛计,下同)。 目前行业内对该工艺总结的要点是: 严格控制反应的pH值和温度,注意加料顺序和速度,采用2 个反应器使两步反应在最优化条件下进行。 歧化法以甲醛作还原剂,不仅消耗较多甲醛和液碱,使生产成本升高, 还副产大量低价值的甲酸钠和生产废水,而且产品中微量的甲酸钠对产品的质量有很大影响,因此,在国外歧化法已逐渐被缩合加氢法取代。 2.1.2缩合加氢法 缩合加氢法是近20 年来,国外陆续开发出的新工艺方法。该采用三乙胺催化缩合,然后在中压或高压下催化加氢,将羟基新戊醛还原为新戊二醇。 反应方程式如下:
工艺路线单-工艺卡片-检验卡片
————————————————————————————————作者: ————————————————————————————————日期: ?
工艺路线单产品名称零件名称零件号共页 连接座连接座第页材料HT200硬度HBS187~220 毛坯类型铸件每件毛坯可制零件数 序号工序名称设备备注序号设备备注0 备坯 5 热处理HBS187~220 10车CA6140 15 车CA6140 20车CA6140 25 车CA6140 30钻Z5125A 35 钻Z5125A 40 钳 45 磨磨床 50 磨磨床 55 终检 学生李能武辅导老师王晓霞更改标记处数更改依据签名日期
工序卡片产品名称零件名称零件号工序号工序名称共页 杠杆0备坯第页 铸件 设备名称设备型号冷却液名称工件材料HT200 HBS187~2 20 序号工步内容夹具刀具量具 学生李能武辅导老师王晓霞 更改标记处数更改依据签名日期
工 序 卡 片 产品名称 零件名称 零件号 工序号 工序名称 共 页 杠杆 第 页 设备名称 设备型号 冷却液名称 工件材料 铸件 序号 工 步 内 容 夹具 刀具 量具 学生 李能武 辅导老师 王晓霞 更改标记 处 数 更改依据 签 名 日 期
工 序 卡 片 产品名称 零件名称 零件号 工序号 工序名称 共 页 杠杆 第 页 设备名称 设备型号 冷却液名称 工件材料 铸件 序号 工 步 内 容 夹具 刀具 量具 学生 李能武 辅导老师 王晓霞 更改标记 处 数 更改依据 签 名 日 期
生产工艺技术方案分析 7.1工艺技术方案 7.1.1项目技术路线 本项目的主要技术是鸡标准化无公害养殖技术。鸡培育的好坏,直接影响雏鸡的生长发育、成鸡的生产力、种用价值及后期的经济效益。所以,育雏好坏将直接影响成鸡的存栏量及后期的生产性能。 7.1.2项目工艺技术方案 一、饲养技术 采用笼养技术、“全进全出”饲养制度和严格的卫生管理和生物安全控制模式,使用全价配合饲料,利用自动清粪系统及时清除粪便控制环境污染,中草药防治鸡病,达到提高肉鸡成活率、饲料转化率以及成鸡屠宰率、瘦肉率等的效果,确保肉鸡产品安全无公害。 (一)育雏期饲养管理技术 1.育雏前的准备 为避免育雏期间出问题,在进雏前应做好周密的准备工作。一般要做好以下几点: (1)合理制订生产计划:根据鸡舍容量和自身经济条件进行生产定位,制订进雏计划和全年生产计划。 (2)育雏舍准备:育雏室要求干燥、保温性能好、光照和通风
换气条件良好,并便于操作和卫生防疫,且应在进雏前对育雏舍进行维修和电路安全检查维护,最后进行冲洗、消毒,干燥后关闭门窗备用。对于育雏室及鸡场周围环境应做好灭鼠、除草工作,并保持排水畅通。 (3)设备与用具准备: 保温设备的正常运转是育雏成功的关键之一,其他例如照明、通风设备是否正常,饮水器、料桶是否已准备就绪等,本项目采用智能系统控制。 (4)垫料准备:采用地面育雏时垫料应提前消毒、干燥后备用,一般垫料有刨花、锯木、短麦秕。垫料要求干燥、吸水性强、松软、无异味和无霉变等。有条件地区若在地面上先铺细砂粒,上面再铺垫料则更好。 (5)进雏前准备工作。 ①进雏前5一6天按每立方米鸡舍用高锰酸钾20克加福尔马林40毫升进行密闭薰蒸消毒,24小时后打开门窗通风换气。 ②饮水器、料桶可用现配制的高锰酸钾水溶液或新洁尔灭溶液浸泡、冲洗、晾干后备用。 ③配备好育雏期饲料、药品、疫苗。落实好育雏用工具周转箱、车辆等。 ④进雏前一天加温、调试,保证育雏室温度符合育雏要求。 2.育雏期间注意事项 (1)饲喂质量高的饲料,保持较高采食量。在育雏四周龄内
工艺路线 工艺路线用来表示企业产品的在企业的一个加工路线(加工顺序)和在各个工序中的标准工时定额情况。是一种计划管理文件不是企业的工艺文件,不能单纯的使用工艺部门的工艺卡来代替。工艺卡主要是用来指定工人在加工过程中的各种操作要求和工艺要求,而工艺路线则强调加工的顺序和工时定额情况,主要用来进行工序排产和车间成本统计。 目录 设计拟定 类型分类 主要工艺路线 替代工艺路线 工程工艺路线 作用库存装配件累计提前期的基础 成本模块卷集装配件成本的依据 MRP模块进行能力计算和考核的根本 WIP实时记录和控制的基本条件 实现系统标准外协功能 准确定义物料清单 工艺路线管理 工艺路线,英文是Routing,是描述物料加工、零部件装配的操
作顺序的技术文件,是多个工序的序列。 工序是生产作业人员或机器设备为了完成指定的任务而做的一个动作或一连串动作,是加工物料、装配产品的最基本的加工作业方式,是与工作中心、外协供应商等位置信息直接关联的数据,是组成工艺路线的基本单位。例如,一条流水线就是一条工艺路线,这条流水线上包含了许多的工序。 在ERP系统中,工艺路线文件一般用以下内容进行描述:物品代码、工序号、工序说明、工作中心代码、排队时间、准备时间、加工时间、等待时间、传送时间、最小传送量、外协标识(Y/N)、标准外协费和工序检验标志(Y/N)等等字段。物料代码用来表示该工艺路线是针对何种物料的工艺路线。工序号用来表示该物料加工时需要经过多少个工序,该工序号应该按照加工顺序进行编排。工作中心代码,用来表示该工序在哪个工作中心中进行加工。排队时间、准备时间、加工时间、等待时间、传送时间五种作业时间,主要是用来描述工序的作业时间,以进行能力计算和车间作业排产。外协标识、标准外协费是指如果该工序(如电镀)对企业来说是进行外协加工的,需要在工艺路线中进行指定。 工艺路线主要包括如下数据:工序号、工作描述、所使用的工作中心、各项时间定额(如准备时间、加工时间、传送时间等)、外协工序的时间和费用。还要说明可供替代的工作中心、主要的工艺装备编码等,作为发放生产订单和调整工序的参考。 在传统的ERP系统中,工艺路线是生产加工、装配中的概念。实
煤化工工艺路线图
煤制甲醇典型工艺路线图 1、合成甲醇的化学反应方程式: (1)、主反应: C O+2H2=C H3O H+102.5K J/m o l (2)、副反应 2CO+4H2=CH3OCH3+H2O+200.2 KJ/mol C O+3H2=C H4+H2O+115.6K J/m o l 4C O+8H2=C4H9O H+3H2O+49.62K J/m o l C O2+H2=C O+H2O-42.9K J/m o l 2、甲醇合成气要求氢碳比f=(H2-CO2)/(CO+CO2)≈2.05~2.10,由于煤炭气化所得到的水煤气CO含量较高,H2含量较低,因此水煤气须经脱硫、变换、脱碳调整气体组成,以达到甲醇合成气的要求。 3、CO变换反应 C O+H2O(g)=C O2+H2(放热反应) 4、水煤气组分与甲醇合成气组分对比
天然气制甲醇工艺流程图 1、合成甲醇的化学反应方程式: C H4+H2O=C H3O H+H2 2、甲醇合成气要求氢碳比f=(H2-CO2)/(CO+CO2)≈2.05~2.10,由于天然气甲烷含量较高,因此要对天然气进行蒸汽转化,生成以H2、CO和CO2位主要成分的转化气。由于蒸汽转化反应是强吸热反应,因此还要对天然气进行纯氧部分氧化以获取热量,使得蒸汽转化反应正常连续进行,最终达到甲醇合成气的要求。 3、蒸汽转化反应 C H4+H2O(g)=C O+H2(强吸热反应) 4、纯氧部分氧化反应 2C H4+O2=2C O+4H2+35.6k J/m o l C H4+O2=C O2+2H2+109.45k J/m o l C H4+O2=C O2+H2O+802.3k J/m o l 5、天然气组分与甲醇合成气组分对比
磷酸铁锂的生产工艺与技术路线选择 锂离子电池作为一种高性能的二次绿色电池,具有高电压、高能量密度(包括体积能量、质量比能量)、低的自放电率、宽的使用温度范围、长的循环寿命、环保、无记忆效应以及可以大电流充放电等优点。锂离子电池性能的改善,很大程度上决定于电极材料性能的改善,尤其是正极材料。目前研究最广泛的正极材料有LiCoO2、LiNiO2以及LiMn2O4等,但由于钴有毒且资源有限,镍酸锂制备困难,锰酸锂的循环性能和高温性能差等因素,制约了它们的应用和发展。因此,开发新型高能廉价的正极材料对锂离子电池的发展至关重要。 1997年,Padhi等报道了具有橄榄石结构的磷酸铁锂(LiFePO4)能够可逆地嵌脱锂,且具有比容量高、循环性能好、电化学性能稳定、价格低廉等特点,是首选的新一代绿色正极材料,特别是作为动力锂离子电池材料。磷酸铁锂的发现引起了国内外电化学界不少研究人员的关注,近几年,随着锂电池的越来越广的应用,对LiFePO4的研究越来越多。 2.1 磷酸铁锂的结构和性能 磷酸铁锂(LiFePO4)具有橄榄石结构,为稍微扭曲的六方密堆积,其空间群是P mnb型,晶型结构如图2.1所示。 图2.1 磷酸铁锂的空间结构图 LiFePO4由FeO6八面体和PO4四面体构成空间骨架,P占据四面体位置,而Fe和Li则填充在八面体空隙中,其中Fe占据共角的八面体位置,Li则占据共边的八面体位置。晶格一个FeO6八面体与两个FeO6八面体和一个PO4四面体共边,而PO4四面体则与一个FeO6八面体和两个LiO6八面体共边。由于近乎六方堆积的氧原子的紧密排列,使得锂离子只能在二维平面上进行脱嵌,也因此具有了相对较高的理论密度(3.6g/cm3)。在此结构中,Fe2+/Fe3+相对金属锂的电压为3.4V,材料的理论比容量为170mA·h/g。在材料中形成较强的P-O-M共价键,极大地稳定了材料的晶体结构,从而导致材料具有很高的热稳定性。
现代煤化工工艺路线总图煤化工工艺路线图
煤制甲醇典型工艺路线图 1、合成甲醇的化学反应方程式: (1)主反应: CO+2H2=CH3OH+102.5KJ/mol (2)副反应 2CO+4H2=CH3OCH3+H2O+200.2 KJ/mol CO+3H2=CH4+H2O+115.6 KJ/mol 4CO+8H2=C4H9OH+3H2O+49.62 KJ/mol CO2+H2=CO+H2O-42.9 KJ/mol 2、甲醇合成气要求氢碳比f=(H2-CO2)/(CO+CO2)≈2.05~2.10,由于煤炭气化所得到的水煤气CO含量较高,H2含量较低,因此水煤气须经脱硫、变换、脱碳调整气体组成,以达到甲醇合成气的要求。 3、CO变换反应 CO+H2O(g)=CO2+H2 (放热反应)
4、水煤气组分与甲醇合成气组分对比 气体种类气体组分(%) CO H2CO2CH4 水煤气37.350.0 6.50.3 甲醇合成 29.9067.6429.900.1 气 天然气制甲醇工艺流程图 1、合成甲醇的化学反应方程式: CH4+H2O=CH3OH+H2 2、甲醇合成气要求氢碳比f=(H2-CO2)/(CO+CO2)≈2.05~2.10,由于天然气甲烷含量较高,因此要对天然气进行蒸汽转化,生成以H2、CO和CO2位主要成分的转化气。由于蒸汽转化反应是强吸热反应,因此还要对天然气进行纯氧部分氧化以获取热量,使得蒸汽转化反应正常连续进行,最终达到甲醇合成气的要求。
3、蒸汽转化反应 CH4+H2O(g)=CO+H2(强吸热反应) 4、纯氧部分氧化反应 2CH4+O2=2CO+4H2+35.6kJ/mol CH4+O2=CO2+2H2+109.45 kJ/mol CH4+O2=CO2+H2O+802.3 kJ/mol 5、天然气组分与甲醇合成气组分对比 气体种 气体组分(%) 类 CO H2CO2CH4天然气----------- 3.296.2 甲醇合 29.9067.6429.900.1 成气 石油化工、煤炭化工产品方案对比(生产烯烃) 以天然气(或煤气)为原料的MTO技术流程
乙二胺的生产工艺与技术路线的选择 乙二胺的合成方法很多,主要有二氯乙烷法,乙醇胺法,乙烯氨化法,甲醛-氢氰酸法,二甘醇氨化法,氯乙酰氯氨化法和氨基乙腈加氢法等。但工业化生产乙二胺的方法主要是二氯乙烷法和乙醇胺法,其它方法由于原料来源和成本等原因尚未实现工业化生产。 2.1 二氯乙烷法 …… 2.1.1 二氯乙烷法反应器类型和比较 …… 2.1.2 二氯乙烷法乙二胺的分离研究 …… 2.2 乙醇胺法 乙醇胺(MEA)法也称乙醇胺氨化法,是目前生产乙二胺另一种重要路线,它主要以乙醇胺和氨为原料,在氢气环境中,高压下液相催化得到。反应方程如下: …… 2.2.1 氨化催化剂还原工艺 ……
2.2.2 缩合工艺 …… 2.3 其它方法 除上述两种主要工艺外,通过环氧乙烷氨化也可以得到乙二胺。环氧乙烷与氨反应生产乙二胺是由乙醇胺路线衍变而来,在该工艺中环氧乙烷与氨反应生产乙醇胺,乙醇胺再进一步与氨反应得到乙二胺和多乙烯多胺。该工艺合成的乙二胺收率较高,美国联合碳化公司已经建成由环氧乙烷和氨直接反应生产乙二胺和多乙烯多胺的装置。 随着我国石油化工的快速发展,国内环氧乙烷装置建设速度明显较快,因此该方法颇具市场竞争潜力,但此法目前应用还不广泛。。国外也对环氧乙烷与二氯乙烷结合工艺进行研究;国外还有报道甲醛和氢氰酸在水存在下生成乙醇腈,或者在氨存在下反应生成氨基乙腈及其缩合物,将这些产物加氢还原以后,可以得到乙撑胺系列产品,该工艺可以有效解决丙烯腈副产品剧毒的氢氰酸的出路。不过目前全球主要采用是二氯乙烷和乙醇胺法,且乙醇胺和环氧乙烷比例在不断增加。 2.4 乙二胺生产工艺比较 工业化生产乙二胺的方法主要是二氯乙烷法和乙醇胺法。二氯乙烷法以多乙烯多胺为主要副产品,乙醇胺法则以哌嗪及其衍生物为主要副产品。 …… 2.5 乙二胺工艺技术的改进与发展趋势 有关化工专家认为,我国乙二胺市场潜力巨大,需求强劲是毋庸置疑的。但
工艺路线的概念应该扩展到管理过程,像生产作业那样,制定规范的作业流程、明确每项活动的时间定额和费用、每项活动涉及的工作中心等。 工艺路线是一种关联工作中心、提前期和物料消耗定额等基础数据的重要基础数据,是实施劳动定额管理的重要手段。 从性质上来讲,工艺路线是指导制造单位按照规定的作业流程完成生产任务手段。 在MRP中,可以根据产品、部件、零件的完工日期、工艺路线和工序提前期,计算部件、零件和物料的开工日期,以及子项的完工日期。 在CRP中,可以基于工序和工艺路线计算工作中心的负荷(消耗的工时)。因此,工艺路线也是计算工作中心能力需求的基础。 根据在每一道工序采集到的实际完成数据,企业管理人员可以了解和监视生产进度完成情况。 工艺路线提供的计算加工成本的标准工时数据,是成本核算的基础和依据。
工艺路线如果没有与具体的物料加工 关联,则这种工艺路线就是标准的工艺路线。一般情况下,工艺路线是与具体的物料加工关联在一起的,这时才能有准确的提前期数据。因此,工艺路线数据包括了加工的物料数据。 例如,空调器中的蒸发器、冷凝器部件的标准装配工艺路线的工序包括串U型管、胀管、折弯、清洗、封管、气密测试、整理和包装入库等。U型管的加工顺序是:下料、弯管、切管、收管口和打毛刺等。 工艺路线数据主要包括工艺路线编码、工艺路线名称、工艺路线类型、制造单位、物料编码、物料名称、工序编码、工序名称、加工中心编码、是否外协、时间单位、准备时间、加工时间、移动时间、等待时间、固定机时、变动机时、固定人时、变动人时、替换工作中编码、生效日期、失效日期和检验标志等。 编写工艺路线的过程包括确定原材料、毛坯;基于产品设计资料,查阅企业库存材料标准目录;依据工艺要求确定原材料、毛
炼铁厂1750高炉工艺技术路线 一、1750高炉工艺技术路线确定的基本前提 一是高炉工艺技术路线的核心是炉况稳定顺行(可否直接喊出高炉零失常),目标是在稳定顺行的基础上提高高炉铁产量,为后续高炉优化指标,降低成本积攒炉况基础(不知是否妥当)。 二是工艺技术路线要适应两座1750高炉的不同炉型特点。(两座高炉提产节奏根据炉况基础有差异,但最终是两座高炉指标达到一个水平) 三是在两座1750高炉上实现整体资源的优化配置,最大限度地发挥整个系统潜力。(没有看明白) 二、高炉指标设定(钒钛矿冶炼)请将单月产量历史最好水平填上,标注上哪年哪月 1750高炉工艺技术路线的确定 1、1750高炉工艺技术路线概述 1750高炉的工艺技术路线整体概述为:“用精料(是否妥当)、保稳定、提产量”。 2、1750高炉工艺技术路线的具体描述 高炉的工艺技术路线具体描述为:“以炉料结构稳定为保障,以高强度低反应性灰硫稳定的焦炭为支撑,以大风量高动能为基础,用灵活的中心加焦,追求平台漏斗中心疏导型布料模式,提高煤气利用率,用较高的冶强拉升产量降低系
统成本,实现炉况长期稳定顺行的目标”。 3、原燃料条件设定 3.1焦炭条件设定 3.1.1焦炭结构设定 80%以上本厂干熄焦+20%以内外购焦炭。 3.1.2焦炭质量指标设定 (1)本厂干熄焦质量指标设定 (2)外购焦炭质量指标设定 3.2烧结条件设定 3.2.1烧结结构设定 正常生产直供烧结矿,不使用落地烧结矿。 3.2.2烧结质量指标设定
3.3球团条件设定 3.5有害元素控制标准 入炉碱负荷不超过4.0kg/t,入炉铅锌负荷不超过1.2kg/t。1-3月份平均水平多少 碱负荷:5.36kg/t;铅锌负荷:1.2kg/t; 3.6喷煤条件设定 3.6.1喷煤结构设定 烟煤配比20%±5%,焦化除尘灰配比≤5%。 灰无烟煤≤12烟煤≤9 挥发份无烟煤≤10%,烟煤≤38% 3.6.2喷煤质量指标设定
四、环氧丙烷产品工艺规划方案 4.1 产品产能规划方案 以丙烷、过氧化氢为原料, 采用直接氧化法工艺, 生产工业级环氧丙烷, 该工艺副产物为水。 表4-1本项目产品规格 注: 该产量以年开工300天计 表4-2 GB/T14491- 工业用环氧丙烷标准
4.2 产品工艺规划方案 4.2.1 基本工艺方案比较 当前世界上环氧丙烷生产技术主要有: 氯醇法, 共氧化法( 主要包括乙苯共氧化法( PO/SM法) , 异丁烷共氧化法( PO/TAB 法) ) , 直接氧化法( 主要包括过氧化氢直接氧化法( HPPO法) , 氧气直接氧化法, 氧气氢气直接氧化法) 。 4.2.2 原子利用率比较 化学反应追求的是反应选择性, 可是即使反应选择性达到100%, 这个反应过程中依然能够产生大量废物。为衡量一个化学反应中生成一定目标产物所伴生的废物量, 美国人Trost提出了”原子经济性”的概念。实现原子经济性的程度, 能够用原子利用率来衡量, 其定义为: 原子利用率=目标产物的量/按化学计量所得所有产物的量之 和×100%
表4-3 不同生产方法原子利用率比较 从表1-3能够看出, 在不考虑其它副反应情况下, 氧气直接氧化技术的原子经济性是最好, 所有原料均转化为产物, 紧随其后是双氧水法、氢氧化法及异丙苯法, 第三梯队为PO/MTBE法、PO/SM 法, 排名最后的氯醇法原子利用率最低。可是PO/MTBE法、PO/SM 法同时生产具有工业价值的联产品, 如果把联产品也计入, 其原子利用率高达90%, 远高HPPO法和CHP法, 仅次于直接氧化法, 这是工业认可原因之一。 4.2.3 氯醇工艺 氯醇法的基本生产原理是: 以丙烯和氯气为原料, 首先丙烯经