工程名称:SMT 修理站 页次:1/1核准: 复核: 编制:使用治具/工具及规格:备注:镊子元件盒区分好并分别使用无铅与有铅的工.锡线静电手环
治具;物料;工作台不可混用
热风枪恒温烙铁
平面焊台(铁板烧)良品与不良品放置框(L 架)1、依据机型先准备相对应的BOM 表和维修治/工具。2、取修理品针对不良内容进行确认,并交接好准确的数量。3、依据每片PCB 板的不良内容初步判定修理方向进行修理,将拆下来的 各类物料进行区分放置好。4、修理完毕后确认外观修理OK,在修理的地方贴上绿色箭头标签,以 便QC 目检,并填写好数量管制卡,交于QC 目检。5、焊接元件时每个焊点的焊接时间不得超过2-3秒。
6、对作业不良现象应及时反馈于产线,减少不良品。
注意事项:
1、在更换物料的过程中,应先由品管部IPQC 核对物料正确后方可使用。
2、在更换元件时,不可烫伤周围元件,铜皮不可烫翘起。
3、将更换下来的不良品,进行区分并放置好。
4、物料不可用错, 锡点应良好(参照焊点检验标准LW-WI-PE02),注意 保护好外观,不得损件。
5、修好的良品与不良品注意区分,分开放置。
6、必须戴静电手环作业。
7、下班时,要关闭仪器电源,把工具收拾好,做好5S 。
8、每天要确实做好修理日报表,确实做好
9、每天上午9点,下午2点前分别点检恒温烙铁温度,接地和静电环,并填写 <烙铁温度,接地测试记录表>,<静电环测试记录表>.XX 科技 作业指导书
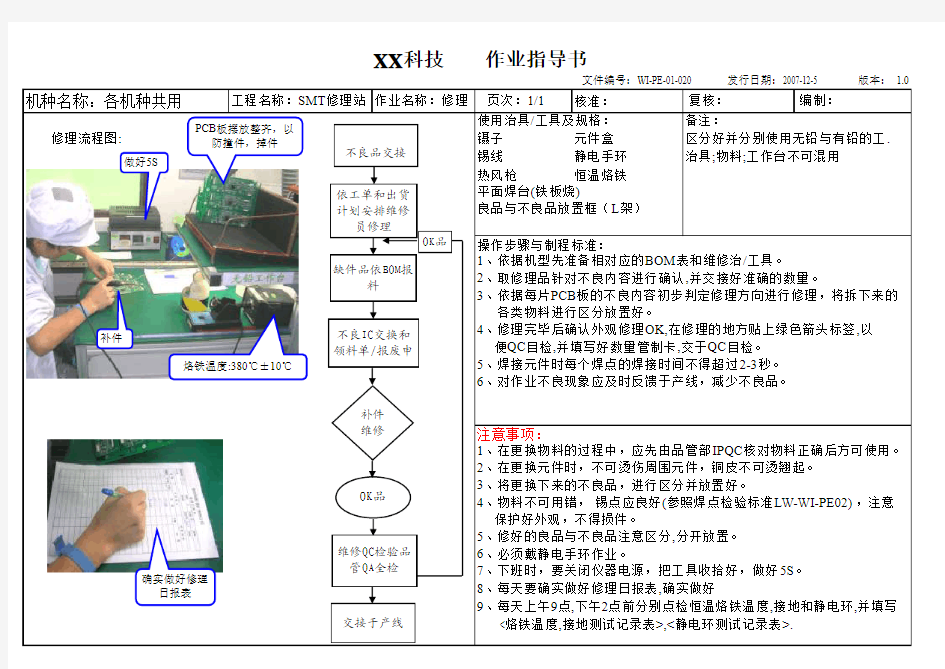
操作步骤与制程标准:机种名称:各机种共用
作业名称:修理修理流程图:
OK 品
不良品交接依工单和出货
计划安排维修
员修理
缺件品依BOM 报
料不良IC 交换和领料单/报废申补件
维修OK 品交接于产线
维修QC 检验品管QA 全检确实做好修理日报表补件
烙铁温度:380℃±10℃PCB 板摆放整齐,以防撞件,掉件做好5S
表单编号:WI-PE-01-03-A