PCB生产工艺流程 一.目的: 将大片板料切割成各种要求规格的小块板料。 二.工艺流程: 三、设备及作用: 1.自动开料机:将大料切割开成各种细料。 2.磨圆角机:将板角尘端都磨圆。 3.洗板机:将板机上的粉尘杂质洗干净并风干。 4.焗炉:炉板,提高板料稳定性。 5.字唛机;在板边打字唛作标记。 四、操作规范: 1.自动开料机开机前检查设定尺寸,防止开错料。 2.内层板开料后要注意加标记分别横直料,切勿混乱。 3.搬运板需戴手套,小心轻放,防止擦花板面。 4.洗板后须留意板面有无水渍,禁止带水渍焗板,防止氧化。 5.焗炉开机前检查温度设定值。 五、安全与环保注意事项: 1. 1.开料机开机时,手勿伸进机内。 2. 2.纸皮等易燃品勿放在焗炉旁,防止火灾。 3. 3.焗炉温度设定严禁超规定值。 4. 4.从焗炉内取板须戴石棉手套,并须等板冷却后才可取板。 5. 5.用废的物料严格按MEI001规定的方法处理,防止污染环境。 七、切板 1. 设备:手动切板机、铣靶机、CCD打孔机、锣机、磨边机、字唛机、测厚仪; 2. 作用:层压板外形加工,初步成形; 3. 流程: 拆板→ 点点画线→ 切大板→ 铣铜皮→ 打孔→ 锣边成形→ 磨边→ 打字唛→测板厚 4. 注意事项: a. a. 切大板切斜边; b. b. 铣铜皮进单元; c. c. CCD打歪孔; d. d. 板面刮花。 入、环保注意事项: 1、 1、生产中产生的各种废边料如P片、铜箔由生产部收集回仓; 2、 2、内层成形的锣板粉、PL机的钻屑、废边框等由生产部收回仓变卖; 3、 3、其它各种废弃物如皱纹胶纸、废粘尘纸、废布碎等放入垃圾桶内由清洁工收走。废手套、废口罩等由生产部回仓。 4、 4、磨钢板拉所产生的废水不能直接排放,要通过废水排放管道排至废水部经其无害处理后方可排出。钻孔 一、一、目的: 在线路板上钻通孔或盲孔,以建立层与层之间的通道。
软硬结合板是一种兼具刚性PCB的耐久力和柔性PCB的适应力的新型印刷电路板,在所有类型的PCB中,软硬结合是对恶劣应用环境的抵抗力最强的,因此受到医疗与军事设备生产商的青睐,我国的企业也正在逐步提高软硬结合板占总体产量的比例。 软硬结合板的分类 若是依制程分类,软板与硬板接合的方式,可区分为软硬复合板与软硬结合板两大类产品,差别在于软硬复合板的技术,可于制程中将软板和硬板组合,其中,有共通的盲孔和埋孔设计,因此可以有更高密度的电路设计,而软硬结合板的技术,则是软板和硬板分开制作后再行压合成单一片电路板,有讯号连接但无贯通孔的设计。但目前惯用”软硬结合板”统称全部的软硬结合板产品,而不细分两者。 软硬结合板的物理特性 软硬结合板在材料、设备与制程上,与原先软板、硬板各有差异。在材料方面,硬板的材质是PCB的FR4之类的材质,软板的材质是PI或是PET类的材质,两材料之间有接合、热压收缩率不同等的问题,对于产品的稳定度而言是困难点,而且软硬结合板因为立体空间配置的特性,除XY轴面方向应力的考量,Z轴方向应力承受也是重要的考量,目前有材料供货商对PCB硬板或软板厂商,提供软硬结合板适用的改良型材料,如环氧树脂(Epoxy)或是改良型树脂(Resin)等材料,以符合PCB硬板或软板间的接合问题。 在设备方面,软硬结合板因为材料特性与产品规格的差异,在压合与镀铜部份的设备必需作修正,设备的适用程度将影响产品良率与稳定度,因此跨入软硬结合板的生产前须先考虑到设备的适用程度。 软硬结合板的优点 软硬结合板相较於一般P.C.B之优点: 1.重量轻 2.介层薄 3.传输路径短 4.导通孔径小 5.杂讯少,信赖性高 软硬结合板较于硬板之优点: 1.具曲挠性,可立体配线,依空间限制改变形状. 2.耐高低温,耐燃. 3.可折叠而不影响讯号传递功能. 4.可防止静电干扰. 5.化学变化稳定,安定性,可信赖度高. 6.利于相关产品的设计,可减少装配工时及错误,并提高有关产品的使用寿命. 7.使应用产品体积缩小,重量大幅减轻,功能增加,成本降低.
PCB板制造工艺流程 PCB板的分类 1、按层数分:①单面板②双面板③多层板 2、按镀层工艺分:①热风整平板②化学沉金板③全板镀金板④热风整平+金手指 3、⑤ 化学沉金+金手指4、⑥全板镀金+金手指5、⑦沉锡⑧沉银⑨OSP板 各种工艺多层板流程 ㈠热风整平多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——丝印字符——热风整平——铣外形——电测——终检——真空包装 ㈡热风整平+金手指多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——镀金手指——丝印字符——热风整平——铣外形——金手指倒角——电测——终检——真空包装 ㈢化学沉金多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——化学沉金——丝印字符——铣外形——电测——终检——真空包装 ㈣全板镀金板多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀镍金、褪膜、蚀刻、褪锡)——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——丝印字符——铣外形——电测——终检——真空包装(全板镀金板外层线路不补偿) ㈤全板镀金+金手指多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外光成像①(外层磨板、外层贴膜、菲林对位、曝光、显影)——图形电镀铜——镀镍金——外光成像②(W—250干膜)——镀金手指——褪膜——蚀刻——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——镀金手指——丝印字符——铣外形——金手指倒角——电测——终检——真空包装 ㈥化学沉金+金手指多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——化学沉金——丝印字符——外光成像②(交货面积>1平方米)/贴蓝胶带(交货面积≤1平方米)——镀金手指——铣外形——金手指倒角——电测——终检——真空包装 ㈦单面板流程(热风整平为例):开料——钻孔——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——AOI——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——丝印字符——热风整平——铣外形——电测——终检——真空包装(注:①因没有金属化孔,所以没有电测与沉铜板镀②外层线路菲林除全板镀金板用正片菲林外,其它都用负片) ㈧双面板流程(热风整平为例):开料——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——丝印字符——热风整平——铣外形——
软硬结合板的设计与生产工艺 (论文) 1. 前言 工业、医疗设备、3G手机、LCD电视及其它消费类电子如:电子计算机用的硬盘驱动器、软盘驱动器、手机、笔记本电脑、照相机、摄录机、PDA等便携式电子产品市场需求的不断扩大,电子设备越来越向着轻、薄、短、小且多功能化的方向发展。特别是高密度互连结构(HDI)用的柔性板的应用,将极大地带动柔性印制电路技术的迅猛发展,同时随着印制电路技术的发展与提高,软硬结合板(Rigid-Flex PCB)的开发研究并得到大量的应用,预计全球今后软硬结合板的供应量将会大量增加。同时,软硬结合板的耐久性与挠性,亦使其更适合于医疗与军事领域应用,逐步蚕食刚性PCB的市场份额。 由于韩国、台湾地区有大量手机厂商,因此这些厂商主导了软硬结合板市场。据台湾电路板协会(TPCA)的数据,目前该地区约有200家PCB生产商。香港地区也有少数企业在生产软硬结合板,但大约有不到五家企业具备良好的生产技术。 在中国大陆,这类产品在总体PCB市场中所占比例不大,台湾地区工业技术研究院(IEK)估计仅占2%左右。但大陆的生产份额正不断增长,厂商们都意识到,软硬结合板既轻且薄,而且紧凑,特别适合最新式的便携电子和高端医疗及军事设备——这些终端产品目前都在推升大陆软硬结合板的产量。因此,业内人士预计软硬结合板将在未来几年超越其它类型的P CB。 产品虽好,制造门槛有些高,在所有类型的PCB中,软硬结合板对于恶劣应用环境的抵抗力最强,因此受到医疗与军事设备生产商的青睐。软硬结合板兼具刚性PCB的耐久力和柔性PCB的适应力。中国大陆的企业正在提高此类PCB占总体产量的比例,以充分利用需求不断增长的大好机会。减少电子产品的组装尺寸、重量、避免连线错误,增加组装灵活性,提高可靠性,实现不同装配条件下的三维立体组装,是电子产品日益发展的必然需求,挠性电路作为一种具有薄、轻、可挠曲等可满足三维组装需求的特点的互连技术,在电子及通讯行业得到日趋广泛的应用和重视。 随着其应用领域的不断扩大,挠性线路板本身也在不断发展,如从单面挠性板到双面、多层乃至刚——挠性板等,细线宽/间距、表面安装等技术的应用以及挠性基材本身的材料特性等、对挠性板的制作提出了更严格的要求,如基材的处理,层间对位,尺寸的稳定性的控制,去沾污,小孔金属化及电镀的可靠性及表面保护性涂覆等方面都应予以高度的重视,本文仅就在研究和生产过程中所选择的重点工艺部分以及应注意的问题进行总结和阐述。
电路板工艺流程 一.目的: 将大片板料切割成各种要求规格的小块板料。 二.工艺流程: 三、设备及作用: 1.自动开料机:将大料切割开成各种细料。 2.磨圆角机:将板角尘端都磨圆。 3.洗板机:将板机上的粉尘杂质洗干净并风干。 4.焗炉:炉板,提高板料稳定性。 5.字唛机;在板边打字唛作标记。 四、操作规范: 1.自动开料机开机前检查设定尺寸,防止开错料。 2.内层板开料后要注意加标记分别横直料,切勿混乱。 3.搬运板需戴手套,小心轻放,防止擦花板面。 4.洗板后须留意板面有无水渍,禁止带水渍焗板,防止氧化。 5.焗炉开机前检查温度设定值。 五、安全与环保注意事项: 1.1.开料机开机时,手勿伸进机内。 2.2.纸皮等易燃品勿放在焗炉旁,防止火灾。 3.3.焗炉温度设定严禁超规定值。 4.4.从焗炉内取板须戴石棉手套,并须等板冷却后才可取板。5.5.用废的物料严格按MEI001规定的方法处理,防止污染环境。
七、切板 1. 设备:手动切板机、铣靶机、CCD打孔机、锣机、磨边机、字唛机、测厚仪; 2. 作用:层压板外形加工,初步成形; 3. 流程: 拆板→点点画线→切大板→铣铜皮→打孔→锣边成形→磨 边→打字唛→测板厚 4. 注意事项: a. 切大板切斜边; b.铣铜皮进单元; c. CCD打歪孔; d. 板面刮花。 八、环保注意事项: 1、生产中产生的各种废边料如P片、铜箔由生产部收集回仓; 2、内层成形的锣板粉、PL机的钻屑、废边框等由生产部收回仓变卖; 3、其它各种废弃物如皱纹胶纸、废粘尘纸、废布碎等放入垃圾桶内由清洁工收走。废手套、废口罩等由生产部回仓。 4、磨钢板拉所产生的废水不能直接排放,要通过废水排放管道排至废水部经其无害处理后方可排出。 钻孔 一、目的: 在线路板上钻通孔或盲孔,以建立层与层之间的通道。 二、工艺流程: 1.双面板:
FPCB板的常规做法以及特例分析 常规做法:软板(单双面板、多层板)和软硬结合板。 软板(单双面板、多层板) 一.单面板:普通单面板和单面双接触板 1.普通单面板:有胶基材和无胶基材 叠构:①有胶基材②无胶基材 基本流程:下料→化学清洗→贴干膜→曝光→显影→首检/每小时抽检→蚀刻→首检/每小时抽检→去膜→首检/每小时抽检→AOI→化学清洗→烘干120℃15Min→下料→贴上保护膜→层压→首检/每小时抽检→下料→贴补强→层压→首检/每小时抽检→自动认位打孔→首检/每小时抽检→化学清洗→表面处理→首检/每小时抽检→刀模分割→首检/每小时抽检→ET →钢模冲切外形→首检/每小时抽检→FQC→QA→包装出货。 2.单面双接触板 ⑴上下保护膜开口在同一区域时的做法:CC+CU+CC(纯铜箔+保护膜)。 此时镂空处线宽不能小于8mil;且为防止飘线,CC要压住线路至少20mil;另外要注意上下保护膜错开防止断线。 叠构:纯铜箔+保护膜 基本流程:下料→钻孔包装→钻孔→首检/每小时抽检→下料→贴下保护膜→层压→首检/每小时抽检→化学清洗→两面贴干膜→曝光→显影→首检/每小时抽检→蚀刻→首检/每小时抽检→去膜→首检/每小时抽检→AOI→化学清洗→烘干120℃15Min→下料→贴上保护膜→层压→首检/每小时抽检→自动认位打孔→首检/每小时抽检→化学清洗→表面处理→首检/每小时抽检→刀模分割→首检/每小时抽检→ET→钢模冲切外形→首检/每小时抽检→FQC→QA→包装出货。 ⑵上下保护膜开口不在同一区域时的做法:CU+CC(无胶基材+保护膜)。此时CC的胶只能用环氧胶,不可用压克力胶;是走蚀刻PI线。 叠构:无胶基材+保护膜 基本流程:下料→化学清洗→贴干膜→曝光→显影→首检/每小时抽检→蚀刻→首检/每小时抽检→去膜→首检/每小时抽检→AOI→化学清洗→烘干120℃15Min→下料→贴上保护膜→层压→首检/每小时抽检→化学清洗→两面贴抗KAPTON ETCH干膜→曝光→显影→首检/每小时抽检→预浸→蚀刻KAPTON→首检/每小时抽检→去膜→首检/每小时抽检→自动认位打孔→首检/每小时抽检→化学清洗→表面处理→首检/每小时抽检→刀模分割→首检/每小时抽检→ET→钢模冲切外形→首检/每小时抽检→FQC→QA→包装出货。 二.双面板:普通双面板和双面Air-gap板 1.普通双面板:有胶基材和无胶基材
上海赛东科技有限公司 铝箔生产流程工艺 一、领料 1、生产线規定人员在按生产计划提前一个星期拿料单到仓库领取该 机种的全部料件。 2、领取材料后,如果有材料短缺情况应及时发出欠料报告单,使之相 关部门能够在一个星期内把所欠缺的材料采够进来。 3、领料员在领料时必须当面点清,尤其是重要物品,领完材料后把所 有材料放进生产部的储藏室里。 二、插机 1、发放材料时,首先检查一下插机位上的其它零件是否全部清理干净, 如没清理干净领料员可以不发料给插机人员, 到清理干净为止才 分料给插机线。 2、插机线班长拿由生技发的工艺要求,按现有作业人员工人数以及 PCB板上零件数平均分排给各作业人员,并且班长排的工艺要求应 该按从左至右,从小到大,从低到高的方式,使之作业员工在作业时 能够有条不混的工作。 3、作业员工在插机所插零件应紧贴PCB板,除高功率电阻(1W以上)设 计要求,工程工艺图等规定之外,例如:卧式电阻、电感、二极管、 跳线等。 4、作业员工在插CC、MC需要卧倒时应该把印有零件容量大小字体那 一面放在表面,以便检查.在插IC(集成块),排阻时应插到IC和排 阻脚的规定位臵.还要注意电解电容、桥堆、二极管、三极管的正
负极性、IC及排插的方向性。 5、插完后,作业员工应自我检查一遍,看是否有插错,漏插等现象检查 完后把插满零件的PCB板放到已调整好位臵木架上。 6、加工主控IC时,首先作业员应带好静电带,所用的烙铁功率为30W, 并且要加地线落地好。准备一瓶比重为0.83的助焊剂和一支毛笔。 7 、作业要求,注意IC的方向,首先把IC脚与PCB板焊盘对应准,焊 好四个角,再用毛笔沾少许助焊剂在IC脚以及对应的焊盘上,在 IC的四个角上再少许焊锡,用左手斜拿PCB板,右手用烙铁从上往 下拖,焊完后检查一下有无连焊、虚焊。 8 、原件脚高度一致(大于等于2mm,小于0.8mm),并且在零件面上的 线材橡胶与PCB板之间的间隙应小于1mm。 9 、线加套管直径=3mm T=80mm 连结线加套管直径=6mm T=60mm 10、磁棒线圈要用扎线扎紧,磁棒也要用扎线紧固在主板上。 三、锡焊 1、波焊作业员首先把助焊剂的比重调整为0.83,焊锡炉的温度调整为 250度,打开抽烟机。 2、在搬运装满了PCB板零件的木架时,如不小心零件掉了请波焊作业 员不要随便插上。请插机线QC来补上,以免零件插错。 3、作业员用左手拿好插满零件机板,用右手拿夹子夹住机板的中央, 使机板保持水平放入泡沫状的助焊剂中,使PCB板的铜箔面完全接 触,但是助焊剂不能搞到机板的零件面上来。 4、作业员夹着已浸好助焊剂机板水平浸入锡炉里,使PCB板铜箔面与
开 料 一.目的: 将大片板料切割成各种要求规格的小块板料。 二.工艺流程: 三、设备及作用: 1.自动开料机:将大料切割开成各种细料。 2.磨圆角机:将板角尘端都磨圆。 3.洗板机:将板机上的粉尘杂质洗干净并风干。 4.焗炉:炉板,提高板料稳定性。 5.字唛机;在板边打字唛作标记。 四、操作规范: 1.自动开料机开机前检查设定尺寸,防止开错料。 2.内层板开料后要注意加标记分别横直料,切勿混乱。 3.搬运板需戴手套,小心轻放,防止擦花板面。 4.洗板后须留意板面有无水渍,禁止带水渍焗板,防止氧化。 5.焗炉开机前检查温度设定值。 五、安全与环保注意事项: 1.1.开料机开机时,手勿伸进机内。 2.2.纸皮等易燃品勿放在焗炉旁,防止火灾。 3.3.焗炉温度设定严禁超规定值。 4.4.从焗炉内取板须戴石棉手套,并须等板冷却后才可取板。 5.5.用废的物料严格按MEI001规定的方法处理,防止污染环境。
内层干菲林 一、一、原理 在板面铜箔上贴上一层感光材料(感光油或干膜),然后通过黑菲林进行对位曝光,显影后形成线路图形。 二、二、工艺流程图: 三、化学清洗 1. 1.设备:化学清洗机 2. 2.作用:a. 除去Cu表面的氧化物、垃圾等; b. 粗化Cu表面,增强Cu表面与感光油或干膜之间的结合力。 3. 3.流程图:
4. 4. 检测洗板效果的方法: a. a. 水膜试验,要求≥30s 5. 5. 影响洗板效板的因素:除油速度、除油剂浓度、微蚀温度、总酸度、Cu2+浓度、压力、速度 6. 6. 易产生的缺陷:开路(清洗效果不好导致甩菲林),短路(清洁不净产生垃圾)。 四、辘干膜 1. 1. 设备:手动辘膜机 2. 2. 作用:在铜板表面上贴上一层感光材料(干膜); 3. 3. 影响贴膜效果的主要因素:温度、压力、速度; 4. 4. 贴膜易产生的缺陷:内短(菲林碎导致Cu 点)、内开(甩菲林导致少Cu); 五、辘感光油 1. 1. 设备:辘感光油机、自动粘尘机; 2. 2. 作用:在已清洗好的铜面上辘上一层感光材料(感光油); 3. 3. 流程: 4. 4. 影响因素:感光油粘度、速度;焗板温度、速度。 5. 5. 产生的缺陷:内开(少Cu )。 六、曝光 1. 1. 设备/工具:曝光机、10倍镜、21Step 曝光尺、手动粘尘辘; 2. 2. 曝光机,在已辘感光油或干膜的板面上拍菲林后进行曝光,从而形成线路图形; 3. 3. 影响曝光的主要因素:曝光能量、抽真空度、清洁度; 4. 4. 易产生的缺陷:开路(曝光不良)、短路(曝光垃圾)。 七、DES LINE I、显影 1. 1. 设备:DES LINE; 2. 2. 作用:将未曝光的感光材料溶解掉,留下已曝光的部分从而形成线路; 3. 3. 主要药水:Na 2CO 3溶液; 4. 4.影响显影的主要因素:
Recommendation f or b aking o f F lex a nd R igid--‐Flex P CB Due to the fact that nearly all Flex and Rigid-Flex boards are constructed with polyimide inside and that this material is highly hydroscopic in its form, it is strongly recommended to bake the boards to reduce the amount of moisture inside the boards before any type of soldering operation. Without such baking there is risk of delaminating, inner-layer separation or cracking of the hole walls. Below is a recommendation for different surface treatments. HASL, L ead--‐free H ASL a nd E NIG Flexible b oard: Minimum 2 hours at 105° C Rigid a nd R igid/Flex P CB’s F R--‐4 a nd P olyimide: PCB's up to 1.0 mm thickness: minimum 2 hours at 120° C PCB's up to 1.8 mm thickness: minimum 4 hours at 120° C PCB's up to 4.0 mm thickness: minimum 6 hours at 120° C Rigid a nd R igid/Flex P CB’s w ith P olyimide / T hermount?: All PCB thicknesses: minimum 6 hours at 135° C Dwell or hold time between baking and soldering is dependant upon the storage conditions. At 50 % relative humidity the recommended hold time is maximum 8 hours, yet if the boards can be stored in vacuum or within oven at 35°C, then this 8 hour limit can be prolonged. Oven c onditions Basking should take place in clean oven to prevent any form of contamination during the baking process. The boards should also be placed in the oven in such a way that the air can circulate freely around the boards during the baking time. Solderability c oncerns All baking can be considered as advanced ageing and therefore may affect the solderability. Therefore the given and temperature above must be seen only as recommendations and the customer shall take responsibility to approve the process
关于软硬结合板的技术 从这篇博客的标题可以看出,最近我已经充分研究了关于软硬结合板的技术。软硬结合板有很多好处,许多设计师们之前并不了解,因为他们的设计不是必须使用这个技术。然而现在越来越多的设计师将要面对构建越来越高密度的电子设备的压力,更让他们头痛的是还有要不断地降低制造成本和减少制造时间。其实,这真的不是什么新的技术难题。很多的工程师和设计师们已经为之头痛很久,且所面临的压力也正不断骤增。 软硬结合板很可能成为新手在新技术开拓道路上的一个陷阱。因此,了解如何制造柔性电路以及软硬结合板是非常明智的。这样,我们可以轻松找设计中的错误隐患,防患于未然。现在,让我们认识一下做这些板子需要哪些基础材料。 柔性电路的材料基底和保护层薄膜 首先,我们来考虑一下普通的刚性印刷电路板,它们的基底材料通常是玻璃纤维和环氧树脂。实际上,这些材料是一种纤维,尽管我们称之为刚性,如果单取出一层,你还能感受到它的弹性。由于其中的固化环氧树脂,才能使板层更加刚硬。由于它不够灵活,所以不能应用到某些产品上。但是对于很多简单装配的、板子不会持续移动的电子产品还是合适的。 在更多的应用中,我们更需要比环氧树脂灵活的塑料薄膜。我们最常用的材质是聚酰亚胺(PI),它非常柔软、牢固,我们不能轻易地撕裂它或者延展它。而且它还具有难以置信的热稳定性,能够轻松承受加工中回流焊过程的温度变化,而且在温度的起伏变化过程中,我们几乎不能发现它的伸缩形变。 聚酯(PET)是另外一种常用的柔性电路材料,与只聚酰亚胺(PI)薄膜比较,它的耐热性和温度形变比PI薄膜差。这种材质通常用于低成本的电子设备中,印刷的线路包裹在柔软的薄膜中。由于PET无法承受高温,更不用说焊接了,所以,一般采用冷压的工艺制作这种柔性线路板。我记得这个时钟收音机的显示部分采用的是这种柔性连接电路,所以这台收音机经常工作不正常,根本原因就是这个质量差的连接件。所以我们建议软硬
2017年年产200万平米柔性板和软硬 结合板项目 可行性研究报告 编制单位:北京智博睿投资咨询有限公司
第一章总论 年产200万平米柔性板和软硬结合板项目概况 年产200万平米柔性板和软硬结合板项目名称 年产200万平米柔性板和软硬结合板项目性质 年产200万平米柔性板和软硬结合板项目建设单位 1.1.4可研报告编制单位 北京智博睿投资咨询有限公司 年产200万平米柔性板和软硬结合板项目建设地点 年产200万平米柔性板和软硬结合板项目建设内容及规模 年产200万平米柔性板和软硬结合板项目建设进度 1.1.8投资规模和资金筹措方案 1、投资规模 2、资金筹措方案 1.1.9主要经济指标 表1-1 年产200万平米柔性板和软硬结合板项目主要经济指标汇总表
年产200万平米柔性板和软硬结合板项目建设单位概况编制依据、原则和范围 1.3.1可研编制情况 1.3.2编制依据 1.3.3编制原则 1.3.4编制范围 可行性研究的结论 1.4.1基本结论
年产200万平米柔性板和软硬结合板项目建设的意义 1.4.3经济效益分析 1.4.4社会效益分析 1.4.5社会评价结论 1.4.6风险分析结论 1.4.7社会稳定风险分析结论 第二章年产200万平米柔性板和软硬结合板项目背景及必要性年产200万平米柔性板和软硬结合板项目建设背景 2.1.1政策背景 年产200万平米柔性板和软硬结合板项目提出理由 年产200万平米柔性板和软硬结合板项目建设的必要性 2.2.1是国家产业和环保政策需求 2.2.2是市场发展的需要 2.2.3是完善产业链条、保障区域可持续发展的需要 第三章市场分析、销售方案及风险分析 年产200万平米柔性板和软硬结合板项目产品市场分析 3.1.1应用分析 3.1.2市场分析 年产200万平米柔性板和软硬结合板项目市场前景分析 3.1.4项目产品市场分析
电路板的生产过程 电路板的生产是个很艰难的过程,它需要很多步骤,每一步骤都是要仔细完成的,不能有一步之差,下面我们就简单里了解一下电路板的生产过程: 1、开料:大板料→按开料要求切板→锔板→啤圆角/磨边→出板在符合要求的大张板材上,板料一般 分为:41'X49、40'X48‘等,目的是根据工程资料的mi要求,裁切成所需小块生产板件。 2、钻孔:上板→钻孔→下板→检查/修理跟据资料的位置钻出所求的孔径。 3、沉铜:磨板→烘干→沉铜自动线→下板→加厚铜→检查。 4、图形转移:磨板→印板→烘干→爆光→冲影→检查。 5、图形电镀:上板→除油→水洗二次→微蚀→水洗→酸洗→镀铜→水洗→浸酸→镀锡→水洗→下板→ 检查。 6、退膜:水膜→插架→浸碱→冲洗→擦洗→过机→检查。 7、蚀刻:蚀刻是利用化学反应法将非线路部位的铜层腐蚀去。 8、绿油:磨板→印感光绿油→锔板→冲影→磨板→印板→烘板→检查目的:绿油是将绿油菲林的图形 转移到板上,起到维护线路和阻止焊接的作用。 9、字符:绿油终锔后→冷却静置→调网→印字符→后锔→检查目的:字符是提供一种便于辩认的字符 符号在安装电子原件时起指示作用。 10、镀金手指:上板→除油→水洗两次→微蚀→水洗两次→酸洗→镀铜→水洗→镀镍→水洗→镀金使 之更具有硬度的耐磨性目的插头手指上镀上一层要求厚度的镍、金层。 11、喷锡板:微蚀→风干→预热→松香涂覆→焊锡涂覆→热风平整→风冷→洗涤风干以保护铜面不蚀 氧化,目的喷锡是未覆盖阻焊油的裸露铜面上喷上一层铅锡。 12、成型:分为锣板和啤板,目的通过模具冲压或数控锣机锣出客户所需要的形状的方法,数据锣机 板与啤板的精确度较高,手切板最低具只能做一些简单的外形。 13、测试:上模→放板→测试→合格→fqc目检→不合格→修理→返测试→ok检测目视不易发现到开 路,目的通过电子100%测试,短路等影响功能性之缺陷,主要分为测试架测试和飞针测试。14、终检:来料检查→目检→合格→fqa抽查→合格→包装→不合格→处置→检查→ok并对轻微缺陷 进行修理,目的通过100%目检板件外观缺陷,防止有问题及缺陷板件流出。 从以上介绍可以看出,需要进行多步的检查,因为如果有一步出错,以后生产处的电路板就不是一个合格的产品,在每一步都需要检查,这样才能让用户用到更安心的产品。
软硬结合板简介 减少电子产品的组装尺寸、重量、避免联机错误,增加组装灵活性,提高可靠性及实现不同装配条件下的三维立体组装,是电子产品日益发展的必然需求。软性电路板(Flexible Printed Circuits,FPC)结构灵活、体积小、重量轻及可挠曲的特性可满足三维组装需求的互连技术,在电子通讯产业得到广泛的应用及重视。近年来已有朝向软硬结合板(Rigid-Flex Board)发展之趋势,其结合FPC及PCB优点于一身,可柔曲,立体安装,有效利用安装空间。藉以再缩小整个系统的体积及增强其功能 软硬结合板特性 软硬结合板的出现为电子组件之间的互连提供了一种新的连接方式,随着电子信息技术的发展和人们对电子设备的需要趋向轻薄短小且多功化,软硬结合印刷恰好符合此种潮流 优点: –可3D 立体布线组装 –可动态使用,高度挠折需求 –高密度线路设计,可实现HDI –高信赖度,低阻抗损失,完整型号传输 –缩短安装时间,降低安装成本,便于操作. –具有刚性板强度,起到可支撑作用. 缺点 –制作难度大,不光要有刚性板的制作工艺,还要有挠性的制
作工艺,特别是挠性板,同时制作流程远远比刚性、挠性板 多而杂. –一次性成本高,设备投入性大,既要有可供刚性板生产的,还要有供挠性板生产的设备. 使用方面, 在装拆损坏后无法修复,导致其它部分一块报废 软硬结合板常见叠层及工艺流程 1.
生产工艺流程: L1工艺流程: 开料→内光成像→内层酸性蚀刻→打靶位孔→激光割缝/铣沉头槽→棕化L2/3软板工艺流程:
开料→外光成像(贴干膜)→内层酸性蚀刻→AOI→棕化→贴覆盖膜→快压→烘烤→棕化 L4工艺流程: 开料→内光成像→内层酸性蚀刻→打靶位孔→激光割缝/铣沉头槽→棕化 覆盖膜工艺流程: 开料→线切割→贴合待用 NO FLOW PP工艺流程: 开料→钻孔→外形(锣槽)→压合待用 主流程: 压合→除胶渣→钻孔→等离子除胶→沉铜2次→板镀→二次板镀/VCP镀铜→外光成像→外层酸性蚀刻→半成品测试/AOI→半成品检查→阻焊→字符→沉金→E-T测试→外形→外形开盖/激光开盖→激光外形→FQC →FQA →包装
线路板生产流程(一) 多种不同工艺的PCB流程简介 *单面板工艺流程 下料磨边→钻孔→外层图形→(全板镀金)→蚀刻→检验→丝印阻焊→(热风整平)→丝印字符→外形加工→测试→检验 *双面板喷锡板工艺流程 下料磨边→钻孔→沉铜加厚→外层图形→镀锡、蚀刻退锡→二次钻孔→检验→丝印阻焊→镀金插头→热风整平→丝印字符→外形加工→测试→检验 *双面板镀镍金工艺流程 下料磨边→钻孔→沉铜加厚→外层图形→镀镍、金去膜蚀刻→二次钻孔→检验→丝印阻焊→丝印字符→外形加工→测试→检验 *多层板喷锡板工艺流程 下料磨边→钻定位孔→内层图形→内层蚀刻→检验→黑化→层压→钻孔→沉铜加厚→外层图形→镀锡、蚀刻退锡→二次钻孔→检验→丝印阻焊→镀金插头→热风整平→丝印字符→外形加工→测试→检验 *多层板镀镍金工艺流程 下料磨边→钻定位孔→内层图形→内层蚀刻→检验→黑化→层压→钻孔→沉铜加厚→外层图形→镀金、去膜蚀刻→二次钻孔→检验→丝印阻焊→丝印字符→外形加工→测试→检验 *多层板沉镍金板工艺流程 下料磨边→钻定位孔→内层图形→内层蚀刻→检验→黑化→层压→钻孔→沉铜加厚→外层图形→镀锡、蚀刻退锡→二次钻孔→检验→丝印阻焊→化学沉镍金→丝印字符→外形加工→测试→检验 一步一步教你手工制作PCB
制作PCB设备与器材准备 (1)DM-2100B型快速制板机1台 (2)快速腐蚀机1台 (3)热转印纸若干 (4)覆铜板1张 (5)三氯化铁若干 (6)激光打印机1台 (7)PC机1台 (8)微型电钻1个 (1)DM-2100B型快速制板机 DM一2100B型快速制板机是用来将打印在热转印纸上的印制电路图转印到覆铜板上的设备, 1)【电源】启动键一按下并保持两秒钟左右,电源将自动启动。 2)【加热】控制键一当胶辊温度在100℃以上时,按下该键可以停止加热,工作状态显示为闪动的“C”。再次按下该键,将继续进行加热,工作状态显示为当前温度;按下此键后,待胶辊温度降至100℃以下,机器将自动关闭电源;胶辊温度在100℃以内时,按下此键,电源将立即关闭。 3)【转速】设定键一按下该键将显示电机转速比,其值为30转/分)~80转/分)。按下该键的同时再按下"上"或"下"键,可设定转印速度。
软硬结合板FPCB的优缺点介绍 FPC与PCB的诞生与发展,催生了软硬结合板这一新产品。因此,软硬结合板,就是柔性线路板与硬性线路板,经过压合等工序,按相关工艺要求组合在一起,形成的具有FPC特性与PCB特性的线路板。 因为软硬结合板是FPC与PCB的组合,软硬结合板的生产应同时具备FPC生产设备与PCB 生产设备。首先,由电子工程师根据需求画出软性结合板的线路与外形,然后,下发到可以生产软硬结合板的工厂,经过CAM工程师对相关文件进行处理、规划,然后安排FPC 产线生产所需FPC、PCB产线生产PCB,这两款软板与硬板出来后,按照电子工程师的规划要求,将FPC与PCB经过压合机无缝压合,再经过一系列细节环节,最终就制成了软硬结合板。很重要的一个环节,应为软硬结合板难度大,细节问题多,在出货之前,一般都要进行全检,因其价值比较高,以免让供需双方造成相关利益损失。 它最大的缺点就是“软硬结合板”的价钱比较贵,有可能会多出原来单纯“软板+硬板”的价钱将近一倍之多,但如果扣除掉连接器的价钱或是HotBar的费用,其价钱则有可能趋向一致,详细的费用可能还得再精算才会有较清楚的轮廓。另一个缺点是打件及过炉都可能需要使用托盘(carrier)来支撑软板的部份,这无形中增加了SMT的组装费用。 但它拥有很多优点如下: 1. 可以有效节省电路板上的空间并省去使用连接器或是HotBar的制程 因为FPCB软硬结合板已经结合在一起了,所以原本需要使用连接器或是HotBar制程的空间就可以省掉了,这对一些有高密度需求的电路板板子来说,少掉一个连接器的空间就像捡到一块宝一样。 这样子连带的也就省掉了使用连接器的零件费用或是HotBar制程的费用。另外,两片板子之间的空间也会因为省去了连接器而变得可以更紧密。 2. 讯号传递的距离缩短、速度增加,可以有效改善可靠度 传统透过连接器的讯号传递为“电路板→连接器→软板→连接器→电路板”,而软硬复合
PCB生产制程工艺介绍 中试部杨欣
内容目录 SUPCON 前言 名词介绍 主要工艺路线介绍 DFM可制造性设计 DFM设计准则的说明
前言 SUPCON 一般企业的状况,产品移交生产后,产品加工的自动化程 度极低,生产过程大量依赖于手工焊接,难以大批量量产。 同时生产出的产品经常出现问题,企业不得不耗费大量的资 源对生产出的新产品进行维修。 生产人员抱怨研发人员能力不足,设计的产品可生产性太 差;研发人员则觉得自己都把产品设计好了,样机调试也通 过了,为什么还是生产不好,完全是生产部门的水平不行。 问题关键在于研发人员不了解产品加工生产的要求;而生 产人员往往又无法将这种要求很好的传递给研发。
前言 SUPCON 一个公司的产品可靠性问题中,生产工艺的问题往往占一半以上。 显性:直接导致产品故障 隐性:导致产品损伤,降低产品的可靠性。 生产的一次直通率是衡量电子产品质量的重要指标。 明确一点,产品能设计出来,并不代表产品就一定能 大批量生产出来。
内容目录 SUPCON 前言 名词介绍 主要工艺路线介绍 DFM可制造性设计 DFM设计准则的说明
SUPCON 常用名词介绍 Design For Manufacturability DFT Design For Testability Design For Reliability DFM D esign F or M anufacturability 可制造性设计,指针对PCB 的可生产性需求而进行的设计。其目的在于减少PCB 板卡的加工难度,使产品符合自动化大批量生产的要求,并减少量产时所出现的问题。DFT D esign F or T estability 可测试设计DFR D esign F or R eliability 可靠性设计DFA DFV DF ……
版本: R-FPCB 软板线路设计规范 页码:第 1 页 共 5 页 1.0目的: 制定软硬结合板软板线路设计指引,为其设计制作提供规范,以保证产品品质符合客户要求。 2.0适用范围: 适用于软硬结合板之中软板的制作。 3.0材料类型定义: 3.1 RF-- 软硬结合板 3.2 LPI-- 内层湿膜涂布 3.3 DES-- 显影/蚀刻/剥膜 3.4 SES-- 退膜/蚀刻/退锡 4.0工艺规范: 4.1 内层线路菲林制作规范: 4.1.1 内层菲林板边需倒角R=5mm ,防止在湿制程卷角卡板;PE 冲孔处的板边需保留铜,增加强度,防止压合Bonding 套PIN 时崩孔,遭成偏位。 8mil ,对标识线中心贴合;整PNL 或SET 套板贴合需制作贴合对位mark 点,Cover lay 钻出比mark 点直径大0.2mm 的孔。 R=5mm PE 冲孔处保留侗 白色为贴合标识线 单PCS 或条贴: SET 或PNL 贴合: 绿色为Coverlay 钻孔的圆 绿色为Coverlay proflie 棕色为对位贴合mark 点 对位处
版本: R-FPCB 软板线路设计规范 页码:第 2 页 共 5 页 4.1.3内层软板有插接手指需设计手指成型偏位检验线,公差依客户要求,如没要求,按0.15mm 设计。 4.1.4进行防撕裂。 1、绿色为Coverlay 窗口 2、白色为成型 Profile 手指偏位检验线挠折区域边缘无大铜箔连线时,可采用如上图白色补强铜设计 挠折区域边缘有大铜箔连线时,可采用如上图白色补强大铜箔连线弯折处设计。
版本: R-FPCB软板线路设计规范页码:第 3 页共 5 页 4.1.5内层软板需设计导气条,正、反面需错开2mm,单元边的上下层工艺边需错开0.5mm ,用于Cover lay及PP压合时层间导气,防止气泡产生爆板。 4.1.5 软板区域线路需平滑,拐角需倒圆角,PAD需加泪滴,增加弯折寿命,利于cover lay拐角处填胶,防止爆板,提高其可靠度。 4.2 对于客户资料进行合理的优化,具体优化方案见下表: 倒角R=0.5mm 导气条:单元套板内及PNL板边均需设计
软硬结合板的设计与生产工艺 ( 论文) 1.前言 工业、医疗设备、3G手机、LCD电视及其它消费类电子如: 电子计算机用的硬盘驱动器、软盘驱动器、手机、笔记本电脑、照相机、摄录机、PDA等便携式电子产品市场需求的不断扩大, 电子设备越来越向着轻、薄、短、小且多功能化的方向发展。特别是高密度互连结构( HDI) 用的柔性板的应用, 将极大地带动柔性印制电路技术的迅猛发展, 同时随着印制电路技 术的发展与提高, 软硬结合板(Rigid-Flex PCB)的开发研究并得到大量的应用, 预计全球今后软硬结合板的供应量将会大量增加。同时, 软硬结合板的耐久性与挠性, 亦使其更适合于医疗与军事领域应用, 逐步蚕食刚性PCB的市场份额。 由于韩国、台湾地区有大量手机厂商, 因此这些厂商主导了软硬结合板市场。据台湾电路板协会(TPCA)的数据, 当前该地区约有200家PCB生产商。香港地区也有少数企业在生产软硬结合板, 但大约有不到五家企业具备良好 的生产技术。 在中国大陆, 这类产品在总体PCB市场中所占比例不大, 台湾地区工业 技术研究院(IEK)估计仅占2%左右。但大陆的生产份额正不断增长, 厂商们都意识到, 软硬结合板既轻且薄, 而且紧凑, 特别适合最新式的便携电子和高端医疗及军事设备——这些终端产品当前都在推升大陆软硬结合板的产量。因此, 业内人士预计软硬结合板将在未来几年超越其它类型的PCB。 产品虽好, 制造门槛有些高, 在所有类型的PCB中, 软硬结合板对于恶劣应用环境的抵抗力最强, 因此受到医疗与军事设备生产商的青睐。软硬结合板
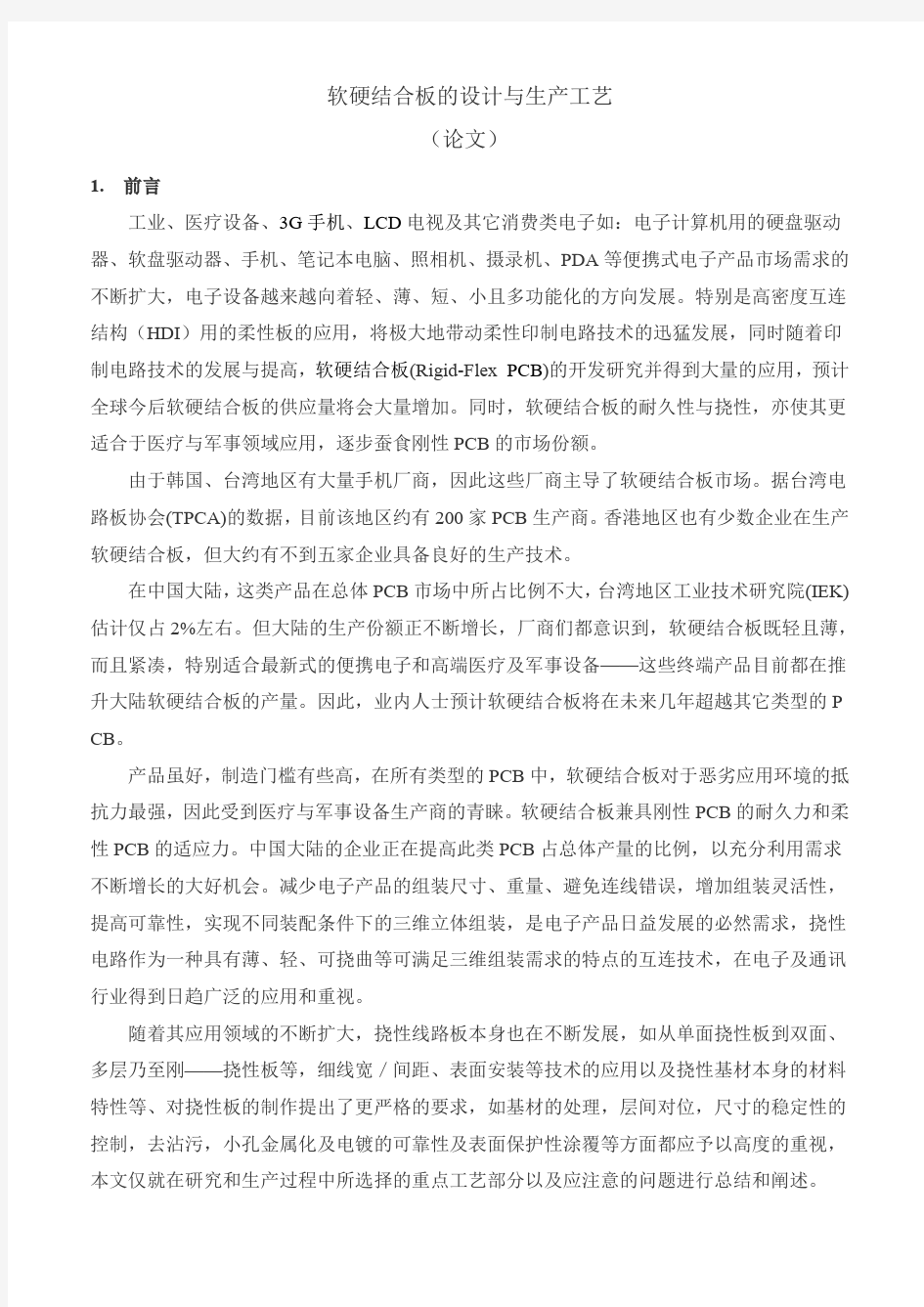
兼具刚性PCB的耐久力和柔性PCB的适应力。中国大陆的企业正在提高此类PCB占总体产量的比例, 以充分利用需求不断增长的大好机会。减少电子产品的组装尺寸、重量、避免连线错误, 增加组装灵活性, 提高可靠性, 实现不同装配条件下的三维立体组装, 是电子产品日益发展的必然需求, 挠性电路作为一种具有薄、轻、可挠曲等可满足三维组装需求的特点的互连技术, 在电子及通讯行业得到日趋广泛的应用和重视。 随着其应用领域的不断扩大, 挠性线路板本身也在不断发展, 如从单面挠性板到双面、多层乃至刚——挠性板等, 细线宽/间距、表面安装等技术的应用以及挠性基材本身的材料特性等、对挠性板的制作提出了更严格的要求, 如基材的处理, 层间对位, 尺寸的稳定性的控制, 去沾污, 小孔金属化及电镀的可靠性及表面保护性涂覆等方面都应予以高度的重视, 本文仅就在研究和生产过程中所选择的重点工艺部分以及应注意的问题进行总结和阐述。 2.软硬结合板的设计与生产工艺 软硬结合印制板是指在一块印制板上包含有一个或多个刚性区和一个或多个挠性区的印制线路板。它可分为有增强层的挠性板及刚——挠结合多层板等不同类型。图( 1) 为一个十二层软硬结合板结构示意图: